双联齿轮零件机械加工工艺及其典型夹具设计
最新EQ131汽车变速箱双联齿轮工艺文件制定及小齿轮插齿夹具设计--毕业设计

摘要本文主要对EQ131汽车变速箱双联齿轮的机械加工工艺过程,以及对其小齿轮的加工的夹具设计,进行了研究、设计,制定的一套合理的工艺方案,并设计出可行的夹具。
其主要内容有:EQ131汽车变速箱双联齿轮零件的工艺分析、工艺要求,确定毛坯的制造形式,确定各表面加工方案,零件表面的加工的方法的选择,工艺路线的拟定,工序的合理安排,确定定位基准、粗基准的选择、精基准的选择,加工阶段的划分,确定零件上齿轮的偏差,以及各道工序提高零件加工精度的措施,查表确定机械加工的余量及零件毛坯的形状、尺寸,设计毛坯图,设计工艺路线,选择加工设备,设计工序顺序,确定工序尺寸,设计可行的小齿轮插齿夹具。
机械制造工艺规程的制定,需要选择合理的机械加工余量,不同加工余量的选择,不仅影响机械零件的毛坯尺寸的选择,也会对设备的调整、材料的消耗、切削的用量有影响。
根据力学性能等技术要求,选择使用零件材料为45钢,即选用模锻。
先锻件成型毛坯,再进行表面热处理(正火、淬火、回火等),用来消除锻件在锻造过程中的内应力。
机械加工方案选定后,通过查阅相关夹具设计的书籍和相关的图例,最终完成小齿轮插齿的夹具设计。
本文试图找出一种简单、实用的加工方法,以提高劳动生产率和降低生产成本,加快产品上市。
关键词:双联齿轮;工艺分析;工艺路线设计;插齿夹具设计ABSTRACTThis paper mainly on EQ131 automobile gearbox double gear machining process, and the small gear machining fixture design, research, design, the formulation of a reasonable process scheme, and design feasible fixture. The main contents are: requirements analysis, process of EQ131 automobile gear box double gear parts of the process to determine the manufacture of blank forms, the surface processing scheme, method of processing parts of the surface of the selection of the process plan, reasonable arrangement process, determine the position of benchmark crude benchmark selection, fine selection of reference that division stage of processing, to determine the parts of gear deviation, and the measures to improve the machining accuracy of parts, look-up table to determine the shape and size of blank allowance and mechanical processing, design of blank drawings, design process, selection of processing equipment, design procedure, process to determine the size, the feasible design small gear tooth fixture.Machinery manufacturing process planning formulation, you need to select the reasonable machining allowance, the choice of different machining allowance, not only affects the selection of mechanical parts of the blank size, could also have affected the amount of the adjustment of the equipment, material consumption and cutting. According to the mechanical properties and other technical requirements, select the use of parts of the material for the 45 steel, that is, the selection of die forging. First forging blank forming, surface heat processing (normalizing, quenching and tempering, etc.), to eliminate the forging in forging process of the internal stress. The machining program is selected, by referring to the related jig design books and related legend, the final completion of small gear in gear fixture design. This paper attempts to find a simple and practical processing method to improve labor productivity and reduce production costs, to speed up the listing of products.Key words: double linked gear;process analysis;process design;fixture design目录第1章绪论 (1)1.1选题社会背景、目标和意义 (1)1.1.1本次设计的社会背景 (1)1.1.2本次设计的目标 (1)1.1.3本次设计的意义 (2)1.2机械加工工艺现状 (2)1.3主要设计思路和内容 (2)第2章双联齿轮机械加工工艺规程设计 (4)2.1分析零件图 (4)2.1.1 零件的生产纲型领及生产类型 (5)2.1.2 零件的作用 (5)2.1.3 零件的加工工艺分析 (5)2.2确定毛坯类型 (7)2.2.1 确定毛坯的成形方法 (7)2.2.2确定机械加工余量、毛坯尺寸和公差 (8)2.3机械加工工艺过程设计 (8)2.3.1 定位基准的选择 (8)2.3.2确定机械加工方法和余量及工序尺寸和公差 (9)2.3.3尺寸链的计算以及余量的校核 (11)2.3.4制订工艺路线 (12)2.4选择机床和工艺设备 (15)2.4.1选择机床 (15)2.4.2选择夹具 (15)2.4.3选择刀具 (16)2.4.4选择量具 (16)2.5确定切削用量及基本工时 (16)2.5.1 工序40、50、60、70粗车、半精车外圆表面及端面 (17)2.5.2 工序80、90、110、120钻花键底孔φ15、车花键底孔、拉花键 (24)2.5.3 工序150、160、170、180精车外圆表面及端面和花键孔圈倒角 (29)2.5.4 工序190小齿轮插齿 (32)2.5.5 工序200大齿轮滚齿 (33)2.5.6 工序210齿轮齿面倒角 (34)2.5.7 工序250大齿轮磨齿 (35)第3章专用夹具的设计 (36)3.1 专用夹具的设计要求 (36)3.2 确定专用夹具的结构方案 (37)3.2.1 确定定位方案 (37)3.2.2 确定定位方式及元件选择 (37)3.2.3 确定其他夹紧装置 (37)3.2.4 确定夹紧机构 (37)3.2.5定位误差分析计算 (39)3.2.6绘制夹具总图 (39)3.2.7夹具简要说明 (40)结论 (41)参考文献 (42)致谢 (43)第1章绪论1.1选题社会背景、目标和意义1.1.1本次设计的社会背景机械制造加工工艺规程是制造车间生产、制订零件机械加工工艺过程和操作方法的工艺文件[]6。
双联齿轮零件机械加工工艺及其典型夹具设计
双联齿轮零件机械加工工艺及其典型夹具设计摘要通过对零件的分析,制定一套合理的工艺方案,并设计出可行的夹具。
本文主要是围绕双联齿轮零件的机械加工工艺以及对其中两道工序的夹具设计来展开的。
其主要内容有:首先分析了零件图,确定生产类型和毛坯,确定加工设备,确定加工方案及装夹方案,刀具的选择,切削用量的选择与计算,数据处理等。
本次设计主要是对钻28的孔和滚齿进行夹具设计,对夹具设计方案进行分析和选择。
选定方案后,通过查阅相关夹具设计书籍和相关图例,最终完成钻孔和滚齿的夹具设计。
试图找出一种简单、实用的加工方法,以提高劳动生产率和降低成本。
关键词:双联齿轮;工艺分析;工艺规程设计;夹具设计The machining process and fixture design of the Dual gearAbstractPart of the analysis,to develop a reasonable process scheme, and design a feasible fixture.This paper is mainly about the Dual gearmachining process and fixture design for the two processes to start. Its main contents are: the first analysis of the parts diagram, determine the production type and blank, determine the processing equipment, determine the processing scheme and clamping scheme, tool selection, selection and calculation of cutting parameters, data processing etcThis design is mainly to drill 28 holes and hobbing fixture design, analysis and selection of design scheme of fixture. The selected solution, by consulting the related jia design books and related legend, fixture design finished drilling and hobbing. Trying to find a processing method of simple, practical, to improve labor productivity and reduce the cost.Key words:Dual gear; Process analysis; Process design; fixture design 目录1 绪论11.1设计内容及意义 11.2国内外相关研究情况 11.3课题背景知识 21.4夹具设计 52 工艺规程设计72.1工艺分析72.1.1零件的作用72.1.2零件工艺分析72.1.3生产纲领计算82.2毛坯选择82.2.1选择毛坯种类82.2.2确定毛坯尺寸及机械加工总余量 9 2.2.3 绘制毛坯图 102.3制定工艺路线102.3.1定位基准选择102.3.2加工阶段划分112.3.3工序的集中与分散132.3.4工序顺序的安排 132.3.5工艺路线拟定132.3.6 加工设备及工艺装备选择15 2.3.7工序尺寸确定162.3.8切削用量及基本工时173 滚齿夹具设计263.1问题的提出263.2确定定位方案263. 3确定夹紧机构263. 4确定其他装置263. 5绘制夹具总图273. 6夹具简要说明284 钻夹具设计294.1问题的提出294.2定位基准的选择294.3确定夹紧机构294.4绘制夹具装配图294.5切削力和夹紧力计算304.6定位误差分析314.7夹具简要说明315 结论32参考文献33致谢34毕业设计(论文)知识产权声明35毕业设计(论文)独创性声明36此仅为文档售价,若需要cad图等其他文件,请加Q:19856397551 绪论1.1设计内容及意义本次设计是在我们学完了大学的全部基础课,技术基础课以及专业课之后而进行的。
齿轮类零件加工工艺分析及夹具设计毕业设计论文
齿轮类零件加工工艺分析及夹具设计毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
双联齿轮轴机械加工工艺流程

双联齿轮轴机械加工工艺流程【摘要】双联齿轮轴机械加工工艺流程是制造业中常见的一种加工流程,通过该流程可以生产出高质量的齿轮轴产品。
本文从工艺流程概述、工件准备、车削加工、车磨加工、装配调试等方面进行详细介绍。
工艺流程概述部分对整个加工流程进行了总体介绍,并强调了其重要性。
接着,工件准备环节说明了在加工过程中必须做好的准备工作。
车削加工和车磨加工两部分具体介绍了这两个加工环节的步骤和注意事项,为读者提供了实用的加工技巧。
装配调试部分对加工完成后的装配和调试工作进行了解释和指导。
在对双联齿轮轴机械加工工艺流程进行了总结,并提出了加工工艺优化的建议,同时展望了该技术的发展前景。
通过本文的阐述,读者可以更好地理解和掌握双联齿轮轴的机械加工工艺流程。
【关键词】双联齿轮轴,机械加工,工艺流程,工件准备,车削加工,车磨加工,装配调试,加工工艺优化,发展展望。
1. 引言1.1 双联齿轮轴机械加工工艺流程双联齿轮轴机械加工工艺流程是指通过一系列的加工工艺和流程,对双联齿轮轴进行加工和制造的过程。
这个过程涉及到多种加工方法和技术,需要经过严格的工艺控制和操作流程,以确保最终产品的质量和性能符合标准要求。
双联齿轮轴是机械设备中常见的传动部件之一,其主要功能是通过齿轮的啮合来传递动力和扭矩,实现机械设备的运转。
在加工工艺流程中,首先需要进行工件准备,包括材料的选择和切割,以及对工件表面的清洁和去毛刺处理。
