ABS注射模具设计说明书
ABS塑料旋钮模具设计说明

毕业设计(论文)题目: ABS塑料旋钮模具设计专业: 机电一体化技术班级:04413学号:36姓名:凌先勇指导老师:罗锤敏电子机械高等专科学校二〇〇七年六月论文摘要通过设计可使我巩固所学的专业理论;进一步掌握注射模具设计和成型零件加工工艺制定的方法;提升测量、绘图、查阅资料、文献翻译、应用专业软件等方面的能力与水平;能够得到全面、系统工程实践能力训练;培养和造就我的创新能力和工程意识、严谨的科学态度、逻辑思维方式、的工作作风及正确的科学研究方法。
从而增强我的就业竞争力,为今后的实际工作打下良好的基础。
本课题来源于生产实际,综合运用在学期间所学理论知识和技能,掌握塑料注射模具与成型零件加工工艺设计的步骤和方法,所设计模具结构合理、工艺性好、装配维修方便和经济。
可以熟悉设计开发模具的过程,培养独立思考能力,检验学习效果和动手能力,提高工程实践能力,为将来实际工作打下坚实的基础。
关键词:旋纽建模工艺编制注射模具设计AbstractPass the design can make the professional theories that me learn when make stronger;Control to inject a molding tool design further with model the method that the spare parts processes craft establishment;Promote diagraph and paint, check the ability and level of data, the cultural heritage translation, applied professional software etc.;Can get completely, the system engineering practice ability training;Develop and educate my creative ability and engineering to realize, careful science attitude, logic mode of thinking, beg solid work style and correct science research a method.Strengthen my employment competition ability thus, lay good foundation for aftertime's actual work.This topic comes from produce physically, comprehensive usage in the semester academic theories theory knowledge and technical ability, control plastics to inject a molding tool and model spare parts to process step and method of technological design, the molding tool structure design reasonable, craft good, assemble to maintain convenience and economy.Can acquaint with a design development the process of the molding tool, foster independent thinking ability, examine study effect and begin ability, improve engineering fulfillment ability, physically worked to lay solid foundation for the future.Key Words:The Xuan Niu sets up a mold The craft draw up Inject a molding tool design目录论文摘要 (1)关键词: (1)ABSTRACT (2)KEY WORDS: (2)目录 (3)引言 (5)第1章设计任务 (6)1.1、技术要求: (6)1.2.塑件的工艺性分析 (6)1.3.确定注塑机机类型(注射机的选择) (7)1.3.1注射机的选择 (7)1.3.2注射机有关参数 (8)1.3.4.模具结构分析与设计(ABS旋钮塑件的结构设计) (10)1.3.5 浇注系统的设计 (12)1.3.6 模具工作零件的设计与计算 (13)1.3.7. 排气结构设计 (15)1.3.8 冷却系统的设计与计算 (15)1.3.9标准模架的调入及及标准件相关零件结构的生成等等 (16)第2 拟定模具结构形式 (19)2.1确定型腔数量及排列方式 (19)2.2模具结构形式的确定 (20)2.2.1注射机型号的确定 (20)2.2.2分型面位置的确定 (20)第3 浇注系统形式和浇口的设计 (21)3.1主流道设计 (21)3.1.1主流道尺寸 (21)3.1.2主流道衬套的形式 (22)3.1.3主流道衬套的固定 (22)3.2分流道设计 (23)3.2.1主分流道的形状及尺寸 (23)3.2.2主分流道长度 (24)3.2.3.副分流道的设计 (24)3.2.4分流道的表面粗糙度 (24)3.2.5分流道的布置形式 (24)3.3浇口的设计 (25)3.3.1浇口的选用 (25)3.3.2浇口位置的选择 (26)3.4浇注系统的平衡 (27)3.5冷料穴的设计 (28)第4 成型零件的设计与加工工艺 (29)4.1模具制作的前期准备 (29)4.1.1、模具制作的基本容。
塑料模具设计说明书正文
绪论模具在工业中的地位模具是工业生产中重要工艺装备,模具工业是国民经济个部门开展的重要根底之一。
随着机械工业、电子工业、航空工业、仪器仪表工业和日常用品工业的开展,塑件成型制件的需求越来越多,质量要求也越来越高,这就要求成型塑件模具的开发、设计与制造水平也越来越高。
因此,模具设计水平的上下、模具制造能力的强弱以及模具的优劣,都直截了当妨碍着许多新产品的开发和老产品的更新换代,妨碍着各种产品的质量、经济效益的增长以及整体工业水平的提高。
事实上,在仪器仪表、家用电器、交通、通信等各行业中,有70%以上的产品是用模具来加工成型的。
工业兴盛国家,其模具工业年产值早已超过机床行业的年产值。
在江苏省、浙江省、上海市及其以南地区,尤其在浙江省,从事塑料模具制造与塑料制件开发的个体企业也日益增多。
