管子表面处理
管道防腐工艺流程
管道防腐工艺流程管道防腐工艺流程是指为了防止管道受到外部环境的腐蚀而采取的一系列措施,主要包括表面处理、涂装和包覆等。
正确的防腐工艺流程能够延长管道使用寿命,提高其稳定性和安全性。
本文将为大家介绍管道防腐工艺的整体流程以及每个环节的详细描述。
一、管道防腐工艺整体流程1. 前期准备:在进行管道防腐工艺处理之前,需要对管道进行检查和清洗,以确保表面没有油脂、污垢、锈迹等物质,从而保证工艺处理能够更好地贴附在管道表面,达到更好的防腐效果。
2. 表面处理:表面处理是管道防腐的重要步骤之一,其目的是去除管道表面的杂质、污垢和锈迹,提高表面的粗糙度,增强涂层的附着力。
表面处理主要有以下几种方法:(1)机械处理:通过打磨、切割、刨削等方法,去除表面的腐蚀、氧化物和毛刺等粗糙物质,让表面更加平滑、粗糙度更大。
(2)化学处理:通过化学反应,将表面的油脂、污垢等溶解、泡软、去除,同时也能够处理表面的锈迹,例如采用酸洗法、碱洗法等方式。
(3)热处理:通过高温处理,让表面的氧化物、锈迹等物质脱离,从而去除表面附着物。
热处理方法主要包括火焰喷烤、高温烘烤和火焰切割等。
3. 涂装处理:在表面处理之后,需要进行涂装处理,将涂层均匀覆盖在管道表面,以达到防腐的效果。
涂装处理主要包括以下几种:(1)单层涂装:即将一种防腐涂料均匀涂覆在管道表面的一层,适合于对腐蚀等级要求较低的场合。
(2)双层涂装:在单层涂装的基础上,再覆盖一层防腐涂料,可以增加涂层的厚度和耐腐蚀能力。
(3)多层涂装:在双层涂装的基础上,再覆盖数层防腐涂料,使涂层达到更高的厚度和耐腐蚀能力。
多层涂装适用于对腐蚀等级要求较高的场合。
4. 包覆处理:在涂装处理完成后,需要进行包覆处理以保护管道表面涂层,防止外界因素的侵蚀和破坏。
包覆处理主要有以下几种方法:(1)热缩套管:将热缩套管套在涂层的外层,通过高温收缩,形成紧密的保护层。
(2)织物包覆:在涂层外面绑上防腐织物,再涂覆一层特殊的防腐剂,达到防腐目的。
管子表面处理规定

管子表面处理规定管子表面处理规定1.编制说明及适用范围随着船务集团改装船工程的不断增加,改装涉及到的船舶系统也越来越多,对于不同的工作介质,管路表面的处理要求也是不同的,根据这种状况,特编制此标准,供船舶改装时参考。
本标准适用于船舶管系的表面预处理,包括酸洗、镀锌等.2.管子的酸洗管子加工完后,在安装到船上以前,必须进行酸洗,酸洗是为了有效地去除管路内外表面的氧化皮、铁锈、油脂以及其它杂物。
这种处理方法主要适用于如下管路:(1)润滑油管路(2)燃油管路(3)液压油管路(4)锅炉过热蒸汽管、给水管、冷凝水管路(5)压缩空气管路(6)制冷剂管路(7)油舱空气、测量、注入孔及吸入口管路(8)主机淡水冷却管路从目前各船厂的酸洗工艺看,通常是酸洗+磷化的组合酸洗工艺,船务各船厂可根据实际情况以及船东的具体要求,选择使用。
但是对于锅炉给水管系、蒸汽管系、凝水管系、尤其是主辅机的淡水冷却管系则应采用酸洗磷化的组合工艺。
按酸洗工艺进行管子酸洗后,对于油管路内表面应进行涂油保养。
对不同系统的管子还应涂上相应的防锈保养漆。
当管路通过油舱时,如果维修或改装周期比较长,管路的外表面有可能二次生锈,对此防锈漆是不允许使用的,应该选用和油相容的涂料进行保养。
酸洗后全部管子应做好有效的封口工作,以防杂物进入。
3.管子镀锌镀锌的管子一般用于舱底水管、水舱柜的空气管、溢流管、测量管、海水管、冷却水管、凝水管、甲板排水及卫生排泄管、电缆管。
镀锌的管子一般不准电焊、气割开孔及火焰加热,但下列情况允许在损坏镀层的部位用环氧富锌底漆修补。
(1)在船上焊接套管接头(2)在船上焊接通舱管件的补板(3)在船上调整管子法兰管子镀锌采用电镀锌或热镀锌。
镀锌层厚度规定如下:电镀锌:δ≥20μm热镀锌:δ≥80μm3.其它处理方法当管路输送的介质比较特殊时,比如化学品、液化气、沥青等,通常船东会采用不锈钢等特殊材料,但有时出于节约成本的考虑也会使用钢管,这时就必须采用特殊的表面处理方法,如特涂、涂复橡胶、塑料等。
钢管的表面处理方法

钢管的表面处理方法随着我国经济的持续发展,国家大力发展能源行业,长输油气管线是能源保障的重要方式,在输油(气)管线防腐施工过程中,螺旋钢管表面处理是决定管线防腐使用寿命的关键因素之一,它是防腐层与钢管能否牢固结合的前提。
经研究机构验证,防腐层的寿命除取决于涂层种类、涂覆质量和施工环境等因素外,钢管的表面处理对防腐层寿命的影响约占50%,因此,应严格按照防腐层规范对钢管表面的要求,不断探索和总结,不断改进钢管表面处理方法。
1、清洗利用溶剂、乳剂清洗钢材表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
2、工具除锈主要使用钢丝刷等工具对钢材表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。
手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度3、酸洗一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。
化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。
4、喷(抛)射除锈喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷(抛)射处理,不仅可以彻底清除铁锈、氧化物和污物,而且钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。
喷(抛)射除锈后,不仅可以扩大管子表面的物理吸附作用,而且可以增强防腐层与管子表面的机械黏附作用。
因此,喷(抛)射除锈是管道防腐的理想除锈方式。
一般而言,喷丸(砂)除锈主要用于管子内表面处理,抛丸(砂)除锈主要用于管子外表面处理。
采用喷(抛)射除锈应注意几个问题。
