模具维护保养记录表
合集下载
模治具定期保养记录表.doc

模治具定期保养记录表
料号: 模治具编号: 年 月 日
刀口零件定期保养
1.翻磨刀口重新焊接标准垫片:
2.更换磨损刀口零件:
检查成形零件
1.查看零件有无松动,间隙大:
2.检查弹簧弹力,压料成效:
3.清洁表面废油、残渣:
近期非常修理的问题排查(参照模具履历):查看修理工站有无零件变异。
模具被投诉非常点排查(参照模具履历):查看修理工站有无零件变异。
有无设计改进、变更需求:□有就填写“模具设计问题统计表”。
保养成效追踪确认:(品质)
经理核准ห้องสมุดไป่ตู้科长审核:保养人:
料号: 模治具编号: 年 月 日
刀口零件定期保养
1.翻磨刀口重新焊接标准垫片:
2.更换磨损刀口零件:
检查成形零件
1.查看零件有无松动,间隙大:
2.检查弹簧弹力,压料成效:
3.清洁表面废油、残渣:
近期非常修理的问题排查(参照模具履历):查看修理工站有无零件变异。
模具被投诉非常点排查(参照模具履历):查看修理工站有无零件变异。
有无设计改进、变更需求:□有就填写“模具设计问题统计表”。
保养成效追踪确认:(品质)
经理核准ห้องสมุดไป่ตู้科长审核:保养人:
注塑模具三级保养记录表

*********
表单编号 Q** GQM.006-11
注塑模具三级保养记录表
模具名称
模具编号
已完成合模次数
模具完成日期
调模日期
年
检查内容
1.模具外表面是否生锈重新喷防锈漆或电镀、,活动部件是否润滑活动自如
外 2.模具外观要保持清Biblioteka ,模具上计数器要完好观 检
3.模具冷却水接头是否破损,模具密封圈老化更换,模仁内部水路孔清理疏通。
16.滑块弹簧及定位夹检查及更换
□
以上内容均作为模具状态的凭证,请仔细检测.(此表主要用于已量产超过30万模次以上在产模具的深度保养)
模具点检员
日期
模具检查人
日期
□
7.顶针、斜顶、滑块动作是否顺畅,胶位是否能够脱出 。斜顶的导向块/滑块的压板/限位块/锁紧块是否紧固 ,顶针,
斜顶滑块是否有间隙.
□
内
部 8.检查上下模仁定位虎口是否磨损,模仁是否开裂,是否需要新做模仁
□
检
查 9.镶件上是否磨损变形,检查产品对应尺寸符合图纸,更换新镶件
□
10.滑块耐磨块检查磨损情况尺寸,更换
3.检查模具定位运动部件,导柱导套间隙,模架定位是否磨损,是否需要更换
□
4.模具分型面是否塌陷变形磨损圆角等目视可见的模具缺陷,或检查产品夹口毛边段差,确定分型面重新加工
5.检查产品分模线毛边,段差情况是否符合图纸要求,确定模具分型面和定位是否重新加工或更换
□
6.定模镶件型腔是否腐蚀,皮纹是否腐蚀,是否需要重新清洗补纹
□
11.顶出部分有无磨损,产品毛边,更换新顶针,若孔磨损,线割加大,斜顶处磨损情况更换
□
12.司筒/司筒针的模具,检查司筒是否磨损,对应产品是否毛刺尺寸是否合格,并更换
表单编号 Q** GQM.006-11
注塑模具三级保养记录表
模具名称
模具编号
已完成合模次数
模具完成日期
调模日期
年
检查内容
1.模具外表面是否生锈重新喷防锈漆或电镀、,活动部件是否润滑活动自如
外 2.模具外观要保持清Biblioteka ,模具上计数器要完好观 检
3.模具冷却水接头是否破损,模具密封圈老化更换,模仁内部水路孔清理疏通。
16.滑块弹簧及定位夹检查及更换
□
以上内容均作为模具状态的凭证,请仔细检测.(此表主要用于已量产超过30万模次以上在产模具的深度保养)
模具点检员
日期
模具检查人
日期
□
7.顶针、斜顶、滑块动作是否顺畅,胶位是否能够脱出 。斜顶的导向块/滑块的压板/限位块/锁紧块是否紧固 ,顶针,
斜顶滑块是否有间隙.