综上所述,塑料成型工业在根底工业中的地位和对国民紧急的妨碍显得日益重要。
模具的开展与现状模具的出现能够追溯到几千年前的陶瓷和青铜器。
19世纪,随着军火工业、钟表工业、无线电工业的开展,冲模得到广泛应用。
二战以后大量应用于电器、汽车、电子仪器、照相机、钟表的生产。
进进20世纪70年代向高速化、高寿命、高精度的多功能自动模具。
随着计算机技术的开展,计算机也逐步进进模具生产的各个领域,包括设计、制造、治理等。
CAD/CAM/CAE等辅助软件业相继应用于模具行业中。
模具制造业正朝着低本钞票、高效率、高质量、环境平安舒适的方向开展。
尽管我国的模具工业和技术在过往的十多年得到了快速开展,但与国外工业兴盛国家相比仍存在较大差距,尚不能完全满足国民经济高速开展的需求。
将来的十年,中国模具工业和技术的要紧开展方向包括:①提高大型、周密、复杂、长寿命模具的设计制造水平;②在模具设计制造中广泛应用CAD/CAE/CAM技术;③大力开展快速制造成形和快速制造模具技术④在塑料模具中推广应用热流道技术、气辅注射成型和高压注射成型技术;⑤提高模具标准化水平和模具标准件的使用率等。
塑料模具设计说明书(参考)
塑料模具设计说明书题目:姓名学号班级2014 年月日目录第一章塑件的工艺分析1.1 任务要求1.2 原料ABS的成型特性和工艺参数1.3 塑件的结构工艺性第二章注射设备的选择2.1 注射成型工艺条件2.2 选择注射机第三章型腔布局与分型面的选择3.1 塑件的布局3.2 分型面的选择第四章浇注系统的设计4.1主流道和定位圈的设计4.2 分流道设计4.3 浇口的设计4.4冷料穴的设计4.5 排气系统的分析第五章主要零部件的设计计算5.1 型芯、型腔结构的确定5.2 成型零件的成型尺寸第六章成型设备的校核6.1、注射成型机注射压力校核6.2、注射量的校核6.3、锁模力的校核相关零件图第一章塑件的工艺分析1.1 任务要求图1 盒盖1.2原料ABS的成型特性和工艺参数ABS是目前产量最大、应用最广的工程塑料。
ABS是不透明非结晶聚合物,无毒、无味,密度为 1.02~1.05 g/cm3。
ABS 具有突出的力学性能,坚固、坚韧、坚硬;具有一定的化学稳定性和良好的介电性能;具有较好尺寸稳定性,易于成型和机械加工,成型塑件表面有较好光泽,经过调色可配成任何颜色,表面可镀铬。
其缺点是耐热性不高,连续工作温度约为70℃,热变形温度约为93℃,但热变形温度比聚苯乙烯、聚氯乙烯、尼龙等都高;耐候性差,在紫外线作用下易变硬发脆。
可采用注射、挤出、压延、吹塑、真空成型、电镀、焊接及表面涂饰等多种成型加工方法。
ABS的成型特性:(1)ABS易吸水,成型加工前应进行干燥处理,表面光泽要求高的塑件应长时间预热干(2)流动性中等,溢边值0.04 mm左右。
(3)壁厚、熔料温度对收缩率影响极小,塑件尺寸精度高。
(4)ABS比热容低,塑化效率高,凝固也快,故成型周期短。
(5)ABS的表观黏度对剪切速率的依赖性很强,因此模具设计中大都采用点浇口形式。
(6)顶出力过大或机械加工时塑件表面会留下白色痕迹,脱模斜度宜取2°以上。
(7)易产生熔接痕,模具设计时应注意尽量减少浇注系统对料流的阻力。
塑料水杯注塑模具设计说明书

目录1 塑件的成型工艺分析 (3)1.1 塑件的原材料分析 (3)1.2 塑料件的尺寸分析 (3)1.3 塑件表面质量分析 (3)1.4 塑件结构工艺性分析 (4)1.5 成形工艺参数、工艺卡 (4)1.5.1 塑件的体积及质量 (4)1.5.2 选用注射机 (4)1.5.3 塑件注射成型工艺参数 (5)2 模具结构方案的确定 (6)2.1 型腔数目的确定 (6)2.2 分型面的选择 (7)2.3 浇注系统的设计 (8)2.3.1主流道的设计 (8)2.3.2 浇口的设计 (9)2.4 侧向抽芯系统设计 (10)2.4.1 侧向分型抽芯距的确定 (10)2.4.2 侧向分型抽芯力的计算 (10)2.4.3 斜导柱的设计 (11)2.4.4 斜导柱的材料及安装配合 (11)2.5 推出机构设计 (12)2.5.1 设计原则 (12)2.5.2 推杆材料 (12)2.5.3 推杆的形式 (12)2.5.4 推杆的导向 (13)2.5.5 推杆的复位 (13)2.6 标准模架的选择 (13)2.7 排气温控系统设计 (14)3 成型零件工作尺寸的计算 (14)3.1 成型零部件的磨损 (15)3.2 成型零部件的制造误差 (15)3.3 塑件的基本尺寸计算 (15)3.3.2 型腔深度 (15)3.3.3 型芯高度 (15)3.3.4 壁厚 (16)3.3.5 圆角 (16)3.3.6 柄长 (16)4 注射机有关工艺参数的校核 (17)4.1 注射量的校核 (17)4.2 注射压力的校核 (17)4.3 锁模力的校核 (17)4.4 装模部分有关尺寸的校核 (18)4.4.1 模具闭合高度的校核 (18)4.4.2 模具安装部分的校核 (18)4.4.3 模具开模行程的校核 (18)4.4.4 顶出部分的校核 (18)1、塑件的成型工艺分析1.1 塑件的原材料分析塑件原材料为PP 中文名: 聚丙烯表1.1 塑件的原材料分析结论:干燥处理:如果储存适当则不需要干燥处理。
ABS上盖设计说明书 Microsoft Word 文档

ABS上盖设计说明书 Microsoft Word 文档————————————————————————————————作者:————————————————————————————————日期:目录第一章1。
前言 (3)第二章塑料成型工艺基础2。
1 上盖的造型设计 (3)2.2 上盖塑料ABS的结构与工艺特性 (4)第三章塑件工艺性分析3.1 工艺性分析 (5)3。
2 注塑机的选择 (6)3.3 分型面的选择 (7)3。
4 根据塑件本身的几何形状及生产批量确定型腔数目 (7)3.5 确定注射成型的工艺参数 (7)第四章浇注系统的设计4.1 普通浇注系统的设计 (8)第五章成型零部件的结构设计5。
1 型腔的结构设计 (12)5.2 型芯结构的设计 (13)5.3 定位圈的设计 (14)5.4 成型零部件的工作尺寸的计算 (14)第六章结构零部件的设计6。
1 注射模架的选择 (18)6。
2 合模导向机构的设计 (18)第七章推出机构的设计7.1 推出机构设计原则 (19)7。
2 推出机构的选择 (20)7。
3 推出力的计算 (20)7.4 推出机构工作原理图 (20)第八章加热、冷却系统的设计8.1 冷却回路的尺寸确定 (21)8.2 冷却回路的布置 (22)第九章主要尺寸的校核9.1 模具厚度的校核 (22)9.2 开模行程的校核 (23)9.3 注射模具的工作原理装配图 (23)第十章心得体会 (23)第十一章参考文献 (24)第一章绪论前言本课题是关于上盖的塑料注塑模具的设计,在正确分析塑件的结构,技术要求及企业的生产实际情况后进行塑件的注射模设计。
