艾利贴标机说明书AVERY ALX user manul
贴标机的操作方法

贴标机的操作方法
1. 首先,将贴标机插入电源,并确保电源线连接正常。
2. 将标签卷与卷承放在贴标机的标签卷架上,确保标签卷是否正确放置。
3. 将标签卷的标签线引出,并通过贴标机的标签传送系统将标签线穿过标签传送带。
4. 调整贴标机上的标签感应器,使其与标签线对齐,并确保感应器可靠地检测到标签的存在。
5. 调整贴标机上的标签紧张控制器,使标签传送带上的标签保持适当的张力。
6. 设置贴标机的参数,例如贴标速度、贴标位置等。
7. 打开贴标机的开关,使其开始工作。
8. 将要贴标的物品放置在贴标机的传送带上,以便标签能够准确贴在物品上。
9. 等待贴标机完成贴标任务,注意观察贴标过程中是否出现异常情况。
10. 当贴标机完成贴标任务后,及时关闭贴标机的开关,并清理工作台面,确保贴标机处于安全和整洁的状态。
请注意,以上步骤仅为一般性的贴标机操作方法,实际操作可能因不同品牌和型号的贴标机而有所差异,请按照贴标机的使用说明书进行操作。
贴标机用户使用手册(全)
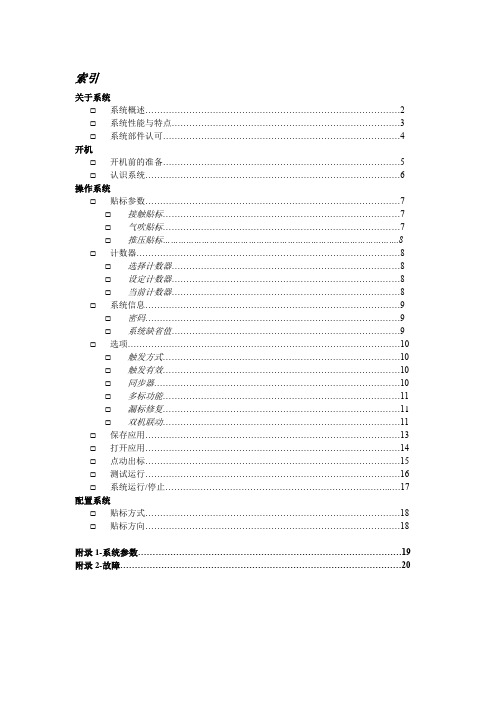
索引关于系统☐系统概述 (2)☐系统性能与特点 (3)☐系统部件认可 (4)开机☐开机前的准备 (5)☐认识系统 (6)操作系统☐贴标参数 (7)☐接触贴标 (7)☐气吹贴标 (7)☐推压贴标 (8)☐计数器 (8)☐选择计数器 (8)☐设定计数器 (8)☐当前计数器 (8)☐系统信息 (9)☐密码 (9)☐系统缺省值 (9)☐选项 (10)☐触发方式 (10)☐触发有效 (10)☐同步器 (10)☐多标功能 (11)☐漏标修复 (11)☐双机联动 (11)☐保存应用 (13)☐打开应用 (14)☐点动出标 (15)☐测试运行 (16)☐系统运行/停止 (17)配置系统☐贴标方式 (18)☐贴标方向 (18)附录1-系统参数 (19)附录2-故障 (20)系统概述欢迎使用本控制系统!本控制系统是专门为贴标行业设计。
专业友好的人机界面设计理念和模块化的集成控制,使系统的操作更为简捷,运行更为可靠。
系统性能与特点贴标参数---速度:0.3—60m/min停标精度:+/-0.4mm贴标方式---接触贴标气吹贴标推压贴标可选功能---传感器触发沿选择传感器有效使能,可防止物料和标签的多次触发同步器,可配生产线同步贴标(完全实时同步,当贴标动作过程中,如果生产线停止或变化,贴标动作也同时停止或变化。
不会造成贴标标签的皱折)多标功能。
不同与一般的多标功能,可实现一个物料可贴多张不同或相同的标签。
漏标修复。
标签底纸上没有标签时,系统会自动修复而不会造成物料的漏贴或重贴。
双机联动。
用户定义,可根据用户的要求组态成多台贴标机同时工作。
系统部件的认可CE ,UL操作界面防护等级IP65开机前的准备仔细检查系统电气及电源连接和机械的安全性警告:系统必须可靠接地。
认识系统开机,输入正确密码(8位)。
系统显示欢迎屏,之后进入操作主屏。
1-系统桌面。
触击桌面上的图标进入相关窗口进行相关操作。
2-状态栏。
显示当前的应用文件名称。
贴标机的使用操作流程示

贴标机的使用操作流程示例1. 检查贴标机设备及准备工作在使用贴标机之前,确保进行以下检查和准备工作:•确认贴标机设备是否完好,无损坏或故障。
•准备所需的标签纸和墨盒,并确保其充足。
•检查贴标机连接电源和网络线,并确认其正常工作。
2. 打开贴标机电源•确保贴标机已连接到电源,并确认电源线与插座连接稳固。
•按贴标机上的电源按钮,将其打开。
3. 调整贴标机设置在使用贴标机之前,需要根据具体需求调整相关设置:•通过触摸屏或按钮菜单,进入贴标机的设置界面。
•根据需要,选择合适的标签尺寸、打印速度、标签布局等设置参数。
•保存设置并退出设置界面。
4. 安装标签纸和墨盒•打开贴标机的标签仓门,将标签纸放入标签仓内,并确保纸张放置正确、紧密。
•安装墨盒并确保其与贴标机正确连接。
•关闭标签仓门,确保其锁定紧固。
5. 贴标机打印准备•点击贴标机的打印预览按钮,调整并预览标签的布局和内容。
•根据需要,对标签上的文字、图像等进行编辑和调整。
•检查贴标机与打印机的连接,确保打印机正常工作。
6. 进行标签打印•将需要贴标的物品放置在贴标机的工作平台上。
•点击贴标机上的打印按钮,开始打印标签。
•贴标机将自动进行标签打印和贴标的操作。
•等待贴标机完成打印和贴标过程,确保标签贴附在物品上。
7. 检查打印贴标结果•检查打印的标签上的文字、图像等内容是否清晰可见。
•检查标签是否正确贴附在物品上,并确保粘贴牢固。
•如发现问题,可重新调整贴标机设置,重复进行打印贴标过程。
8. 关闭贴标机及清理工作•打印和贴标完成后,将贴标机设备关闭。
•清理和维护贴标机设备,包括清理标签纸残留、墨盒更换等工作。
•将贴标机放置在干燥、通风的环境中,并确保其安全保存。
以上为贴标机的使用操作流程示例。
确保按照流程进行操作,可以提高贴标效率和准确性。
根据实际情况,可能会有一些细节上的差异,请参考贴标机设备的用户手册进行操作。
贴标机的使用说明

引言概述:贴标机是一种常用于工业生产中的设备,用于将标签精确地贴在物品表面上。
它具有提高生产效率、准确度和一致性的优势。
本文旨在详细介绍贴标机的使用说明,以便用户能够正确、高效地操作贴标机。
正文内容:一、准备工作1.检查贴标机的各项功能和部件是否完好,包括电源、控制面板、传感器等。
2.根据贴标机的要求,准备好需要贴标的物品和标签,确保它们的质量和准确度。
3.设置贴标机的参数,如贴标速度、贴标位置等。
二、安装和调试1.将贴标机正确地安装在工作台或流水线上,确保其稳定性和安全性。
2.连接电源和其他必要的设备,如计算机、传感器等。
3.进行贴标机的液晶屏、按键、传感器等功能的调试和测试,确保其正常工作。
三、操作步骤1.打开贴标机的电源,并将物品放置在贴标机的工作台或传送带上。
2.根据需要选择贴标的模式,如自动模式、半自动模式等。
3.在控制面板上设置贴标的参数,如标签大小、贴标位置等。
4.启动贴标机,观察其工作过程,确保贴标的准确度和稳定性。
5.完成贴标后,将贴好的物品取下,检查贴标的位置和质量。
四、故障排除1.如果贴标机出现异常停止工作的情况,首先检查电源是否正常,并排除电源故障。
2.检查控制面板上的指示灯和错误代码,根据说明书进行故障排除。
3.检查传感器和喷嘴等关键部件是否损坏或堵塞,清洁或更换它们。
4.检查贴标机的软件和硬件是否需要升级,及时更新以保持最佳状态。
五、安全使用和维护1.在操作贴标机时,务必遵守相关安全规定,如佩戴防护手套、避免抓握移动部件等。
2.定期对贴标机进行维护,如清洁外壳、检查传动系统、润滑滚轮等。
3.注意贴标机的周围环境,确保没有杂物或障碍物,以免影响贴标的准确度和正常运行。
4.定期进行贴标机的校准和调整,以保持其正常工作状态。
总结:贴标机是一项重要的工业设备,正确使用和维护对于提高生产效率和质量至关重要。
通过本文提供的使用说明,用户可以更好地了解贴标机的操作步骤、故障排除和安全使用等方面的知识。
电动贴标机使用说明书
电动贴标机使用说明书使用说明书一、产品概述电动贴标机是一种用于标签贴附的机械设备,主要用于各种商品包装、瓶身等的标签贴附工作。
本产品采用先进的电动技术,具有高效、精准、便捷等特点,能够为用户提供高质量、高效率的贴标服务。
二、产品组成1. 底座:承载整个设备的主体部分,稳固可靠。
2. 控制台:用于控制贴标机的运行和参数设置。
3. 标签传送系统:负责将标签从标签卷轴传送到贴标位置。
4. 电动轴承系统:通过电动技术驱动标签的贴附。
5. 电源适配器:提供电力支持。
三、使用方法1. 准备工作:a. 将电动贴标机放置在平稳的工作台上,确保稳定。
b. 将标签卷轴装载至标签传送系统,注意调整卷轴位置,确保标签传送顺利。
c. 连接电源适配器,接通电源。
2. 控制设置:a. 按下控制台上的电源开关,启动电动贴标机。
b. 使用控制台上的菜单键和方向键,选择标签贴附的参数,如贴标速度、位置等。
c. 通过控制台上的确认键,将参数设置生效。
3. 标签贴附:a. 将需要贴标的物品放置在电动贴标机的工作台上,调整位置,确保标签能够准确贴附。
b. 按下控制台上的“开始”按钮,电动贴标机将开始工作。
c. 根据需要,可以加入自动模式,电动贴标机将按照预设参数自动完成贴标工作。
d. 如果需要调整贴标位置或清除故障,可以随时按下“停止”按钮,电动贴标机将停止工作。
4. 关机操作:a. 在贴标工作完成后,按下控制台上的电源开关,电动贴标机将停止运行。
b. 拔掉电源适配器,断开电源。
四、注意事项1. 请在专业人员的指导下进行电动贴标机的安装和维修。
2. 在使用过程中,请勿触摸电动贴标机的运动部位,以免受伤。
3. 请勿将手指或其他物体放置到标签传送系统的工作区域内,以免影响设备运行和贴标效果。
4. 请勿将水或其他液体接触电动贴标机,以免损坏设备。
5. 在贴标过程中,如发现异常情况,请立即停止工作,并寻求专业技术人员的帮助。
6. 定期对电动贴标机进行清洁和维护,以保证设备的正常运行。
艾力生标签机使用说明(一)

艾力生标签机使用说明(一)
艾力生标签机使用说明
一、准备工作
•确保标签机已接通电源并处于工作状态。
•检查标签机的墨盒和标签纸是否安装正确。
二、基本操作
1.打开标签机的盖子,将待打印的标签纸放入标签机的进纸槽中。
2.调整标签机上的设置,如字体大小、对齐方式等。
3.输入需要打印的文字或图标,可以通过标签机的键盘进行输入。
4.确认打印内容无误后,按下打印按钮,等待标签机完成打印。
三、高级功能
•文字样式设置:标签机通常支持调整文字样式,如字体、加粗、下划线等。
通过菜单或键盘上的功能键进行设置。
•标签布局设置:可以调整标签纸上标签的布局方式,如一行多标签、纵向排列等。
根据实际需要进行设置。
•序列号打印:标签机通常支持打印序列号,可以用于标识不同批次的产品。
通过设置序列号的起始值、步长等参数进行操作。
•连接电脑或移动设备:某些型号的标签机支持通过USB、蓝牙或WiFi等方式连接电脑或移动设备,方便进行编辑和打印。
四、常见问题及解决方法
•标签纸卡住:检查标签纸是否安装正确,查看标签机是否有卡纸提示,尝试清理标签机的进纸槽。
•打印内容模糊:调整标签机的打印质量设置,确保墨盒清晰且标签纸质量良好。
•无法连接电脑或移动设备:检查设备的连接线是否插好,确认设备是否支持对应的连接方式。
•无法识别字体或图标:请确保所使用的字体或图标文件已正确安装在标签机中。
以上是“艾力生标签机使用说明”,希望对您有所帮助。
如有更多问题,请参考附带的详细使用手册或咨询售后服务。
华北版 艾利丹尼森产品服务指南说明书