□
内
部 8.检查上下模仁定位虎口是否磨损,模仁是否开裂,是否需要新做模仁
□
检
查 9.镶件上是否磨损变形,检查产品对应尺寸符合图纸,更换新镶件
□
10.滑块耐磨块检查磨损情况尺寸,更换
3.检查模具定位运动部件,导柱导套间隙,模架定位是否磨损,是否需要更换
□
4.模具分型面是否塌陷变形磨损圆角等目视可见的模具缺陷,或检查产品夹口毛边段差,确定分型面重新加工
5.检查产品分模线毛边,段差情况是否符合图纸要求,确定模具分型面和定位是否重新加工或更换
□
6.定模镶件型腔是否腐蚀,皮纹是否腐蚀,是否需要重新清洗补纹
□
11.顶出部分有无磨损,产品毛边,更换新顶针,若孔磨损,线割加大,斜顶处磨损情况更换
□
12.司筒/司筒针的模具,检查司筒是否磨损,对应产品是否毛刺尺寸是否合格,并更换
五金模具维护保养记录表

东莞XX五金制品有限公司
五金模具维护保养记录表
工作令号
模具名称/编号
SG-W-F-016
物料号
产品名称
产品型号
使用材质 保养类别
保养时间
□ 量产前保养
□ 生产结束保养
检查确认: 确认合格 √ 不合格 ×
保养员 □ 定期保养
模具无此项目可不填
序号
检查项目
1 模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
不合格处理方式
处理对策:
保
□ 不可以
审 核:
记录:
9 模具气孔有无堵塞,吹气是否顺畅,接头是否损坏
项
10 模具定位销是否缺失或断裂
11 上下模座是否撞伤、压印、缺陷或不平
目
12 脱料板/凹模板是否撞伤、压印、缺陷或不平
13 弹簧是否缺失、断裂、生锈、压死或失效
14 模具定位是否缺失与配套
15 冲子有无缺失、断裂或磨损
16 凹模入子有无缺失或磨损
状态确认 □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □
2 导柱/导套是否松动、缺失、破损、
3 模具螺丝是否松动、缺失、滑牙、断裂
4 模具镶针、镶块是否松动、缺失、断裂、错位
5 滑块是否缺失、断裂、错位、变形、拉伤、卡死
保
6 滑块加注润滑油,并检查滑动是否灵活准确
7 导柱加注润滑油,模具开合是否灵活准确
养
8 顶针有无断裂、缺失、顶出是否灵活准确并加注润滑油
五金模具维护保养记录表
工作令号
模具名称/编号
SG-W-F-016
物料号
产品名称
产品型号
使用材质 保养类别
保养时间
□ 量产前保养
□ 生产结束保养
检查确认: 确认合格 √ 不合格 ×
保养员 □ 定期保养
模具无此项目可不填
序号
检查项目
1 模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
不合格处理方式
处理对策:
保
□ 不可以
审 核:
记录:
9 模具气孔有无堵塞,吹气是否顺畅,接头是否损坏
项
10 模具定位销是否缺失或断裂
11 上下模座是否撞伤、压印、缺陷或不平
目
12 脱料板/凹模板是否撞伤、压印、缺陷或不平
13 弹簧是否缺失、断裂、生锈、压死或失效
14 模具定位是否缺失与配套
15 冲子有无缺失、断裂或磨损
16 凹模入子有无缺失或磨损
状态确认 □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □
2 导柱/导套是否松动、缺失、破损、
3 模具螺丝是否松动、缺失、滑牙、断裂
4 模具镶针、镶块是否松动、缺失、断裂、错位
5 滑块是否缺失、断裂、错位、变形、拉伤、卡死
保
6 滑块加注润滑油,并检查滑动是否灵活准确
7 导柱加注润滑油,模具开合是否灵活准确
养
8 顶针有无断裂、缺失、顶出是否灵活准确并加注润滑油
模具日常保养记录表2222
零件齐全
检查模具尺寸 修复或重新加工零件 符合图纸尺寸要求
检查模具锁紧装 置完好
紧固
紧固件有预紧力
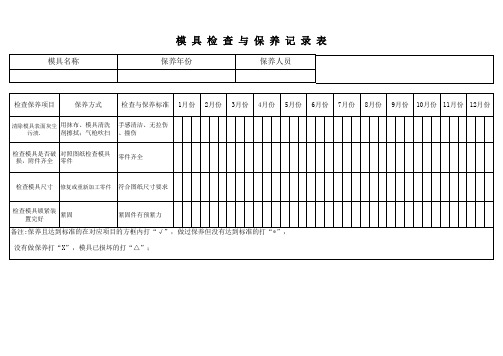
备注:保养且达到标准的在对应项目的方框内打“√”,做过保养但没有达到标准的打“*”,
没有做保养打“X”,模具已损坏的打“△”;
模具名称
模具检查与保养记录表
保养年份
保养人员
检查保养项目
保养方式
检查与保养标准 1月份 2月份 3月份 4月份 5月份 6月份 7月份 8月份 9月份 10月份 11月份 12月份
清除模具表面灰尘 用抹布、模具清 手感清洁、无拉伤
污渍.