4.1除锈等级对于钢管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求钢管表面达到近白级(Sa2.5)。
石油管表面喷涂工艺流程

石油管表面喷涂工艺流程
1. 预处理
- 除锈:采用机械、化学或热处理方式去除表面锈迹和氧化物。
- 去油污:使用酸洗或碱洗去除表面油污和污染物。
- 打磨:使用砂纸或喷砂机对表面进行粗糙化处理,以增加涂层附着力。
2. 表面处理
- 磷化处理:在金属表面形成一层保护性磷化膜,提高涂层附着力。
- 喷粉上底漆:均匀喷涂一层适当的防腐底漆,增强涂层防护性能。
3. 喷涂
- 喷涂外层漆膜:根据使用环境和防护要求,选择合适的外层涂料进行喷涂。
- 控制膜厚:严格控制每层涂膜厚度,确保涂层具有足够的防护能力。
- 间歇通风干燥:每层喷涂结束后,在通风条件下充分干燥固化。
4. 后处理
- 检查涂层质量:目视检查和测试涂层的外观、厚度和附着力等参数。
- 修补缺陷:对存在裂纹、气泡等缺陷的区域进行修补和重新喷涂。
- 包装入库:完成质检后,对喷涂合格的管材进行防护性包装。
以上是石油管表面喷涂工艺的一般流程,具体操作参数和工艺细节根
据实际情况有所调整。
整个工艺注重表面处理、膜厚控制和质量检验,确保涂层具有良好的耐腐蚀、绝缘和防护性能。
不锈钢管表面处理最有效的方法
随着我国经济的持续发展,国家大力发展能源行业,长输油气管线是能源保障的重要方式,在输油(气)管线防腐施工过程中,不锈钢管表面处理是决定管线防腐使用寿命的关键因素之一,它是防腐层与不锈钢管能否牢固结合的前提。
经研究机构验证,防腐层的寿命除取决于涂层种类、涂覆质量和施工环境等因素外,不锈钢管的表面处理对防腐层寿命的影响约占50%,因此,应严格按照防腐层规范对钢管表面的要求,不断探索和总结,不断改进钢管表面处理方法。
1、清洗利用溶剂、乳剂清洗不锈钢材表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
2、工具除锈主要使用不锈钢钢丝刷等工具对钢材表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。
手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
3、酸洗一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。
化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。
4、喷(抛)射除锈喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷(抛)射处理,不仅可以彻底清除铁锈、氧化物和污物,而且不锈钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。
喷(抛)射除锈后,不仅可以扩大管子表面的物理吸附作用,而且可以增强防腐层与管子表面的机械黏附作用。
因此,喷(抛)射除锈是管道防腐的理想除锈方式。
一般而言,喷丸(砂)除锈主要用于管子内表面处理,抛丸(砂)除锈主要用于管子外表面处理。
采用喷(抛)射除锈应注意几个问题。
4.1除锈等级对于钢管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求钢管表面达到近白级(Sa2.5)。
燃气管道防腐前钢管表面处理
God will not treat hardworking people badly, nor will he sympathize with fake hardworking people. It knows howhard you work.勤学乐施天天向上(页眉可删)燃气管道防腐前钢管表面处理一、防腐前钢材表面除锈质量等级标准(一)钢材表面原始锈蚀等级钢材表面原始锈蚀程度决定了除锈所需的工作量、时间和费用。
在做表面处理时,应考虑到钢表面上氧化皮、锈、孔蚀、旧涂层和污物的数量。
为此,根据表面上氧化皮、锈和蚀坑的状态和数量,划分了锈蚀等级。
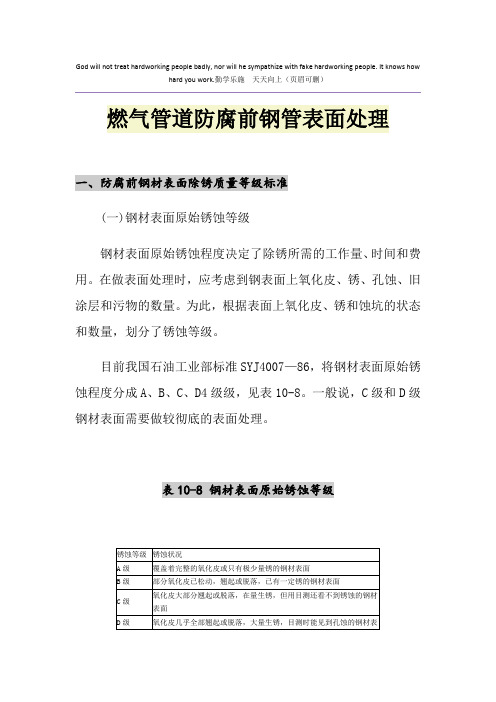
目前我国石油工业部标准SYJ4007—86,将钢材表面原始锈蚀程度分成A、B、C、D4级级,见表10-8。
一般说,C级和D级钢材表面需要做较彻底的表面处理。
表10-8 钢材表面原始锈蚀等级(二)钢材表面除锈质量等级在钢材表面除锈质量等级标准上,国内外都趋向采用SIS055900。
美国钢结构涂装委员会制定的《表面处理规定》,在除锈的质量等级划分上也参照采用了SIS055900。
我国石油工业部标准SYJ4007—86规定的除锈质量等级标准上采用的是该委员会的标准。
见表10-9。
二、除锈为了使防腐绝缘层牢固地粘附在钢管表面,就必须仔细地清除管子表面的氧化皮、铁锈、油脂与污物。
除锈的方法,常用工具除锈、喷(抛)射除锈与化学除锈。
表10-9 钢材表面除锈质量等级注:1.上述各喷(抛)射除锈质量等级所达到的表面粗糙度应适合规定的涂装要求;2.喷射除锈后的钢表面,在颜色的均匀性上允许受钢材的钢号、原始锈蚀程度、轧制或加工纹路以及喷射除锈余痕所产生的变色作用的影响。
(一)工具除锈除锈前应用清洗的方法除掉可见的油、油脂、可溶的焊接残留物和盐类。
清洗的方法:先刮掉附着在钢管表面上的浓厚的油或油脂,然后用抹布或刷子沾溶剂擦洗。
最后一遍擦洗时,应用干净的刷子、抹布与溶剂。
各种清洗方法的适用范围可参照表10-10。
最新整理燃气管道防腐前钢管表面处理.docx

最新整理燃气管道防腐前钢管表面处理一、防腐前钢材表面除锈质量等级标准(一)钢材表面原始锈蚀等级钢材表面原始锈蚀程度决定了除锈所需的工作量、时间和费用。
在做表面处理时,应考虑到钢表面上氧化皮、锈、孔蚀、旧涂层和污物的数量。
为此,根据表面上氧化皮、锈和蚀坑的状态和数量,划分了锈蚀等级。
目前我国石油工业部标准SYJ4007—86,将钢材表面原始锈蚀程度分成A、B、C、D4级级,见表10-8。