华北版适用于天津、北京、河北、山西、陕西、宁夏、甘肃、青海、内蒙古产品服务指南2020.7.1-9.30服务政策您可通过艾利丹尼森中国客服部门订购我们的产订单以邮件或传真等书面形式为有效订单品订购方式7973-828-004 68+******************************************.com 9:00 - 18:00 (周一至周五)9:00 - 13:00 (周六)工作日超过18:00的订单及周日接单会计入次日生产计划安排全天候 7*24 小时* 研发期、进口及特殊项目产品具体交期需与销售或客服人员确认,建议客户签署备库协议或备库订单视同常备库产品可加速交付时间订购须知适用范围要求标准采购订单最小起订量订单取消、变更纸芯管所有产品所有产品所有产品所有产品需按格式提交订单包含产品编号、订购尺寸、数量、交期要求、交货地址、付款方等信息订单需满足指定产品的最小起订量要求变更或取消订单,须通过邮件或电话得到艾利丹尼森确认后方可变更或取消。
切张已分条、客户化产品(原材料已采购或涂布完)、进口成品(在途或已入库)、RFID 芯片工厂已准备、远期订单已加工完等,均不可取消内径 76.2毫米 +/- 0.5毫米所有可切张产品长X 宽>=170毫米 x 170毫米最小分切宽度最小切张尺寸所有产品50毫米长度偏差所有产品+/- 5%分切宽度偏差所有产品+/- 1毫米产品标签所有产品外包装贴有艾利丹尼森该订单产品信息常备大卷库存的产品可整幅销售,其中部分指定产品可提供任意宽度分切产品按艾利丹尼森生产的整门幅宽度进行销售,且长度须符合整幅销售最小起订量要求,按10米的整数倍递增整幅销售遵循标准长度,按以下任意分切套餐,且需符合最小切卷宽度标准A :任意分切 - 宽度尾数可接受 1 毫米的整数倍B :任意分切 - 宽度逢 0、5 毫米C :任意分切 - 宽度逢 0、3、5、8 毫米任意分切作为一家全球性的企业,艾利丹尼森可以从世界各地采购材料为您提供最优的标签解决方案。
艾利(中国)有限公司 AveryDennison(China)Co.,Ltd 不干胶标签材料MSDS

第一部分:化学品及企业标识化学品中文名称:不干胶标签材料同义名:压敏胶化学品英文名称:Pressure Sensitive Adhesive Materials产品代号:BW9800企业名称:艾利(中国)有限公司地址:中国江苏省昆山经济技术开发区昆嘉路608号邮编:215300传真号码:+86-512-57707448公司紧急联络电话:+86-512-57702174国家应急联络电话:+86-532-3889090(中国石化青岛安全工程研究院)地区应急联络电话:+86-21-62533429(上海抢救中心)消防应急联络电话:119第二部分:成分/组成信息□纯物质□混合物有害物质:无第三部分:危险性概述危险性类别:无化学危害分类侵入途径:误食或眼睛接触健康危害:误食可能导致胃功能紊乱,眼睛接触可能导致过敏/刺激环境危害:无,此材料在自然环境中可降解燃爆危险:可燃,无爆炸危险第四部分:急救措施皮肤接触:无资料眼睛接触:如感刺激或不适,应立即用大量清水冲洗至少15分钟,情况严重者送医处理吸入:无资料食入:如感不适,应立即就医第五部分:消防措施危险特性:在有氧气的情况下,遇明火或高温可燃有害燃烧产物:在空气中燃烧可能产生有害物质,如一氧化碳和烟尘灭火方法及灭火剂:干粉,二氧化碳,泡沫和水系灭火剂特殊灭火程序/防护:如遇浓烟产生或氧气不足,需使用自给式呼吸面具以防窒息第六部分:泄漏应急处理应急处理:无资料,本材料为固态第七部分:操作处置与储存操作处置注意事项:无资料储存注意事项:防水,防高温,避免日光直射,在T:23+/-2℃,H:45%~55%环境下保存第八部分:接触控制/个体防护最高容许浓度:无意义监测方法:无意义工程控制:无意义呼吸系统防护:无意义眼睛防护:加工本材料时使用防护眼镜身体防护:无资料手部防护:无资料其他防护/卫生措施:禁止在工作现场饮食第九部分:理化特性外观与性状:固态卷状,展开时为片材,略有气味PH值:中性熔点(℃):无意义相对密度(水=1):<1沸点(℃):无意义相对蒸气密度(空气=1):无意义饱和蒸气压(kPa):无意义燃烧热(kJ/mol):无资料临界温度:无意义临界压力(MPa):无意义辛醇/水分配系数的对数值:无意义闪点(℃):无意义爆炸上限%(V/V):无意义燃点(℃):约130℃爆炸下限%(V/V):无意义溶解性:无意义主要用途:标签印刷第十部分:稳定性和反应性稳定性:稳定禁配物:无资料避免接触的条件:高温、日照、潮湿聚合危害:不能发生分解产物:无资料第十一部分:毒理学资料急性毒性(半数致死剂量LD50):无急性毒性(半数致死浓度LC50):无亚急性和慢性毒性:无刺激性:无致敏性:无致癌性:无其他:无第十二部分:生态学资料生态毒性:无资料生物降解性:无资料非生物降解性:可光解、水解生物富集或生物积累性:无其他:无第十三部分:废弃处置废弃物性质:未列入《国家危险废物名录2008》废弃处置方法:无资料废弃注意事项:无资料第十四部分:运输信息危险货物编号:未列入《GB6944-2005危险货物分类和品名编号》联合国编号:无包装标志:无包装类别:未列入《GB/T15098-2008危险货物运输包装类别划分方法》包装方法:无运输注意事项:未列入危险货物,请遵守本国/当地法规第十五部分:法规信息国内法规:请遵守《危险化学品安全管理条例》及相关化学品使用管理规定国际法规:请遵守本国/当地法规第十六部分:其他信息参考文献:《GB16483-2000化学品安全技术说明书编写规定》技术说明书编码:AD-MSDS-CN-657生效日期:2015-02-05编制部门:艾利(中国)有限公司质量部/EHS部审核单位:艾利(中国)有限公司EHS部修改说明:2015年第1次修改其他信息:无本技术说明书,仅为参考用途,其所包含的信息基于尽力准确的数据。
艾利丹尼森标签与包装材料产品手册说明书
艾利丹尼森标签与包装材料产品手册基础纸张 P rime Paper基础纸张PRIME PAPER艾利丹尼森根据食品、饮料、医药等复杂环境的需求,精心挑选面材,提供包含FSC®认证的优质解决方案。
基础纸张P R I M E P A P E RAW2105F FSC ® 优质镜面铜版纸/AP104/60克 白格拉辛 ✓彩色精美印刷,高粘AW2101 优质镜面铜版纸/AP104A/60克 白格拉辛彩色精美印刷,超高粘AWS1215 优质镜面铜版纸/SA2580/60克 白格拉辛 彩色精美印刷,满足-10度贴标AW1130 优质镜面铜版纸/AP104A/60克 白格拉辛 彩色精美印刷,高粘AW1112镜面铜版纸/AP104/60克 白格拉辛普通彩色印刷,高粘AW0137 经济型镜面铜版纸/AP104 /60克 白格拉辛 非满版实地彩色印刷要求,中粘AW5112 镜面铜版纸/HP104 /60克 白格拉辛适合各类普通彩色印刷要求优质镜面铜版纸/AP104 (APEO Free)/92克 彩色精美印刷,高粘,模切性能优异白涂塑纸AW1110 镜面铜版纸/AP104/92克 白涂塑纸 镜面铜版纸 FSC ® Mix Credit/HP104/ 92克 白涂塑纸经济型镜面铜版纸/AP103 (APEO Free)/ 90克 CCKAW5232 经济型镜面铜版纸/HP103 /90克 CCK镜面铜版纸 High Gloss产品编号 产品描述 FSC 认证 推荐应用AW2261 无荧光铜版纸/AP104/60 克白格拉辛AW2281 铜版纸 FSC ® Mix Credit/AP104A/60克 白格拉辛 ✓ AW3288 铜版纸 FSC ® Mix Credit/AP104 /60克 白格拉辛 ✓ AW3209 铜版纸/AP104 (APEO Free)/60克 白格拉辛 铜版纸 FSC ® Mix Credit/AP104 (APEO Free)/ ✓60克白格拉辛AW4205 铜版纸 FSC ® Mix Credit/AP104 / PET 底纸 ✓AW4200E 铜版纸/AP103 (APEO Free)/60克 白格拉辛 A W4200W 铜版纸/AP103 (APEO Free)/60克 白格拉辛铜版纸 FSC ® Mix Credit/AP103 (APEO Free)/ ✓60克 白格拉辛铜版纸 Semi Gloss产品编号 产品描述 FSC认证 推荐应用不含OBA 荧光增白剂,高粘彩色精美印刷,超高粘彩色精美印刷,高粘彩色精美印刷及各种印刷方式,中高粘,不含APEO彩色精美印刷,中高粘,不含APEO彩色精美印刷及各种印刷方式,高粘,超高速贴标普通彩色印刷,中高粘,不含APEO 普通彩色印刷,中粘,不含APEO彩色精美印刷,中粘,不含APEO 普通彩色印刷要求,高粘,模切性能优异非满版实地彩色印刷要求,中粘,模切性能较好✓AW1128AW5110FAW4232AW3209AAW4200A铜版纸 Semi Gloss艾利丹尼森的热敏和热转印标签材料适合零售、仓储、工业及物流的使用者,随时随地打印所需的信息。
770-A全自动贴标机中文英说明书

使用说明书INSTRUCTION MANUAL设备名称:全自动分卡贴标机设备型号:EAGLE 770-ADevice name:AUTOMATIC LABELING MACHINE Device model:EAGLE 770-A1 郑重声明SOLEMN DECLARATION (1)1.1常规事项R OUTINE ITEMS (1)1.2厂家权限M ANUFACTURER’S AUTHORITY (1)1.3安全事项S AFETY ITEMS (2)1.4操作权限O PERATION AUTHORITY (3)1.5操作环境O PERATION CIRCUMSTANCE (3)1.6磨合期R UNNING-IN PERIOD (4)2 产品介绍PRODUCT INTRODUCTION (4)2.1基本用途B ASIC USES (4)2.2技术参数T ECHNICAL PARAMETERS (4)2.3贴标过程解析A NALYSIS OF THE LABELING PROCESS (5)3 机构部分MECHANISM PART (5)3.1总视图G ENERAL VIEWS (5)3.2局部视图P ARTIAL VIEWS (6)4 电气部分ELECTRICAL PART (9)4.1电控原理E LECTRIC CONTROL PRINCIPLE (9)4.2人机控制界面M AN-MACHINE CONTROL INTERFACE (10)5 调整部分ADJUSTMENT PART (15)5.1机械调整M ECHANICAL ADJUSTMENT (15)5.2电眼调整E LECTRIC EYE ADJUSTMENT (16)6 操作部分OPERATION PART (23)6.1绕标签L ABEL WINDING (23)6.2机械操作:M ECHANICAL OPERATION: (24)6.3电气操作:E LECTRICAL OPERATION (25)7 设备的维护和保养MAINTENANCE (25)8 常见故障处理NORMAL FAILURE ANALYSIS AND SOLUTIONS (26)服务承诺SERVICE PROMISE (28)1 郑重声明Solemn declaration1.1 常规事项Routine items1.1.1 贴标机属于非标设备,其操作需要一定的专业技术水平,否则,将直接影响到设备的高效和正常使用,操作本贴标机务必由接受过操作培训的技术员执行。
