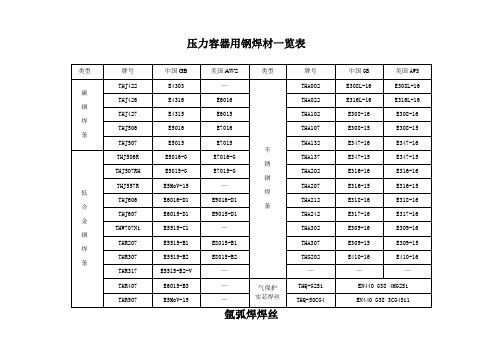
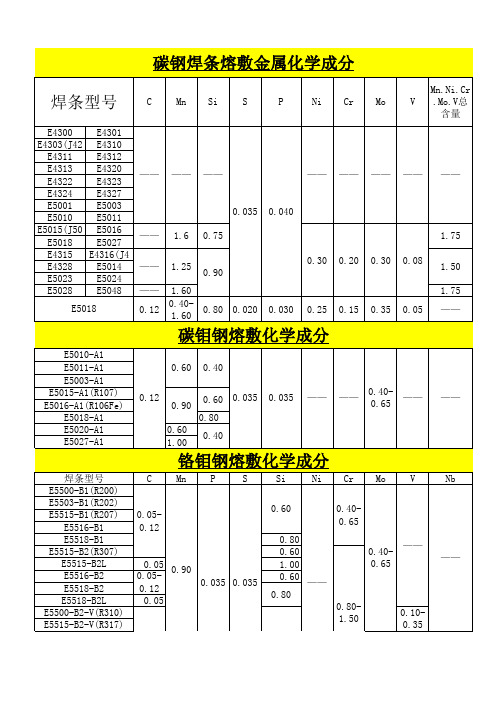
常用焊条化学成分及含量一览表
全部焊条焊丝化学成份及用途表正版
540
17
-40℃
57
用于焊接中碳钢以及部分低合金钢
THJ606
E6016-D1
490
590
15
-30℃
27
焊接中碳钢及相应强度等级的低合金钢的焊接。
THJ606NiCrCu
E5016-G
(TB)
550
600
20
-40℃
60
用于60Kg级耐候钢以及车辆、近海工程结构、桥梁等的焊接
THJ607
E6015-D1
用于防弹钢、覆面不锈钢及碳钢异材的焊接
THT-307Si
THS-307Si
H10Cr21Ni10Mn6Si1
用于高锰钢、硬化性耐磨钢及非磁性钢的焊接
THT-308
THS-308
H08Cr21Ni10Si
用于308、301、304等不锈钢结构的焊接
THT-308L
THS-308L
H03Cr21Ni10Si
THS-309LMo
H03Cr24Ni13Mo2
用于异种钢的焊接或韧性较差的马氏体、铁素体不锈钢的焊接
THT-310
THS-310
H12Cr26Ni21Si
用于高温条件下工作的耐热钢以及1Cr5Mo、1Cr13等不能进行预热及后热处理的焊接
THT-312
THS-312
H15Cr30Ni9
用于异种母材不锈钢覆面、硬化性低合金钢以及焊接困难或易发生气孔情况的焊接
E316-16
THJ557R
E5MoV-15
—
THA207
E316-15
E316-15
THJ606
E6016-D1
E9016-D1
常用焊材化学成分表 夏海云

12 R402 E6003-B3 GB/T5117-95 0.05-0.12 ≤0.50 ≤0.90 ≤0.035 ≤0.035 2.0-2.5 0.9-1.2
13 R407 E6015-B3 GB/T5117-95 0.05-0.12 ≤0.50 ≤0.90 ≤0.035 ≤0.035 2.0-2.5 0.9-1.2
8×C≈ 1.0
8×C≈ 1.0
NO.2 硬度
HRC(HBS) / / / / / / / 硬度
HRC(HBS) / / / / / / /
常用焊材标准明细表
NO.3
序 号
焊材牌号
焊材型号
焊材标准号
C
Si
Mn
奥氏体不锈钢焊条化学成分
P
S
Cr
Ni
Mo
Cu
Nb
硬度 HRC(HBS)
29 A207 E316-15 GB/T983-95 ≤0.08 ≤0.90 0.5-2.5 ≤0.035 ≤0.030 17.0-20.0 11.0-14.0 2.0-2.5 ≤0.50
平均29.15 ≤3.0
平均3.52 余量 38-42
序 号
焊材牌号
焊材型号
焊材标准号
C
钴基合金堆焊粉末化学成分
硬度
Si
Mn
P
B
Cr
Ni
Mo
Fe
W
Co HRC(HBS)
55 STL NO.6
德国
平均1.15 平均1.10 平均0.50
平均0.70 平均29.0 平均3.0 平均1.0 平均3.0 平均4.0 余量 ≥38
10.0-16.0
≥45
46
D517
307焊条成分

307焊条成分307焊条是一种常用的电焊材料,其成分对于焊接质量和性能起着重要的影响。
本文将从307焊条的成分入手,分析其主要组成和作用,以及对焊接的影响。
一、307焊条的成分及含量307焊条主要由以下几种成分组成:1. 焊条芯材:主要成分是铬、镍、钼和铜等合金元素。
其中,铬的含量一般在18%至22%之间,镍的含量一般在9%至13%之间,钼的含量一般在0.5%至2.5%之间,铜的含量一般在0.5%至1.5%之间。