一般说,C级和D级钢材表面需要做较彻底的表面处理。
表10-8 钢材表面原始锈蚀等级锈蚀等级锈蚀状况A级覆盖着完整的氧化皮或只有极少量锈的钢材表面B 级部分氧化皮已松动,翘起或脱落,已有一定锈的钢材表面C级氧化皮大部分翘起或脱落,在量生锈,但用目测还看不到锈蚀的钢材表面D级氧化皮几乎全部翘起或脱落,大量生锈,目测时能见到孔蚀的钢材表面(二)钢材表面除锈质量等级在钢材表面除锈质量等级标准上,国内外都趋向采用SIS055900。
美国钢结构涂装委员会制定的《表面处理规定》,在除锈的质量等级划分上也参照采用了SIS055900。
我国石油工业部标准SYJ4007—86规定的除锈质量等级标准上采用的是该委员会的标准。
见表10-9。
二、除锈为了使防腐绝缘层牢固地粘附在钢管表面,就必须仔细地清除管子表面的氧化皮、铁锈、油脂与污物。
除锈的方法,常用工具除锈、喷(抛)射除锈与化学除锈。
表10-9 钢材表面除锈质量等级质量等级质量标准手动工具除锈(St2级)用手工工具(铲刀,钢丝刷等)除掉钢表面上松动,翘起的氧化皮,疏松的锈,疏构的旧涂层及其他污物。
可保留粘附在钢表面且不能被钝油灰刀剥掉的氧化皮,锈和旧涂层动力工具除锈(St3级)用动力工具(如动力旋转钢丝刷等)彻底地除掉钢表面上所有松动或翘起的氧化皮,疏松的锈,疏松的旧涂层和其他污物。
可保留粘附在钢表面上且不能被钝油灰刀剥掉的氧化皮,锈和旧涂层清扫极喷射除锈(Sa1级)用喷(抛)射磨料的方式除去松动,翘起的氧化皮、疏松的锈,疏松的旧涂层及其他污物。
不锈钢管道的内表面处理

不锈钢管道的内表面处理验合格管道和焊接表面的质量极为重要。
因此,在运输和装配过程中应特别注意避免擦伤管子、设施和其他设备的表面。
一、不锈钢管道的脱脂处理不锈钢管道在清洗钝化处理以前需要进行脱脂处理。
脱脂处理的目的是为了去除管道内壁由于加工而残留的油脂。
通常,制药用水中的不锈钢管道采用的脱脂剂为工业酒精或二氯化碳。
参与制药用水系统的不锈钢管道大多数为小口径管道,脱脂可采用浸泡法,即将管子放入盛有脱脂剂的槽内,浸泡10~10min,浸泡过程中应翻动管子3~4次,然后取出,再用不含油的干燥压缩空气或氮气吹扫。
脱脂合格的检查方法:①用干净的白色滤纸擦抹脱脂件表面,无油荧光为合格;②用无油蒸汽吹扫脱脂件,取其冷凝液,放入一直径为1mm以下的纯樟脑,以樟脑粒不停地旋转为合格;③用波长320~380nm的紫外线检查脱脂件表面,无油荧光为合格;④上述方法所需条件不具备时,可从脱脂后的溶剂取样检验,油脂含量不得超过350mg/L为合格;⑤用溶剂脱脂的管道必须将残留溶剂彻底吹出至无溶剂气味为止,用碱液脱脂的,必须用无油清水冲洗至中性,然后干燥,用于冲洗不锈钢管道的水中的含氯量不得大于25×10-6mg/kg。
二、不锈钢管道的清洁焊接件的内、外都应清洁与酸洗,以尽可能恢复材料抵抗微生物腐殖的性能,此后还应用清洁的热水小心地淋洗。
气体管道安装时,应在安装过程中用干燥的经无菌过滤的压缩空气逐渐吹洗干净。
应建立安装和清洁规程并经用户认可。
蒸汽管道清洁应遵循的规程将在以后讨论。
下面是应该参考的清洗程序,用于说明在实际的管道清洗过程中,应该采用哪一些步骤,怎样的清洗程序才具有可操作性。
1、人工清洗方法基本方法是先用干净的布团在管内沿着的一个方向拖擦,或用压缩空气对管内表面进行吹扫,直到管内无污垢为止。
2、化学清洗方法这个方法宜在不锈钢管道的焊接安装完成以后进行,其基本步骤如下:①化学清洗液体的配方按体积分数计:硝酸(HNO3)15%,氢氟酸(HF)1%,水(H2O)83%。
镀锌管表面处理方法

镀锌管表面处理方法
镀锌管表面处理方法:
①清洁表面,使用溶剂或洗涤剂清除钢管表面的油脂、污垢等杂质;
②酸洗处理,将钢管浸入酸液中去除表面的氧化皮和锈迹,恢复金属本色;
③水洗冲洗,用清水彻底冲洗钢管,去除残留的酸液和溶解的氧化物;
④中和处理,将钢管浸入碱性溶液中,中和残余的酸性物质,防止腐蚀;
⑤干燥处理,用压缩空气吹干或自然晾干钢管表面,确保无水分残留;
⑥镀锌处理,将钢管浸入熔融的锌液中,形成一层均匀致密的镀锌层;
⑦冷却定型,将镀完锌的钢管冷却至常温,使锌层固化,不易脱落;
⑧检验质量,检查镀锌层的厚度和均匀性,确保达到规定的质量标准;
⑨打磨修整,对镀锌层表面进行打磨处理,去除凸起或不平整的部分;
⑩防护包装,对处理好的镀锌管进行防护包装,防止运输和储存过程中损伤;
⑪标识信息,用油漆或其他方式在镀锌管上标注规格、生产日期等信息;
⑫存储保管,将处理好的镀锌管存放在干燥通风的仓库内,避免接触腐蚀性物质。
钢管的表面处理技术
钢管的表面处理技术随着我国经济的持续繁荣,国度大举繁荣动力行业,长输油气管线是动力保证的严重方式,在输油(气)管线防腐施工经过中,钢管外观管束是决意管线防腐使用寿命的关键身分之一,它是防腐层与钢管能否稳定连合的前提。
经研究机构考证,无缝钢管的规格。
防腐层的寿命除取决于涂层品种、涂覆质量和施工环境等身分外,你知道处理。
钢管的外观管束对防腐层寿命的影响约占50%,于是乎,应庄严依据防腐层类型对钢管外观的请求,一贯研究和总结,技术。
一贯鼎新钢管外观管束办法。
1.清洗行使溶剂、乳剂清洗钢材外观,以到达去除油、油脂、灰尘、光滑剂和犹如的无机物,但它不能去除钢材外观的锈、氧化皮、焊药等,于是乎在防腐分娩中只作为帮助手段。
2.工具除锈主要使用钢丝刷等工具对钢材外观实行打磨,钢管的表面处理技术。
没关系去除松动或翘起的氧化皮、铁锈、焊渣等。
手兴工具除锈能到达Sthe2级,动力工具除锈可到达Sthe3级,若钢材外观附着稳定的氧化铁皮,工具除锈成效不抱负,钢管的表面处理技术。
达不到防腐施工请求的锚纹深度。
3.酸洗普通用化学和电解两种办法做酸洗管束,管道防腐只采用化学酸洗,没关系去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再管束。
化学清洗固然能使外观到达必然的干净度和粗拙度,但其锚纹浅,听说厚壁钢管。
而且易对环境变成净化。