自动打标贴标设备操作手册说明书
自动打标贴标设备操作手册打标贴标设备操作手册深圳艾易欧自动化装备有限公司2021年11月29日更新艾易欧科技w ww .i ee oo .c om目录第一章安全 (3)1.1内容....................................................................................................................................31.2安全装置的位置................................................................................................................41.3安全装置的功能................................................................................................................41.4潜在危险............................................................................................................................51.5安全预防............................................................................................................................5第二章设备组成 (8)2.1内容....................................................................................................................................82.2整机外观与功能概况........................................................................................................9第三章设备各部件.......................................................................................................................11第四章电源开启/关闭流程 (12)4.1内容..................................................................................................................................124.2开启电源检查表..............................................................................................................124.3关闭电源检查表..............................................................................................................134.4开启设备流程..................................................................................................................134.5关停设备流程..................................................................................................................134.6注意事项..........................................................................................................................14第五章打印机设置.. (15)5.1打印机组成介绍..............................................................................................................155.2打印机驱动介绍..............................................................................................................165.3打印机模式设置..............................................................................................................175.4打印机标签位置设置........................................................................................................18第六章PLC 逻辑信号介绍 (19)6.1PLC 逻辑介绍.....................................................................................................................196.2PLC 信号介绍.....................................................................................................................19第七章打标贴标软件介绍.. (21)7.1软件主界面介绍..............................................................................................................217.2软件主功能介绍..............................................................................................................237.3软件配置事项..................................................................................................................327.4故障检查处理..................................................................................................................32第八章与上位机通信协议.. (33)8.1与拍照机的通信协议概述................................................................................................33第九章常见问题与解决方法.......................................................................................................35第十章支持与反馈.. (40)艾易欧科技w ww .i ee oo .c om1.1内容介绍安全装置的位置(EMO、设备电源开关、一体机电脑电源开关)。
自动贴标机说明书

Operation InstructionManual1、IntroductionThis machine adopts DELTA-DVP14SS11T2 (Delta) as the core control part for good working: reasonable electrical design and human-computer software design, providing high performance and easy operation.1.1System component:Human-computer interfaceProgrammable Logic Controller (PLC): DELTA-DVP14SS11T2 (Delta)Optical fiber sensors: keyence (Japan)1.2 System parameter:Environment: Temperature 5℃-50℃Humidity 20%-90%Power supply: Input AC 220V±10%(50Hz) Output DC 24V±2VPLC: Input AC 220V 8 Transistors Output DC no contact 6 Transistors1.3 Human-computer interface:1.3.1 Human-computer interface: 4.2"FSTNLCD Touch screenMT-200automatic vertical labelling machineENGLISH1.3.2 Operation system start:Step1 Link the machine to power supply 220V.Step2 Put the Emergency Stop Button in the normal position. (When the machine is out of work, it can cut off the power immediately by pressing this button.)Step3 The machine will enter into [Boot Screen] 2 s latter.1.3.3 Boot screen:ENGLISHMT-200automatic