回流焊说明书
回流焊机T-960操作说明书

LED新光源焊机用户使用手册型号: T-960泰安普惠电气科技有限公司一、产品特点1、本机采用红外加强制热风加热技术,配备专用设计风轮风速稳定,温度均匀适合LED新光源、BGA元件的中批量不间断焊接;2、本机配备履带式、五温区加热系统,各温区采用强制独立循环,独立PID 控制,上下独立加热方式,使炉腔温度准确、均匀、热容大、升温快,从室温到工作温度≤20MI N;3、智能曲线加热方式,超大容量曲线选择,配备8条工艺曲线完全能满足各类焊接工艺要求;4、可编程控制技术,预设曲线记忆存储功能,可按您预设曲线自动完成整个焊接过程;5、采用热电偶测温,并加有补偿电路,使测温更准确,让曲线更完美;6、PID智能控温技术,让控温更精确,进口大电流固态继电器无触点输出能有效避免迅速升温或不间断升温而造成的芯片或电路板损坏,使整个焊接过程更加科学安全;7. 传动系统采用进口变频马达,PID全闭环调速,配合1:150的进口涡轮减速器,运行平稳,速度可调范围0-1500mm/min。
8. 采用独立滚轮结构及托平支撑,专用不锈钢乙字网带,耐用耐磨运行平稳,速度精确可达±10mm/min;9. 独立的冷却区,保证了PCB板出板时的低温所需;10、友好的人机操作界面,完美的液晶显示,无需与PC机相连,整个加热过程让你一目了然;11、刚毅的外观,轻巧的体积,从始至终体现科技为本。
台面式放置模式,可让你拥有更大的空间;简单的操作说明,让你一看就会。
二、技术参数三、主要部件四、主要部件功能说明1、焊台主体2、控制柜面板3、机器外部接线说明L1、L2、L3接火线N接零线PE接地(380V接线图)(220V接线图)将机器侧面螺丝卸下,取下方形盖,按照L N PE 接线要求顺次将电源线压接在接线端子上。
五、操作说明1、开机后进入设置界面。
按F2进行曲线选择,按F1进行点选择,按F3/F4设置对应区温度的上移/下移,按F5进入加热界面;2、五个红色小开关1/2/3/4/5分别控制下第一温区/上第一温区/上第二温区/上第三温区/下第二温区;3、温度达到平衡时,打开电机开关,并调节传送带速度;4、按F2停止加热,并进入设置界面;5、出厂时,每一条温度曲线的用途如下:曲线1、2,适用于焊含铅量比较少的焊料;如:85Sn/15Pb 70Sn/30Pb等;曲线3、4,适用于焊含铅量比较多的焊料;如:63Sn/37Pb 60Sn/40Pb等;曲线5、6,适用于焊高熔点无铅焊料;如:Sn/Ag3.5; Sn/Cu.75Sn/Ag4.0/Cu.5 Sn95.5/Ag3.8/Cu0.7 等;曲线7、8,适用于焊中熔点无铅焊料;如:Sn/Ag2.5/Cu.8/Sb.5;Sn/Bi3.0/Ag3.0 等;曲线1、3、5、7推荐单板焊接周期480S,曲线2、4、6、8推荐单板焊接周期280S。
小型智能回流焊机T962A说明书
INFRAREO IC HEATER 小型智能回流焊机用户使用手册型号: T962A一、概述:本产品采用微电脑控制,可满足不同的SMD、BGA焊接要求,整个焊接过程自动完成,操作简单;采用快速红外线辐射和循环风加热,温度更加准确、均匀。
模糊控温技术和可视化抽屉式工作台,使整个焊接过程在你的监视下自动完成;能完成单、双面板的焊接;可焊接最精细表贴元器件。
采用了免维护高可靠性设计,让你用的称心、放心。
二、产品说明:1、超大容积回焊区:在效焊接面积达:300 x 320 mm,大大增加本机的使用范围,节省投资。
2、多温度曲线选择:内存八种温度参数曲线可供选择,并设有手动加热、强制冷却等功能;整个焊接过程自动完成,操作简单。
3、独特的温升和均温设计:输出功率达1500W的快速红外线加热和均温风机配合,使温度更加准确、均匀,可以按你预设的温度曲线自动、准确完成整个生产过程,无须你额外控制。