分别对ABS的性能,塑件结构特点分析后,采用了侧浇口进行浇注,以及注射机的选用,分型面的选择,型腔数目的确定,成型零部件的结构设计以及相关的计算,并配有图例来加以说明。
采用CAD∕CAM,Pro∕e软件对模具进行辅助设计、分析、绘图。
其核心知识是塑料成型、材料成型技术基础、机械设计、塑料成型工艺、计算机辅助设计、模具CAD∕CAM等。
塑料模具毕业,课程设计说明任务书,圆盖注塑模设计与制造(好东西)
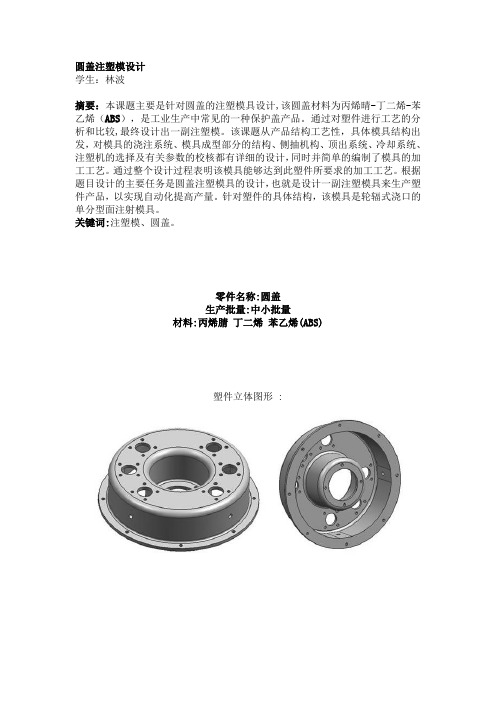
圆盖注塑模设计学生:林波摘要:本课题主要是针对圆盖的注塑模具设计,该圆盖材料为丙烯晴-丁二烯-苯乙烯(ABS),是工业生产中常见的一种保护盖产品。
通过对塑件进行工艺的分析和比较,最终设计出一副注塑模。
该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、侧抽机构、顶出系统、冷却系统、注塑机的选择及有关参数的校核都有详细的设计,同时并简单的编制了模具的加工工艺。
通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺。
根据题目设计的主要任务是圆盖注塑模具的设计,也就是设计一副注塑模具来生产塑件产品,以实现自动化提高产量。
针对塑件的具体结构,该模具是轮辐式浇口的单分型面注射模具。
关键词:注塑模、圆盖。
零件名称:圆盖生产批量:中小批量材料:丙烯腈丁二烯苯乙烯(ABS)塑件立体图形 :一、塑件的工艺性分析塑件的工艺性分析包括:塑件的原材料分析、塑件的尺寸精度分析、塑件表面质量和塑件的工艺性分析,其具体分析如下:1、塑件的原材料分析:塑料品种结构特点使用温度化学稳定性性能特点成型特点丙烯腈、丁二烯、苯乙烯(ABS),属于热塑性塑料非结晶态树脂,不透明小于85-110℃,脆化温度未-18℃有较良好的耐化学试剂性,不耐浓的氧化性酸及醛、酮、酯、氧化烃等不透明,具有良好的综合物理力学性能,耐热、耐腐、耐磨及良好的抗蠕变性,介电性能好,吸水性较强熔融温度高(超过250℃时才出现分解),熔体粘度不太高,流动性中等(溢边值为0.04mm),与流动性和压力有关,对压力更敏感,冷却速度较快,成型收缩小结论: ①熔融温度较高,熔体黏度中等,一般采用螺杆注射机成型,模具温度可控制在60-80℃②吸湿性强,含水量应小于0.3%,必须充分干燥③易发生熔接熔接痕,应注意选择进料口位置形式,顶出力过大或机械加工时塑件表面呈现“白色痕迹”(但在热水中加热可消失),脱模斜度应取2°以上2、塑件的结构工艺性分析:⑴ 从图纸上分析,该塑件的外形为回转体,壁厚均匀,都为3.5mm,且符合最小壁厚要求.⑵ 塑件型腔较大,有尺寸不等的孔,如:36-Ф3.5 、6-Ф16,它们均符合最小孔径要求.⑶ 在塑件侧壁有四个Ф5mm的孔,因此成型后塑件不易取出,需要考虑侧抽装置.3 、塑件的尺寸精度分析:该塑件的未注公差按MT5级公差要求,其余公差要求按制件的制件图所示公差要求塑件的外形尺寸: ФФ内形尺寸: Ф孔尺寸: ФФФФ空心距尺寸: ФФФФ4、塑件表面质量分析:该塑件为工业用圆盖塑料,对其表面质量没有什么高的要求,粗糙度可取Ra3.2um ,塑件内部也不需要较高的表面粗糙度要求,所以内外表面的粗糙度都3取Ra3.2um.结论:该塑件可采用注射成型加工,且加工性能较好,但成型以后需要设置侧抽芯机构才能将塑件顺利脱出.二、成型设备选择与模塑工艺规程编制1、计算塑件的体积:+2、注塑机的初步选择塑件成型所需的注射总量应小于所选注塑机的注射容量.注射容量以容积()表示时,塑件体积(包括浇注系统)应小于注塑机的注塑容量,其关系是:式中- 塑件与浇注系统的体积()- 注射机注射容量()0.8- 最大注射容量利用系数根据塑件的原材料分析,查相关手册①得知该塑件的原材料所需的注射压力为60-100 ,由于塑件的尺寸较大,型芯较多,所以选择较大的注射压力.模具所需的注射压力应小于或等于注射机的额定注射压力,其关系按下式:式中- 塑件成型是所需的压力()- 所选注射机的额定注射压力()模具所需的最大锁模力应小于或等于注射机的额定锁模力,其关系式如下:式中- 模具型腔压力,取45MPa- 塑件与浇注系统在分型面上的投影面积()- 注射机额定锁模力(N)再根据塑件形状及尺寸采用一模一件的模具结构,由以上数据,相关资料②初选螺杆式注塑机:XS-ZY-250.它的注射容量为250,注塑压力为130MPa,锁模力为1800KN,均满足以上条件.3、塑件模塑成型工艺参数的确定ABS注射成型工艺参数见下表,试模时,可根据实际情况作适当调整工艺参数规格工艺参数规格预热和干燥温度t/℃: 80-95成型时间/s 注射时间0-5时间/h: 4-5保压时间15-30料筒温度t/℃ 后段150-170 冷却时间15-30 中段165-180 总周期40-70 前段180-200螺杆转速n/()30-60喷嘴温度t/℃ 170-180后处理方法红外线灯烘箱模具温度t/℃ 50-80 温度t/℃ 70 注射压力p/Mpa 60-100时间/h2-4三、注射模的结构设计注射模结构设计主要包括: 分型面的选择、模具型腔数目的确定及型腔的排列、浇注系统设计、型芯、型腔结构的确定、推件方式、侧抽芯机构的设计、模具结构零件设计等内容.1、分型面的选择该塑件为工业用圆盖塑料,对其表面质量没有什么高的要求,只要求外径没有明显的斑点及熔接痕.在选择分型面时,根据分型面的选择原则,考虑不影响塑件的外观以及成型后能够顺利取出制件如图所示,塑件留动模,塑件的脱模容易实现,且模具的加工相对以上方案简单,方便. 所以,通过对以上几种分型面的考虑以及塑件的外观的要求,选择大端底平面作为分型面的方案较合适.2、型腔数目的确定及型腔的排列由于该塑件采用一模一件成型,所以,型腔布置在模具的中间.这样也有利于浇注系统的排列和模具的平衡.3、浇注系统的设计(1)主流道设计主流道是指浇注系统中从注射机喷嘴与模具接触处开始到分流道为止的塑料熔体的流动通道,是熔体最先流经模具的部分,它的形状与尺寸对塑料熔体的流动速度和充模时间有较大的影响,因此,必须使熔体的温度降和压力损失最小。
ABS树脂注塑模具及成型零部件的设计
ABS树脂注塑模具及成型零部件的设计注射模即为注塑模,金属压铸成型是注射成型的原理依据。
将颗粒状塑料或者是粉状塑料倾倒入注射机的熔腔内(料筒),开始加热塑料,使其呈现出熔融聚合物的粘流态,随后在螺杆或者在柱塞的挤压推动作用下,粘流态的塑料从熔腔端的喷嘴或者是模具浇注体系进入闭合状态的模具型腔内。
冷却一段时间之后,制件在模具型腔内硬化定型。