vertical labelling machineBy "ENGLISH" button to enter the English interface1.3.4 Operation running interface: Parameter settingLabel the distanceof the move 1-600mm ()mm La beling speed1-80 level ()Level Lab eling flring d elay time0-2000 ms ()ms T otal Piece Auto. ON Auto. OFF Manual Menu La be lin g t es t Boot screenTo tal R es e tP r i n t e rO N /O F F【Label the distance of the move (1-600mm )】:The main functions are protective of the role of label, when magic eye failure or machine failure, label stripping cannot be stopped. Set the function, when magic eye failure or machine failure situation, can only is the length of the set . “Label the distance of the move” = The length of the a label. Set range of 1-600 mm. Press numeric box set according to defined digital again after the can.【Labeling speed (1-80 level)】:Set the speed of supply label every time. Set a range of 1-80 level.【Labeling flring delay time (0-2000 ms 】:Set up time delay label. Set limits for 0-2000 ms. 1000 ms = 1 seconds.【Total 】:Each start machine throughput of display.【Auto. ON 】:Equipment into the operation state, equipment can be automatically labelingwork.【Auto. OFF 】:In operating condition can stop.【Labeling test 】:Equipment into the test condition ,each as a out a label, test not counting.【Total Reset 】:Press can be adjusted after total to 0.【Printer ON/OFF 】:If machine installation ribbon typewriter, can control the ribbon typewriter switch. Ribbon typewriter need to purchase another, ordinary labeling machines not equipped with cold printer.【Manual Menu 】:Press showed manual menu.【Boot screen 】:Press showed boot screen.Boot screenM a in M en u Manual MenuConveyors. OFFConveyors. ON Labeling motor. OFF Labeling motor. ON【Conveyors. ON 】:Press conveyor belt is executed.【Conveyors. OFF 】:Press conveyor belt stop.【Labeling motor. ON 】:Press motor begins to turn.【Labeling motor. OFF 】:Press motor begins to stop.【Main Menu 】:Press showed parameter setting picture.【Boot screen 】:Press showed boot screen.■ Maintenance■ Because of this control system consists of microelectronics components, good grounding is safeguard equipment and reliable operation of the foundation, so before using equipment electrify must ensure effective and reliable grounding;■ The man-machine interface of face film belongs to sensitive components, use shall not be used to stab contact, when a surface accumulate dirt, can cotton ash touchs a few water wipe, cannot use alcohol, elaborate use will prolong service life;■ PLC controller is equipment control core, equipment of charged cases, not on the top of the switch and connectors for change, lest damage caused by controller damage to equipment,■ Due to the controller USES independent power supply, in equipment for long periods oftime without use case, please pull the plug equipment.2、OverviewMT - 200 type vertical plane non-dry tape marking machine to achieve rationalization production target and design. Labeling process are automation homework, simple operation, the production and speed, labeling position unity, beautiful, neat, Applicable pharmaceutical, chemical and foodstuff trades etc containers labeling.3、Principle and Structure3.1 Principle and StructureWill different objects into labeling machines, the conveyor belt conveyor belt drive objects into labeling area, conveying institutions continuing movement, the analyte optical testing to objects, will photoelectric signal transmission to PLC, by PLC output signal processing after losing to servo motor, by servo motor out mark, through rolling organizations will tags posted article, labeling after objects by labeling machines conveyer belt into the next process.Host used servo motor drive, Taiwan amounted to (Taiwan) PLC control system, sets of (Taiwan) touch people interface, keyence fiber (Japan) device such as the original import parts, gathers numerous leading technology, make it become the industry with technological advantage of one of the products. Microcomputer automatic control, touch human-machine interface friendly interface, ingenious mechanical structure, the operation is simple, powerful, Can realize tag number setting, counting, words printed under control, labeling control, broken label, lack of standard, colorless belt of abnormal situation automatic detection and alarm functions, Random capacity display and label quantity management, Tag tightness regulation; Tag length and the clearance, Host height and position before and after regulation; Optional ribbon typewriter one, Labeling and labeling detection phototubes sense degree adjustment. The machine adopts high-quality T6 aluminum and stainless steel SUS304, works excellent, in conformity