cell line 的建立步骤简介
精益生产之Cell线介绍

什么是Cell拉/什么是U型生产线/什么是O型生产线什么是Cell拉/什么是U型生产线/什么是O型生产线cell line(cell拉)源自日本sony,是一种小型的、弹性很大的生产方式,具有建立容易,调整方便,切换时间短,大型设备投资少等优点。
什么是Cell拉/什么是U型生产线/什么是O型生产线在市场订单增加导致作业工时增加的时候,可以根据作业工时增加的多少,生产线可随时能增插人手。
订单减少时,也可根据作业工时减少的多少,生产线也能随时抽减作业员。
cell line 的生产率提高了很多,机种切换只需要的时间更少,保证了快速制造的要求。
建立CELL LINE后,时间流失最少,物流畅通,也便于管理,还降低了成本,也得到了技术积累。
CELL LINE 将不饱满个人工作量的职能事务合并,达到消减人员,提高效率的目的。
也裁减了行政职能组织及其所带来的沉员----组织扁平化。
也减少了搬运、空间占用,缩短了生产周期,减少搬运工具和库存。
并杜绝了订单品种和数量高低起伏变化所带来的产能不足与过剩的损失,实现消减人员从而减低人事费用。
整个生产过程中半成品积压较少,获得了快速捕获不合格品的能力,杜绝了不良品的堆积。
当然CELL LINE也有它自身的缺陷,但只要我们肯解决也是有措施的。
因为CELL LINE灵活性很强,所以设备需要两多,且需要适合多品种的设备,而且搬运方便。
可以使用小型的、具有柔性化的设备;由于CELL LINE是一种小型生产线,所以要求作业员有多方面的技能,人员要由专能工向多能工方向培训;因是小批量,每次供应的物料数量少,品种多,物料要求及时供应,这可能就增加了管理难度,但我们还可以推行及时管理,即可解决。
管理幅度大,项目多,材料损耗原因较难把握,我们也可以进行数据库管理啊。
因为经常变更作业方法,所以在制定时要考虑弹性空间,便于修改。
并且应该建立提案改善制度,收集员工的好的构想,不断改善。
还有一点就是要推行标准化。
CELL线组建PPT(三星资料)

③ 是结合 效率性、快速性、灵活性、安全性及人性化为主体的生产线体
④ 组装、检查、包装工程都由一个人完成的生产线体
7
Ⅱ. ACE CELL 概要
ACE CELL 革新口号
CELL生产方式的基本思想 ?
- 使多技能工发挥无限能力, 鼓舞士气, 向往无限大的生产性. 以尊重人的精神为基础, 作业者成为主人的新制造文化.
200
300
500
700
1200
1500
33 63 DS100
33 28 TXQ120
63 28 TXQ120
78 28 TXQ120
58.3 16 Z310
50.0 15 Z320
1
Ⅰ 生产方式 Ⅱ ACE CELL概要 Ⅲ CELL推进背景和目的 Ⅳ CELL四系统&七大好处 Ⅴ CELL 五大原则 Ⅵ CELL十二大附则 Ⅶ 7N动作解析
以独立或复合形式组成的每个Operation功能,是在制造活动中最重要的基本要素。
Operation Operation
• Manufacture 是给部件或配件赋予价值所需的连接程序(Process)实体
PROCESS
• Man • Machine Operation
• Material • Method Operation
2
Ⅰ. 生产方式
1). 制 造 活 动 和 主 体
• 何谓制造活动? 是指投入整体Input因素,直至获取原计划中的计算物,分别履行各自功能的 全部转变过程。这种转变过程还将根据Operation和这些Operation组合 相互作用而改变。
• 制造活动的主体
是指履行事先设定的每个Operation所特有功能(作业)的活动主体——人和设备。
单元式生产方式(cell line)

Reduction of stagnation in process. Lead time reduction 減少 了生產過程中的產品滯留,從而減少了產品的生產周期 Reduction of inventory 減少庫存
Fast feedback of quality information 質量信息的快速反饋 Clear responsibility concerning quality. Quality improvement 明确的質量意識和責任。(從而提高了質量) Higher work morale by individual performance 士气高昂, 個人的工作熱情提高。
Innovation
3
From conveyor line to various types of CelБайду номын сангаас Production
推 從流水線式拉訂單式(推安全存量) 到各种各樣類型的單元式生產
Conveyor line
1
2
3
4
。。。 。。。
11
Change-over loss occurs 換線損失 Layout modification is difficult 布局不易調整
Small size, Low-medium speed, Functional, Low price