4、人性化的科技精品:刚毅的外观,可视化的操作,友好的人机操作界面,完美的温度曲线方案,从始至终体现科技为本;轻巧的体积和重量,让你节约大量金钱;台面式放置模式,可让你拥有更大的空间;简单的操作说明,让你一看就会。
5、完善的功能选择:回焊、烘干、保温、定型、快速冷却等功能集于一身;可完成CHIP、SOP、PLCC、QFP、BGA等所有封装形式的单、双面PCB板焊接;可用作产品的胶固化,电路板热老化,PCB板维修等多种工作。
广泛适用于各类企业、公司、院所研发及小批量生产需要。
6、技术参数:有效焊接面积:30 x32 cm产品外型尺寸:43 x 37 x26 cm产品包装尺寸:50 x 43 x33 cm额定功率:1500W工艺周期:1~8 min电源电压:AC110V ~AC220V/50~60HZ产品净重: 12.5Kg产品毛重: 14Kg三、操作说明:1、设备安装调试与操作:将本机放置在通风的平台上,周围不能有可燃物品,抽屉向外放置,预留抽屉开合的空间,方便操作;机体四边要求预留20mm的散热空间,保证底部通风流畅;接上电源,开启电源开关,前面板液晶屏初始显示如下图:按S键,显示主操作界面:按F4键,切换为英语文件菜单(English Menu)在主界面下,按F3键选取不同的温度曲线:如曲线1再按F3键,显示曲线的关键参数:适宜锡浆的种类,回焊的温度、时间等,如下图按F4键返回上一个页面,按F1键自动执行选定的温度曲线,工作结束后,自动停机,蜂鸣器报警。
回流焊作业指导书
回流焊作业指导书
作业步骤:
一、开机
1.打开回流焊总电源开关;
2.将回流焊机电源开关至
3.将回流焊机电源开关到ON
4.将UPSIT和UPS2开关至ON 2秒钟
5.打开显示器及电脑主机电源开关
6.进入Windows桌面双击回流焊图标,点击注册启动回流焊操作程序
7.进入回流焊监控画面.点击参数,再选择当应的炉温文件名
8. 点击网链、运风、冷却、加热图标显示为红色再按存
二、关机
1.点击网链、运风、冷却、加热图标显示为黄色
2.点击退出,然后按YES退出回流焊监控画面
3.点击Windows桌面关闭系统,选择关闭计算机(S)按(Y)是关闭计算机
4. 然后再将所有电源开关到OFF
三、启盖操作
1.必须在加热停止状态下进行’
2.将启盖开关到UP达到所要求启盖高度,方可松手停止启盖
合并启盖,将开关到DN即可
注意事项:
1.如果机器正处于加状态,请不要按“启盖”按钮
2.启盖时,盖上原物品
3.在机器开机的短时间内出现温度波动可能会超温,这属于正常现象,一般不会超过5分钟
4.电脑万一死机,报警系统启动并切断SSR电源,故障处理完后应关闭电脑,再启动
5.各开关详细功能,请认真读取回流焊机说明书。
劲拓回流焊作业指导书

文件编号版本版次A01工程名劲拓 JTE-1000D 回流焊作业指导书
页次 1 OF 1二.生产:
拟定:审核:批准: 1.选中相应机型,调节轨道宽度。
深圳市海创嘉科技有限公司
一.开机步骤:
1.首先打开配电箱电源开关至 " ON "状态,再打开回流焊开关电源至“ON "状态
2.打开回流焊抽烟排气系统开关
3.打开电脑进入回流焊操作系统,确认回流焊加热程序是否为当前生产的机型;将热风机.加热器.运输系统开关打开。
2.设定时间到达以后,即可关闭电脑和回流焊电源开关。
四.注意事项:
1.手不要伸进炉内,不要触碰链条转动部位,以免受伤;
2.如遇到紧急情况,应马上报告上司处理。
2.当各个温区的温度达到设定温度时,信号灯显示为绿色(恒温状态)这时要先进行炉温曲线测试,待结果符合工艺。
要求后,先过一块板,检查焊点 ok 以后方可批量过板;
3.如果调用新的加热程序,必须进行炉温曲线测试
4.要求放板的间距为 10CM 以上;如果使用网带生产,靠近导轨 10CM 以内范围禁止放板。