with the requirements of GMP. Planar non-dry tape marking machine is in a very excellent cost-performance product.3.2 ParameterPower supply:AC110V/220V 50/60HzPower:500WProduction capacity:30-150 pcs/minLabel size:(height:10-140mm,length:20-200mm)Labeling accuracy:± 1mmMaximum diameter volume label:Ф 200mmCoil diameter:Ф 76mmApplicable scope of the bottle:(Outside diameter:φ20-φ100 mm,height:30-300 mm)machine weight:150 kgmachine size:L2000 x W1100 x H1350 mm(The bottle and label of special specifications, can make to order.)4、Operation procedure and adjustment4.1 Procedure flowStep1 Fix the label roll and adjust the height.Step2 Adjusting the height of the bottle-bar, top-pressing device, bottle space and correct device.Step3 Turn on the power and photoelectric switch; for printing, it need preheat about 15min.Step4 Turn on the motors and sensor switch, testing labeling.Step5 Ensuring no fault, production begins.Step6 Turn off the machine.4.2 Adjustment of the labeling machineCompose in reply altitude , adjust respectively according to the width the object is stuck: label system , peel off degree of mouth of equal rank , be allotted the bottle device , lined bottle device , strengthening the body resistance device , be stroked the bid device , the guardrail lightly , be measured opto-electronic location of bottle , installation label , opto-electronic location of measuring mark , frequency transformer frequency.Labeling system:What be needed to carry out adjustment closely to bid location being based on a bottle labeling system. Tag height adjustment, adjust the poster head down regulator, rotate handwheel lifting labeling system height, until a suitable location.Being objects, adjust the size poster head, adjust rotation handwheel before moving labeling system, and until a suitable location.Stripper plate parallelism adjustment:Its purpose is to make strip panels and be posted objects and parallel, in order to angled belt can correctly label parallel labeling.Stripper p latea. Adjust poster head tilt regulator, until a suitable location. After the adjustment should be fixed screw lock.b. Adjust poster head parallel regulator, until a suitable location. After the adjustment should be fixed screw lock.Guardrail:Main adjustment was smooth conveying, but objects, and adjust.Photoelectric measuring label:(Model:Germany LEUZE GS61 forked photoelectricsensor,Can download instructions on website,)Groove type label magic eye shape as shown in the figure below:(1)Set button (2) the green light (3) the yellow lightStick label through the trough type label magic eye, mark the center on the tag on the electric eye indicates points, when the power is on, green light will light up, hold down the set button, after a few seconds, green and yellow lights flashing at the same time, loosen the set button, and then away, make the center indicates gaps between points on the two labels, label or tear will center indicates a dot on the bottom, press set button again, the green and yellow light islit at the same time, lugged label again, in the position of the label, will only green light, yellow light is not bright. When the detection to the gaps between the labels and tags, yellowlit up.According to the above steps adjustment can be used.Photoelectric measuring bottle:(Model:Germany LEUZE LV461 amplifier for fiberoptics,Can download instructions on website,)label magic eye into two parts:Fiber optics amplifier and photoelectric switch fiber unit.Fiber optics amplifier shape as below:The key is to adjust the sensitivity of range.Note: The optical fiber head position, determines the labeling in what position.Install label:According to the label before and after mark through the graph, before and after the installation, the subject labels on the label of core clamping device, marking out on label on later. When the tags around the clamping Guide wheel, loosen clamping Guide wheel, labels, tighten bypass the handwheel clamping Guide wheel lock, this place is very important, because if no lock, marking a quick moment when a slow, stick out of the tag or a bit not smooth, or will not stick bottle, will break. Tag from among the tag. Check the label on the route through all of the wheel is flexible, if not flexible, have to adjust to a flexible.Conveyor speed switch:Main adjust conveyor line speed, in relation to the transport of the bottle, labeling the stability of the position. According to the practical process of bottle label size, weight, to adjust the speed of suitable location.Adjustment of pressing wheel:Was posted to and two sponge body size, with slightly clearance fit for the ideal clamping, as shown in figure hair rotating the handwheel clockwise make forward; conversely, adjust back after the completion of the content to a locking.