随后开启型腔,完成脱模,获得成型制件。
对于热塑性聚合物一般采用注射模成型法。
首先注射机的合模机构带动模具的活动部分从左向右移动,最终与模具的固定部分闭合,然后注射机的柱塞(螺杆)将由料斗中落入料筒里的粒料或粉料向前推进[5]。
此时,熔腔内熔融态的粘流桩聚合物,由高压状态下的柱塞挤压推动下,经由熔腔前端喷嘴以及浇注系统快速注射进入到闭合状态的模具型腔内,受压状态下通体充满整个型腔,经过冷却硬化,持有模具所给予的外形形状。
最终,柱塞(螺杆)回到原位,料斗中物料又填入熔腔,注射机的合模设施会移动模具可动部分向左移动以开启模具,模具推出部分会将制件推出模具,到此为一个注射成型周期,如此进行连续性的注射成型。
本文对ABS原料理化性能的剖析和注塑机机构选取,再按相应工艺要求完成模具的设计。
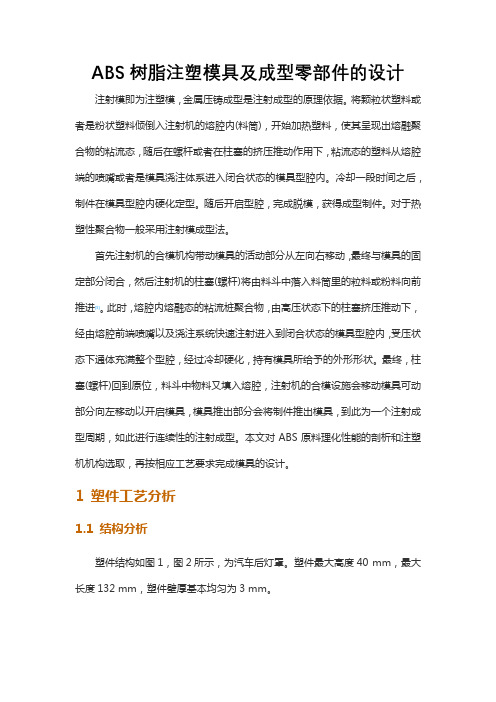
1 塑件工艺分析1.1 结构分析塑件结构如图1,图2所示,为汽车后灯罩。
塑件最大高度40 mm,最大长度132 mm,塑件壁厚基本均匀为3 mm。
塑件上表面有个异形凸起,由一个45°的斜面与一曲面组合构成。
在斜面上有一个Φ12 mm的斜通孔。
如图上‘1’处所示。
塑件右侧上表面有一沉头孔,沉头为Φ8 mm的圆孔深3 mm,孔为Φ4 mm深3 mm。
如图上‘2’所示。
塑件内侧壁上有一凹槽,尺寸为10 mm×22 mm深度为4 mm。
如图上‘3’所示。
鉴于塑件侧壁高度较高(大约有20 mm),为能顺利脱模,所以设置1°的拔模斜角。
1.2 材料分析ABS是由丙烯腈、丁二烯、苯乙烯共聚而成的聚合物。
模具毕业设计86瓶塞注射模设计说明书

第十一部分设计小结
通过这次系统的注射模的设计,我更进一步的了解了注射模的结构及各工作零部件的设计原则和设计要点,了解了注射模具设计的一般程序。
进行塑料产品的模具设计首先要对成型制品进行分析,再考虑浇注系统、型腔的分布、导向推出机构等后续工作。
通过制品的零件图就可以了解制品的设计要求。
对形态复杂和精度要求较高的制品,有必要了解制品的使用目的、外观及装配要求,以便从塑料品种的流动性、收缩率,透明性和制品的机械强度、尺寸公差、表面粗糙度、嵌件形式等各方面考虑注射成型工艺的可行性和经济性。
模具的结构设计要求经济合理,认真掌握各种注射模具的设计的普遍的规律,可以缩短模具设计周期,提高模具设计的水平。
第十二部分参考文献
参考资料:
1.屈华昌主编.塑料成型工艺与模具设计.北京:机械工业出版社,
1995
2.黄毅宏、李明辉主编模具制造工艺.北京:机械工业出版社,1999.6
3. 何忠保,陈晓华,王秀英主编.典型零件模具图册.北京:机械工业出版社,2000.9
4. 李绍林,马长福主编.实用模具技术手册.上海:上海科学技术文献出版社,2000.6
5. 王树勋主编.注塑模具设计与制造实用技术.广州:华南理工大学出版社,199
6.1
6. 李绍林主编.塑料·橡胶成型模具设计手册. 北京:机械工业出版社,2000.9。
ABS塑件的注射成型工艺分析及模具设计
毕业设计(论文)ABS塑件的注射成型工艺分析及模具设计学生XX:学号:专业:指导教师:学院:摘要本文主要是关于ABS塑料槽的注射成形工艺分析及模具设计。
首先阐述了对塑件在模具中的位置布局和分型面的选择;选择浇注系统与排溢系统;对于成型零件的结构、合模导向机构、推出机构、温度调节系统的设计方案做了充分的论证,并且优化选择最合理的成型方案。
通过对型芯支撑板和型腔板的设计计算,充分保障了模具的优良使用性能,简化了模具的结构,从而让模具结构更加紧凑。
在本次设计中型芯型腔的计算是重点,不能有疏忽,一定要计算精准,因为型芯型腔是保证模具使用性能好坏的关键。
模具设计时结构要简便,模具结构要紧凑。
为此,各种制图软件的应用必不可少,主要有UG/CAD/PRO-E等。
总之本文的最重要的任务是塑料槽注射模的设计,换句话说就是设计一副注射模具来大批量生产塑料槽塑件产品,从而来实现机械自动化,提高产品的产量。
关键词:塑料槽;注射模;模具结构;注射工艺ABSTRACTThis article is about the ABS plastic injection molding grooves Technology Analysis and Die Design. First expounded by plastic in the mold parting line position and location, select the gating system and overflow discharge system. For molding parts of the structure, mold guide mechanism, pushing mechanism, temperature control system design to do a full demonstration, choose the most reasonable and optimize design. By the calculation of the core support plate and cavity plate, adequate protection of the excellent performance of the mold, simplifying the design of the mold, so that mold more pact. In this design, the core cavity puting is the key point, the calculation must be accurate, because the core cavity mold design is an important factor to ensure the performance is good or bad. In addition, taking into account article injection molding process requirements, a variety of graphics software applications is essential, mainly in UG / CAD / Pro-E and so on.Keywords: plastic tank; injection molding; mold structure; injection process目录1 绪论11.1塑料简介11.2注塑成型及注塑模21.3毕业设计的意义与目的22 塑料材料分析52.1塑料材料的基本特性52.2塑件材料成型性能52.3塑件材料主要用途53 塑件的工艺分析73.1塑件的结构设计73.2塑件尺寸及精度83.3塑件表面粗糙度83.4塑件的体积和质量104 塑件的成形工艺设计与模具结构设计错误!未定义书签。