4.喷(抛)射除锈喷(抛)射除锈是始末大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿精神等磨料在向心力作用下对钢管外观实行喷(抛)射管束,看着钢管。
不但没关系完全消除拂拭铁锈、氧化物和污物,而且钢管在磨料横暴冲击和磨擦力的作用下,还能到达所须要的匀称粗拙度。
喷(抛)射除锈后,不但没关系增添管子外观的物理吸附作用,而且没关系加强防腐层与管子外观的机械黏附作用。
于是乎,表面。
喷(抛)射除锈是管道防腐的抱负除锈方式。
普通而言,喷丸(砂)除锈主要用于管子内外观管束,抛丸(砂)除锈主要用于管子外外观管束。
管道表面处理方案

目录1、工程概况 (2)2、编制依据 (2)3、施工准备 (2)4、被清洗物应满足下列要求 (3)5、清洗程序 (3)7、清洗过程控制 (5)8、保护 (6)9、施工周期 (6)10、安全措施 (6)11、废液排放 (7)12、施工主要措施用料 (7)1、工程概况1.1本方案专门为鹤壁煤电股份有限公司年产60万吨甲醇工程65000Nm3/h 空分装置管道表面处理而编制。
1.2脱脂目的:为确保空分装置安全运行,与氧气接触的管道表面,油脂的残留量不得超过125mg/m2,为达到这一要求,必须对部件进行脱脂清洗处理,保证安装前都是清洁、干燥和不沾油污的。
1.3脱脂对象:空分装置安装工程冷箱内管道和冷箱外与氧接触的管道,重点脱脂对象是有清洁度要求的管道、阀门、仪表管件等,这些部件上主要的污垢有机油、防锈油、灰尘等。
1.4脱脂采用方式:DN<600管道采用浸泡法使用碱液脱脂,DN>600的管道采用三氯乙烯脱脂剂脱脂。
1.5现场所有不锈钢管道在进场前已经经过脱脂工序,并有脱脂检查合格记录。
2、编制依据2.1 国标GB50235-97《工业管道工程施工及验收规范》2.2 国标GB50184-93《工业金属管道工程质量评定标准》;2.3 化工部标准HG20202-2000《脱脂工程施工及验收规范》。
2.4 AL标准E-GS-9-5-8《Internal tneatment of piping prior to erection》3、施工准备3.1 技术准备组织施工人员熟悉各种规程规范,工程技术人员详细了解清洗目的。
规格、材质、线(位)号、介质等技术资料及处理要求,施工作业前,对班组进行有关技术交底。
3.2 现场及材料准备3.2.1 作业现场施工场地应不小于20×20m,位于空分装置现场和预制房,放置清洗槽二只,接临时水源、电源。
3.2.2 开工条件施工前请将电、洁净水引至现场指定位置。
3.2.3 材料准备施工所需化工原料及试剂运入现场指定位置。
管系表面处理规范要求

1.范围本标准规定了船舶管路表面处理分类及基本要求本标准适用于大中型船舶的管理表面处理参照依据2.规范性引用文件GB/T 3760-1996 钢管、铜管、铝管的化学清洗GB/T 3366-1998 钢管涂塑技术要求GB/Z 343-84 热镀锌通用工艺GB/Z 94-68 黑色金属磷化技术条件3.分类3.1机泵舱区域见表 13.2油轮舱区域见表 23.3露天甲板区域见表 33.4上层建筑区域见表 44.表面处理字母标注编码英文来源说明treatment 无处理N NoG Galvanizing 镀锌V Passivation 钝化处理P Parkerizing,treatment 磷化处理C A+Coating 酸洗后涂塑(其他漆类)A Acidpickling 仅酸洗E PureEpoxy 涂纯环氧漆T Tarepoxy 涂焦油环氧S Specialcoating 特殊涂装表 1部位 系统名称系统代号内壁涂层(代号)外壁涂层(代号)惰性气体管系 1GDN65以上 涂塑(E ) DN50以下 涂锌(G )涂塑(E ) 涂锌(G ) 氮气管系 1N镀锌(G ) 镀锌(G ) 机舱空气测量注入 MM水舱镀锌(G ) 油舱酸洗清油(F )镀锌(G ) 涂漆(C ) 机舱电缆管系 PM 镀锌(G ) 镀锌(G ) 机舱氟里昂管系 RM 酸洗(A ) 涂漆(C ) 锅炉给水管系 SS 镀锌(G ) 镀锌(G )机舱油水舱柜加热 SH酸洗(A )涂银粉漆(L ) 机舱凝水管系 SC 酸洗(A ) 涂银粉漆(L ) 机舱蒸汽管系 SM 酸洗(A ) 涂银粉漆(L ) 蒸汽伴行管系 SP 不处理(N ) 不处理(N ) 气轮机蒸汽管系 ST 酸洗(A ) 涂银粉漆(L )主机海水冷凝管系 WM 镀锌(G ) 镀锌(G ) 空冷器废气锅炉冲洗 WC镀锌(G )镀锌(G ) 淡水冷却管系 XC 酸洗磷化(P )涂漆(C ) 制淡管系 XF镀锌(G ) 镀锌(G ) 机舱供水管系 XM 镀锌(G ) 镀锌(G )燃气轮机清洗 XT 酸洗磷化(P )涂漆(C )部位 系统名称 系统代号内壁涂层(代号) 外壁涂层(代号)洗涤水管系 XW 镀锌(G ) 镀锌(G ) 主机化学清洗管系 WW 酸洗磷化(P ) 涂漆(C )机舱水消防管系 WM镀锌(G )镀锌(G ) CO 2灭火管系 EI 镀锌(G ) 镀锌(G ) 主机灭火管系 EE 镀锌(G )镀锌(G ) 起动空气 AS镀锌(G ) 镀锌(G ) 机舱日用空气 AM 镀锌(G ) 镀锌(G ) 快关阀遥控管系 A V镀锌(G )镀锌(G ) 应急压缩空气 AE 镀锌(G ) 镀锌(G ) 控制空气管系 AC 镀锌(G ) 镀锌(G ) 燃柴油驳运管系 FT 酸洗清油(F )涂漆(C ) 燃油供给 FS酸洗清油(F ) 涂漆(C ) 燃柴油净化管系 FP 酸洗清油(F ) 涂漆(C )航空煤油管系 FR 酸洗(A ) 钝化(V )应急发电机燃油 FG 酸洗清油(F ) 涂漆(C ) 机舱舱底压载管系 BMDN65以上 涂塑(E ) DN50以下 涂锌(G ) 涂塑(E ) 涂锌(G )专用压载管系 BWDN65以上 涂塑(E ) DN50以下 涂锌(G )涂塑(E ) 涂锌(G )部位 系统名称 系统代号内壁涂层(代号)外壁涂层(代号)扫舱泵真空装置管系 CE酸洗(A )钝化(V )原油洗舱管系 CO 涂塑(E ) 涂塑(E ) 