(1)pressing whee – motor (2)Operation of the sponge (3)Fixed sponge Adjustment of bottle space and correct device:The diagram below, move inside g uardrail as a benchmark, was posted to sponge round object size, and then you adjust the lateral clearance fit guardrail, a slightly clamping for ideal, not everyone can nowstick out objects get together conveying, each was posted objects distance for an object body.Adjustment Labeling structure - Universal balance:The diagram below, can be adjusted respectively before and after the labeling structure balance and position.This function,Mainly for some is not very round bottle, need to adjust the label out of the target location.1、Labeling structure left and right balance adjustment:nut to loose 3 and 4, and then turn the handwheel 1.2、Before and after the position adjustment:Turn the handwheel 2.3 and 4、Balance before and after the adjusting nut:Loosen the two nut first, after the adjustment, then two locking nut.Note: the above steps are needed to work with each other.5、Attentionsa. The power is AC220V. Ensure to use ground wire. Before start the machine, be sure good installation.b. There are two directions of the labeling machine: from left to right and from right to left.c. Make sure the guide rings below the guide wheel at the same level. The upper guide ring sits besides the label.d. Make sure the position of the sensor, otherwise it will wrinkle when labeling.e. Make sure the correct label passing patch.6、Common faults analyses7、Maintenancea. Ensure good connection with the ground wire and install anti-creeping protection switch.b. For the human-computer interface, no sharp touch and alcohol washing. When dusty, wipe with cotton.c. When the PLC is electrified, do not change the switches and connectors to avoid damaging the electric control parts.d. If the machine is long time no using, unplug the power plug.8、AppendixLabel print rule :123456789123456789←→I n t e r v a l 2--3m m:123456789123456789123456789123456789123456789123456789←→Int e r v a l 2--3m m :Adhesive labels9、Labeling machine right control part drawing :Power switchAdjustment of bottle spaceand correct de viceAdjustment of pressing wheelConveyor speed switch10、Machine Sketch map:(1)handwheel (2)Touch screen (3)pressing wheel (4)Conveyor(5)Photoelectric measuring bottle (6)electrical cabinet (7)Optical Fiber amplifiers(7)bottle space and correct device (8)label dish (9)Stripper plate(10)Photoelectric measuring label(11)Conveyors motor (12)Waste paper receiver② Photoelec tric measurin g label ① Photoelec tric measurin g bottle⑥ Conveyor motor ⑤ Printer signal ④ Driv e③ programmi ng unit⑦ speed cont roller AU TOMAT IC VERT ICAL LA BELLI NG MACH INE Cir cuit di agram。
艾利丹尼森中国 冬季使用手册
不干胶冬季储存使用注意事项不干胶的特性:在寒冷的环境中,不干胶材料的粘性具有随着温度降低而减弱的特性。
往往客户反映胶水不粘以及飞标、掉标等问题均和温度有关。
以下各方面对于冬季使用不干胶十分重要:1.标签的存放环境温度不宜过低。
不干胶材料放置在室外或寒冷环境中,很容易导致材料,尤其是胶水部分被冻伤。
如果不经过适当的恢复,不干胶的粘性和加工性能会因此而损失或丧失。
2.加工环境温度对于材料可以顺利的进行加工十分重要。
如果温度过低,材料粘性降低之后,在加工中会出现印刷不良、模切飞标、以及分条飞标和掉标的情况,影响材料顺利加工。
3.贴标环境温度应达到产品要求。
首先需要介绍有关概念:不干胶产品最低贴标温度是指可以进行贴标操作的最低环境温度。
而不干胶产品使用温度范围是指标签在被贴物表面发挥粘性后(通常需 24),可以应用的环境温度范围。
在满足贴标温度要求情况下正常贴标后,贴有不干胶标签的产品便可以在使用温度范围内进行使用。
任何一种不干胶材料都有一个相关的贴标温度(请参考艾利每种产品的《产品数据表》),低于该温度,不干胶的胶水粘性发挥受到限制,将会导致标签贴不牢、起翘等问题。
4.签预置处理,在寒冷的地区这一点十分重要。
如果由于运输、储存条件不能满足要求,而导致标签自身温度较低,甚至冻伤时,尽管贴标环境温度满足要求,由于不能及时恢复,不干胶粘性和加工性能同样会受影响。
因此,在上述情况下,加工或贴标操作之前,应将标签材料预置在贴标环境中一段时间,使标签材料自身的温度有所回升,从而粘性和加工性能得到恢复。
5.在完成贴标后,不干胶标签材料的粘性通常需要一段时间(通常为24 小时)才能逐渐达到最高值。
不宜将刚贴好标签的容器或产品立刻放到温度差异较大的环境中去(即使2014 年 11 月- 1 / 4-该环境满足不干胶材料的使用温度范围)。
否则,胶水粘性的发挥会受影响。
并且,薄膜类标贴及容器会因温度变化而热胀冷缩,纸类标签则较易出现纸张纤维受潮或失水变形的现象。
艾利Ap5.4菜单使用中文说明
艾利Ap5.4打印机菜单说明书luke根据 Info-Printouts & Parameters MANUAL(版本:09/09 Rev.5.03-01)翻译AP5.4参数1. Print Info----打印信息1.1. Print status---------状态打印1.2. Memory Status-----存储状态1.3. Font Status----------字体状态1.4. Service Status-------服务状态1.5. Dotlest Endless-----连续点阵测试1.6. Dotlest Punched----分段点阵测试1.7. Reference Label----标签介绍2. Print Parameters----打印机参数2.1. Print Speed-----打印速度2.1.1. 打印速度一般由软件或操作系统打印机驱程控制,打印数量较多时可以中途暂停进入本菜单手工调整速度。
2.1.2. 调整范围由2英寸/秒(50mm/s)到6英寸/秒(150mm/s。
2.1.3. 使用高速低温碳带可以获得较高速度和优质标签。
2.2. Feed Speed---送料速度2.2.1. 送料速度会跟打印速度保持一致。
2.3. Material type----物料类型2.3.1. 物料类型可以分作两大类:一类是已冲孔材料(Punched),此类材料均匀地冲好光孔或者啤好间隙;另一类是连续物料(Endless)。
2.3.2. 物料类型一般由软件或操作系统打印机设置控制。
连续打印数量较多时可暂停进入本菜单手动更改类型。
2.3.3. 不正确的设置会导致打印暂停或打印内容到底纸甚至到轴上。
2.3.4. 打印机安装的是连续物料,而软件设置的是冲孔物料,则会导致NO GAP FOUND错误,意即找不到间隙;安装材料为冲孔物料,而软件设置成连续物料,则会导致内容被打印到面纸间的底纸上。
贴标机作业指导书
贴标机作业指导书摘要:本文档旨在提供贴标机的操作指导,包括贴标机的使用前准备、贴标机的操作步骤和操作注意事项。
通过本文档的指导,用户可以正确地操作贴标机,提高工作效率,确保贴标过程的准确性和稳定性。
一、贴标机的使用前准备:1. 确保贴标机处于良好工作状态,清洁贴标机和周边区域。