小型, 适中的速度, 具備基本功能, 小型 适中的速度 具備基本功能 低廉的价格
WIP reduction by production leveling
生產規模的標准化使‘在制品’ 生產規模的標准化使‘在制品’得以減少
Conveyor line 輸送帶 拉(推)式生產
Inspection 檢查
cellline课程设计
cell line 课程设计一、课程目标知识目标:1. 学生能理解细胞培养的基本概念,掌握细胞系的定义及特点。
2. 学生能够描述细胞系建立的过程,了解其应用领域。
3. 学生能了解细胞系在生物科研及医学领域的意义和价值。
技能目标:1. 学生通过实验操作,掌握细胞系的传代培养及冻存复苏技术。
2. 学生能运用所学知识,分析细胞系在实验研究中可能遇到的问题及解决方法。
3. 学生具备查阅文献、获取细胞系相关信息的能力。
情感态度价值观目标:1. 学生培养对生命科学的兴趣,增强对生物科研工作的认识。
2. 学生在学习过程中,培养团队协作、积极探索的精神,提高实践操作能力。
3. 学生认识到细胞系在生物科研及医学领域的价值,树立科研伦理观念。
课程性质:本课程为生物学科实验课程,旨在通过理论讲解与实验操作相结合,帮助学生深入理解细胞系的相关知识。
学生特点:学生为高中二年级学生,已具备一定的生物学知识基础,具有较强的求知欲和动手能力。
教学要求:教师需注重理论与实践相结合,引导学生主动参与实验,培养其观察、分析、解决问题的能力。
同时,关注学生的情感态度价值观培养,提高其科研素养。
通过本课程的学习,使学生能够达到上述课程目标,并为后续相关课程的学习打下基础。
二、教学内容本章节教学内容主要包括以下三个方面:1. 细胞系基本概念及特点- 细胞系的定义- 细胞系的分类- 细胞系的特点及其在科研中的应用2. 细胞系的建立与培养- 细胞系建立的方法与过程- 细胞系的传代培养技术- 细胞系冻存与复苏技术3. 细胞系的应用及科研伦理- 细胞系在生物科研中的应用案例- 细胞系在医学领域的应用- 科研伦理观念的培养教学大纲安排如下:1. 引入细胞系的概念,介绍细胞系的分类及特点,结合教材相关章节进行讲解。
2. 详细讲解细胞系的建立与培养方法,引导学生学习传代培养及冻存复苏技术。
3. 通过案例分析,让学生了解细胞系在生物科研及医学领域的应用。
Cell生产(整理版)

Cell化生产建立步骤 Cell工作中的管理 Cell生产注意事项
2015-1-23
‹#›
一﹑Cell生产概述
一﹑Cell生产概述
1.Cell的概念
所谓“单元生产方式”(Cell Manufacturing) ,是一种小批量生产制造的最佳方 案, 它通过使用较小型的制造设备、工具,以特定的顺序安排由一个或者少数几个作 业人员通过单件流让材料和零件能够以最小的搬运或延误完成单元内所有工序的一种 新型生产模式。 Cell一般以U字形或者C字形进行布局(见下图),这种形状使得流程的起讫点靠 近,减少了操作者从一个加工周期到下个加工周期之间需要走动的距离,便于取放 料。
优点: 1、可节省设施所需的面积; 2、内部人员移动作业,协助 性强; 3、从外围供料不影响作业者 操作,供料便利; 4、物料的出入口在同一侧, 减少搬运人员的搬运距离; 5、产线生产能力富于弹性。
缺点: 1、人员需为多能工,人员技 能要求较高; 2、需要较高的生产控制水准 以平衡个单元间的生产流程。
•人数=标工/生产节拍 机
•必须提高仪器,设备以及各个工作站的灵活性及其对各类不同 产品的可适用性﹒需考虑自动化装备的事项,如:仪器的不可移 动性,仪器底座的局限性,配套的设施等。
料
•引取广告牌,外围投料,不良信息准确反馈等。
法
•按照制程平衡原理排配合理的流程,设计LAYOUT
二﹑Cell建立步骤
一﹑Cell生产概述
4.1.增加了 灵活多变性 传 送 带 线
产品多样性 换线时存在时间、效率的损失 产量的变动 布局的多样化 传送带线
传送带线一人决定产线速度
产品
Time时间
增加生产线比较困难
稳转细胞系构建流程

稳转细胞系构建流程英文回答:Stable cell line generation workflow.Stable cell line generation is a crucial technique in cell biology and biotechnology. It involves introducing genetic material into a host cell to create a cell linethat stably expresses the desired gene product. This approach allows for the production of therapeutic proteins, industrial enzymes, and other valuable products.The workflow for stable cell line generation typically includes the following steps:1. Plasmid construction: The gene of interest is cloned into an expression vector, which contains elements necessary for gene expression, such as a promoter, transcription termination signal, and selection marker.2. Transfection or transduction: The expression vectoris introduced into the host cell using a variety of methods, including transfection with chemical reagents or electroporation and transduction with viral vectors.3. Selection: Cells that successfully take up and express the expression vector are selected using a suitable selection marker, such as antibiotic resistance or fluorescence.4. Clonal expansion: Individual cells are isolated and expanded to establish clonal cell lines.5. Characterization: Clonal cell lines arecharacterized for their expression levels, stability, and other relevant properties to identify those with thedesired characteristics.Stable cell lines are essential tools for basic research, drug discovery, and industrial biotechnology.They offer several advantages over transient expression systems, including sustained and high-level production ofthe desired gene product, genetic stability, andscalability for large-scale production.中文回答:稳转细胞系构建流程。
Cell-Line基础知识和设计方法 98页

Benefits of Cell Production Method 小單元生產的益處
Flexibility Up增加了 靈活多變性
Various items產品多樣性
Conveyor line 傳送帶拉
Loss in production line change 轉 Producti 拉時存在時間、效率的損失 on 產品
due to single operation 單一的操作使得生產按傳送帶進行
Innovation
Conveyor line 傳送帶拉
Multi-operation and Cell production method
多項操作同小單元生產
Multi-operation(Multiskilled workers 多項 操作(多技能工人)
造成批量生産不理想的一 個主誘因---頻繁換線需要花 費太長時間
減少機種換線時間是關 鍵﹔
在同樣設備上的和以同樣 流程製造的類似産品歸於一 組
CELL簡介---特點
精益生產
Cell
由3~8人(最多不超過15人)組成的生產單元
工作臺分成若干方陣, 每個方陣相對獨立, 單元 內的各成員沒有固定的崗位, 工作數量比人數要 多
Cells by production type 以生產類型 決定Cell拉型
Production by sales speed 生產与銷售 同步
Benefits of Cell Production Method 小單元生產的益處
Manpower, Space reduction 節省了人力、空間
Mixed flow, Individual “islands” 混合型流水線,獨立的操作單元
46895_46895_0_Cellline
Larry
Central IE ACADEME WXF 20060405
課程大綱:(計3學時)
CELL化生産的概述……..….. 10´ CELL化生産模式 ..…..….…. 50´ CELL設計的基本要素………. 50´ CELL化生産的團隊工具…..…. 30´ CELL生産建立的步驟….….…. 60´
除此三項外﹐還有標注明﹕ 在流程中,産品必頇流過的距離. 在一個給定時間內WIP的數量. 當前操作過程中,需求人員的數量.
3.流程定時
1. 通過時間觀察表紀錄TCT. 2. 每個作業都應詳細記錄下來.