2. 包覆剂:主要成分是矽酸盐、钙、石英、滑石等。
这些成分主要起到保护焊接过程中的熔池和焊缝免受氧气和其他污染物侵蚀的作用。
1. 合金元素的作用:307焊条中的铬、镍、钼和铜等合金元素能够提高焊接金属的耐蚀性、抗氧化性和耐高温性,从而提高焊接接头的使用寿命和性能。
2. 包覆剂的作用:307焊条中的包覆剂能够在焊接过程中形成一层保护膜,防止氧气和其他污染物对熔池和焊缝的侵蚀,从而保证焊接接头的质量和性能。
三、307焊条成分对焊接的影响1. 焊接质量:307焊条中的合金元素可以提高焊接接头的耐腐蚀性和耐高温性,从而提高焊接接头的质量。
同时,包覆剂的作用也能够保证焊接接头的质量,防止氧气和其他污染物对焊接接头的侵蚀。
2. 焊接性能:307焊条中的合金元素可以提高焊接接头的力学性能和耐热性能,从而提高焊接接头的使用寿命和性能。
同时,包覆剂的作用也能够改善焊接接头的成形性能和焊接工艺性能。
3. 焊接工艺:307焊条的成分对于焊接工艺起着重要的影响。
合金元素的含量和配比可以影响焊接接头的成形性能和熔化特性,从而影响焊接的工艺参数和操作要求。
307焊条的成分对于焊接质量和性能有着重要的影响。
合理选择307焊条的成分和配比,可以提高焊接接头的质量和性能,满足不同焊接要求。
同时,在实际焊接过程中,还需要根据具体材料和焊接条件进行合理的工艺参数选择和操作控制,以确保焊接接头的质量和性能。
常用焊材化学成分表-夏海云

E5500-B2-V GB/T5117-95 E5515-B2-V GB/T5117-95 E5503-B2-V GB/T5117-95 E6003-B3 E6015-B3
≤0.50 0.5-0.9 ≤0.035 ≤0.035 1.0-1.5 0.4-0.65 0.1-0.35 ≤0.50 0.5-0.9 ≤0.035 ≤0.035 1.0-1.5 0.4-0.65 0.1-0.35 ≤0.90 ≤0.035 ≤0.035 2.0-2.5 0.9-1.2 ≤0.90 ≤0.035 ≤0.035 2.0-2.5 0.9-1.2
NO.2 硬度 HRC(HBS) / / / / / ≤0.2 ≈0.50 ≈0.30 / / 硬度 Mo Cu ≤0.50 ≤0.50 ≤0.50 ≤0.50 ≤0.50 8×C≈1.0 ≤0.50 8×C≈1.0 ≤0.50 Nb HRC(HBS) / / / / / / /
≤0.50 1.2-1.7 ≈2.0 ≤0.60 ≈2.0
常用焊材标准明细表
序 焊材牌号 号 1 2 3 4 5 6 J422 J502 J507 J507FeNi J506 J507Mo 结构钢焊条化学成分 焊材型号 E4303 E5003 E5015 E5018-G E5016 E5015G 焊材型号 E5503-B2 E5515-B2 焊材标准号 C GB/T5117-95 GB/T5117-95 GB/T5117-95 GB/T5117-95 GB/T5117-95 GB/T5117-95 焊材标准号 C GB/T5117-95 ≤0.12 Si ≤0.50 Mn P S Cr Mo V ≤0.12 ≤0.12 ≤0.12 ≤0.08 ≤0.12 ≤0.12 Si Mn P S Cr Ni Mo V
常用焊材标准明细

≤0.040 ≤0.030 10.0-16.0
≥40
44 D507Mo EDCr-A2-15 GB/T981-2001 ≤0.20
10.0-16.0 ≤6.0 ≤2.5
≤2.0 ≤0.50 ≥37
45 D512 EDCr-B-03 GB/T981-2001 ≤0.25 ≤1.0
10.0-16.0
≥45
常用焊材标准明细表
序 号