2. 检查贴标机的供电情况,确保供电稳定。
3. 准备好标签纸,并确保标签纸的质量合格。
4. 设置贴标机的参数,如速度和张力等,根据实际需要进行调整。
二、贴标机的操作步骤:1. 打开贴标机电源,启动贴标机。
2. 将标签纸放置在贴标机的进纸区域,并根据标签纸的尺寸调整贴标机的进纸装置。
3. 根据需要,设置贴标机的调整参数,如标签纸的对位、间距和张力等。
4. 根据标签的要求,调整贴标机的标签探测器,确保精确探测标签的位置。
5. 将需要贴标的物品放置在贴标机的工作台上,并根据需要调整工作台的高度和位置。
6. 确保贴标机的传动装置正常工作,并根据需要进行调整。
7. 通过贴标机的控制面板或遥控器控制贴标机的开始贴标。
三、操作注意事项:1. 在操作贴标机前,务必先了解贴标机的使用说明书,确保能正确操作贴标机。
2. 当贴标机运行时,不要用手触摸机器的运动部件,以免造成意外伤害。
3. 在更换标签纸时,首先要关闭贴标机的电源,确保安全操作。
4. 定期清洁贴标机和贴标区域,确保标签的粘附性。
5. 当贴标机出现故障或异常时,应立即停止使用,并联系贴标机供应商或专业技术人员进行维修。
结论:通过本贴标机作业指导书,用户可以准确地了解贴标机的操作步骤和操作注意事项。
正确认识和正确操作贴标机,不仅可以提高贴标工作的效率,还可以确保贴标的准确性和稳定性。
贴标机作业指导书不仅适用于贴标机的新用户,也适用于贴标机的老用户,提供了详细而清晰的操作指导。
希望本文档可以为用户提供有价值的信息,帮助用户顺利完成贴标作业。
(完整版)全自动贴标机操作作业指导书
2.3.5出标延时:接到指令后延时出标时间。
2.3.6预出标长度:预先出标长度。
2.3.7上一组、下一组:上下调控预选参数组。
2.3.8上载、下载:上载为存储参数组数据,下载为使用当前选择参数组数据或调控数据。
2.4.内部参数:输送频率、卷瓶频率、出标保护、出标比例
三、操作规范
1.操作流程
2.操作设备
全自动贴标机
3.操作要点
1.开启电源
1.1.将全自动贴标机电源插头插入电源插座。
1.2.顺时针旋转电源开关,开启全自动贴标机电源,进入自动、停止、测瓶、当前产量清零、手动、参数、接点。
2.1.1启动:开启自动贴标。
2.1.2停止:停止自动贴标。
3.2.将全自动贴标机电源插头从电源插座中拔出。
4.维护调控
4.1贴标不平行:调整标贴剥标板上下移动微调。
4.2标签托盘不停走标:磨擦轮脱落或失效。上紧磨擦轮或更换。
5.相关记录
《自动贴标机使用记录表》
自动贴标机使用记录表
操作日期
贴标物件名称
操作人员
相关说明
编制人员
审核人员
批准人员
编制日期
审核日期
批准日期
997.15
参数组编号
2
输送频率
35hz
02
99.47
运行速度
10.0/min
卷瓶频率
42hz
03
985.31
出标延时
0.30
出标保护
2S
04
样瓶标准
预出标
60
出标比例
2.6
2.6按装整卷标签
2.6.1把整卷标签放入标签芯上固定套,方向是沿顺时针方向出标签(标签底向输送带方向)。整卷标签平整放在标签托盘上。
贴标机说明书
贴标机说明书系统概述简介贴标机是专为电子加工行业精心設計的一种高速,高精度的贴标设备。
该机台是用来将双面胶,防尘网或者gasket贴到素材上的一种机器.人性化的人机界面設計,全触摸式操作可以让您的使用更加方便,简单。
人机界面采用320*240的四色触摸屏,控制核心采用先进的SUNSANG(三星)32位嵌入式处理器和OS2实时嵌入式操作系统,更加快了系统的时时响应能力。
PLC+步进电机+滑轨的控制方式,使得贴标精度大幅提高。
圆弧铝型材外骨架,封边条包边。
下部铁板烤漆,上部封透明压克力板。
造型高贵,美观。
贴标机工作原理:双手启动→滑台后退到位(真空开启) →取料汽缸下降到位→剥离汽缸后退到位→贴标汽缸下降到位→取料汽缸回到位(真空关闭) →贴标汽缸回到位(滑台汽缸出到位)→剥离汽缸出到位→压料汽缸回到位→电机送料(先快速后慢速) →压料汽缸出到位→再次启动.规格参数:贴标范围: 标间距8-65mm,宽度小于85mm贴标速度: 500-800PCS/H重复精度:+/-0.03mm(不含物料)考虑物料和治具+/-0.15mm操作方式:单人操作辅助工具:吸嘴+治具控制方式:触措屏+PLC输入电源:220VAC 50HZ 2A最大功率:200W本体重量:30KG外形尺寸图:绕料带示意图料盘1. 料带从料盘下来经过导料轮,剥离板及两滚轮,驱动轮和压带轮,最后到收料轴,就可以使用了。
2. 料带调整(一般是在换机种时候调整好就不要动了)调整挡导料环和挡块在一个平面上,固定好导料环。
3.料带调整好以后,对正吸嘴与标签左右对齐固定好吸嘴,手动连续送料,使标签和吸嘴前后对齐,调整光纤对正缺口,设定光纤感应值。
4.吸嘴对好后,对正治具,把产品放到治具上,关掉气源,调整治具前后左右位置(调整好后就不要动了)。
触摸屏操作画面1.开机画面设备通上电源后,按下触摸屏箱体上的电源开关后触摸上电就会显示画面.此画面主要显示设备供应商的一些基本信息如: 名称、地址、电话等.2.主页画面当在开机画面激活“进入”键则进入主页画面.电机参数:主要用来设定电机的各类参数.产量设定:用来设定产量.自动/手动:机台运行模式切换,默认为自动模式.实际产量: 显示机台的实际产量.信息显示条:显示机台当前的状态.3. 参数设定画面当在主页画面激活“参数设定”键则进入参数设定画面.当前等级:一个工程一共有0.1.2三级,2级为最高级到0为最低级,当处于高安全等级时,可以访问安全等级低的,而处于低安全等级时是不可以访问安全等级高的.此画面会自动显示当前的安全等级.切换等级:可以在0.1.2三个级别中相切换.但只能是高等级向低等级切换,只能输入0.1.2这3个数字.输入密码:当激活此按钮旁边的数字键盘就开始启用.当输入正确的密码后按“END”则密码输入成功.电机参数:激活此按钮则进入电机参数设定画面.版本信息:当前程序的版本.主页:激活此按钮则返回主页画面.4. 电机参数设定画面.在参数设定画面激活“电机参数”键则进入电机参数设定画面.运转频率:电机在自动运行时的频率.设定范围500到3000.标签距离:一个标签所占的距离.设定范围0到99.上传:将本页的数据上传到存储器内.最多能存5组数据.下载:将本页的数据下载到PLC程序内,电机以此数据运行.下页:下翻一页.退出:激活此按钮则返回参数设定画面.5. 上传画面在电机参数画面激活“上传”键则进入上传设定画面.品名:上传数据的名称.最多能输入6个字母组别:上传数据的组别,最多能存储5个.确定:上传数据确认.退回:退回电机参数设定画面.6. 下载设定画面当在电机参数画面激活“下载”键则进入下载设定画面.下载:激活此按钮会打开下载画面.确定: 组别和参数确定.退回:退回电机参数设定画面.下载操作说明: 先选择一个组别,然后按下“确定”键,此时旁边会显示这个组别的品名,下面就是这个品名的参数.再按“下载”键会弹出下载工位选择对话窗口,选择了下载工位后会弹出一个确定窗口,可以选择是或否.选择完毕后按下工位选择窗口中的确定就下载成功了或者按取消键重新开始.7. 下载设定画面当在下载画面激活“下载”键则进入下载确定画面.下载:将参数下载到PLC程序内.取消:取消此次下载.8. 下页设定画面当在电机参数画面激活“下页”键则进入下页设定画面.爬行距离:电机第二段速距离.单位:MM爬行频率:电机第二段速度. 单位:HZ手动频率:电机手动运行时的速度. 单位:HZ贴标延时:贴标汽缸贴料时保压时间.单位:S治具真空:是否启用治具真空功能,默认为启用.上页:返回上页.退出:退出本页返回参数设定画面.8. 产量设定画面当在主页画面激活“产量设定”键则进入产量设定设定画面.预设产量:用来设定机台的目标产量.设定范围0到9999.实际产量:机台的实际产值,此值只读.产量清零:激活此按钮实际产量会清零.主页:激活此按钮则返回主页画面.9.手动画面当在主页画面激活“手动/自动”键则进入手动画面取料下降:激活此键取料汽缸会伸出,贴标头会紧贴标签.再次激活取料汽缸会上升回原位.贴标下降:激活此键贴标汽缸会带动贴标头下降.再次激活贴标汽缸会上升.注意:当剥离汽缸在前进状态时就算激活此键贴标汽缸也不会下降,此时蜂鸣器会响.剥离后退:激活此键剥离汽缸会带动剥离刀后退.再次激活剥离汽缸会前进.注意:当贴标汽缸在下降状态时就算激活此键剥离汽缸也不会前进,此时蜂鸣器会响.滑台回来:激活此键滑台汽缸会进去.再次激活此键滑台汽缸会出来.压料上升:激活此键压料汽缸会退回松开.再次激活此键压料汽缸会伸出压紧料带.注意:当压料汽缸伸出时,不能电机不能送料否则会报警.真空开启:激活此键真空会开启.再次激活此键真空会关闭.连续送料:激活此键电机会一直送料,松开才后会停止送料.注意:当压料汽缸在压紧状态时就算激活此键也不会送料,此时蜂鸣器会响.单步送料:激活此键电机会送一个工位料.注意:当压料汽缸在压紧状态时就算激活此键也不会送料,此时蜂鸣器会响.单步:激活此键进入单步运行画面.注意:如果机台不在原点激活此键的话会报警.退出:激活此键会退出手动画面,进入主页画面.原点:激活此键机台会自动回原点,如果机台现在在原点状态的话,机台不会有动作.10.单步画面当在手动画面激活“单步”键则进入单步画面.单步运行:激活此键会机台会一步一步的动作.上页:激活此键会进返回上页.当前状态:显示机台现在运行状态下步状态:显示机台的下步状态。
贴标机说明书
1.1 符号.......................................................................................................................................................7 1.2 使用人员...............................................................................................................................................7 1.3 指定用途...............................................................................................................................................7 1.4 产品铭牌...............................................................................................................................................8
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Avery ALX 1:1 印加贴说明书简介标签上打印的位置标签左右一定要有2毫米以上的空位。