VA比率分析
4. 計算流程産能和TAKT TIME
通過制程分析表分析制程瓶頸
5. 設計標準工作相關表格
• 交叉的培訓,最大的靈活性
• 人隨工移 3. 使用小型且靈活的設備 4. 使用自働化設備消除觀望設備的時間
U形的CELL的作業
U形線最為常見
小單元型 1 2 . N c
螺旋型 d e f a
一個人推車式
一個人一個單元式
Cart
store parts
推車
工人路線的CELL模式
Cell 1
Worker 1
CELL化生産的名字來源於單詞‚CELL‛,精益生產CELL 由生産流程中按設備排列的人力、設備以及工作站等組成﹐所 有這些都是為了完成流程或流程的一段所要求的
一機一WIP
CELL化生産的目的
單件流 單件流是一種理想的狀態﹔ 在日常作業中﹐不可能也 沒有必要總是某一時間只 流一個產品; 最重要的是以最少的延誤 和等待實現產品流不間斷; 關注流過整個流程的材料, 不關注某種作業的設備。
单元式生产方式(cell line)
Insp. 檢查
Stagnation of the products in process 生產過程中的產品滯留 WipCarry 搬運
Stagnation, transportation loss between or within processes 產 品在不同的工序之間、或工序內部存在有停滯的時間損失 Slow feedback of quality information 質量信息的反饋比較慢 Unclear responsibility concerning quality 質量責任不明确 (全員質量意識不高)
Conveyor line 輸送帶 拉(推)式生產
Inspection 檢查
←
Assembly 裝配
Cell production 細胞單元式生產
Assy. 裝配 Assy. 裝配
Assy Assy
Assy Assy
←
Packaging 包裝
Inventory 庫存
Pack 包裝
Insp. 檢查
Pack 包裝
Manual Cell Evolution Cell 手動Cell拉 改進的Cell拉
time Starting up 的 提升 7
Large-size, High speed, High performance, High price
大型, 高速, 高性能, 昂貴的价格 大型 高速 高性能
Small size, Low-medium speed, Functional, Low price
小型, 适中的速度, 具備基本功能, 小型 适中的速度 具備基本功能 低廉的价格
6
Evolutionary Cell Production System
细胞系和细胞株的建立

Section 5:细胞系和细胞株的建立
一、肿瘤细胞的体外培养与建系过程
以人上皮型鼻咽癌CNE-2细胞系的建立为例
问题:具体的建系过程应该包括?
1. 取材
用鼻咽活检钳从一鼻咽癌 患者的鼻咽部肿物获得组 织块。
2. 原代培养
1) 鼻咽部肿物组织放入含青霉素和链霉素的 RPMI 1640培养液内,于4℃下静置2小时。 2) 然后将组织剪切成1-2mm3的小块。用含青霉 素和链霉素的RPMI 1640培养液洗涤后,接种于预 先涂有鼠尾胶原的玻璃培养瓶中。 3) 37℃、CO2培养箱内培养2小时后,再补加含 20%的小牛血清的RPMI 1640培养液,继续培养。
一般采用Southern印迹杂交法检测。
细胞转化及恶性程度检查
• 一般利 用软琼 脂培养 法检测
四、档案资料的建立及其管理
◆ 细胞系(或株)的建立者 ◆ 组织来源 ◆ 细胞学性状 ◆ 培养条件和方法 ◆ 冻存液等
建立细胞株(系)的要求
•以美国ATCC细胞库的标准,必须有以 下的鉴定数据,才能入库。
采用染色体数目、核型分析以及染色体分带技术检
测。
3)同工酶谱:
通常采用G6PD(葡萄糖-6-磷酸脱氢酶)、 LDH(乳酸脱氢酶)、核苷磷酸化酶三种方法,根 据条件选择。
4)细胞DNA遗传特征:
限制性片断长度多态性(restriction fragment length polymorphism RFLP) 是指那些在生物进化过程中,DNA序列 发生某些中性突变,突变的结果是失去或获得一个酶切点,因 此当基因组DNA用限制性内切酶酶切后,限制性内切酶片断加 长或缩短;用同源的克隆DNA为探针可以探测出来。另外也可 能在生物进化过程中DNA分子结构发生重排,使DNA碱基排列 序列改变,影响内切酶切点,使内切酶酶切片断呈多态性。
Cell Line 的建立步骤简介PPT课件

V.S. ATE TEST
6
1
2
3
8
( START)
16
17
9
12
13
15
Precedence task
None 1 2
Invalid Invalid
3 Invalid
3 3 Invalid Invalid 3 12 Invalid 12 8, 9 6 13 15 16 17 18
18
19
.