剂擦拭;气枪吹扫 、撞伤
检查模具是否破 对照图纸检查模具 损,附件齐全 零件
模具保养记录表

编制日期:
FormNo.RMD-93005-2017-F01-A
审核日期:
保存期限:从记录 起保存一年
保养异常记录及对策:□有
□无
□无 清理模具面油渍: □有
□无
□无 导柱、导套是否插伤:□有
□无
□无 紧固螺钉是否松动: □有
□无
□无 检查模具是否有裂纹: □有
□无
□无
检查滑块,斜顶机构有无润滑:□有 无
□
ห้องสมุดไป่ตู้
□无
检查顶针斜顶有无断裂或缺失:□有 无
□
□无 油/水路是否畅通,有无漏水:□有 □无
□无 其它:
产品名称
注塑模具保养记录表
模具名称
材料名称及排号
保养类别
定期大保养
保养员
保养时间
保养项目
检查模芯是否生锈:
□有
导柱、导套、机构润滑:
□有
检查模面是否有铁屑或异物压伤:□有
检查弹簧是否断裂:
□有
是否有废料堵流道或产品未顶出:□有
热流道加温是否正常:
□有
检查模具有无配件缺失:
□有
检查抛光面有无划伤:
□有
模具保养记录表
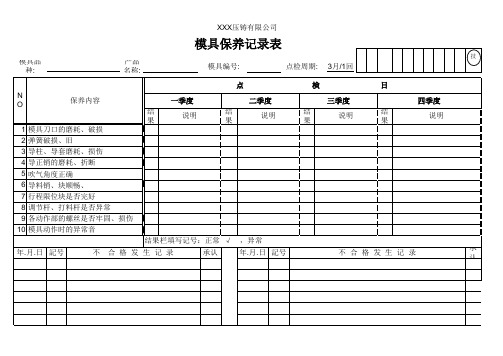
XXX压铸有限公司
模具保养记录表
技
模具品 种:
产品 名称:
模具编号:
点检周期: 3月/1回
点 検 日
N O
保养内容
1 模具刀口的磨耗、破损
一季度
结 果
说明
二季度
三度
结 果
说明
结 果
说明
结 果
四季度 说明
2 弹簧破损、旧
3 导柱、导套磨耗、损伤
4 导正销的磨耗、折断
5 吹气角度正确
6 导料销、块顺畅、
7 行程限位块是否完好
8 调节杆、打料杆是否异常
9 各动作部的螺丝是否牢固、损伤
10 模具动作时的异常音
结果栏填写记号:正常 √ ,异常 ×
年.月.日 記号
不 合 格 发 生 记 录
承认
年.月.日 記号
不合格发生记录
承 认
模具保养记录表
技
模具品 种:
产品 名称:
模具编号:
点检周期: 3月/1回
点 検 日
N O
保养内容
1 模具刀口的磨耗、破损
一季度
结 果
说明
二季度
三度
结 果
说明
结 果
说明
结 果
四季度 说明
2 弹簧破损、旧
3 导柱、导套磨耗、损伤
4 导正销的磨耗、折断
5 吹气角度正确
6 导料销、块顺畅、
7 行程限位块是否完好
8 调节杆、打料杆是否异常
9 各动作部的螺丝是否牢固、损伤
10 模具动作时的异常音
结果栏填写记号:正常 √ ,异常 ×
年.月.日 記号
不 合 格 发 生 记 录
承认
年.月.日 記号
不合格发生记录
承 认
IS-006-D 模具日常保养记录表

Fawn-Newtec Limited
荣讯塑胶电子制品(深圳)有限公司
模具日常保养记录表 Tool Daily Maintenance Record
模具编号:Tool No.:
顶针 Eject Pin 日期 Date 时间 Time 机台号 Machine No 滑块 Slide 斜顶 Lifter 模面是否清理 排气位清洁 码模夹是否松动 Mold face Venting Clamp block cleaned up or Cleaned up or loose or not not not
模具状况(工程/注塑 /品质确认末件时标 注)Tool Status( Engineer/Molding/ Quality sample checking) 问题点描述 Problem description
确认结果:Checking result:
Checked by / Date 确认人/日期:
eet should be filed
号:EV-IS-FO-006-D
导柱是否润滑 Grease on Guide pin or not
运水是否良好 顺畅否 Cooling system Smooth or works well or not not
润滑否 Grease applied or not
后模 Core
记录人 Record Person
(此表每班必须每四小时保养模具一次,如果是高抛光模具,需要2小时保养模具一次,并在表格内以√或×表示是与否,每一份记录表填写后即交办公室予以存档) The tool should be maintained every 4 hrs for eah shift, if the tool is in high polishing ,the maintenance should be 1 time/ 2hrs ,and click the table with √ or× to check if this was done or not, every record sheet should be filed in the office after fill in finished. Form# 表单编号:EV-IS-FO-006-D
荣讯塑胶电子制品(深圳)有限公司
模具日常保养记录表 Tool Daily Maintenance Record
模具编号:Tool No.:
顶针 Eject Pin 日期 Date 时间 Time 机台号 Machine No 滑块 Slide 斜顶 Lifter 模面是否清理 排气位清洁 码模夹是否松动 Mold face Venting Clamp block cleaned up or Cleaned up or loose or not not not
模具状况(工程/注塑 /品质确认末件时标 注)Tool Status( Engineer/Molding/ Quality sample checking) 问题点描述 Problem description
确认结果:Checking result:
Checked by / Date 确认人/日期:
eet should be filed
号:EV-IS-FO-006-D
导柱是否润滑 Grease on Guide pin or not
运水是否良好 顺畅否 Cooling system Smooth or works well or not not
润滑否 Grease applied or not
后模 Core
记录人 Record Person
(此表每班必须每四小时保养模具一次,如果是高抛光模具,需要2小时保养模具一次,并在表格内以√或×表示是与否,每一份记录表填写后即交办公室予以存档) The tool should be maintained every 4 hrs for eah shift, if the tool is in high polishing ,the maintenance should be 1 time/ 2hrs ,and click the table with √ or× to check if this was done or not, every record sheet should be filed in the office after fill in finished. Form# 表单编号:EV-IS-FO-006-D