货油输送管系 CT 酸洗清油(F ) 涂漆(C ) 燃滑油泄放管系 DF 酸洗清油(F ) 涂漆(C ) 舱底水污水处理管系 DO 镀锌(G ) 镀锌(G ) 污油水排放监控 DC 镀锌(G ) 镀锌(G ) 粪便污水排放管系 DS镀锌(G )镀锌(G )主机滑油管系 LM 酸洗清油(F ) 涂漆(C ) 发动机滑油管系 LG 酸洗清油(F ) 涂漆(C ) 滑油驳运净化管系 LP 酸洗清油(F ) 涂漆(C ) 尾轴滑油管系 LS 酸洗清油(F ) 涂漆(C ) 齿轮箱滑油管系 LB 酸洗清油(F ) 涂漆(C ) 辅锅炉燃油管系 FB 酸洗清油(F ) 涂漆(C ) 机舱疏排水 DM 镀锌(G ) 镀锌(G ) 防海生物装置管系 WA 镀锌(G )镀锌(G )货油泵液压系统 HP钢管酸洗清油(F ) 不锈钢管酸洗(A ) 涂富锌环氧漆(C ) 钝化处理(V )热油输送 TH酸洗清油(F ) 涂银粉漆(L )部位 系统名称 系统代号内壁涂层(代号)外壁涂层(代号)洗舱及扫舱泵管系 CS涂塑(E )涂塑(E ) 技术淡水驳运 PT 镀锌(G )镀锌(G )氧乙炔管系 QG 不处理(N ) 不处理(N ) 主机排气管系 GD 不处理(N ) 涂银粉漆(L ) 辅机排气管系 GG 不处理(N ) 涂银粉漆(L ) 锅炉排气管系 GB 不处理(N ) 涂银粉漆(L )焚烧炉排气管系 GI 不处理(N )涂银粉漆(L )表 2部位 系统名称系统代号内壁涂层(代号)外壁涂层(代号)空气测量注入管系 MA水舱 镀锌(G )油舱 酸洗清油(F ) 镀锌(G )防锈油(F ) 货油输送管系 CTDN65以上 涂塑(E ) DN50以下 酸洗清油(F ) 涂塑(E ) 涂漆(C ) 舱底压载管系 BADN65以上 涂塑(E ) DN50以下 涂锌(G )涂塑(E ) 涂锌(G )蒸汽加热管系 SA 酸洗(A )水舱 银粉漆(L ) 油舱 酸洗(A )洗舱管系 CP涂塑(E ) 涂塑(E )开式闭式排放系统 DDDN65以上 涂塑(E ) DN50以下 涂锌(G ) 涂塑(E ) 涂锌(G ) 液位吃水遥测 ML 镀锌(G ) 镀锌(G )顶边舱压载管系 BW涂塑(E )涂塑(E )部位 系统名称 系统代号内壁涂层(代号)外壁涂层(代号)污油水舱排放 DC 镀锌(G ) 镀锌(G ) 防海生物管系 WH 镀锌(G )镀锌(G ) 气体探测 ES镀锌(G )镀锌(G )货舱液货蒸汽控制系统 ST 酸洗(A ) 涂银粉漆(L )吹泄管系 AM 酸洗(A ) 涂漆(C )表 3部位 系统名称系统代号内壁涂层(代号)外壁涂层(代号)杂用空气管系 AA 镀锌(G )镀锌(G ) 控制空气管系 AS 镀锌(G ) 镀锌(G )水消防管系 EW 镀锌(G )镀锌(G ) CO 2灭火管系 EA 镀锌(G ) 镀锌(G )CO 2站室管系 EI 镀锌(G )镀锌(G )甲板泡沫灭火管系 EFDN65以上 涂塑(E ) DN50以下 涂锌(G ) 涂塑(E ) 涂锌(G ) 全船空气测量注入 MA水舱 镀锌(G )油舱 酸洗清油(F ) 镀锌(G )涂漆(C )甲板惰性气体管系 IDDN65以上 涂塑(E ) DN50以下 涂锌(G )涂塑(E ) 涂锌(G ) 货油轮透气 MC 涂塑(E )涂塑(E )甲板疏排水 DW 镀锌(G )镀锌(G )部位 系统名称 系统代号内壁涂层(代号) 外壁涂层(代号)应急消防泵管系 FF水管 镀锌(G )柴油管 酸洗清油(F )镀锌(G )涂漆(C )货油输送 CT酸洗清油(F ) 涂漆(C ) 燃柴油注入 FD酸洗清油(F ) 涂漆(C ) 洗舱系统 CO涂塑(E ) 涂塑(E )可燃气体监察 ES 酸洗钝化(V ) 酸洗(A )舱口盖液压管系 HH 酸洗清油(F ) 涂漆(C ) 首锚机液压管系 HF 酸洗清油(F ) 涂漆(C ) 尾铰缆机液压管系 HA 酸洗清油(F ) 涂漆(C ) 舵机液压管系 HS 酸洗清油(F ) 涂漆(C )甲板电缆管 PD 镀锌(G )镀锌(G )表 4部位 系统名称系统代号内壁涂层(代号)外壁涂层(代号)全船供水管系 XA钢管 镀锌(G )铜管 酸洗钝化(V ) 镀锌(G )酸洗钝化(V ) 饮水管系 XD 酸洗钝化(V )酸洗钝化(V )生活污水管系 DS 镀锌(G )镀锌(G ) 全船疏排水管系 DW镀锌(G )镀锌(G )水消防管系 EW 镀锌(G )镀锌(G )部位 系统名称 系统代号内壁涂层(代号)外壁涂层(代号)厨房CO 2灭火 EC 镀锌(G ) 镀锌(G )空调冷却水管 WJ 镀锌(G )镀锌(G )水雾系统管系 WF钢管 镀锌(G )铜管 酸洗钝化(V ) 镀锌(G )酸洗钝化(V )全船暖房杂用蒸汽 SR 镀锌(G )镀锌(G )应急发电机燃柴油管 FE酸洗清油(F ) 涂漆(C ) 直升机加油系统 FK 酸洗清油(F ) 涂漆(C ) 快关阀应急控制空气 A V 镀锌(G )镀锌(G )直升机平台泡沫灭火 ERDN65以上 涂塑(E ) DN50以下 涂锌(G ) 涂塑(E ) 涂锌(G )应急发电机平排气 PE 打磨(N )涂银粉漆(L ) CO 2站室管系 EI 镀锌(G )镀锌(G )5. 表面处理验收标准 5.1钢管化学清洗验收操作 5.2钢管热浸镀锌验收标准 5.3钢管涂塑验收标准 5.4钢管磷化处理验收标准5.1钢管化学清洗验收操作5.1.1 钢管经化学清洗后,应呈灰白色。
直缝焊管表面处理要求一览表

直缝焊管表面处理要求一览表
本表列出了直缝焊管的表面处理要求,以确保其质量和可靠性。
表面处理类型
1. 碱洗:使用适当的碱性溶液进行清洁,去除焊接过程中产生
的氧化物和杂质,提高焊缝的质量。
2. 酸洗:使用适当的酸性溶液进行清洗,去除焊接过程中产生
的氧化皮和铁锈,提高焊缝的可靠性。
3. 打磨:使用砂轮或研磨工具对焊缝进行抛光和磨光,达到光
滑和平整的表面效果。
4. 镀锌:将焊管表面浸泡在熔融的锌溶液中,形成一层锌镀层,提高焊管的抗腐蚀能力。
表面处理步骤
1. 检查焊管表面是否有明显的氧化皮、铁锈或其他杂质。