5
传送拉的平衡分析,直通时间为22秒
0
1 6 11 16 21 26 31 36 41 46 51 56 61 66 71 76 81
从图中可以看出(From the chart, you can see)
1 瓶颈工位是T HM-11,时间为21.41秒,总工位数为97 (t he bot t le-neck t ime is 21.41" in
& *4
4.4 4.2 4.6 4.6 4.7 4.8 4.7 5.2 5.8 4.6 4.76 5.5 5.7 6.4 5.5 6.3 6.4 6.1 5.8 6.2 6.6 6.05
18.3 1
Tot1a8l .t2im6 e for individual Station
3.5 3.7 2.9 3.2 3.5 3.7 2.7 3 3.1 3 3.23
T HM-11,t he t ot al st at ion is 97, )
2 (每部机的标准时间=所有工位的时间和=1748"(t he ST /pc = t ot al st at ion t ime = 1748") 3 总的实际时间=1724.27(t he t ot al A.T =1724.27)
细胞系或细胞株的建立
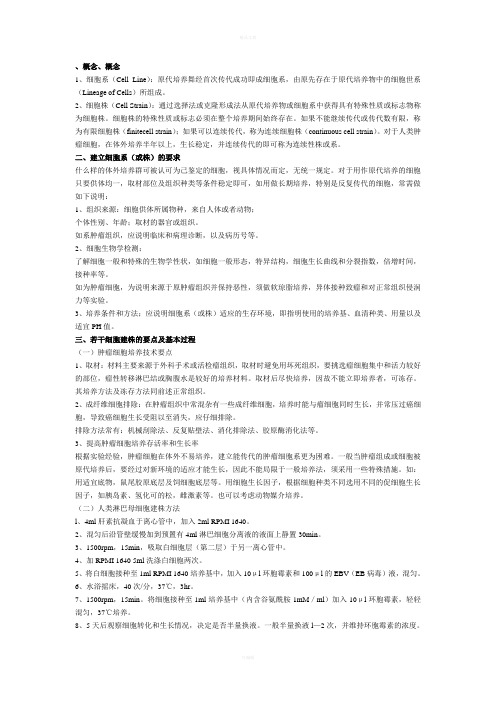
、概念、概念1、细胞系(Cell Line):原代培养舞经首次传代成功即成细胞系,由原先存在于原代培养物中的细胞世系(Lineage of Cells)所组成。
2、细胞株(Cell Strain):通过选择法或克隆形成法从原代培养物或细胞系中获得具有特殊性质或标志物称为细胞株。
细胞株的特殊性质或标志必须在整个培养期间始终存在。
如果不能继续传代或传代数有限,称为有限细胞株(finitecell strain);如果可以连续传代,称为连续细胞株(continuous cell strain)。
对于人类肿瘤细胞,在体外培养半年以上,生长稳定,并连续传代的即可称为连续性株或系。
二、建立细胞系(或株)的要求什么样的体外培养群可被认可为己鉴定的细胞,视具体情况而定,无统一规定。
对于用作原代培养的细胞只要供体均一,取材部位及组织种类等条件稳定即可,如用做长期培养,特别是反复传代的细胞,常需做如下说明:1、组织来源:细胞供体所属物种,来自人体或者动物;个体性别、年龄;取材的器官或组织。
如系肿瘤组织,应说明临床和病理诊断,以及病历号等。
2、细胞生物学检测:了解细胞一般和特殊的生物学性状,如细胞一般形态,特异结构,细胞生长曲线和分裂指数,倍增时间,接种率等。
如为肿瘤细胞,为说明来源于原肿瘤组织并保持恶性,须做软琼脂培养,异体接种致瘤和对正常组织侵润力等实验。
3、培养条件和方法;应说明细胞系(或株)适应的生存环境,即指明使用的培养基、血清种类、用量以及适宜PH值。
三、若干细胞建株的要点及基本过程(一)肿瘤细胞培养技术要点1、取材:材料主要来源于外科手术或活检瘤组织,取材时避免用坏死组织,要挑选瘤细胞集中和活力较好的部位,瘤性转移淋巴结或胸腹水是较好的培养材料。
取材后尽快培养,因故不能立即培养者,可冻存。
其培养方法及冻存方法同前述正常组织。
2、成纤维细胞排除:在肿瘤组织中常混杂有一些成纤维细胞,培养时能与瘤细胞同时生长,并常压过癌细胞,导致癌细胞生长受阻以至消失,应仔细排除。
单元生产方式(cell line)讲解
面对单件流的疑问?
单件流真的能节约时间吗?时间会不会变长? 单件流到底有什么好处?