模具检查与保养记录表

模具检查与保养记录表
模具编号 模具名称 保养人员 确认主管检查保养项目保养方式检查与保养标准
1月份
2月份
3月份
4月份
5月份
6月份
7月份
8月份
9月份
10月份
11月份
12月份
模具表面和模 用抹布、模具清 手感清洁、无拉 腔内异物、锈 洗剂擦拭;清理 伤、撞伤、防锈 斑及灰尘 后喷涂防锈油 油喷涂到位 导柱、导套、 有咬伤、拉伤、 能顺利合模、滑 滑块机构 变形的修护 配良好 成型表面、刀口 成型表面无损 各型腔、型芯 有损伤,划痕视 伤,划痕,成型 表面及刀口 情况维修 零件无变形 弹簧等弹性零 更换新弹簧 件 顶杆、拉块 加热装置 弹簧无断裂和变 形
更换新顶杆、拉 顶杆无起刺、断 块点焊修补 裂、磨损 更换加热管或插 电器部件短线检 座 查 进行通水通气通 油密封测试 螺丝有无松动、 损坏 保养人员:
气、水、油接 更换相应零件 头及相应管路 紧固螺丝 更换同规格螺丝
生产模次:
备注:一级保养且达到标准的在对应项目的方框内打“√”,二级保养且达到标准的打“O”,模具已损坏的打“×”;
模具保养记录表
已生产模数
库存保养
待生产前检查
仓管员:李如宇
300000模 生产后保养
300000模 生产后保养
4、其 它
1、模具外表 保 养 2、模具型腔 项 3、上油状况 目
4、其 它
注:模具保 养有效期为 保养人:
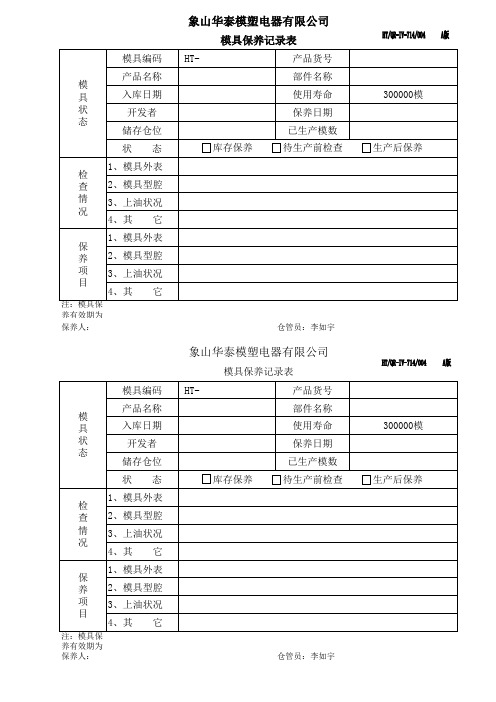
象山华泰模塑电器有限公司
模具保养记录表
HT-
产品货号
部件名称
使用寿命
保养日期
已生产模数
库存保养
待泰模塑电器有限公司
模具保养记录表
HT-
产品货号
部件名称
使用寿命
保养日期
模具编码
产品名称 模
具
入库日期
状
开发者
态
储存仓位
状态
1、模具外表 检 查 2、模具型腔 情 3、上油状况 况
4、其 它
1、模具外表 保 养 2、模具型腔 项 3、上油状况 目
4、其 它
注:模具保 养有效期为 保养人:
模具编码
产品名称
模
具
入库日期
状
开发者
态
储存仓位
状态
1、模具外表 检 查 2、模具型腔 情 3、上油状况 况
模具维护保养记录表

补齐更换并加以紧固
内六角扳手、 拔销器
更换零件时,所在位置不能改变
6
顶、卸料装置
弹顶销、气缸、压 料板等
损坏、漏气、弹簧失效等
更换零件,气缸修理
一字起、内六 角扳手等
气缸问题必须经过工装员安排
7
紧固零件、安全零 件
各类螺栓、安全插 销等
损坏、缺少
更换补齐
拔销器、内六 不能以短代长,拆卸下的螺栓、销钉等必须用容器盛放,防
万用表、螺丝 刀
测量时检查切断电源;嫁接重新链接后重行送电检查。
10
清擦
模具各部位
油污
用擦布清擦
擦布、模具清 洗剂
清擦的同对各零件进行检查
11
润滑
导柱、导套、导板 等
表面“拉伤”
使用油石、研磨膏去除
油石、研磨膏 对所有相对运动部份都需涂润滑脂
拔销器、内六
12
装配
所有卸下的零件 顺序、位置错误,漏装
XX汽车零部有限公司
制造部生产 车间
共1页 第 1页
模具维护保养作业指导书
类别 编号
成形工序类
序号
检查保养项目
检查保养内容
常见问题
解决办法
工具
注意事项
备注
1
模具吊运、开模和 翻转
模具主体
模具吊装水平不稳
重新穿插吊绳或吊环长度和位 吊 绳 、单 梁行 两钢丝绳等长,模具落地呈水平状态, 检查模具与地面接触 上下模做好锁
严格按照拆下时的顺序装配 角 扳 手 、 T 形 装配过程中要细心并小心零件之间的碰撞
扳手等
拔销器、内六
13