安装及更换物料注意:只有接受过专业培训的技术人员才可以安装更换物料.安装打印物料可以参照打印机上的标签图和依据以下的步骤,并注意碳带及标签的安装方向。
1 Material guide: 标签导向槽;2 Brake roller :标签传送轴;3 Contact axle:压杆4 Opener:压杆开启器5 Print roller:打印滚轴;6 Print head:打印头;7 Dispensing edge:剥离器;8 Feed roller:走纸轴;9 Adjustment wheel punch sensor:标签定位感应器调节旋钮;10 Deflecting roller:标签底纸传送过渡轴;11 Shutter:回卷压纸轮手柄;12 Spring-suspended block:回卷压纸轮;13 Ribbon unwind mandrel:碳带展开轴;14 Ribbon deflector:碳带过渡轴;15 Ribbon roller:碳带传送轴;16 Ribbon deflection roller:碳带传送过渡轴;17 Rocker tube:碳带传送过渡弹簧;18 Ribbon rewind mandrel:碳带回收轴;19 Setting screw print head con-tact:打印头压力调节器;1 Unwind unit:标签安装盘;2 Deflection roller:标签传送过渡轴;3 Rocker arm:恒力摇臂;4 Rewind unit:底纸回卷器;5 Knob:压紧手柄;6 Guiding arm:标签固定手臂;安装标签:☆打开前盖。
☆将打印标签放在轴架上,并确认标签3的卷开方向为逆时针。
用标签固定手臂将标签固定好。
☆将物料绕过下面的传送过渡轴6和恒力摇臂7。
☆按下右侧红色提升杆3,以提起送纸的压力传送轴,并将标签从打印头下面穿过。
☆调整压力轴的平衡以保持打印原料移动顺畅。
☆调整标签导向槽2,以保证标签使用过程中不会左右偏位。
如下图:☆将标签绕过回卷器的传动轴(如图3),并将回卷压纸轮了锁紧。
☆将标签的前端卡在回卷器上。
安装碳带注意:碳带的宽度一定要比标签的宽度大。
☆将碳带放于右手侧的铂轴上(碳带展开轴),并使碳带展开方向为逆时针。
将空的碳带纸筒放于左手边的铂轴上(碳带回收轴)。
☆将碳带前端从打印头底部穿过。
☆将碳带向上向前拉动。
☆将碳带绕过传送轴,并将碳带以顺时针方向附于碳带回收轴上。
☆旋转碳带展开轴及回收轴,直至碳带卷平为止。
如下图:调校碳带拉力(当出现碳带打皱或断碳带时调整),如图;适当旋转红色旋钮1和2,以改变碳带展开轴及回收轴的拉力,直至碳带在打印过程中不会出现打皱现象。
调校打印头压力,如图:Ⅰ——压力小;Ⅱ——压力中;Ⅲ——压力大;调校标签传感器位置,如图:转动旋钮1,可改变感应器左右感应位置;维修及清理维修及清理请定期用清理液对打印头及送纸卷进行清理,以清除污迹水印等。
☆请关闭电源。
☆旋松打印头螺丝,并将打印头提起。
☆用干净布及酒精清理打印头。
(注意:请勿使用刀或任何尖锐的硬物清理打印头,金属物体不可接触黑线处。
)☆等酒精完全干透。
☆将打印头放回原位,旋紧螺丝。
(注意:螺丝会自动进入打印头轮轴一部分,以确保打印头的位置正确。
厂商将其设为与里面黑色塑料轴衬相齐。
)☆再开机前,请先检查打印头的两个连接线口是否牢固。
如有必要重新连接。
状态信息一般状态信息COVER OPEN(5003):打印机壳打开解决方法:关闭机壳。
STOPPED XXX:打印机打印数据暂停解决方法:按FEED键,继续打印工作。
错误状态信息Material end(5002):物料终端或没有物料时出现解决方法:按ONLINE键,状态显示为OFFLINE。
放入原料。
按FEED键,物料会自动定位,然后按ONLINE键,即可继续工作。
Ribbon end(5008):碳带用完解决方法:按PROG键,显示OFFLINE。
装上新的碳带继续工作。
NO GAP FOUND:不能探测标签间隙位解决方法:检查标签安装是否正确。
确定装入正确的打印物料或在电脑中的电眼设定是否正确。
确定电眼光障清晰。
检查原料指示及光障位置。
按ONLINE键,继续工作,孔位被预设。
USI START ERROR(5009)解决方法:按PROG键,显示OFFLINE,继续工作。
PRESS ROLL(5063)解决方法:将回卷压轮锁紧,打印机继续工作。
重置打印机/清除打印机文件APPL Y+ONLINE+FEED同一时间按下,可重置打印机及清除打印工作。
屏幕显示:ONLINE 准备接收电脑命令,可以打印。
OFFLINE 不接受电脑的命令及可进入设置环境。
按ONLINE进入参数设定或确认所选参数;按PROG退出参数设定或进入参数设置菜单;按FEED向上翻阅菜单;按APPL Y向下翻阅菜单;操作键的使用屏幕显示OFFLINE的环境下:屏幕显示按键按键后屏幕显示功能OFFLINE ONLINE ONLINE 准备接收电脑命令ONLINE ONLINE OFFLINE 停止接收电脑命令ONLINE ONLINE+FEED FEEDING碳带及物料移动OFFLINE FEED FEEDING 标签走纸OFF PROG PRINT INFO 进入打印机功能设置屏幕显示ON的环境下:屏幕显示按键按键后屏幕显示功能ON PROG Print contrast XX% 打印头按FEED键增加温度,按APPL Y键减少温度注意:电脑优先改变温度参数Restcount XXX显示余下打印数量Restcount:XXX ONLINE STOPPED XXX 暂停打印工作状态STOPPED XXX ONLINE OFFLINE 改变到停止状态(打印数量不变)OFFLINE ONLINE STOPPED XXX改变到暂停打印状态STOPPED XXX FEED RESTCOUNT XXX恢复打印打印机功能参数设置:屏幕显示按键按键后屏幕显示功能OFFLINE PROG PRINT INFO 进入参数设定状态PRINT INFO PROG OFFLINE 离开参数设定状态PRINT INFO FEED 向上选择设定参数PRINT INFO APPLE 向下选择设定参数PRINT INFO ONLINE 进入设定参数内参数说明:PRINT INFO:打印自检信息;Printer Status:打印机状态报告打印;Memory Status:内存状态报告打印;Font Status:内部字库报告打印;Service Status:服务报告打印;Dottest endless/punched:打印头检测报告;PRINT PARAMETERS:打印参数(以下参数电脑命令优先);Print speed:打印速度;Feed speed:走标签速度;Material Type:标签类型;Material length:标签长度;Material Width :标签宽度;Punch offset:感应器零点设定;Bar code multip:条码高度;Dispense Mode:剥离模式;Dispense position:剥离位置;X-print offset:打印X位移调整;Y-print offset:打印Y位移调整;:INTERF PARAM:打印介面参数Interface:数据传递介面;Spooler mode:数据传送模式;Printer ID NO:打印机ID号码;Spooler size:数据传送缓存容量;>COM 1 PORT:COM1打印口;Baud rate:传送速率;NO. of data bits:数据位;Parity:奇偶校验;Stop bits:停止位;Data synch:数据流量控制;>COM 2 PORT:COM2打印口;Function Option:功能选项;Baud rate:传送速度;NO. of data bits:数据位;Parity:奇偶校验;Stop bits:停止位;Data synch:数据流量;SYSTEM PARAMETERS:系统参数;Head disp dist:打印头到剥离器的距离设定;Speed unit:速度单位选择;Foil end warning:碳带用完警告;Display mode:打印工作显示模式;Dispense counter:标签剥离数量计数;Autom dot check:自动检测打印头功能;Print emulation:打印使用语言;Light sens type:感应器类型;Sens punch-LS:感应器敏感度;Ribbon autoecon:碳带功能选择;Ribbon economy limit:碳带节省量;Turn-on mode:开机显示模式;Error reprint:零件错误标签;Single job mode:信号触发工作模式;Head resistance:打印头电阻值;Temp reduction:打印头温度调整;V oltage offset:打印头电压调整;Singlestartquant:触发信号次数;Dispensing mode:剥离模式;Application mode:贴标模式;Dispensing edge:剥离器类型;Transport mode:标签回卷工作模式;Punch search qt:感应器漏标数量;Mat end detect:标签用完提示;Periph device:选择安装;External signal:外来信息模式;Print contrast:打印效果对比度;Ram disk size:RAM内存调整;Font downl area:字体下载空间调整;Free store size:缓存空间调整;Language:显示语言;Access authoriz:加密设定;DP INTERFACE:剥离器接口介面;Interface type:介面类型;Start delay:贴标延时;Start print mode:触发打印模式;End print mode:用完标签结束模式;Reprint signal:重印标签信号;Ribbon signal:碳带状态信号;Material signal:标签状态信号;Feed input:送纸信号输入;Pause input:暂停操作信号输入;Start error stop:出错暂停模式;SPECIAL FUNCTION:其他功能;Printer type:打印机类型;Delete job:删除打印工作;Delete Spooler:删除打印参数;Factory settings:出厂设定;SERVICE FUNCTION:维修次数;Service:服务次数;Head exchange:更换打印头;Roller exchange:更换打印轴;Serv data reset:内部记忆参数重设;Head dot test:打印头发热区测试;Scanner test:内置条码扫描器测试;Sensor test:感应器测试;Print test:打印测试;。