接下来是车削加工,通过车床等设备对工件表面进行切削和加工,以达到设计要求的尺寸和精度。
紧接着是车磨加工,通过磨床等设备对工件表面进行研磨和精加工,以提高表面质量和精度。
最后是装配调试,将各个部件组装在一起,并进行调试和检测,确保双联齿轮轴的正常运转。
通过对双联齿轮轴机械加工工艺流程的深入研究和优化,可以提高加工效率和质量,减少生产成本,从而推动整个制造业的发展。
未来的发展展望也包括更多先进的加工技术和自动化设备的应用,将进一步提升双联齿轮轴的加工精度和生产效率。
齿轮齿条零件机械加工工艺规程及专用夹具设计
齿轮齿条零件机械加工工艺规程及专用夹具设计简介本文档旨在提供关于齿轮齿条零件机械加工的工艺规程和专用夹具设计的指导。
通过本文档,你将了解到齿轮齿条零件的机械加工过程以及设计专用夹具的重要性和方法。
工艺规程齿轮齿条零件的机械加工过程应遵循以下规程:1. 材料准备:选择适当的材料,并根据零件的要求进行切割和加工准备。
2. 机床设备设置:根据加工要求,正确设置机床设备的参数和工具。
3. 零件固定:使用合适的夹具将零件固定在机床上,确保加工的稳定性和精度。
4. 加工操作:根据加工工艺要求进行切削、磨削、车削等操作。
5. 检验与修整:对加工后的零件进行检验,如有必要进行修整,以保证其质量和尺寸精度。
6. 表面处理:根据需要,对零件进行表面处理,如镀铬、镀锌等。
专用夹具设计设计合适的专用夹具是确保齿轮齿条零件机械加工过程的关键。
下面是一些设计专用夹具的重要原则和方法:1. 夹具类型选择:根据零件的形状和加工要求,选择合适的夹具类型,如平面夹具、圆形夹具等。
2. 夹具定位:确保夹具能够准确地定位零件,以保证加工的精度和一致性。
3. 夹具固定:夹具的固定方式应牢固可靠,能够承受加工过程中的力和振动。
4. 夹具材料选择:选择适当的夹具材料,具有足够的强度和耐磨性,同时尽量避免对零件表面的损伤。
5. 夹具调试与测试:在使用之前,对夹具进行调试和测试,确保夹具的性能和可靠性。
总结本文档介绍了齿轮齿条零件机械加工的工艺规程和专用夹具设计的重要性。
通过遵循正确的工艺规程和合理设计专用夹具,可以提高加工效率和质量,确保零件的尺寸精度和稳定性。
双联齿轮轴机械加工工艺流程

双联齿轮轴机械加工工艺流程双联齿轮轴是一种重要的传动元件,广泛应用于工程机械、汽车、风力发电等领域。
齿轮轴的机械加工工艺流程直接影响着其质量和使用性能。
下面我们就来详细介绍一下双联齿轮轴机械加工的工艺流程。
第一步:工艺准备在进行双联齿轮轴的加工前,首先需要进行工艺准备工作。
这包括制定加工工艺方案、准备生产设备、选择合适的加工工艺、准备必要的加工工具和夹具等。
还需要制定相关的工艺文件,确定加工的工艺参数和质量要求。
第二步:材料准备双联齿轮轴通常采用优质合金钢等金属材料进行加工。
在进行加工前,需要对材料进行检验和准备工作,包括材料的化学成分、力学性能等检测,以确保材料质量符合加工要求。
第三步:车削加工车削是双联齿轮轴加工的重要工艺环节。
通过车削工艺,可以将材料的外径、内径和长度进行加工,以满足双联齿轮轴的尺寸要求。
在车削加工中,需要根据工艺要求选择合适的刀具和切削参数,进行粗车和精车加工,确保尺寸精度和表面质量。
第五步:齿轮加工双联齿轮轴作为传动元件,齿轮的加工是关键环节。
齿轮加工一般采用滚齿和磨齿工艺,通过滚齿机和磨齿机进行加工,以确保齿轮的精度和表面质量。
第六步:热处理在双联齿轮轴加工完成后,需要进行热处理工艺,以提高双联齿轮轴的硬度、强度和耐磨性。
常用的热处理工艺包括淬火、渗碳和回火等,通过热处理可以有效提高齿轮轴的使用性能。
第七步:组装在双联齿轮轴的加工完成后,还需要进行组装工艺。
组装工艺包括齿轮轴各零部件的组装和调试,通过组装工艺确保双联齿轮轴各部件之间的配合和传动性能。
第八步:质量检验在双联齿轮轴加工完成后,需要进行质量检验工艺。
质量检验主要包括外观检查、尺寸检测、硬度测试和传动性能测试等,通过质量检验确保双联齿轮轴的质量符合设计要求。
总结双联齿轮轴的机械加工工艺流程包括工艺准备、材料准备、车削加工、铣削加工、齿轮加工、热处理、组装和质量检验等环节。
通过合理的工艺流程和严格的加工控制,可以确保双联齿轮轴的质量和使用性能。
齿轮零件的机械加工工艺过程及进行滚齿加工用的夹具设计

齿轮零件的机械加工工艺过程及进行滚齿加工用的夹具设计摘要齿轮作为机械设备中的传动、控速、换向、变向的必要构件和设备,其设计和加工制作工艺决定着整个机械行业的发展进度。
机床夹具是在金属切削过程中,用以准确的确定工件位置,并将其牢固的夹紧,以接受加工的工艺装备。
为了保证工件的加工质量,提高加工效率,减轻工人的劳动强度,充分发挥和扩大机床的工艺性能。
因此,本次我们针对齿轮零件的机械加工工艺和流程提出了该设计理念。
本文针对齿轮在切机床上的加工工艺要求和具体流程,从定基、装夹、加工到设备的选用,均有深入研究。
其次,针对滚齿加工时使用的夹具和滚齿液压波形胀紧夹具设计采用的夹紧原理,通过不断实践深入分析,并对生产模型进行模拟。
并配合CAD、Pro/Engineer等辅助设计软件来实现整个设计过程。
完成了齿轮机械加工工艺的全部过程分析和与其配套的机床夹具研究,包括定基、加工、设备的选用分析和原理分析等,本文设计的齿轮生产方式,基本可以满足工程需要,本文使用的设计方法,也可为同类夹具的设计提供参考。
关键词:齿轮;加工工艺;夹紧原理;夹具设计目录1 绪论 (3)1.1本课题研究的背景和意义 (3)1.2国内外相关研究情况 (4)1.3本课题研究的相关情况 (5)1.4本课题的研究方法 (5)2 齿轮零件的机械加工工艺 (6)2.1定位基准的选择 (6)2.1.1粗基准的选择原则 (6)2.1.2精基准的选额原则 (7)2.1.3辅助基准的应用 (9)2.2装夹方法 (9)2.2.1压板、螺丝、V 型架、垫块组合 (9)2.2.2 采用502胶水粘合 (10)2.2.3 磁性吸盘吸附 (10)2.3加工工艺问题 (15)2.3.1基准修正 (15)2.3.2齿轮加工方案 (15)2.3.3热处理的安排 (17)2.3.4制定工艺路线 (18)2.3.5选择加工设备及刀具 (19)2.3.6加工工序设计 (24)3 滚齿加工用的夹具设计 (26)3.1夹紧原理简介 (26)3.2夹具设计 (27)4 滚齿液压波形胀紧夹具设计 (30)4.1夹紧原理简介 (30)4.2夹具设计 (31)1 绪论1.1本课题研究的背景和意义机械工程是以有关的自然科学和技术科学为理论基础,结合在生产实践中积累的技术经验,研究和解决在开发设计、制造、安装、运用和修理各种机械中的理论和实际问题的一门应用学科。
双联齿轮轴机械加工工艺流程
双联齿轮轴机械加工工艺流程全文共四篇示例,供读者参考第一篇示例:双联齿轮轴是一种常见的传动装置,通常用于机械设备中的传动系统。
它由两个齿轮轴相互咬合,通过齿轮的旋转来传递力和运动。
双联齿轮轴的制作需要经过一系列的机械加工工艺流程,下面我们就来详细介绍一下。
1.材料准备双联齿轮轴通常由优质的合金钢或碳素钢制成,这种材料具有良好的强度和硬度,适合用于制作齿轮轴。
在进行机械加工之前,首先需要对材料进行切割、锻造或铸造等工艺,将其加工成符合设计要求的毛坯。
2.车削加工在进行车削加工之前,需要对毛坯进行表面清洁和粗加工处理,去除表面的氧化层和杂质。