我们可以通过下面动画,看到传统堆货生产&单 件流的不同(某个包含3站的产品)。
21pcs产品
15 8 1 16 9 2 17 10 3 18 11 4 19 12 5 20 13 6 21 14 7
传统堆货生产
传统堆货生产
00:13
7
8
1
9
2
10
3
A站
11 12
B站
4 5
C站
13
6
21pcs产品
15 16 17 18 19 20 21
传统堆货生产
00:14
8
1
9
2
103Βιβλιοθήκη 114A站
12 13
B站
5 6
C站
14
7
21pcs产品
16 17 18 19 20 21
传统堆货生产
00:15
9
2
10
3
11
4
12
5
A站
15 8 16 9 17 10 3 18 11 4 19 12 5 20 13 6 21 14 7
单件流
00:02
A站 1 B站
C站
2
21pcs产品
15 8 16 9 17 10 18 11 4 19 12 5 20 13 6 21 14 7
单件流
00:03
A站 2 B站
C站
3
1
21pcs产品
15 8 16 9 17 10 18 11 19 12 5 20 13 6 21 14 7
12 7
21pcs产品
稳转细胞系
稳转细胞系介绍稳转细胞系(stable cell line)是在细胞培养中建立的细胞系,经过基因转染或突变处理后表达特定蛋白或具有特定功能。
稳转细胞系的建立对于研究细胞功能和相关疾病的分子机制非常重要,因为稳定表达的细胞系相比于野生型细胞具有更高的表达水平和稳定的遗传特性。
构建稳转细胞系的方法转染转染是构建稳转细胞系的常用方法之一,主要通过将外源基因导入目标细胞中,使其表达目标蛋白。
常用的转染方法包括化学法、电穿孔法和病毒转染法。
•化学法:通过使用化学物质(如聚乙烯醇)或离子性脂质体来改变细胞膜的通透性,使外源基因进入细胞内。
•电穿孔法:利用高电压脉冲作用于细胞,破坏细胞膜的完整性,从而实现外源基因的导入。
•病毒转染法:利用复制缺陷病毒载体,将外源基因嵌入病毒基因组中,并通过感染细胞来实现基因传递。
选择性筛选转染后,为了得到稳转细胞系,需要进行选择性筛选。
常用的筛选方法包括对细胞进行抗生素或毒素的暴露。
•抗生素选择:将外源基因与抗生素抗性基因相连,转染到细胞中后,只有表达该外源基因的细胞才能存活下来。
•毒素选择:通过将外源基因与毒素敏感基因相连,转染到细胞中后,只有表达该外源基因的细胞能够抵抗毒素的作用。
单细胞分离和扩增经过选择性筛选后,得到稳转细胞系的一个重要步骤是进行单细胞分离和扩增。
这可以通过限稀稀释或使用流式细胞术等方法来实现。
通过单细胞分离,确保每个细胞都是来自同一个克隆细胞,并且能够扩增细胞数量以建立稳定的细胞系。
验证稳定性和功能建立稳转细胞系后,需要对其进行稳定性和功能的验证。
稳定性验证通常通过长期培养和细胞传代来观察外源基因的稳定表达水平;功能验证则通过相关实验和技术手段来验证细胞系是否成功表达目标蛋白或具备特定功能。
应用领域稳转细胞系广泛应用于多个研究领域,尤其是以下几个方面:蛋白表达和纯化稳转细胞系可用于大规模产生和纯化外源蛋白。
通过构建表达外源蛋白的稳转细胞系,可以实现大量高质量的蛋白产生,为蛋白质研究和生物药物生产提供方便。
CELL制程简介ppt课件

PI轉寫工程的不良與成因
PI不沾:基板不潔造成APR版受污染,形成不沾 橫不均 :轉寫機機構振動造成或參數設定差異所造成 黑點 :基板原材不良,異物造成不沾,導致PI膜厚較薄 白點 : APR版挑點後形成孔隙較大,印刷時造成PI膜厚較厚所造成 配向不良 :膜上有異物 or PI膜遭刮傷所產生 特殊不均 :刮刀在製程中磨損或PI液粒附著所產生之條紋 印刷不均:轉寫時未連續印刷,轉寫機為避免APR版乾燥所以會進行防乾動作
12
13
☆ Rinsing(潤濕) or Shower 原理:
14
Cavitations Jet 洗淨原理
上下沖洗基板,水壓越 大則洗淨能力越好。而 氣泡則可以緩衝強大的 水流,避免造成基板的 損傷
水壓:10 ~ 20Kg/cm2
氣泡
Air
15
PI轉寫機
★轉寫機 : 基板進入後, 經過對位, 真空吸著, A輪與P輪(凸版)
(自動檢查NG基板回收後由此投入)
PI塗佈
PI塗佈
(預烤基板呈星型方式分布)
PI膜自動檢查
PI膜自動檢查
(NG基板收於本燒成爐前的Buffer後回收)
8
1. 製程流程示意圖(二): PI 硬烤爐
PI 硬烤爐
Multi Loader (PTM 3)
Multi Loader (PCM 3)
(硬烤後保留基板由此投入)
配向裝置組
配向裝置組
(用呼氣像方式檢查品位)
配向後基板洗淨
配向後基板洗淨
基板乾燥爐
基板乾燥爐
PANEL-B各工程
PANEL-B各工程
9
PI轉寫
PI轉寫工程主要是由下列機構所組成
★PI前洗淨機
稳定细胞株构建流程

稳定细胞株构建流程
构建方bai法:先把质粒整合到染色体上后,用相应的质粒DNA 中的抗性标志来筛选该细胞系,就行成了稳定表达的细胞株。
细胞株是用单细胞分离培养或通过筛选的方法,由单细胞增殖形成的细胞群。
细胞株的特殊性质或标志必须在整个培养期间始终存在。
原代培养物经首次传代成功后即为细胞系(cell line),由原先存在于原代培养物中的细胞世系所组成。