焊材牌号
焊材型号
焊材标准号
C
Si
Mn
P
结构钢焊条化学成分
S
Cr
Ni
Mo
V
1 J422
E4303 GB/T5117-95 ≤0.12 ≤0.35 0.3-0.6 ≤0.040 ≤0.035
2 J502
E5003 GB/T5117-95 ≤0.12 ≤0.30 0.4-0.9 ≤0.040 ≤0.035
24 A102 E308-16 GB/T983-95 ≤0.08 ≤0.90 0.5-2.5 ≤0.035 ≤0.030 18.0-21.0 9.0-11.0 ≤0.50 ≤0.50
25 A107 E308-15 GB/T983-95 ≤0.08 ≤0.90 0.5-2.5 ≤0.035 ≤0.030 18.0-21.0 9.0-11.0 ≤0.50 ≤0.50
18.0-21.0 10.0-12.0 3.8-5.0 0.5-1.2
0.7-1.2 ≥37
序 号
焊材牌号
焊材型号
焊材标准号
C
钴基合金堆焊焊条化学成分
硬度
Si
Mn
P
S
Cr
Ni
Mo
Fe
W
Co HRC(HBS)
焊条新旧型号对照表
焊条型号 E5500-B1(R200) E5503-B1(R202) E5515-B1(R207)
E5516-B1 E5518-B1 E5515-B2(R307) E5515-B2L E5516-B2 E5518-B2 E5518-B2L E5500-B2-V(R310) E5515-B2-V(R317)
Nb0.75-
E349-XX
18.0-
0.13
21.0
8.010.0
0.350.65
0.5-2.5
0.90
0.04
0.75
1.2 V0.1-
0.3Ti0.1
5W1.25-
1.75
E383-XX E385-XX
26.5- 30.0- 3.2-
0.03
29.0 19.5-
33.0 24.0-
4.2 4.2-
_
Nb 0.700.75 1.0
0.030
_
0.75
E310-XX(A402)
0.080.20
20.0-
0.030
_
E310H-XX(A432) E310Nb-XX
E310Mo-XX(A412)
0.350.45
0.12
22.5 25.0-
0.75
28.0
20.0-
22.0 2.0-
3.0
1.0-2.5
E7018-M
E7518-M
E8518-M
E8518-M1
E5018-W
E5518-W
——
大于 等于1
——
——
大于 等于 0.80
大于等 于0.50
大于 等于 0.30
大于 等于 0.20
常用焊材化学成分表 夏海云
10.0-16.0
≥45
46
D517
EDCr-B-15
GB/T9812001
≤0.25 ≤1.0
10.0-16.0
≥45
47
D547
EDCrNi-A-15
GB/T9812001
≤0.18 4.8-6.4 0.6-2.0 ≤0.040 ≤0.030 15.0-18.0 7.0-9.0
(270-320)
49
D802
EDCoCr-A-03
GB/T9842001
0.7-1.4 ≤2.0
≤2.0
50
D812
EDCoCr-B-03
GB/T9842001
1.0-1.7 ≤2.0
≤2.0
51
D822
EDCoCr-C-03
GB/T9842001
1.75-3.0 ≤2.0
≤2.0
52
D842
EDCoCr-D-03
6 J507Mo E5015G GB/T5117-95 ≤0.12 ≤0.60 ≤0.90 ≤0.040 ≤0.035
0.4-0.6 ≤0.20
序 号
焊材牌号
焊材型号
焊材标准号
C
Si
Mn
钼和铬耐热钢焊条化学成分
P
S
Cr
Mo
V