检查
整个模具
错漏装、螺栓未把紧等
模具维护保养记录一览表
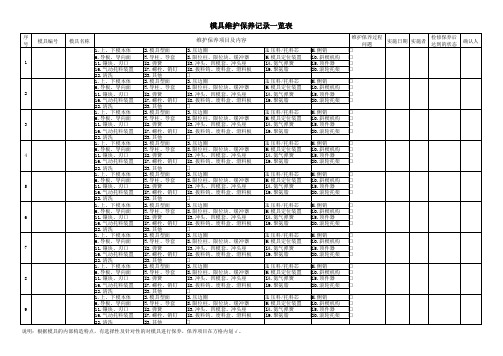
说明:根据模具的内部构造特点,有选择性及针对性的对模具进行保养,保养项目在方格内划√。
□4.压料/托料芯 □9.模具定位装置 □14.氮气弹簧 □19.聚氨脂
□5.侧销 □10.斜楔机构 □15.顶件器 □20.滚轮托架
维护保养过程 问题
□ □ □ □
实施日期 实施者
检修保养后 达到的状态
确认人
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器
□
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器
□
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料ቤተ መጻሕፍቲ ባይዱ □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
维护保养项目及内容
□3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □
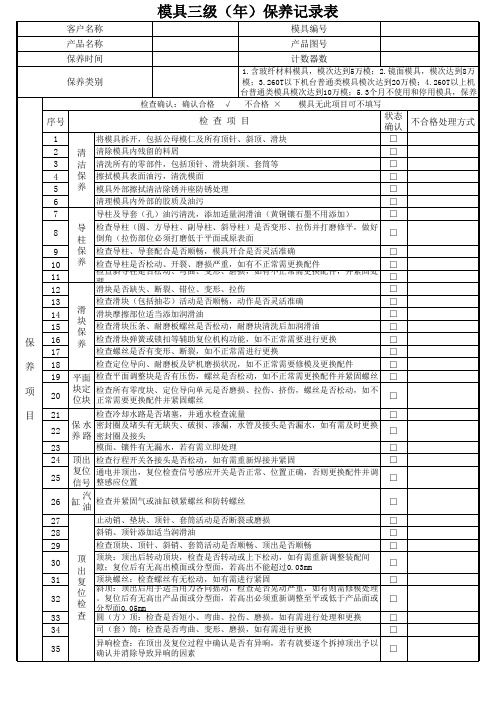
模具三级(年)保养记录表-
□
22
保 水 密封圈及堵头有无缺失、破损、渗漏,水管及接头是否漏水,如有需及时更换 养 路 密封圈及接头
□
23
模面、镶件有无漏水,若有需立即处理
□
24 顶出 检查行程开关各接头是否松动,如有需重新焊接并紧固
□
25
复位 通电并顶出,复位检查信号感应开关是否正常、位置正确,否则更换配件并调 信号 整感应位置
□
26
缸
汽 油
检查并紧固气或油缸锁紧螺丝和防转螺丝
□
27
止动销、垫块、顶针、套筒活动是否断裂或磨损
□
28
斜销、顶针添加适当润滑油
□
29
检查顶块、顶针、斜销、套筒活动是否顺畅、顶出是否顺畅
□
30
顶 顶块:顶出后转动顶块,检查是否转动或上下松动,如有需重新调整装配间 出 隙;复位后有无高出模面或分型面,若高出不能超过0.03mm
□
养 18
检查定位导向、耐磨板及铲机磨损状况,如不正常需要修模及更换配件
□
19 平面 检查平面调整块是否有压伤,螺丝是否松动,如不正常需更换配件并紧固螺丝 □
项
20
块定 检查所有零度块、定位导向单元是否磨损、拉伤、挤伤,螺丝是否松动,如不 位块 正常需要更换配件并紧固螺丝
□
目 21
检查冷却水路是否堵塞,并通水检查流量
□
34
司(套)筒:检查是否弯曲、变形、磨损,如有需进行更换
□
35
异响检查:在顶出及复位过程中确认是否有异响,若有就要逐个拆掉顶出予以 确认并消除导致异响的因素□□ Nhomakorabea12
滑块是否缺失、断裂、错位、变形、拉伤
□
13
冲压模具保养记录表

使用次数达到40万次时更换无咬伤拉痕烧伤变形和磨损单边配合间隙0015mm无裂缝钝化拉毛变形和堵料现象无10mm裂纹无明显变形和缺损配合部份单边磨损0015mm无严重磨损成形面折弯r角滚轮要求成形后尺寸和外观符合产品要求落料脱料顺畅
********有限公司
冲压模具保养记录表
机种/品名 模具编号 工程别 产品材质 闭模高度 冲床吨位 项次 保养项目
合格标准
保 保养人/日期 稽核人/日期 生产起止日 生产量 累计生产量
养
保
保养人/日期 稽核人/日期 生产起止日
生产量
累计生产量
保养方法记录
ห้องสมุดไป่ตู้1.