然后将毛坯装夹在车床上,进行外径、内径、端面和键槽等部位的车削加工。
通过车削加工,可以使齿轮轴的各个部位具有精确的尺寸和光洁的表面。
3.齿轮加工双联齿轮轴上的齿轮通常是其中的一个关键部件,它需要经过齿轮加工工艺来加工成型。
首先需要根据设计要求确定齿轮的模数、齿数和齿轮箱数等参数,然后使用齿轮加工机床进行铣削或滚齿加工。
通过齿轮加工,可以使齿轮具有精确的齿形和尺寸,确保它与其他齿轮的咬合匹配度和传动精度。
4.热处理在齿轮轴的加工过程中,还需要对其进行热处理工艺。
热处理可以提高齿轮轴的强度、硬度和耐磨性,同时消除加工过程中产生的残余应力。
常见的热处理工艺包括淬火、回火、正火等,根据不同的要求进行选择。
5.装配经过以上工艺流程之后,齿轮轴的各个部件就可以进行装配了。
首先需要在齿轮轴上进行配合孔和键槽的加工,然后通过配合销、压板或螺栓等连接方式,将齿轮、轴套、轴承等部件装配到齿轮轴上。
在装配过程中,需要保证各个部件的配合精度和装配间隙,确保齿轮轴的传动性能和运转稳定性。
6.检测对装配好的齿轮轴进行全面的检测和调试。
通过检测工艺来检验齿轮轴的各项性能指标,如尺寸精度、径向跳动、轴向跳动、齿形精度等。
通过调试工艺来确保齿轮轴的运转平稳、传动精度和效率等。
通过上述的机械加工工艺流程,我们可以生产出符合设计要求的双联齿轮轴,这种齿轮轴具有较高的传动精度、稳定性和耐久性,广泛应用于工程机械、轨道交通、船舶船舶等领域。
双联齿轮轴机械加工工艺流程

双联齿轮轴机械加工工艺流程双联齿轮轴是一种重要的机械零件,广泛应用于汽车、机械设备等领域。
它是由两个齿轮轴组成的,通过啮合传动实现动力传递。
在双联齿轮轴的加工工艺中,需要经过多道工序才能完成加工,下面我们就来详细介绍一下双联齿轮轴的机械加工工艺流程。
一、工艺准备在进行实际的加工操作之前,首先需要进行工艺准备工作。
这包括准备加工图纸、制定加工工艺流程、选择合适的加工设备和工具等。
还需要对原材料进行检查,确保其质量符合要求。
二、车削加工首先是进行车削加工。
车削是通过车床上的刀具对工件进行切削,将工件的外形尺寸、表面粗糙度和形位精度加工到所需的尺寸和精度。
双联齿轮轴的车削加工主要是对其外圆进行加工,确保其圆度和表面光洁度符合要求。
三、铣削加工铣削是利用铣床上的铣刀对工件进行切削,常用于加工平面、凸台、槽和螺纹等。
在双联齿轮轴的加工中,铣削加工主要是对齿轮的齿面进行加工,保证其齿形和齿轮齿条的配合性。
四、滚齿加工滚齿是对齿轮齿条进行加工的重要工序。
通过滚齿机和齿轮滚刀,将齿轮的齿条进行滚削加工,保证其齿形和齿距的精度。
在双联齿轮轴的加工中,滚齿加工是非常关键的一步,直接影响着齿轮传动的精度和平稳性。
五、热处理热处理是对工件进行加热、保温和冷却等过程,以改变其组织和性能的工艺。
在双联齿轮轴的加工中,通常会对齿轮进行渗碳淬火处理,以提高其硬度和耐磨性能。
热处理工艺需要严格控制加热温度和保温时间,同时要对冷却速度进行控制,确保齿轮的性能得到有效提升。
七、组装调试最后一步是将各个加工好的零部件进行组装调试。
需要确保双联齿轮轴的各个零部件都符合要求,组装过程中要注意安装间隙和啮合传动的配合性,确保双联齿轮轴的正常使用。
总结双联齿轮轴的机械加工工艺流程主要包括工艺准备、车削加工、铣削加工、滚齿加工、热处理、精加工和组装调试等工序。
每个工序都需要严格控制工艺参数,保证加工精度和表面质量,以确保双联齿轮轴的性能和可靠性。
齿轮轴零件的机械加工工艺规程及专用夹具设计

摘要本文是对齿轮轴零件加工应用及加工的工艺性分析,主要包括对零件图的分析、毛坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、加工工艺文件的填写。
选择正确的加工方法,设计合理的加工工艺过程。
此外还对支架零件的两道工序的加工设计了专用夹具.机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。
而广泛用于批量生产,专为齿轮轴工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。
本论文夹具设计的主要内容是设计专用夹具。
关键词齿轮轴,加工工艺,专用夹具,设计IAbstractThis paper is the analysis of the gear shaft parts processing technology application and processing, including the parts diagram analysis, the choice of blank, parts of the fixture, the formulation of the process route, tool selection, cutting, processing documents. Choose the correct processing methods, design the reasonable process. In addition, processing of two processes to support part of the design of special fixture.Many kinds of the machine tools fixture, the fixture, the most widely used, the size has been standardized, and there is a professional factory production. But widely uses in the volume production, specially the special fixture for gear shaft workpiece machining processes and services, to the factory according to the workpiece machining process to design and manufacture. The main content of this thesis is to design fixture design fixture.Keywords gear shaft, machining process, fixture, designI目录引言 (3)1 绪论 (4)1.1 机械加工工艺概述 (4)1.2机械加工工艺流程 (4)1.3夹具概述 (5)1.4机床夹具的功能 (5)1.5机床夹具的发展趋势 (6)1.5.1机床夹具的现状 (6)1.5.2 现代机床夹具的发展方向 (6)2工艺规程设计 (8)2.1 零件的分析 (8)2.1.1 零件的作用 (8)2.1.2 零件的工艺分析 (8)2.2 工艺规程设计 (9)2.2.1 确定毛坯的制造形式 (9)2.2.2 基面的选择 (9)2.2.3 制定工艺路线 (10)2.2.4 机械加工余量,工序尺寸及毛坯尺寸的确定 (13)2.2.5 确定切削用量 (13)3 基本工时 (27)I4 铣16槽夹具设计 (31)4.1研究原始质料 (35)4.2定位基准的选择 (35)4.3 切削力及夹紧分析计算 (35)4.4 误差分析与计算 (37)4.5 定向键与对刀装置设计 (38)4.6 夹具设计及操作的简要说明 (40)结论 (41)致谢 (42)参考文献 (43)II引言机械制造技术基础毕业设计是在学完了机械制造技术基础后的教学环节,它一方面要求学生通过设计能获得综合运用过去所学过的全部课程进行工艺及结构设计的基本能力,另外,也为以后做好毕业设计进行一次综合训练和准备。