三.关机:
1.在确定炉膛内没有PCB 以后,退出回流焊操作系统,回流焊自动延时关机;
操作系统界面状态指示灯紧急开关
电源指示灯电源开关前后轨道
切换
轨道调节
开关
炉盖开启
控制界面(如左图)。
NS系列 无铅焊接热风回流焊机 说明书
4 6 7 7 7 7 8 8 12 33 36 37 38 39 40 41 43 60 52
劲拓电子设备有限公司
第 4 页 共 66 页
NS 系列无铅回流焊机用户手册(A1.0)
1. 概 述
深圳劲拓电子设备有限公司生产的NS系列机型包括有NS-800-N、NS-1000-N等品种,该系列均为全热风 强制对流式回流焊机。主要用于表面贴装基板的整体焊接和固化。采用PLC控制,对每个加热区的加热源进 行全闭环温度控制,具有方便的人机对话接口和丰富的软件功能,极大地方便了用户的使用。该系列机型具 有自动传送的隧道式结构。由多个预热区、焊接区、冷却区组成。各加热区单独PID控温。PCB传动采用平 稳的不锈钢网带与链条等速同步传动,采用链传动可与SMT其它设备进行在线连接,具有闭环控制的无级调 速功能。 该系列机型以其合理的加热区设计,独特的加热及热循环方式可以得到最佳的温度分布和稳定的加热过 程,保证热风遍及炉腔各个角落,使其温度各处均匀一致,另外在炉腔内的热容量大,在PCB连续进入炉体 时对各加热区的控制精度影响较小,这样可节省电力,确保各种工艺要求,达到理想的焊接效果。
Meet the Needs of the SMT Age
开机前务请详细阅读本用户手册
NS系列 无铅焊接热风回流焊机 用户手册
劲拓电子设备有限公司
JT ELECTRONIC EQUIPMENT CO., LTD
工厂地址: 深圳市宝安区黄田工业区第四栋 TEL:(0755)27508111(36线) FAX:(0755)27508636(大陆) TEL:(00852)24257808 FAX:(00852)24112321(香港) HTTP:// E-mail:shenzhen@ .
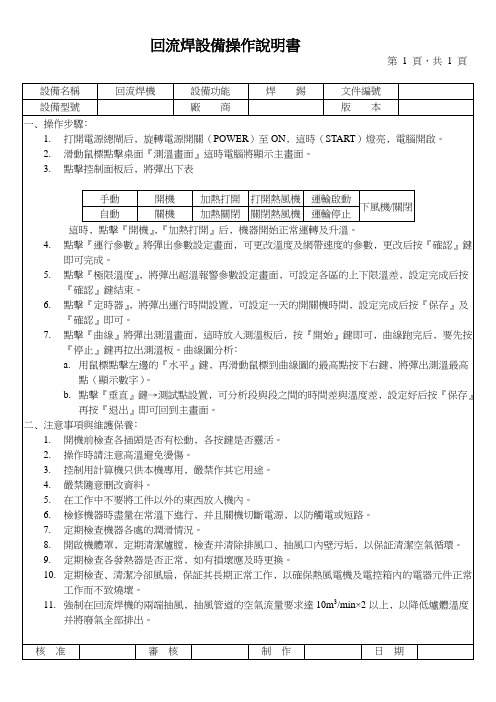
回流焊设备操作说明书
回流焊機
設備功能
焊 錫
文件編號
設備型號
廠商
版本
一﹑操作步驟﹕
1.打開電源總閘后﹐旋轉電源開關(POWER)至ON﹐這時(START)燈亮﹐電腦開啟。
2.滑動鼠標點擊桌面『測溫畫面』這時電腦將顯示主畫面。
3.點擊控制面板后﹐將出下表
手動
開機
加熱打開
打開熱風機
運輸啟動
下風機/關閉
自動
關機
加熱關閉
7.點擊『曲線』將彈出測溫畫面﹐這時放入測溫板后﹐按『開始』鍵即可﹐曲線跑完后﹐要先按『停止』鍵再拉出測溫板。曲線圖分析﹕
a.用鼠標點擊左邊的『水平』鍵﹐再滑動鼠標到曲線圖的最高點按下右鍵﹐將彈出測溫最高點(顯示數字)。
b.點擊『垂直』鍵→測試點設置﹐可分析段與段之間的時間差與溫度差﹐設定好后按『保存』再按『退出』即可回到主畫面。
核准
審核
制作
日期
8.開啟機體罩﹐定期清潔爐膛﹐檢查并清除排風口﹑抽風口內壁污垢﹐以保証清潔空氣循環。
9.定期檢查各發熱器是否正常﹐如有損壞應及時更換。
10.定期檢查﹑清潔冷卻風扇﹐保証其長期正常工作﹐以確保熱風電機及電控箱內的電器元件正常工作而不致燒壞。
11.強制在回流焊機的兩端抽風﹐抽風管道的空氣流量要求達10m3/min×2以上﹐以降低爐體溫度并將廢氣全部排出。
關閉熱風機
運輸停止
這時﹐點擊『開機』﹐『加熱打開』后﹐機器開始正常運轉及升溫。
4.點擊『運行參數』將彈出參數設定畫面﹐可更改溫度及網帶速度的參數﹐更改后按『確認』鍵即可完成。
5.點擊『極限溫度』﹐將彈出超溫報警參數設定畫面﹐可設定各區的上下限溫差﹐設定完成后按『確認』鍵結束。
科隆威回流焊说明书