模具表面清 洁整理
无生锈、油污、脏污、 异物及灰尘
第_____页 养
2.
压线、字模 、压筋
无缺损,破裂和钝化
3.
定位销、定 位块、连接 螺丝
无松动,滑牙或明显磨 损
无严重磨损(成形面, 折弯R角,滚轮),要求 成形后尺寸和外观符合 产品要求
落料、脱料顺畅;吊杆 、垫脚无丢失;模内无 垫片
页
4.
滑块、浮升 销、浮升块
无缺损、活动顺畅
5. 弹簧
无断裂、损伤;使用次 数达到40万次时更换
无咬伤、拉痕、烧伤、 6. 导柱、导套 变形和磨损(单边配合
间隙≦0.015mm)
7.
冲头、刀口
无裂缝、钝化、拉毛、 变形和堵料现象
8. 模板 9. 成形部份 10. 其它
无>10mm裂纹、无明显 变形和缺损,配合部份 单边磨损≦0.015mm
********有限公司
冲压模具保养记录表
机种/品名 模具编号 工程别 产品材质 闭模高度 冲床吨位 项次 保养项目
合格标准
保 保养人/日期 稽核人/日期 生产起止日 生产量 累计生产量
养
保
保养人/日期 稽核人/日期 生产起止日
生产量
累计生产量
保养方法记录
ห้องสมุดไป่ตู้1.
模具表面清 洁整理
无生锈、油污、脏污、 异物及灰尘
第_____页 养
2.
压线、字模 、压筋
无缺损,破裂和钝化
3.
定位销、定 位块、连接 螺丝
无松动,滑牙或明显磨 损
无严重磨损(成形面, 折弯R角,滚轮),要求 成形后尺寸和外观符合 产品要求
落料、脱料顺畅;吊杆 、垫脚无丢失;模内无 垫片
页
4.
滑块、浮升 销、浮升块
无缺损、活动顺畅
5. 弹簧
无断裂、损伤;使用次 数达到40万次时更换
无咬伤、拉痕、烧伤、 6. 导柱、导套 变形和磨损(单边配合
间隙≦0.015mm)
7.
冲头、刀口
无裂缝、钝化、拉毛、 变形和堵料现象
8. 模板 9. 成形部份 10. 其它
无>10mm裂纹、无明显 变形和缺损,配合部份 单边磨损≦0.015mm
模具二级保养记录表

累计冲次数
检查结果 (OK/NG)
保养具体动作 (注明件号)
1.检查成型上、下模仁是否磨损
成型工作 2.检查成型上、下模仁是否与图面尺寸吻合 零件检查 3.检查成型压料冲头是否磨损、变形
4.检查成型上、下模仁框口是否磨损
1.检查冲裁冲头、刀口是否磨损(研磨或更换注明)
冲裁工作 零件检查
2.检查冲裁冲头、刀口试配是否OK
模具主管确认:
保养人:
编号:
大型台资三星中国oem工厂香港上市公司共计15年制造主管经验擅长精益生产以及欧美大客户验厂应对质量社会责任反恐广东省注册初级安全主任
模具二级保养记录表
系列
品名
保养时间
模号
料号
保养频率
检查要点
保养详细导套是否变形 3.检查导柱、导套是否磨损 4.检查导柱、导套是否咬伤
4.检查导位销是否长度一致且与图面吻合
清洗 除锈 加油
1.导柱、导套清洗、上模具油 2.模板、模仁、弹簧、螺丝等零件清洗、除锈
上下模、 1.镶件外形及内孔尺寸是否磨损、擦伤等 剥料板等 镶件检查
模板检查 1.目视模板是否变形、断裂等
备注:所有模具零件磨损状况及配合状况正常情况下填写"OK",异常填写“NG",并把NG的具体事项及数据 描述清楚.