双联齿轮轴机械加工工艺流程
双联齿轮轴机械加工工艺流程1. 引言1.1 双联齿轮轴机械加工工艺流程概述双联齿轮轴是机械传动系统中的重要部件,具有承载转矩、传递动力的功能。
其加工工艺流程的优劣直接影响到产品的质量和性能。
双联齿轮轴的机械加工工艺流程是一个复杂的过程,需要经过设计、加工、检测、装配等多个环节。
在整个加工过程中,需要精准的技术和可靠的设备来保障产品的质量。
双联齿轮轴的设计要求包括对齿轮轴的尺寸、材料、精度等方面的要求。
在加工过程中,需要根据设计要求选择合适的加工工艺,包括车削、铣削、磨削等工艺,以确保产品的精度和表面质量。
双联齿轮轴的检测与调试是保证产品质量的重要环节,需要通过各种检测手段对产品进行检测,确保产品符合设计要求。
在装配与包装环节,需要注意产品的安全性和完整性,以确保产品在运输和使用过程中不会出现问题。
双联齿轮轴机械加工中常见问题包括工艺选择不当、设备故障、操作不规范等,需要及时发现并解决。
只有不断改进和优化加工工艺流程,才能提高产品质量和生产效率。
双联齿轮轴机械加工工艺流程的重要性不可忽视,只有通过持续优化和改进,才能适应市场需求和提高产品竞争力。
未来,随着技术的进步和需求的变化,双联齿轮轴机械加工工艺流程将会不断向更智能、高效的方向发展。
2. 正文2.1 双联齿轮轴的设计要求1. 双联齿轮轴的功能需求:双联齿轮轴通常用于传动机械设备中,因此在设计之前需要明确定义其功能需求,包括传递扭矩、转速、传动比等参数。
2. 双联齿轮轴的结构设计:在设计双联齿轮轴时,需要考虑其结构形式,包括轴的长度、直径、螺纹部分、轴承座、键槽等设计要素,确保其在工作时具有足够的强度和刚度。
3. 双联齿轮轴的材料选择:根据双联齿轮轴的工作环境和要求,需要选择适合的材料进行制造,通常选用优质的合金钢或不锈钢材料。
4. 双联齿轮轴的表面处理:为了提高双联齿轮轴的耐磨性和抗腐蚀性,通常需要对其表面进行适当的处理,如表面镀铬、氮化处理等。
屈文平:齿轮零件的机械加工工艺过程及及进行滚齿加工用的夹具设计

齿轮零件的机械加工工艺过程及进行滚齿加工用的夹具设计第一部份齿轮零件的机械加工工艺过程1、定位基准的选择在零件的加工过程中,合理的选择定位基准对保证零件的尺寸精度和位置度有着决定性的作用。
根据工件加工要求确定工件应限制的自由度数后,某一方向自由度的限制往往会有几个定位基准可选择,则提出了如何正确选择定位基准的问题。
定位基准有粗基准和精基准之分。
1.1. 粗基准的选择原则:(1)尽量选择不要求加工的表面作为粗基准.这样可使加工表面与不加工表面之间的位置误差量最小,同时还可以在一次装夹中加工出更多的表面。
(2)若零件的所有表面都要加工,应选择加工余量和公差最小的表面作为粗基准.这样可保证作为粗基准的表面在加工时,余量均匀。
(3)选择光洁、平整、面积足够大、装夹稳定的表面作为粗基准。
(4)粗基准一般只在第一到工序中用,以后应避免重复使用。
1.2.精基准的选择原则:基准重合的选择原则。
尽可能的用设计基准作为定位基准,这样可避免因定位基准与设计基准不重合而引起的定位误差,以保证加工表面与设计基准间的位置精度。
基准同一原则.一尽可能多的表面加工都用同一个定位基准,这样有利于保证各加工面之间的位置精度。
选择面积大、精度较高、安装稳定的表面作为精基准,而且所选的基准使夹具结构简单,装夹和加工方便。
综合上面的粗基准和精基准的选择原则,为使基准同一和基准重合,齿轮加工时常选内孔和端面作为精基准加工外圆和齿轮,用作精基准的端面和内孔要在一次装夹中加工出来以保证两者之间的垂直度,但是在加工大型齿轮时可用外圆作找正基准,但此时应保证内孔与外圆同轴。
所以加工本设计齿轮用齿轮外圆和端面作为粗基准,用内孔和端面作为精基准。
2.、装夹方法在加工齿轮时在滚齿机上一般用心轴装夹,滚齿心轴夹具3.、加工工艺问题(1)、基准修正齿形表面淬火后,内孔会受到影响而变形:一般的孔直径会缩小0.01-0.05mm,因此淬火后应安排精基准修正工序.修正的方法有推孔和磨孔,也可以用镗孔。
双联齿轮工艺夹具设计
1 定位 基准 的选择
因为齿轮端面相对于轴心线的的跳动为 O.O5,因此我们 采用 端面和定位 ,同时花键孔即是工件的设计 基准 ,又是加工 基准 ,因此以内孔 为定位基 准完全可 以达 到精度要求 。
2 切削 力和夹 紧 力的计 算
2.1 刀具 :采用专用滚刀
机床 :滚齿机 。
F:一Cre%xrf, ̄afZ
解 决 措 施 。 关键词 :双联齿轮 ;夹具 ;设计 中图分类号 :TG721
文献标识码 :A
文章编号 :1007-8320(2012)03-0097-01
Double gear craft fixture design
ZAⅣG Hong-】 1 NG Jia Qiqihar Heavy CNC Equipment Co.,Ltd.,Qiqihar Heilon ̄iang 161005,Chinc ̄'2.Jilin Institute of Railway Technology,
究 方 向 :机 械 设 计 与 制 造 。
3 定位 误差分 析 由于用 中28内孔和端 面定位 ,齿轮设计 (下转第 99页)
第 39卷 第 3 期
王 娟 。等 基 于 单 片 机 的 数 字 存 储 示 波 器 设 计
跳 转到 K1键 的处理程序对频率 进行实时 的测 量并在数码 管
摘 要 :h,,-y--齿轮 时以第七道 工序拉键槽夹具的一端面和花键孔为定位基 准采 用心轴定位花键孔 。为了提 高劳动 生产率 ,保证加工质量 ,降低 劳动强度 ,需要设计专用夹具 。双联齿轮的齿形加 工,即大端滚齿和 小端插齿 ,由于工件结
构原 因。其齿 向及 齿 圈径 向圆跳动误差往往超 出产 品技 术要 求或加工工艺要 求。文章就 此问题进行分析 ,并提 出相应
双联齿轮轴机械加工工艺流程
双联齿轮轴机械加工工艺流程双联齿轮轴是一种重要的机械零部件,在工业生产中具有广泛的应用。
它是通过机械加工来完成的,而且需要一系列严谨的工艺流程来完成。
下面将详细介绍双联齿轮轴的机械加工工艺流程。
一、工艺准备1.1 材料选择双联齿轮轴通常采用高强度合金钢或者碳素钢作为原材料,选择材料需要考虑到其耐磨性、强度和韧性等性能。
1.2 设备准备在进行双联齿轮轴的机械加工之前,需要准备加工设备,包括车床、磨床、铣床等机械设备,以及刀具、砂轮等加工工具。
1.3 工艺技术要求在进行双联齿轮轴的机械加工之前,需要制定详细的工艺技术要求,包括加工尺寸、表面粗糙度、工艺参数等方面的要求,以确保加工完成的双联齿轮轴符合设计要求。
二、车削工艺2.1 粗车工艺首先进行双联齿轮轴的粗车工艺,将原材料的外部轮廓形状车削成近似尺寸,以便后续的精车和磨削工艺。
2.2 精车工艺精车是将粗车后的双联齿轮轴进行表面修整和尺寸精密加工,以提高其尺寸精度和表面质量,通常采用车床上的自动进给,以确保加工精度。