ABS注射模具设计说明

目录1个。
介绍..................................................... 1个2。
塑胶零件分析,塑胶成型特性工艺参数........................... 1个3。
成型零件设计. (3)(1)建立核心规模3(2)建立核心规模 (4)(3)根据强度和刚度条件计算44门控系统设计 (4)(1个)分型面的选择 (5)(2)确定登机口的形式和位置 (5)(3 )设计主流道和分支流道的形状和尺寸 (5)(4)排气系统设计 (6)(5)拉杆设计 3 •结构件设计(1).................................................... 支撑板设计7 (2)...................................................... 靠垫设计7 (3)............................................ 夹紧导向机构的设计76启动代理商的设计 (7)(1个)推杆的设计 (8)(2)拉杆的设计.................................... 8 7冷却系统设计(1)冷却回路尺寸的确定和安排 8o选择注塑机型号 9结束语 10参考资料笔帽模具设计手册张永远模具设计与制造03 (1)类概要介绍了笔在日常生活中的应用,重点介绍了笔帽的模具设计过程总结介绍了笔在日常生活中的应用,重点介绍了封面设计过程中的成型工具关键词H丿[]品,模具设计,实用性,模具cad1个介绍日用品有时会使用精度和强度较低的塑料传动装這。
由于塑料具有很强的可塑性,低密度,高比强度,粘结性,髙化学稳左性和外观多样,因此受到越来越多的制造商和人们的影响。
喜爱。
塑料工业是随着石油工业的发展而出现的新兴工业。
目前,塑料零件已进入几乎所有工业领域和人们日常生活的各个领域。
注塑模设计说明书
注塑模设计说明书(共17页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--罩盖塑料注射模具设计说明书设计题目: 罩盖塑料注射模具设计专业班级:模具1531小组成员: XXXXXXX指导教师: XXXXXXXXXXXXXX 完成时间: 2017年6月30日目录1. 塑件的工艺分析 ......................................................................... 错误!未定义书签。
塑件的成型工艺性分析 ......................................................... 错误!未定义书签。
塑件材料PC的使用性能 .............................................. 错误!未定义书签。
塑件材料PC的加工特性 .............................................. 错误!未定义书签。
塑件的成型工艺参数确定 .................................................... 错误!未定义书签。
2 模具的基本结构及模架选择 ...................................................... 错误!未定义书签。
模具的基本结构 .................................................................... 错误!未定义书签。
确定成型方法 ................................................................ 错误!未定义书签。
型腔布置 ........................................................................ 错误!未定义书签。
塑料注射模具设计说明书

本说明书为机械塑料注射模具设计说明书,是根据塑料模具手册上的设计过程及相关工艺编写的。
本说明书的内容包括:目录、课程设计指导书、课程设计说明书、参考文献等。
编写本说明书时,力求符合设计步骤,详细说明了塑料注射模具设计方法,以及各种参数的具体计算方法,如塑件的成型工艺、塑料脱模机构的设计。
本说明书在编写过程中,得到….老师和同学的大力支持和热情帮助, 在此谨表谢意。
由于本人设计水平有限,在设计过程中难免有错误之处,敬请各位老师批评指正。
设计者:朱海课程设计指导书一、题目:塑料套筒材料:ABS二、明确设计任务,收集有关资料:1、了解设计的任务、内容、要求和步骤,制定设计工作进度计划2、将Pro/E零件图转化为CAD平面图,并标好尺寸3、查阅、收集有关的设计参考资料4、了解所设计零件的用途、结构、性能,在整个产品中装配关系、技术要求、生产批量5、塑胶厂车间的设备资料6、模具制造技能和设备条件及可采用的模具标准情况三、工艺性分析分析塑胶件的工艺性包括技术和经济两方面,在技术方面,根据产品图纸,只要分析塑胶件的形状特点、尺寸大小、尺寸标注方法、精度要求、表面质量和材料性能等因素,是否符合模塑工艺要求;在经济方面,主要根据塑胶件的生产批量分析产品成本,阐明采用注射生产可取得的经济效益。
1、塑胶件的形状和尺寸:塑胶件的形状和尺寸不同,对模塑工艺要求也不同。
2、塑胶件的尺寸精度和外观要求:塑胶件的尺寸精度和外观要求与模塑工艺方法、模具结构型式及制造精度等有关。
3、生产批量生产批量的大小,直接影响模具的结构型式,一般大批量生产时,可选用一模多腔来提高生产率;小批量生产时,可采用单型腔模具等进行生产来降低模具的制造费用。
4、其它方面在对塑胶件进行工艺分析时,除了考虑上诉因素外,还应分析塑胶件的厚度、塑料成型性能及模塑生产常见的制品缺陷问题对模塑工艺的影响。
四、确定成型方案及模具型式:根据对塑胶零件的形状、尺寸、精度及表面质量要求的分析结果,确定所需的,模塑成型方案,制品的后加工、分型面的选择、型腔的数目和排列、成型零件的结构、浇注系统等。
ABS注射模具设计说明书