产品名称:科隆威回流焊产品说明:1、科隆威回流焊现主推产品为V7-Pro, V7-Extra2、V7-Pro加热长为3.3m, 总长为6.2m V7-Extra加热长为3.8m, 总长为6.5m3、全优质不锈钢炉膛4、高质量的传输装置(导轨),分为单轨(单中央支撑),双轨(双中央支撑);还有导轨同网带共存5、电脑控制注油系统,注油可以精确到每一点6、氧含量可以做到<100ppm7、工作电功率小于16KW(V7-Extra 6.5m)8、德国原装低能耗高温马达,具自我散热功能(同ERSA一样);9、高效助焊剂回收系统(回收效能高达98%),免停机保养10、横向回流设计,恒温区与回流区温差>=120度11、电脑主机板生产流速>1.2M/分钟加热系统:1、采用MULTI-HOLE AIR/N2 CIRCULATED PANEL HEATER,热接触面积大具均温性良好,热交换效率高,温度补偿讯速,寿命长等优点。
2、使用耐高温之BLOWER,具低噪音,寿命长,无须添加润油可配合调速器以控制风量。
3、上,下加热器可独立控制温度,温差可达50℃,双面SMD REFLOW 可轻易达成。
4、第一区温度可设定比第二区高80℃而不互相干扰,达到快速Ramp up Rate.5、REFLOW区与前一区加热器温差可达80℃,可符合平稳SOAK之制程需求。
6、每组加热器皆有双重过温保护。
7、掀炉盖时安全保护:自动切断加热及蜂呜器警示。
传动系统:1、传动速度:输送纲及轨道分别独产控制系统。
2、输送保护:当警报发生时可直接全速驱动输送系统,产品会自动以最快速度输出,避免受损。
3、轨道采用特殊超合金钢轨及自动润滑系统,低变形,低磨耗,无掉板,卡板,夹板之因扰。
4、分区助焊剂收集(Optional)助焊剂过滤收集及氮气回收,Flux充分排放,炉内不会有Flux残留物。
空气热风回流焊炉使用说明书
使用说明书空气热风回流焊炉AIS-20-82-C•在使用本设备之前必需熟读说明书。
•操作者必须先近快熟悉并掌握本设备的操作和使用方法。
•在阅读完本说明书后必需保存。
八治技术有限公司Headquarters: 2161-16 Miyama,Hachioiji,Tokyo,JapanPH. 0426-50-7888FAX 0426-50-7880Philippines: Lotll-A Bolock22 Phase4factory Cavite Export Processing ZoneRosario Cavite,PhilippinesPH. 63-46-437-1013FAX 63-46-437-1014Philippines: Lotll-A bolock22 phase4Mnufacturing Cavite Export Processing zone Rosario Cavite,PhilippinesPH. 63-46-437-2478FAX 63-46-437-2368Eightech: Rm 712B, Shatin Galleria(HK)LTD 18-24 Shan Mei Street,FotanShatin,N.T. Hong KongPH. 852-********FAX 852-********目录欢迎选用ETC的AIS-20-82-C热风回流焊炉。
请在使用本设备前先阅读AIS-20-82-C的使用说明书。
本使用说明书内容由以下部分组成:注意事项及要求 (3)1.简介 (4)2.规格及技术参数 (4)3.机械设备及电气设备规格 (6)4.设备配备部品 (10)5.提供资料 (10)6.保证及验收条件 (10)7.设备安装 (11)8.设备操作 (13)9.基本操作顺序流程图 (16)10.电脑规格 (17)11.检查 (18)12.异常报警 (20)13.异常状态及及解除方法 (21)14.保养 (24)15. Reflow操作使用说明书 (27)16.零件明细表 (36)附:外形图电路图注意事项及要求在使用本设备时,为了防止事故发生,请特别留意以下的安全注意事项,并对作业环境、培训等的安全问题应做好充分的准备工作。