三、齿轮加工工艺3.1 先粗后精的齿轮加工对双联齿轮轴的齿轮进行加工,一般是先进行齿轮的粗加工,然后再进行齿形精加工。
粗加工是通过铣齿轮刀具进行齿廓初形成,然后通过齿形刀具进行齿形精加工,以确保齿轮的精度和表面质量。
3.2 齿面处理齿轮的齿面需要进行专门的齿面处理,通常采用磨齿工艺来完成。
在磨齿的过程中,需要保证齿轮的齿面精度和表面质量,以确保其传动效率和使用寿命。
四、热处理工艺4.1 灭火处理双联齿轮轴通常需要进行火热处理,以提高其硬度和强度。
通过淬火处理可以提高双联齿轮轴的表面硬度,增强其耐磨性。
4.2 渗碳处理在热处理过程中,也可以采用渗碳工艺,将碳元素渗入双联齿轮轴表面层,以提高其表面硬度和耐磨性,从而延长使用寿命。
5.2 抛光工艺在进行磨削后,还需要对双联齿轮轴进行抛光处理,以进一步提高其表面质量和光洁度,使其满足外观要求。
六、总结双联齿轮轴的机械加工工艺流程包括工艺准备、车削工艺、齿轮加工工艺、热处理工艺和表面处理工艺等多个环节。
双联齿轮加工工艺与夹具设计
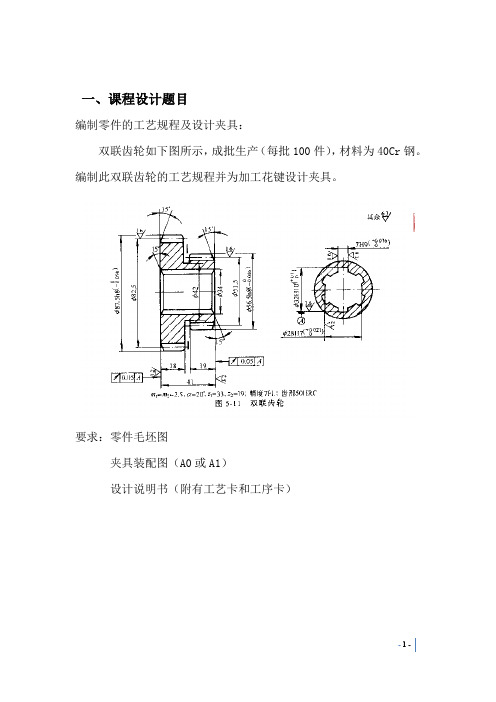
一、课程设计题目编制零件的工艺规程及设计夹具:双联齿轮如下图所示,成批生产(每批100件),材料为40Cr钢。
编制此双联齿轮的工艺规程并为加工花键设计夹具。
要求:零件毛坯图夹具装配图(A0或A1)设计说明书(附有工艺卡和工序卡)二、双联齿轮的结构特点与技术要求1、齿轮的结构特点圆柱齿轮一般分为齿圈和轮体两部分,根据齿轮轮体的结构形状来划分可知图1双联齿轮为盘类齿轮,有两个齿圈,在齿圈上切出直齿齿形,在轮体上带有花键孔。
2、齿轮的技术要求(1)齿轮端面对准A的圆跳动公差不超过0.05mm,主要是保证端面平整光滑,双联是利用花键轴和花键孔进行配合定位,因此必须保证花键孔的尺寸精度。
双联齿轮之间啮合要求严格,要保证双联齿轮的齿形准确及同轴度较高。
(2)由于零件是双联齿轮,轴向距离较小,根据生产纲领是选择合理的加工工艺。
(3)齿轮要求加工精度高,要严格控制好定位。
(4)Φ32的花键孔是一比较重要的孔,也是以后机械加工各工序中的主要定位基准。
因此加工花键孔的工序是比较重要的。
要在夹具设计中考虑保证到此孔精度及粗糙度要求。
三、工艺规程设计(一)、工艺过程分析图1为一双联齿轮,材料为40Cr,精度为7FL级,齿部50HRC齿轮加工工艺过程大致要经过如下几个阶段:毛坯热处理、齿坯加工、齿形加工、齿端加工、齿面热处理、精基准修正及齿形精加工等。
加工的第一阶段是齿坯最初进入机械加工的阶段。
由于齿轮的传动精度主要决定于齿形精度和齿距分布均匀性,而这与切齿时采用的定位基准(孔和端面)的精度有着直接的关系,所以,这个阶段主要是为下一阶段加工齿形准备精基准,使齿的内孔和端面的精度基本达到规定的技术要求。
在这个阶段中除了加工出基准外,对于齿形以外的次要表面的加工,也应尽量在这一阶段的后期加以完成。
第二阶段是齿形的加工。
对于不需要淬火的齿轮,一般来说这个阶段也就是齿轮的最后加工阶段,经过这个阶段就应当加工出完全符合图样要求的齿轮来。
双联齿轮轴机械加工工艺流程

双联齿轮轴机械加工工艺流程双联齿轮轴是一种常见的机械零件,在机械工业中应用广泛。
它由两个相互作用的齿轮轴组成,能够实现两个轴之间的精准传动。
在加工过程中,需要注意各个工艺环节的安全性和精度要求。
下面介绍双联齿轮轴的机械加工工艺流程。
一、材料选用首先需要选用合适的材料进行加工。
一般来说,双联齿轮轴需要用到高强度耐磨的合金钢材料,如20CrMnTi、18CrNiMo7-6等。
材料的选用直接影响到零件的性能和寿命。
二、车削车床粗加工将选定的合金钢材料加工成圆柱形的毛坯,可以采用车床进行车削加工。
车床粗加工可以控制零件的几何形状和尺寸精度。
此环节需要注意主轴的旋转速度和切削刀具的选择,以保证加工效率和质量。
三、滚齿机精加工滚齿机精加工是双联齿轮轴加工的关键步骤。
滚齿机可以实现高效、高精度的齿轮加工。
在进行滚齿加工前,需要根据设计要求选择适合的刀具和加工参数。
同时,还需要对滚齿机进行适当的调试和校准,确保加工精度。
四、铣床加工铣床加工是对双联齿轮轴进行槽宽、卡扣等加工的环节。
铣床可以快速而精确地加工出所需的槽宽和形状。
在进行铣削时,需要根据加工对象的性质选择适当的切削速率、进给速率等参数,同时要注意刀具的选择和定位,以避免切削失误。
车床车削细加工是双联齿轮轴制造的最后一个环节。
在这个阶段,需要将毛坯进一步加工细化,达到要求的公差、表面质量和形状精度。
细加工的过程需要特别关注刀具的磨损和机床的运转稳定性。
六、热处理对加工完毕的双联齿轮轴进行热处理可以改善零件的力学性能和耐磨性。
该过程需要严格按照规定的工艺流程进行,避免出现温度偏差、局部过热等不良现象。
常用的热处理方法包括淬火、回火、等温淬火等。
七、制件打标最后的工艺环节是对制件进行打标识别。
在制件的表面刻上必要的标识,以便在质量检验和使用过程中能够追溯到其生产和性质。
标识可以根据不同的需求包括生产日期、生产批次、材料类型、规格等信息。
总之,双联齿轮轴的机械加工工艺流程需要严格遵循规定的操作步骤,以确保零件的质量和性能满足使用要求。
齿轮类零件加工工艺分析与夹具设计论文
毕业设计论文齿轮类零件加工工艺分析与夹具设计目录摘要4第一章齿轮类零件加工工艺规程编制概述51.1工艺编制的总体步骤5第二章对齿轮类零件的加工工艺编制与分析62.1分析齿轮类零件的技术要求62.2明确毛坯尺寸82.3拟定工艺路线82.4设计工序容102.5填写工艺文件10第三章对齿轮类零件加工工艺进行合理性分析11第四章夹具设计的要求114.1 了解夹具设计的总体要求11第五章夹具设计的特点125.1确定夹具的类型125.2钻模的主要类型12第六章工件夹紧计算与选择136.1工件的夹紧136.2 夹紧力的选择136.3夹紧力的计算与精度分析14 第七章夹具的结构分析与设计167.1夹具的夹紧和定位167.2夹具的导向17第八章夹具的总体分析17第九章致18摘要齿轮类零件是典型零件之一,它在机械主要用于传动,齿轮类零件主要有齿轮.齿轮轴,涡轮涡杆,在机械领域运用很广泛。
按传动形式分圆柱类齿轮、锥齿轮、齿条等。
按齿形状分:齿轮、齿、字齿等。
按制作方法分:铸造齿轮、烧结齿轮、轧制齿轮等。
我以齿轮加工工艺编制分析齿轮的加工要求,在生产实际中阐述齿轮的工艺过程,与工艺的合理性。
夹具在机械加工中有举足轻重的作用,好的夹具才是保障零件加工的方法。
我从夹具的分析、设计、计算、使用方面概述夹具的用途。
按专业化程度可分为通用夹具、专用夹具、可调夹具、组合夹具、成组夹具、标准夹具、随行夹具、组合机床夹具等。
我这次设计的是盖板式钻夹具。
这是一种专用夹具,专为一工件的一道工序而设计的夹具。
关键词:齿轮、夹具、工艺、设计1.1工艺编制的总体步骤1.分析零件的结构和技术要求(1)分析图样资料①加工工艺表面的尺寸精度和形状精度②各加工表面之间以与加工表面和不加工表面之间的位置精度③加工表面的粗糙度与表面的其他要求④热处理与其他要求(2)零件的结构工艺分析。
零件的结构工艺是指所设计的零件在满足性能的要求下,制造的经济性和可行性,包括整个工艺过程,有毛坯制作、切削加工、装配与维修等工艺。
双联齿轮的工艺设计与夹具设计