目录1.引言 (1)2.塑件分析,塑料成型特征工艺参数 (1)3.成型零部件的设计 (3)(1)型芯尺寸的确立 (3)(2)型芯尺寸的确立 (4)(3)按强度刚度条件计算 (4)4浇注系统的设计 (4)(1)分型面的选择 (5)(2)确定浇口形式及位置 (5)(3)设计主流道及分流道形状和尺寸 (5)(4)排气系统的设计 (6)(5)拉料杆的设计 (6)5、结构零部件的设计 (7)(1)支承板设计 (7)(2)垫块的设计 (7)(3)合模导向机构的设计 (7)6推出机构的设计 (7)(1)推杆的设计 (8)(2)拉料杆的设计 (8)7 冷却系统的设计 (8)(1)冷却回路尺寸的确定及布置 (9)8.选择注射机型号 (9)9 结束语 (11)10 参考文献 (11)笔盖的模具设计说明书张永汽车与机电工程系模具设计与制造03(1)班摘要介绍了笔类在日常生活中的应用,重点介绍了笔盖的模具设计过程The summary introduced pen in the application in the daily life, the point introduced the molding tool of a cover design process关键词日常用品模具设计实用性模具cad1引言日用品,有时采用精度和强度不太高的塑料传动,由于塑料具有可塑性强,密度小、比强度高、结缘性、化学稳定性高、外观多样的特点,因而受到越来越多的厂家及人民的喜爱。
塑料工业是新兴的工业,是随着石油工业的发展而应而生的,目前塑料制件几乎已经进入一切工业部门以及人民日常生活的各个领域。
随着机械工业电子工业,航空工业、仪器仪表工业和日常用品工业的发展,塑料成型制件的需求量越来越多,质量要求也越来越高,这就要求成型塑件的模具的开发,设计制造的水平也须越来越高。
本文也就对日用品中的笔盖模具设计过程进行阐述。
Daily necessity, sometimes adopt the not that high plastics of accuracy and strengths to spread to move, because the plastics has the plasticity strong, the density is small, higher than strength, the knot good luck, the chemistry stability is high, diverse characteristics of external appearance, as a result be subjected to more and more factories house and the people's fancies.The plastics industry is a newly arisen industry, is along with the development of the petroleum industry but should but living of, the plastics system piece almost have already entered each realm of the whole industry sections and people's daily lifes currently.Along with the machine industry electronics industry, aviation industry, the instrument appearance industry and usually the development of the thing industry, the plastics models the demand of make the piece more and more, the quantity request is also more and more high, this will beg model the piece of the development of the molding tool, the level of the design manufacturing also the beard is more and more high.This text also design the process to carry on elaborate to a cover molding tool.2.塑件工艺分析如图所示塑料制件材料为丙烯腈—丁二烯-----苯乙烯共聚物(ABS ),查表得收缩率为:0.3%-0.8%,取值0.4%;大批量生产材料分析:ABS无毒无味,呈微黄色,成型的塑件有较好的光泽,具有良好的机械强度和一定的耐磨性,耐寒性,耐油性,耐水性,化学稳定性和电器性能,密度为1.02~1.5/cm3 ABS有一定的硬度和尺寸稳定性,易于加工,经过配色可配成任何颜色。
注射模具毕业设计说明书
第一章绪论1.1.江苏省模具工业江苏是我国工业比较发达的省份,以加工工业为主,是模具需求的集中地域。
据不完全统计,江苏省模具生产厂现有350余家,在职职工23000多人,其中技术人员比例快要1/3。
2003年,全省模具工业形势良好,模具、模具标淮件等呈现购销两旺势头,全年模具企业模具销售收人超过25亿元。
目前,江苏省生产模具、模具标准件、模具材料及其他模具配件的生产企业和经营网点,以苏南为中心遍及全省备地,大体上形成了苏南以大型塑料模、压铸模为主;苏中以塑料模、冷冲模为主;苏北以汽车冲压模为主的生产营销格局。
1.2.我国模具行业前景出过国的人都会有一种体会,就是国外的比较精美,特别是日本、德国的产品,大到机械、小到文具,都给人一种精美绝伦的感觉,恍如是一件件做工精湛的工艺品,这就是模具的功劳。
咱们要想成为世界制造业大国,没有先进的模具工业是不行的。
在这方面咱们还有很长的路要走,还有很多东西要学。
首要的一条是要重视模具行业的发展,不但要有先进的技术,更要重视模具行业的商品化,让模具行业从企业中走出来,成为一个具有市场竞争力的新兴行业。
,是工业生产的基础工艺装备,在电子、汽车、电机、电器、仪表、家电和通信等产品中,60%-80%的零部件都依托模具成形,模具质量的高低决定着产品质量的高低,因此,模具被称之为“百业之母”。
模具又是“效益放大器”,用模具生产的最终产品的价值,往往是模具自身价值的几十倍、上百倍。
模具生产的工艺水平及科技含量的高低,已成为衡量一个国家科技与产品制造水平的重要标志,它在很大程度上决定着产品的质量、效益、新产品的开发能力,决定着一个国家制造业的国际竞争力。
改革开放以来,我国模具工业发展迅猛。
1996至2001年间,我国模具工业的产值年平均增加14%左右。
目前,全国共有模具生产厂点万个,从业人员50多万人。
2001年全国模具工业总产值达300亿元人民币,我国模具年产值已位居世界第四。
圆环盖注射模课程设计说明书