如果不能继续传代,或传代次数有限,可称为有限细胞系(finite cell line),如可以连续培养,则称为连续细胞系(continuous cell line),培养50代以上并无限培养下去。
细胞株是通过选择法或克隆形成法从原代培养物或细胞系中获得的具有特殊性质或标志的培养细胞。
从培养代数来讲,可培养到40-50代。
细胞株的特殊性质或标志必须在整个培养期间始终存在。
对于人类肿瘤细胞,在体外培养半年以上,生长稳定,并连续传代的即可称为连续性株或系。
扩展资料:
一般流程
1、筛选浓度测定:以10~14 天细胞全部死亡的抗生素浓度为筛选浓度;
2、细胞接种:转染实验前天接种细胞,各种细胞的平板密度依据各种细胞的生长率和细胞形状而定。
进行转染当天细胞密度应达到60%~80% 覆盖;
3、细胞转染(病毒、脂质体、电穿孔、FuGENE 6 );
4、利用质粒上含有的抗性选择进行筛选;
5、鉴定筛选结果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
节拍效率(Pitch time):45秒 每拉每20小时的产量:1600(Output 1600 / 20 hrs one cell) 每人每小时产量(Output /hour = 2.42) 每人每小时的理论产量:2.72 (Theoretical output/hour in cell = 2.72 ) -----END-----
技能损失与平衡损失:标准时时间出来后再统计 (Skill loss & Balance loss: wait for S.T.) 操作损失=(节拍时间--直通时间)/ 节拍时间 =(54-48)/54=11% Operation loss: = (pitch time - throughput time)/ pitch time = (54-48) / 54 = 11 % ( defectives)
每人每小时产量=1.87
(output/hour = 1.87)
每人每小时理论产量=2.27(Theoretical output/hour in cell = 2.27)
Cell Line的损失分析
Cell line Set up ---- Loss analysis
Model : AT&T 1455
Cell Line 的建立步骤简介
(Cell Line Set Up Preparation)
目 录(Contents)
准备工作(Finish the homework)
时间研究(The time study)
• 停表法(Stop watch) • 优先顺序网络图(Priority Network) 拉平衡分析(The Line balancing) • 拉平衡曲线图(Line balance chart) • 拉平衡指数(Balance index) • 改善措施(The improvement)
Cell line 的目标/计划(TARGER/PLAN)
Model : AT&T 1455 • 建立标准时间--Mar.21-23 • 建立TST系统后,进一步实现拉的平衡 • 通过分拆BS ATE工位成TX与RX与两工位来减少瓶颈工位的时间(reducing the bottle neck time by disassemble the B/S ATE into TX and RX two station) • 持续改善(Improvement continually) • 改善机架(JIG improvement) • 减少损失(Losses reducing) 技能损失--实现多技能操作(Skill loss--- multi - skills) 操作损失--提高工人的素质(Operation loss ---- by improving the quality) 直通时间:40秒(提高工人的技能等级,由82BSI 提高到100BSI) FPY: 90% 效率(EFF): 90%
1
2 3 4
Packing ( Done )
开始(START)
5
6
结束(END)
•Example: H/S Casing Time Study
优先顺序网络图
(Priority Network)
Measured by
model name
Through put time Operator
Total time for individual Station
生产效率分析(The quondam productivity)
Cell line 的建立(Cell line set up)
生产 效率(EFF) FPY 每小时的产量(Output / Hour) 损失分析(Loss analysis) 目標/计划(Target/Plan)
HS Casing的时间研究(Example: H/S Casing Time Study)
= 1.68)
FPY
77. 82233 82. 50% 72. 70977 73. 0901 83. 60% 65. 61456 85. 60% 72. 3199 83. 09%
M ar 14 2580 TOTAL 34790 Out put / hour
理论产量/小时=1.68 (Theoretical output/hour
50. 00 45. 00 40. 00 35. 00 30. 00
C. T. 48 "