毕业设计说明书设计题目:双联齿轮的工艺设计与夹具设计专业: 机械设计与制造班级: 学号: 姓名: 指导教师:目录摘要 (3)第1章零件的分析 (4)1.1零件的结构特点 (4)1.2机械制造工艺技术相关知识 (5)第2章工艺规程设计 (6)2.1零件的作 (6)2.2零件工艺分析 (7)2.3生产纲领计算 (7)第3章毛坯选 (8)3.1选择毛坯种类 (10)3.2确定毛坯尺寸及机械加工总余量 (11)3.3 绘制毛坯图 (11)第4章加工阶段分化 (13)4.1工艺过程分析 (13)4.1.1工序的集中与分散 (14)4.1.2工序顺序的安排 (14)4.2工序路线拟定 (15)4.2.1加工设备及工艺装备选择 (16)4.2.2 工序尺寸确 (18)第5章夹具设计 (24)5.1问题的提出 (24)5.2定位分析 (25)5.3定位方案 (25)5.4定位原件分析 (26)设计小结 (27)参考文献 (28)摘要设计内容及意义1.这会设计是在我在学完了大学的全部课程,技术应用课以及专业课之后而进行的。
2.本次的毕业设计是我在大学里的一次总复习,训练总结自己的能力,而达到以下目的。
3.加强我们在大学里所学的知识,也是对以前所学知识的综合的检验。
4.训练我们查阅资料的能力,查询有关设计资料。
5.目前正确的设计理念,把握设计方案,训练我的实际能力。
6.对双联齿轮零件的机械加工工艺设计,让我在工艺规程设计方案。
机械制造方面,零件加工余量的计算,零件工艺尺寸,及查阅技术文献等各个方面起到一次综合的训练。
7.能对加工零件的图纸技术要求,合理运用夹具设计的基本原理和方法,学会制定夹具设计方案,完成夹具设计。
8.通过零件工艺图,装配图绘制,用CAD绘图软件的画图获得。
本次设计的内容为:运用CAD软件绘制双联齿轮零件的二维零件图,然后根据图纸的技术要求确定生产类型,进行工艺分析,确定毛坯和制造方法,双联齿轮零件的材料为45钢,采用以锻造的形式进行毛坯的制造,并确定零件的机械加工工艺路线,完成机械加工工序设计,进行必要的经济分析。
齿轮零件机械加工工艺规程及夹具设计
齿轮零件机械加工工艺规程及夹具设计一、引言齿轮作为机械传动中常见的零件,其在机械系统中的作用不可替代。
作为机械制造行业的一部分,齿轮加工工艺一直是制造企业关注的重点之一。
齿轮加工的质量直接影响到机械系统的性能和使用寿命。
本文主要介绍齿轮零件的机械加工工艺规程及夹具的设计,旨在提高机械加工制造企业的齿轮工艺水平,提高加工效率和质量。
二、齿轮零件机械加工工艺规程2.1、数控加工流程传统齿轮的加工方式主要是使用车床和铣床,依靠技术工人的经验和技术水平加工出质量较高的齿轮。
随着数控技术的发展,数控机床的应用逐渐普及。
数控机床具有高精度、高效率、高重复性等优点,能够满足齿轮加工的需求。
流程如下:(1)编写机床程序。
根据齿轮的尺寸、牙数等参数编写机床程序。
(2)安装夹具。
根据机床程序要求,将齿轮安装在夹具上,保证齿轮的位置和姿态。
(3)调整刀具。
根据齿轮的尺寸和形状,调整刀具的参数,使其能够精确的加工出齿轮的轮廓。
(4)加工制造。
启动机床程序,机床按照编写的程序进行自动加工。
2.2、装夹准确度齿轮的装夹是齿轮加工的基础,装夹准确度直接影响齿轮加工的精度和质量。
齿轮的装夹主要分为以下几种方式:(1)间隙装夹。
又称“二点定心法”,即通过安装工制造的误差对元件进行局部加紧或释紧,使得元件产生相对位移,进而实现定位目的。
(2)单点定位装夹。
在固定件上加工出一道槽,满足被加工零件的定位要求。
利用这道槽来和加工零件进行定位。
(3)面定位装夹。
利用平面的互相接触来实现装夹定位。
(4)对心装夹。
利用装夹机构使加工夹具中心轴线和被加工齿轮的中心轴对齐。
2.3、刀具选择齿轮的加工需利用专门的刀具来完成,通常采用带有切削刃的齿轮铣刀或齿轮加工刀片,刀具的选择应根据加工材料、齿轮的牙数和齿形以及齿轮加工的精度要求等一系列因素进行选择。
在使用刀具进行齿轮加工时,需要根据加工参数等一系列因素进行合理的切削力选择,以保证加工质量和刀具的寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双联齿轮零件机械加工工艺及其典型夹具设计摘要通过对零件的分析,制定一套合理的工艺方案,并设计出可行的夹具。
本文主要是围绕双联齿轮零件的机械加工工艺以及对其中两道工序的夹具设计来展开的。
其主要内容有:首先分析了零件图,确定生产类型和毛坯,确定加工设备,确定加工方案及装夹方案,刀具的选择,切削用量的选择与计算,数据处理等。
本次设计主要是对钻28的孔和滚齿进行夹具设计,对夹具设计方案进行分析和选择。
选定方案后,通过查阅相关夹具设计书籍和相关图例,最终完成钻孔和滚齿的夹具设计。
试图找出一种简单、实用的加工方法,以提高劳动生产率和降低成本。
关键词:双联齿轮;工艺分析;工艺规程设计;夹具设计The machining process and fixture design of the Dual gearAbstractPart of the analysis,to develop a reasonable process scheme, and design a feasible fixture.This paper is mainly about the Dual gearmachining process and fixture design for the two processes to start. Its main contents are: the first analysis of the parts diagram, determine the production type and blank, determine the processing equipment, determine the processing scheme and clamping scheme, tool selection, selection and calculation of cutting parameters, data processing etcThis design is mainly to drill 28 holes and hobbing fixture design, analysis and selection of design scheme of fixture. The selected solution, by consulting the related jia design books and related legend, fixture design finished drilling and hobbing. Trying to find a processing method of simple, practical, to improve labor productivity and reduce the cost.Key words:Dual gear; Process analysis; Process design; fixture design 目录1 绪论11.1设计内容及意义 11.2国内外相关研究情况 11.3课题背景知识 21.4夹具设计 52 工艺规程设计72.1工艺分析72.1.1零件的作用72.1.2零件工艺分析72.1.3生产纲领计算82.2毛坯选择82.2.1选择毛坯种类82.2.2确定毛坯尺寸及机械加工总余量 9 2.2.3 绘制毛坯图 102.3制定工艺路线102.3.1定位基准选择102.3.2加工阶段划分112.3.3工序的集中与分散132.3.4工序顺序的安排 132.3.5工艺路线拟定132.3.6 加工设备及工艺装备选择15 2.3.7工序尺寸确定162.3.8切削用量及基本工时173 滚齿夹具设计263.1问题的提出263.2确定定位方案263. 