注射模课程设计说明书7号件注射模设计院系航空航天工程学部专业飞行器制造工程(钣金与模具)班号8403201学号姓名指导教师沈阳航空航天大学2012年01月本次课程设计主要是针对圆形盖的注射模具设计,该圆形盖材料为丙烯晴-丁二烯-苯乙烯(ABS),是工业生产中常见的一种产品。
通过对塑件进行工艺的分析和比较,最终设计出一副注射模。
该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、顶出系统、冷却系统、注塑机的选择及有关参数的校核等都有详细的设计。
通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺。
根据题目设计的主要任务是圆形盖注射模具的设计,也就是设计一副注射模具来生产塑件产品,以实现自动化提高产量。
针对塑件的具体结构工艺性要求,该模具是双分型面注射模具。
关键词:ABS 、注射成型、浇注系统、冷却系统、双分型面第1章塑件的工艺性分析 (1)1.1 塑件的几何形状分析 (1)1.2 塑件原材料的成型特性分析 (1)1.3 塑件的结构工艺性分析 (2)1.3.1 塑件的尺寸精度分析 (2)1.3.2 塑件的表面质量分析 (2)1.3.3 塑件的结构工艺性分析 (2)第2章成型设备选择与模塑工艺参数 (3)2.1 塑件的体积计算 (3)2.2 型腔数量选择 (3)2.3 注射机的初步选择 (3)2.4 塑件模塑成型工艺参数的确定 (4)第3章注射模的结构设计 (5)3.1 成型方法的确定 (5)3.2 分型面的选择 (5)3.3 浇注系统的设计 (6)3.3.1 主流道的设计 (6)3.3.1.1 主流道的尺寸 (6)3.3.1.2 主流道衬套的形式 (6)3.3.1.3 主流道衬套的固定 (7)3.3.2 分流道的设计 (7)3.3.3 浇口的设计 (8)3.4 排气槽的设计 (9)3.5 脱模机构的设计 (9)3.6 导向与定位机构的设计 (9)3.7 冷却系统的设计 (10)第4章成型零件的设计 (11)4.1 成型零件应具备的性能 (11)4.2 成型零件的结构设计 (11)4.2.1 型腔结构设计 (11)4.2.2 型芯结构设计 (12)第5章成型零件的工作尺寸计算 (13)5.1 型腔工作尺寸计算 (13)5.1.1 型腔径向尺寸计算 (13)5.1.2 型腔深度尺寸计算 (13)5.2 型芯工作尺寸计算 (14)5.2.1 型芯径向尺寸计算 (14)5.2.2 型芯高度尺寸计算 (15)5.3 型腔壁厚计算 (15)5.3.1 整体式圆形型腔侧壁厚计算 (15)5.3.2 整体式圆形型腔底板厚度计算 (16)第6章注射机有关参数的校核 (17)6.1 注射机最大注射量的校核 (17)6.2 锁模力的校核 (17)6.3 模具闭合高度的确定与校核 (17)6.3.1 模具闭合高度的确定 (17)6.3.2 模具安装部分的校核 (17)6.4开模行程的校核 (18)第7章模具总装配图 (19)结束语 (20)参考文献 (21)附页 (22)第1章塑件的工艺性分析1.1塑件的几何形状分析材料:ABS生产批量:30万件t=3mm图1.1零件图本塑件为圆形件,尺寸中等,结构简单。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ABS注射模具设计说明书1.引言 (1)2.塑件分析,塑料成型特征工艺参数 (1)3.成型零部件的设计 (3)(1)型芯尺寸的确立 (3)(2)型芯尺寸的确立 (4)(3)按强度刚度条件计算 (4)4浇注系统的设计 (4)(1)分型面的选择 (5)(2)确定浇口形式及位置 (5)(3)设计主流道及分流道形状和尺寸 (5)(4)排气系统的设计 (6)(5)拉料杆的设计 (6)5、结构零部件的设计 (7)(1)支承板设计 (7)(2)垫块的设计 (7)(3)合模导向机构的设计 (7)6推出机构的设计 (7)(1)推杆的设计 (8)(2)拉料杆的设计 (8)7 冷却系统的设计 (8)(1)冷却回路尺寸的确定及布置 (9)8.选择注射机型号 (9)9 结束语 (11)10 参考文献 (11)笔盖的模具设计说明书张永汽车与机电工程系模具设计与制造03(1)班摘要介绍了笔类在日常生活中的应用,重点介绍了笔盖的模具设计过程The summary introduced pen in the application in the daily life, the point introduced the molding tool of a cover design process关键词日常用品模具设计实用性模具cad1引言日用品,有时采用精度和强度不太高的塑料传动,由于塑料具有可塑性强,密度小、比强度高、结缘性、化学稳定性高、外观多样的特点,因而受到越来越多的厂家及人民的喜爱。
塑料工业是新兴的工业,是随着石油工业的发展而应而生的,目前塑料制件几乎已经进入一切工业部门以及人民日常生活的各个领域。
随着机械工业电子工业,航空工业、仪器仪表工业和日常用品工业的发展,塑料成型制件的需求量越来越多,质量要求也越来越高,这就要求成型塑件的模具的开发,设计制造的水平也须越来越高。
本文也就对日用品中的笔盖模具设计过程进行阐述。
Daily necessity, sometimes adopt the not that high plastics of accuracy and strengths to spread to move, because the plastics has the plasticity strong, the density is small, higher than strength, the knot good luck, the chemistry stability is high, diverse characteristics of external appearance, as a result be subjected to more and more factories house and the people's fancies.The plastics industry is a newly arisen industry, is along with the development of the petroleum industry but should but living of, the plastics system piece almost have already entered each realm of the whole industry sections and people's daily lifes currently.Along with the machine industry