3.检查冲裁冲头、刀口的固定框口是否磨损
1.检查弹簧型号是否用对
保养 项目
2.检查弹簧是否变形 弹簧 传力销 3.检查弹簧是否疲劳断裂
螺丝 4.检查传力销是否磨损、变形 检查
5.检查螺丝内角是否“圆角”
6.检查螺丝是否疲劳、裂纹、松动
1.检查模板定位孔是否刮伤、磨损
定位 零件 检查
模具维护保养记录表

模具维护保养记录表模具品名使用材质保养现场保养时间保养项目检查模具是否生锈保养项目开闭器是否短少或磨损滑块及限位是否正常正常异常保养类别
模具品名
模具维护保养记录表
模号
使用材质
保养类别: 量产前保养 保养员
有无
清理模面油渍 有 无
滑块润滑: 有 无 滑块定位损坏 有 无 检查顶针是否短少或磨损 有 无 保养项目
有 正常
无 异常
检查模面是否残留塑胶 有
无
检查模面/镶块是否有漏水 有 无
检查模具生产所需之配件是否归还及是否有损坏:
保养异常记录及对策:
正常
异常
车间主任:
保养人:
导杆润滑: 有 无 水油路是否阻塞 有 无 模具开闭器是否短少或磨损 有 无
油缸是否异常 有 无 检查弹簧断裂 有 无 模面有无碰划伤 有 无
保养异常记录: 正常 异常
处理对策:
保养类别: 结单后保养
保养员:
模具喷防锈剂处理:
有无
开闭器是否短少或磨损 有
无
检查顶针是否断裂 保养项目
滑块及限位是否正常
模具品名
模具维护保养记录表
模号
使用材质
保养类别: 量产前保养 保养员
有无
清理模面油渍 有 无
滑块润滑: 有 无 滑块定位损坏 有 无 检查顶针是否短少或磨损 有 无 保养项目
有 正常
无 异常
检查模面是否残留塑胶 有
无
检查模面/镶块是否有漏水 有 无
检查模具生产所需之配件是否归还及是否有损坏:
保养异常记录及对策:
正常
异常
车间主任:
保养人:
导杆润滑: 有 无 水油路是否阻塞 有 无 模具开闭器是否短少或磨损 有 无
油缸是否异常 有 无 检查弹簧断裂 有 无 模面有无碰划伤 有 无
保养异常记录: 正常 异常
处理对策:
保养类别: 结单后保养
保养员:
模具喷防锈剂处理:
有无
开闭器是否短少或磨损 有
无
检查顶针是否断裂 保养项目
滑块及限位是否正常
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模面有无 碰划伤
有无
处理对策:
保养类 别: 结 模具喷防
锈剂处 理检:查顶针 保养项目 是否断裂 滑块及限 位是否正
保养员:
开闭器是 否短少或 磨检损查模面 是否残留 检查模面 /镶块是
检查模具生产所需之配件是否归还及是否有损坏:
保养异常 记录及对
注塑总 监:
模具 主 任:
填表:
模具维护保养记录表
模具品名
模号
使用材质
保养类 别: 量产前保
检查模具 是否生锈
保养现场
保养时间
滑块润滑: 有 保养项目
导杆润滑: 有
油缸是否异常
保养异常记Байду номын сангаас: 正常
无 滑块定位损坏
无 水油路是否阻塞 检查
有 无 弹簧 断裂
异常
有 无 检查顶针是否短少或磨损 有 无
有 无 模具开闭器是否短少或磨损 有 无