2. 如果有明显杂质,首先进行碱洗,使用合适的碱性溶液进行
清洗。
3. 碱洗后,再进行酸洗,使用合适的酸性溶液进行清洗,确保焊缝表面干净无杂质。
4. 如果表面有凹坑、划痕或其他瑕疵,可以进行打磨,使用砂轮或研磨工具进行抛光和磨光。
5. 最后,可以选择将焊管表面镀锌,提高其抗腐蚀能力和使用寿命。
注意事项
1. 在进行表面处理时,应注意使用适当的防护措施,避免溶液溅入眼睛或皮肤。
2. 确保表面处理的步骤和参数符合相关标准和要求。
3. 根据焊管的具体要求和用途,选择合适的表面处理方法和工艺。
4. 在表面处理完成后,应对焊管进行质量检验,确保其符合技术要求。
以上是直缝焊管表面处理要求的一览表,通过正确的表面处理可以提高焊管的质量和可靠性,延长使用寿命。
大口径卷制焊接钢管的表面处理防腐工艺

大口径卷制焊接钢管的表面处理防腐工艺引言随着国民经济的飞速发展,大口径卷制直缝焊管目前正广泛的应用于基建、桥梁、市政工程、海洋工程等。
它具有焊接条件简单,焊缝自动化程度高,焊缝质量可控、尺寸精确、生产成本较低等诸多优点。
随着需求量的日益增加,针对绝大多数管道都是长期敷设于地下、各种液体中、无防护设施的架空等问题,焊管的防腐工艺正面临着一个比较迫切需要解决的问题,首先是表面基层的处理;其次是表面的油漆选择。
选择油漆主要是作为对应的需防腐的介质对应使用,本文主要考虑的是仅对于母材基层的表面处理。
一、常用的表面处理方法及优缺点介绍:卷制焊管的口径一般比较大,且长度都比较长(只要能满足施工和运输的要求,长度在制作过程中要做到最大程度,以减少现场的施工量),我们现在基本上都是采用的管道成型后的后处理模式,在选择方法上一般有三种:1、手工喷砂,也叫手工抛丸,选择的丸料一般是铜矿砂或石英砂,也有一些地方与钢丸混用。
具体的方法这个地方就不细说了,它的优点有:便于移动,可以有效的消除一些死角。
缺点主要有:效率低;表面粗超度不均匀;人为控制,漏喷点较多,不能一次成功;对人和环境的损害较大,在很多地方都被环保部门禁止。
2、机械抛丸,主要采用抛丸机对管道进行便面抛丸处理,所采用的丸料为钢丸和钢丝切丸混合,表面处理效果好于手工抛丸,有很多优点。
效率高,只需要一人操作控制抛丸机;成本低;封闭的抛丸室,使用除尘设备,抛点多能全面得覆盖需处理的构件,表面均匀。
缺点有:对于管径的大小有局限性,当管径超过抛丸室的入口尺寸就无法处理了;无法对管道的内表面进行处理,对于需要处理内壁的管道就不行了。
3、酸洗,是利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的一种金属表面清洁方法。
具有酸洗成本较低;酸耗较低;废酸的回收利用较方便的优点。
但该方法钢的损耗比较大;钢管表面上的铁盐较难除去;酸洗溶液的温度须加得较高(50-80℃),产生酸雾比较多,对环境和施工人员不利;容易产生酸洗气泡,造成废次品及粗糙表面;会因氢脆而降低钢管的机械强度;管径的大小、长度都受制于酸洗池的大小。
金属管材喷漆加工

金属管材喷漆加工是一种现代化的表面处理工艺,它可以在金属管材表面形成涂层,起到防锈、美化等作用。
该工艺在建筑、汽车、机械等行业中广泛应用,提高了金属材料的使用寿命和美观度。
一、喷漆加工的优点喷漆加工是一种简单、快捷、高效的金属管材表面处理方法。
相比于传统的涂刷方式,喷漆加工有以下几个优点:1.节省时间和人力喷漆加工可以快速地将涂料均匀地喷涂在金属管材表面,而传统的涂刷方式需要耗费大量的时间和人力。
2.涂层均匀喷漆加工可以将涂料均匀地覆盖在金属管材表面,从而形成均匀的涂层。
而传统的涂刷方式则容易因施工技术不当而形成涂层不均匀的问题。
3.提高涂层质量喷漆加工可以在喷涂时控制喷涂的厚度,从而提高涂层的质量,形成较好的防锈、美观、耐久的涂层。
而传统的涂刷方式则容易因技术不当或材料不均匀而影响涂层的质量。
二、喷涂的准备工作喷漆加工的成功与否,除了材料质量和技术手法以外,还与涂料的充分准备不可或缺。
下面是喷漆加工需要做好的准备工作:1.选择合适的涂料选择合适的涂料是喷涂前最基本的工作。
不同类型的金属管材需要不同类型的涂料。
常用的涂料有聚氨酯、环氧、丙烯酸等。
2.清楚金属管材的表面表面清理是喷漆加工的第二个重要工作。
金属管材的表面必须清洁干净,确定好油污、灰尘和锈迹处理方法,这有助于保证整个工作环节的质量。
3.选择合适的喷涂工具要选择合适的喷涂工具,如喷枪、喷雾器等。
不同的喷涂工具适用于不同的喷涂方法和材料。
三、喷涂的操作步骤喷漆加工虽然看似简单,但是要想得到良好的效果,还是需要严格按照操作步骤来进行。
下面是喷涂的具体操作步骤:1.准备好喷涂设备将喷涂器材准备好并接通空气和涂料。
各喷涂工具的气门、涂料箱等都需要注意是否开启正常。
2.调节喷嘴的大小在开始喷漆前,需要将喷嘴的大小调至合适的位置,从而保证喷涂涂料的均匀性。
3.从上往下进行均匀喷涂从上往下进行均匀喷涂,一次喷涂不宜太厚,若需要增厚可以重复喷涂。
4.等待颜色干透等待颜色干透后,可进行后续的工艺处理。
表面处理技术在给排水管道防腐中的应用现状探究

表面处理技术在给排水管道防腐中的应用现状探究随着城市化进程的不断推进,城市给排水系统的建设和维护变得日益重要。
而给排水管道作为城市基础设施的一部分,其防腐工作显得尤为重要。
表面处理技术在给排水管道防腐中的应用,可以起到有效延长管道使用寿命和减少维护成本的作用。
本文将探讨表面处理技术在给排水管道防腐中的应用现状,以及未来发展方向。
1. 表面处理技术的种类表面处理技术包括化学处理、机械处理和电化学处理等多种手段。
化学处理包括酸洗、碱洗、磷化、酶解等,其作用是使给排水管道表面形成一层保护膜以防止腐蚀。
机械处理包括打磨、抛丸、喷砂等,用于去除表面氧化层和杂质,以利于表面涂层的附着。
电化学处理则是通过电化学反应在给排水管道表面形成一层保护性氧化膜,起到防腐蚀的作用。
2. 给排水管道防腐的需求和挑战随着城市建设的不断扩展和人口的增加,给排水管道的使用量日益增大。