7 R302 E5503-B2 GB/T5117-95 ≤0.12 ≤0.50 ≤0.90 ≤0.035 ≤0.035 1.0-1.5 0.4-0.65
常用焊材标准明细表
序 号
焊材牌号
焊材型号
焊材标准号
C
Si
Mn
P
结构钢焊条化学成分
S
常见焊条焊丝成分表

E5015-1
—
400
490
22
-46℃
27
适用于碳钢或低合金钢及船用A、B、C、D、E级钢重要结构。
低合金钢焊条
牌号
型号
GB
熔敷金属化学成分 (%)(≤)
熔敷金属力学性能(≥)
特点与用途
C
Mn
Si
S
P
其 余
Rel/
MPa
Rm
MPa
A
%
AKV
J
THJ502WCu
E5003-G
(TB)
用于相同类型不锈钢以及复合钢结构的焊接
THT-317
THS-317
H08Cr19Ni14Mo3
用于重要的耐腐蚀化工容器的焊接
THT-317L
THS-317L
H03Cr19Ni14Mo3
用于重要的耐腐蚀化工容器的焊接
THT-321
THS-321
H08Cr19Ni10Ti
用于304、321、347型不锈钢以及耐热钢的焊接
E316-16
THJ557R
E5MoV-15
—
THA207
E316-15
E316-15
THJ606
E6016-D1
E9016-D1
THA212
E318-16
E318-16
THJ607
E6015-D1
E9015-D1
THA242
E317-16
E317-16
THW707Ni
E5515-C1
—
THA302
THT55-B2
ER55-B2
珠光体耐
热钢焊丝
用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接
enicrmo6焊条化学成分
enicrmo6焊条化学成分一、引言焊条是一种常用的焊接材料,它由焊芯和焊剂组成。
焊芯是焊条的核心部分,其中的化学成分对焊接质量和性能起着重要作用。
本文将深入探讨enicrmo6焊条的化学成分,以及其对焊接性能的影响。
二、enicrmo6焊条的化学成分enicrmo6焊条是一种高合金焊条,其主要化学成分包括镍(Ni)、铬(Cr)、钼(Mo)、铜(Cu)等元素。
下面将详细介绍每个元素的作用和含量。
2.1 镍(Ni)镍是一种具有良好耐腐蚀性和高温强度的元素。
在enicrmo6焊条中,镍的含量通常在40%以上。
镍的添加可以提高焊接接头的耐腐蚀性和抗氧化性能,使焊接接头在高温和腐蚀环境下具有较好的稳定性。
2.2 铬(Cr)铬是一种重要的合金元素,对提高焊接接头的抗氧化性能和耐腐蚀性能起着重要作用。
在enicrmo6焊条中,铬的含量通常在20%左右。
铬的添加可以形成致密的氧化物膜,防止焊接接头被氧化和腐蚀,从而延长焊接接头的使用寿命。
2.3 钼(Mo)钼是一种重要的合金元素,对提高焊接接头的抗拉伸性能和耐热性能起着重要作用。
在enicrmo6焊条中,钼的含量通常在2-3%之间。
钼的添加可以提高焊接接头的硬度和强度,使其在高温下具有较好的稳定性。
2.4 铜(Cu)铜是一种常见的合金元素,对焊接接头的导电性和导热性有一定的影响。
在enicrmo6焊条中,铜的含量通常在1%以下。
铜的添加可以提高焊接接头的导电性和导热性,使其在焊接过程中能够更好地传递热量和电流。
三、enicrmo6焊条化学成分对焊接性能的影响enicrmo6焊条的化学成分对焊接性能有着重要的影响。
下面将从焊接质量、焊接性能和焊接工艺三个方面进行详细探讨。
3.1 焊接质量焊接质量是衡量焊接接头性能的重要指标,而焊条的化学成分直接影响着焊接质量。
enicrmo6焊条中的镍、铬、钼等元素可以提高焊接接头的耐腐蚀性、抗氧化性和抗拉伸性能,从而保证焊接接头的质量。