THM -01 THM -02 THM -03 THM -04 THM -05 THM -06 THM -07 THM -08 THM -09 THM -10 Repai r
改善与提高(The improvement)
No Model Info
Total time for individual Station
Not necessary Not Thru-put Time Missing Data
Homework (M.B Zheng, Q Huang) : Check and correct all the Time Study Data
Cell Line的平衡分析 (直通时间为48秒)
(Line Balancing: The new Cell line,through-put time:48”)
H/ S T/ U & CASI NG
St at i on T H M -01 T H M -02 T H M -03 T H M -04 T H M -05 T H M -06 T H M -07 T H M -08 T H M -09 T H M -10 Repai r A .T . 0. 89 17. 85 1. 78 17. 38 10. 00 11. 23 2. 98 3. 93 47. 00 10. 15 47. 00 0. 89 6. 81 34. 55 13. 07 6. 11 20. 02 9. 70 3. 93 5. 56 7. 29 9. 68 4. 19 12. 20 15. 81 5. 10 5. 53 9. 11 6. 36 5. 17 2. 45 4. 93 2. 46 13. 93 8. 33 3. 81 5. 09 5. 36 16. 71 7. 23 1. 78 1. 78 1. 78 3. 35 10. 22 5. 95 1. 34 2. 00 5. 86 11. 04 14. 00 6. 90 3. 69 2. 68 2. 00 6. 11 3. 78 6. 04 Tot al 44. 97 46. 02 45. 44 46. 88 47. 63 46. 45 47. 08 45. 99 47. 00 47. 37 47. 00 ATT1455 48" Cel l l i ne bal anci ng ( H/ S T/ U & CASI NG)
时间研究(Time Study)
•Handset PCB •Handset Casing •Base PCB •Base Casing •Testing
Handset PCB
Base PCB
( Done )
Handset Casing
Base Casing
Final Test
优先順序网络图(Priority Network)
25 20 15 10 5 0
C.Hale Waihona Puke .22”A.T,11
16
21
26
31
36
41
46
51
56
61
66
71
76
从图中可以看出(From the chart, you can see)
1 瓶颈工位是T HM-11 ,时间为21.41 秒,总工位数为97 (t he bot t le-neck t ime is 21.41" in T HM-11,t he t ot al st at ion is 97, ) 2 ( 每部机的标准时间=所有工位的时间和=1748"(t he ST /pc = t ot al st at ion t ime = 1748") 3 总的实际时间=1724.27(t he t ot al A.T =1724.27)
BS PCB的操作顺序网络图(Exercise: B/S PCB Priority Network)
传送拉的平衡分析,直通时间为22秒
Line Balancing of the quondam conveyor line, through-put time is 22”
传送拉的平衡曲线图(直通时间:22秒) (Conveyor Line Balance Chart of AT&&1455)
平衡指数 =
注:
S.T
=
1748 21.47*97
=84%
One Part Cycel
1)由于暂时没有S.T数据, 我们用所有工位的时间和来代替S.T. 2)One Part Cycle= 瓶颈工位时间*总工位数
81
1
6
Cell Line的平衡分析,直通时间為48秒
Line Balancing The new (Cell line, through-put time:48”)
2. 减少拿放PCB和工具的时间(Improved by reducing the picking PCB and tools)
传送拉的生产效率分析(Quondam productivity)
AT&T1455 Pr oduct i vi t y st at e ( M ar 01-14) Dat e M ar 1 M ar 12 M ar 13 Out put (pcs) Act ual t i m e (h) pl anned t i m e(h) Ef f . ( % ) 3010 2240 2090 1835. 5 1462 1357 1866 22829. 1 1. 52 1428. 428944 1063. 016889 991. 8327222 1224. 367667 16509. 98106