3确定夹紧机构263. 4确定其他装置263. 5绘制夹具总图273. 6夹具简要说明284 钻夹具设计294.1问题的提出294.2定位基准的选择294.3确定夹紧机构294.4绘制夹具装配图294.5切削力和夹紧力计算304.6定位误差分析314.7夹具简要说明315 结论32参考文献33致谢34毕业设计(论文)知识产权声明35毕业设计(论文)独创性声明36此仅为文档售价,若需要cad图等其他文件,请加Q:19856397551 绪论1.1设计内容及意义本次设计是在我们学完了大学的全部基础课,技术基础课以及专业课之后而进行的。
此次的设计是对大学期间所学各课程及相关的应用绘图软件的一次深入的综合性的总复习,也是一次理论联系实际的训练。
其目的在于:a.巩固我们在大学里所学的知识,也是对以前所学知识的综合性的检验;b.加强我们查阅资料的能力,熟悉有关资料;c.树立正确的设计思想,掌握设计方法,培养我们的实际工作能力;d.通过对双联齿轮零件的机械制造工艺设计,使我们在机械制造工艺规程设计,工艺方案论证,机械加工余量计算,工艺尺寸的确定,编写技术文件及查阅技术文献等各个方面受到一次综合性的训练。
初步具备设计一个中等复杂程度零件的工艺规程的能力。
e. 能根据被加工零件的技术要求,运用夹具设计的基本原理和方法,学会拟定夹具设计方案,完成夹具结构设计,初步具备设计出高效,省力,经济合理并能保证加工质量的专用夹具的能力。
f.通过零件图,装配图绘制,使我们对于AutoCAD绘图软件的使用能得到进一步的提高[1]。
本次设计的主要内容为:首先运用AutoCAD软件绘制双联齿轮零件的二维零件图,然后根据图纸的技术要求等确定生产类型,其次进行工艺分析,确定毛坯类型和制造方法,双联齿轮零件的材料为45钢,拟采用以锻造的形式进行毛坯的制造,并确定零件的机械加工工艺路线,完成机械加工工序设计,进行必要的经济分析。
最后,对某道加工工序进行夹具装配图及主要零件图的设计。
1.2国内外相关研究情况建国初期,当时基本上没有齿轮产品的生产能力。
经过第一、二个五年计划的建设,我国初步形成了一套包括机床、汽车、重型机械、电站设备,石油化工与通用设备等机械制造能力。
同时,相应的齿轮制造业也随着发展起来,到1963年左右,我国已不仅能成批生产齿轮及其装置,而且普通规格的齿轮机床、刀具、量仪也能由国内制造。
1970年后,国家为了上水平,新建与改建一批生产齿轮及齿轮箱的专业厂与车间,并从国外引进一批关键设备,使齿轮产品的生产能力和水平上了一个台阶。
到1980年初,当时结合发展硬齿面齿轮制造技术与齿轮产品的更新换代,进一步装备了一批齿轮制造企业,这就基本上形成了我国齿轮制造业的完整体系。
齿轮传动在我国的发展是从渐开线齿廓起步的。
渐开线齿轮在技术上最成熟,应用最具备条件,因而使用也最普遍,并在机械传动设计中,占有主导地位。
70年代末,随着国外机械产品的引进与齿轮制造水平的提高,齿面经渗碳淬火、氮化或感应淬火处理的所谓硬齿面渐开线齿轮开始为人们所重视。
这种齿轮由于齿面硬度高与轮齿精度好而大大提高承载能力和使用寿命,并因结构尺寸小使齿轮装置的成本大为降低。
目前,我国已颁布各项齿轮国家标准88项,齿轮行业标准283项。
其中大多数齿轮技术标准,均已与国际接轨,达到了国际通用技术水平[2]。
1.3课题背景知识1.3.1零件的结构特点圆柱齿轮一般分为齿圈和轮体两部分,根据齿轮轮体的结构形状来划分可双联齿轮为盘类齿轮,有两个齿圈,在齿圈上切出直齿齿形,在轮体上带有花键孔。
双联齿轮零件如图1.1所示。
图1.1 双联齿轮三维图1.3.2机械制造工艺技术相关知识a.根据零件图和产品装配图,对零件进行工艺分析在对双联齿轮零件进行工艺规程设计时,应掌握该零件在部件或总成中的位置、公用以及部件或总成对该零件提出的技术要求,明确零件的主要工作表面,以便在拟定工艺规程过程中采取措施予以保证。
掌握零件的结构形状、材料、硬度及热处理等情况,了解该零件的主要工艺特点,形成工艺规程设计的总体构想。
分析零件上有哪些表面需要加工,以及各加工表面的尺寸精度、形状精度、位置精度、表面粗糙度及热处理等方面的技术要求;明确哪些表面是主要加工表面,以便在选择表面加工方法及拟定工艺路线时重点考虑;对全部技术要求应进行归纳整理[3]。
b.计算零件的生产纲领,确定生产类型根据零件图查表可知,双联齿轮零件为轻型零件,根据生产要求将确定该零件为大批量生产。
c.确定毛坯种类和制造方法机械加工中毛坯种类有很多种,如铸件、锻件、型材、挤压件、冲压件及焊接组合件等。
根据双联齿轮零件图所选择的材料,双联齿轮零件加工过程中应达到的技术指标和加工特点,零件生产的经济性,如何选择合适的毛坯种类也是设计重点。
其次,如何选择毛坯制造方法也是设计中必不可少的环节,一般地,选择毛坯的制造方法应考虑以下几个方面因素:材料的工艺性能、毛坯尺寸、形状和精度要求、零件生产纲领、采用新型材料、新工艺、新技术的可能性。
d.确定毛坯尺寸和公差如何确定毛坯尺寸,也就是如何确定加工余量,对确保加工质量、提高生产率和降低成本都有重要的意义。
余量不能确定过大或是过小,所以应当选择合适的方法来确定加工余量,保证零件加工各项尺寸及技术指标。
同时,选择合适的尺寸公差对零件加工和零件生产的经济性也有很大的影响。
e.拟定工艺路线拟定工艺路线包括:定位基准的选择;各表面加工方法的确定;加工阶段的划分;工序集中程度的确定;工序顺序的安排。
f.确定各个工序的加工余量,计算工序尺寸及公差g.选择各个工序的机床设备及刀具、量具等工艺装备h.确定各个工序的切削用量和时间定额i.编制工艺文件1.3.3机床夹具的作用在机械制造的各个加工工艺过程中,必须使工件在工艺系统中处于正确的位置,以保证加工质量,并提高生产效率。
把为了使工件处于正确位置上所使用的各种工艺装备,称为夹具。
在机床上对工件进行切削加工时,为了保证加工精度,必须正确地安放工件,使工件相对于刀具和机床占有正确的位置,这一过程称为“定位”。
为了保护这个正确位置在加工过程中稳定不变,应该对工件施加一定的夹紧力,这个过程称为“夹紧”。
这两个过程总称为“安装”。
在机床上实现安装任务的工艺装备,就是“机床夹具”。
机床夹具的种类很多,其中,使用范围最广泛的是通用夹具,如车床上用的三爪卡盘和铣床上用的平口虎钳等。
这类夹具的规格尺寸已经标准化,由专业厂进行生产。
而用于批量生产,专门为工件某加工工序服务的专用夹具,则必须由各个制造厂自行设计制造[4]。
机床夹具在机械加工中起着重要的作用,所以应用十分广泛。
归纳起来有以下几个方面的作用:a. 保证工件的加工精度,稳定产品质量夹具在机械加工中的基本作用就是保证工件的相对位置精度。
由于采用了能直接定位的夹具,因此,可以准确地确定工件相对于刀具和机床切削成形运动中的相互位置关系,不受或者少受各种主观因素的影响,可以稳定可靠地保证加工质量。