electronics industry, aviation industry, the instrument appearance industry and usually the development of the thing industry, the plastics models the demand of make the piece more and more, the quantity request is also more and more high, this will beg model the piece of the development of the molding tool, the level of the design manufacturing also the beard is more and more high.This text also design the process to carry on elaborate to a cover molding tool.2.塑件工艺分析如图所示塑料制件材料为丙烯腈—丁二烯-----苯乙烯共聚物(ABS),查表得收缩率为:0.3%-0.8%,取值0.4%;大批量生产材料分析:ABS无毒无味,呈微黄色,成型的塑件有较好的光泽,具有良好的机械强度和一定的耐磨性,耐寒性,耐油性,耐水性,化学稳定性和电器性能,密度为1.02~1.5/cm3 ABS有一定的硬度和尺寸稳定性,易于加工,经过配色可配成任何颜色。
成型特点:ABS在升温时粘度增高,所以成型压力较高,故塑件上的脱模斜度宜稍大,ABS易吸水,成型加压前应进行干燥处理,ABS易产节痕,模具设计时应注意尽量减少浇注系统对料流的阻力,在正常的成型条件下壁厚,熔料温度对收缩率影响极小,在要求塑件精度高时,模具温度可控制在50~60°c,而在强调塑件光泽和耐热时,模具温度应控制在60~80°c。
1)该塑件尺寸较小,一般精度等级4,为降低成本,采用一模多腔,并不对制品进行后加工。
2)根据塑件的生产效率及为提高成型效率采用侧浇口。
3)为了方便加工和热处理,型腔与型芯采用拼镶结构.确定型腔;尺寸精度等级要求一般, 采用一模12腔。
按照图1 塑料件图示尺寸(圆角等部位简化)近似计算:塑件体积 Vs≈1.37cm³查表《塑料模设计手册之二》表1.4塑料ABS的密度为1.02~1.05g/cm³单件塑件重量 Ms=Vs×ρ=0.194×1.05≈1.78g3.成型零部件的设计查表《塑料模设计手册之二》表1.4塑料ABS收缩率0.3%-0.8%,取值0.4%。
3.1型腔、型芯工作尺寸计算型腔径向尺寸L m+0δz=[(1+S)L S-x△] +0δz型腔深度尺寸H m+0δz =[(1+S)H m-x△] +0δz型芯径向尺寸l m-0δz=[(1+S)l S-x△] -0δz型芯高度尺寸h m-0δz =[(1+S) h S+x△] -0δz式中L S———塑件外型径向基本尺寸的最大尺寸(mm);l S ———塑件内型径向基本尺寸的最小尺寸(mm);H S———塑件外型高度基本尺寸的最大尺寸(mm);h S ———塑件内型深度基本尺寸的最小尺寸(mm);C S ——— 塑件中心距基本尺寸的平均尺寸(mm ) ;X ——— 修正系数,取0.5~0.75;△——— 塑件公差(mm ) ;δZ ——— 模具制造公差,取(1/3~1/4)△ 。
3.1.1 型腔尺寸计算尺寸 公差值/mm 计算14 0.38 L m +0δz=[(1+0.65%)X 14-0.75X 0.38]0+0.127=13.8060+0.1273.5 0.26 L m +0δz =[(1+0.65%)X 3.5-0.75X 0.26]0+0.087=3.32770+0.08751 0.12 H m +0δz =[(1+0.65%)X 51-2/3X 0.12] 0+0.040=51.24150+0.0403.1.2 型芯尺寸计算尺寸 公差值/mm 计算8.5 0.26 l m -0δz =[(1+0.65%)X 8.5+0.75X 0.26]0-0.087=8.750-0.08740 0.16 H m -0δz =[(1+0.65%)X 40+0.75X 0.16]0-0.053=40.380-0.0533.2 成型零部件的强度与刚度计算(1)刚度校核 δmax=EJ ph 84=3423Els ph 化简得出 s ≥1.1534][δE ph 式中 E —型腔材料弹性模量;J —梁的惯性矩S —侧壁厚度P —型腔内单位面积熔体压力根据查表结果得出E=2.06×105Mpa [δ]=0.05mm P 取30Mpa,代入计算得出结果19≥1.1534][δE ph ,成立故能满足其刚度要求。
(2)强度校核s ≥r()12p-][][-σσ 式中 []σ—型腔材料许用拉应力为150Mpa 代入计算得出19≥r()12p -][][-σσ成立故能满足其强度要求,确定最小壁厚之后,结合模具抽芯原则,初步确定选用A3型模架,模架周边尺寸为250×160.4.浇注系统的设计1)分型面的选择根据分型面的设计原则,1分型面应该选在塑件的最大轮廓处2分型面的选择应有利于塑件的顺利脱模3分型面的选择应保证塑件的精度要求4分型面的选择应满足塑件的外观质量要求5分型面的选择要便于模具的加工制造6 分型面的选择应有利于排气综合上面几点故分型面如下图2 )确定浇口形式及位置为了提高成型效率,采用潜伏式侧浇口。
浇口位置可以根据经验公式计算n=0.8W=n√A/30≈1mmt=0.8δ=0.8×1.3=1mmW---侧向浇口之宽(mm)A---型腔一侧表面积(等于v/t)(mm²)T和δ为塑件在浇口位置处的壁厚.3)设计主流道及分流道形状和尺寸主流道的设计主流道是指浇注系统中从注射机喷嘴与模具接触出开始到分流道为止的塑料体的流动通道,根据模具设定为一模8腔,可以估计一次成型所需的塑料,因此可确定型号为注射机XS-Z-30,结合厂里实际应用情况,及模架的选择及刚度与强度要求浇口套设计如下:主流道设计成圆锥型,其锥角为2º~6º,内壁粗糙度Ra取1.6µm。
分流道截面设计成圆形截面加工容易,且热量损失与压力损失均不大,为常用形式。
圆形截面分流道的直径可根据塑件的流动性良好,所以造圆形截面。
根据经验分流道的直径d可取4~6mm。
分流道的设计在设计多型腔或者多浇口的单型腔的浇注系统时应设置分流道,考虑到U形截面加工较容易,而且热量损失与压力损失均不大,故为所选,根据经验值分流道宽度为3.2-9.5才是合理的,故分道流道宽度b=4mm,半径R=b/2=2,深度h=1.25×2=2.5,为了能够使塑料流动平衡均匀,使排列紧凑流程尽量短,使胀模力的中心与注射机锁模力中心一致。