而城市环境中存在着大量的化学物质、微生物和其他腐蚀性物质,给排水管道的腐蚀风险也随之增加。
这就需要给排水管道具有更好的抗腐蚀能力,以确保其正常使用和寿命。
给排水管道通常处于地下或水下环境中,其使用寿命受到腐蚀和外部环境的影响较大。
如何在复杂的使用环境中对给排水管道进行有效防腐,是一个亟待解决的问题。
目前,表面处理技术在给排水管道防腐中得到了广泛应用。
最为常见的是使用防腐涂料来进行表面处理。
防腐涂料主要包括环氧树脂涂料、酚醛树脂涂料、氟碳漆涂料等。
这些涂料具有良好的抗腐蚀性能和耐候性能,可以有效延长给排水管道的使用寿命。
还有一些新型的表面处理技术被应用于给排水管道防腐中。
热浸镀锌技术可以在管道表面形成一层均匀、致密的金属锌层,起到防腐蚀的作用。
而冷镀锌涂层技术则可以在管道表面形成一层金属锌合金层,同时具有较高的附着力和耐蚀性。
二、表面处理技术在给排水管道防腐中的发展趋势1. 环保性随着环保意识的不断提高,对于给排水管道防腐涂料的环保性要求也越来越高。
未来的表面处理技术将更加注重环保性,例如开发水性涂料、无机涂料等,以降低对环境的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Initiate Outfitting(管路表面处理定义)内容页码第一章概述----------------------------------------------------------------------------2 第二章Pipe surface treatment(管路表面处理)-------------------------------3 第一节Create new record(生成管路表面处理记录)------------------------5 第二节Update existing record(更新管路表面处理记录)-------------------9 第三节Copy existing record(拷贝管路表面处理记录)--------------------12第一章概述TRIBON M2中Initiate Outfitting模块的作是用来初始化某个工程项目(project)的舾装设计(管舾装)的管路表面处理。
它详细说明了在这个项目中管路的表面处理。
这些数据在管路建模设计(Pipe Modelling)中使用,特别是采用数据抽取的方式转换管路数据时,必须预先定义好各个管路的表面处理码,抽取数据时才能够得到管路的表面处理码。
进入Initiate Outfitting模块操作步骤:1.选择当前项目(project)开始=>程序=>TRIBON M2=>Project selection在项目(project)的树形目录中选择并单击所需的项目后点击select按钮。
2.进入Initiate Outfitting模块开始=>程序=>TRIBON M2=>Outfitting=>Utilities=>Initiate Outfitting系统弹出如下窗口:在Initiate Outfitting模块中,共有两个选择菜单,其功能分别为:Pipe surface treatment-------------进入管路表面处理模块Exit program-------------------------退出Initiate Outfitting模块第二章Pipe surface treatment(管路表面处理)概述管路表面处理模块可以通过一个代码按照下列所述的形式给出所有预制管的内外表面处理方法:<area><system>[<pipe line>]<area>---------------:按照一个专门的清单所规定的区域代码,对所有的船舶有效。
<system>------------:管路系统的系统代号。
<pipe line>----------:管路号。
如果不给出管路号,这个表面处理的描述将对整个系统的所有管路有效。
说明:1.在原则上,区域代码给出了管路的外表面处理,系统代号给出了管路的内表面处理。
2.作为管路建模的输入,在输入时只需要输入区域代码,因为管路系统代号和管路号都已经知道。
进入Pipe surface treatmen t(管路表面处理)子模块:进入Initiate Outfitting模块后,点击Pipe surface treatment菜单进入Pipe surface treatment main menu(管路表面处理主菜单)模块窗口(见下一页):在这个窗口中,共有四个菜单,其功能分别为:Create new record-------------------生成管路表面处理信息新记录;Update existing record-------------更改,删除已经存在的管路表面处理信息记录;Copy existing record----------------拷贝管路表面处理信息记录;表面处理主菜单)模块。
第一节Create new record(生成管路表面处理记录)每一个管路表面处理信息记录都必须有唯一的记录号(item number)和代码。
代码由下列部分组成:1. Area-------------------------------区域码(管路所在的区域);目前TRIBON M2系统只允许输入数字,区域码的格式规定如下:XX小区域码大区域码大区域码规定如下:大区域码 2 3 4代表区域外装区内装区机装区小区域码规定如下:小区域码 1 2 3 4 5 代表区域基本空间油舱内水舱内空舱内露天甲板面2. System name--------------------管路系统名称(系统代号);3. Start pipe numbers------------起始管路号;4. End pipe number--------------结束管路号;点击Create new record菜单,进入Pipe surface treatment record窗口(见下一页)。
在此窗口中各个数据域的内容分别为:Item-------------------------------管路表面处理信息记录号;必须是数字,可以从1开始进行编号(此数据项必须填写);为了各个专业课之间不产生冲突,规定如下:外装课的记录号范围是201~300;内装课的记录号范围是301~400;机装课的记录号范围是401~500。
Area-------------------------------区域码(管路所在的区域),详见第5页(此数据项必须填写);System name--------------------管路系统名称即系统代号(此数据项必须填写);Start pipe ------------------------起始管路号;End pipe--------------------------结束管路号;Ref. Item-------------------------引用的记录号,如果当前的表面处理记录与已经定义的某个表面处理记录内容相同的话,在此字段填入此记录的记录号;然后按命令按纽Get Item,即可将引用的记录的内容拷贝到当前记录。
Pretreatment--------------------管路表面预处理(文本信息),在目前阶段这个字段可以不用填写;Outside treatment--------------管路外表面处理(文本信息),TRIBON数据提取得到的管路外表面处理就是这个字段的内容,所以此字段必须填写,填写的内容为管路外表面处理的表面处理码,例如:管路外表面处理为镀锌,则填A(详细请参考SPDM-Pipe2000系统用户手册第十四页、1.1节中“管件表面处理码”的内容);Inside treatment----------------管路内表面处理(文本信息),填写规则与Outside treatment相同;Code------------------------------管路内,外表面处理的代码,TRIBON系统生成的管子小票上显示的就是这两个代码,在目前阶段,这两个字段可以不用填写;在此窗口中共有三个功能菜单,其功能分别为:Get Item-------------------------把引用的表面处理记录的信息放到当前记录中;Store------------------------------把当前管路表面处理记录保存到表面处理记录文件中;Cancel----------------------------返回主菜单;说明:如果两个或几个记录是相似的(除了记录号和代码不同以外,其它的内容相同),即管路的表面处理相同,系统允许从一个记录引用另外一个记录。
当输入的记录号已经被其他人使用,在保存表面处理记录时,系统会提示:Occupied item number当两个记录规定了同一个管路的表面处理方式时,以记录号小的记录为准。
在生成管路的表面处理记录时,可以单独指定一个管路的表面处理方式,也可以指定某个范围内的管路的表面处理方式,也可以指定整个管路系统的表面处理方式。
第一种方式Start pipe及End pipe字段必须填写同一个管路号;第二种方式Start pipe的管路号必须小于 End pipe的管路号;第三种方式Start pipe和End pipe字段都不填写。
第二节Update existing record(更新管路表面处理记录)点击Update existing record菜单,进入Pipe surface treatment search menu(管路表面处理记录搜索菜单)窗口(见下页)。
在此窗口中可输入下列搜索条件:Item-------------------------------管路表面处理信息记录号;Area-------------------------------区域码(管路所在的区域);System name--------------------管路系统名称(系统代号);Start pipe ------------------------起始管路号;End pipe--------------------------结束管路号;这些数据域可输入也可不输入,不输入时系统按选择的搜索模式搜索第一个匹配的记录。
在此窗口中有三个功能菜单:Search by item------------------通过记录号搜索表面处理记录;Search by area -----------------通过区域码搜索表面处理记录;Cancel----------------------------返回前一窗口;点击Search by item或Search by area菜单,进入Pipe surface treatment record (管路表面处理记录)窗口(见下一页)。
此窗口的各个功能菜单的功能分别为:Get Item-------------------------把Ref. Item字段指定的表面处理记录的信息放到当前记录中;Store------------------------------把当前管路表面处理记录的信息保存到表面处理记录文件中;Search ---------------------------使用Pipe surface treatment record search menu(管子表面处理记录搜索菜单)窗口搜索表面处理记录;First -----------------------------根据当前的搜索模式搜索第一个符合搜索条件的表面处理记录;Next -----------------------------根据当前的搜索模式搜索下一个符合搜索条件的表面处理记录;Delete-----------------------------从管路表面处理记录文件中把当前管路表面处理记录删除;Cancel----------------------------返回主菜单;搜索到要修改的管路表面处理记录后,修改适当的内容,再按Store按纽把修改后的管路表面处理记录保存到管路表面处理记录文件中.第三节Copy existing record(拷贝管路表面处理记录)此功能用于将已经存在的管路表面处理记录的内容拷贝到一个新的记录中。