八段回流焊接机X962CF说明书
八段回流焊接机X962CF说明书
1、按照电熔焊机的操作要求连接导线,设置好电熔焊机正确焊接参数,可以用手动或自动两种输入方式。
2、检查无误后,启动电熔焊机,进入焊接过程,当达到焊接时间后,机器会自动进入冷却状态。
3、当管件完全冷却后,撤去电熔焊机。
4、用塑料管材切刀或带切削导向装置的细齿锯切断管材,并使其端面垂直于管材轴线。
用小刀切除内部边缘的毛剌,在管材或插口端的焊接区域刮皮,清理焊接区域。
5、应尽可能使用专用的夹具固定要连接的组件,管子的圆度不应超过管子外径的百分之1点5,否则应在相应的夹具上进行校正。
管材与管件应有适合的间隙,一般以用微力插入为宜,间隙过大或过小都会影响接口的质量。
检查可以插入深度,将承口管件滑入插口端并正确定位。
回流焊设备操作与维护手册
回流焊设备操作与维护手册1-------------回流焊第一章回流焊简介本书主要以HELLER 1800回流焊举例说明第二章回流焊基本结构针对初次阅读操作说明书或初次使用回流焊的人员,介绍回流焊的安全基本知识。
内容: 安全上的注意事项等。
第三章 : 回流焊的基本操作针对使用设备技术人员,介绍基本的操作键,机种转换等基本知识。
内容: 回流焊的操作键介绍,回流焊的温度曲线认识等第四章维护保养针对使用设备技术人员,介绍定期维护保养、简单问题处理等。
内容: 设备维护单元、维护保养期限、保养方法等。
12目录第1章回流焊简介 (3)1.1 回流焊概要 (3)1.2 回流焊工艺发展趋势 (4)第2章回流焊的基本结构 (6)2.1 BELT HEART加热控制部分 (6)2.2 FLUX过滤系统与冷却系统 (7)2.3 吹风系统 (7)2.4 操作系统 (8)2.5 轨道系统 (9)第3章回流焊的基本操作 (10)3.1 操作键的认识 (10)3.2 回流焊炉的进板 (11)3.3 回焊炉的温度曲线认识 (11)3.3.1、标准曲线的认识 (12)3.3.2、实际测量的炉温曲线认识 (14)3.4 HELLER回焊炉基本操作菜单介绍……………………………………………153.5 回焊炉的机种转换 (20)第4 章回流焊的维护与保养 (23)4.1 保养的目的 (23)4.2 保养的用品 (23)4.3 保养计划 (23)4(3(1日保养 (23)4(3(2月保养 (24)4. 3. 3季保养 (25)4(3(4年保养 (30)23第1章回流焊简介一、回流焊概要由于电子产品不断小型化的需要,出现了片状元件,传统的焊接方法已不能适应需要。
首先在混合集成电路组装中采用了回流焊工艺,组装焊接的组件多数为片状电容、片状电感,贴装型晶体管及二极管等。
随着SMT整个技术发展日趋完善,多种贴片组件(SMC)和贴装器件(SMD)的出现,作为贴装技术一部分的回流焊工艺技术及设备也得到相应的发展,其应用日趋广泛,几乎在所有电子产品领域都已得到应用,而回流焊技术,围绕着设备的改进也经历以展阶段。
SMT回流焊作业指导书(2024)
引言概述:随着电子产品的快速发展,SMT(SurfaceMountTechnology,表面贴装技术)回流焊成为了主流的焊接工艺。
为了保证焊接质量和生产效率,制定一份SMT回流焊作业指导书是必要的。
本文将详细介绍SMT回流焊作业的相关内容,包括焊接参数设置、元件选型和布局、焊接工艺流程、设备操作和维护、质量控制等五个大点,旨在提供一份全面且专业的指导,帮助操作人员正确进行SMT回流焊作业,提高生产效率和产品质量。
正文内容:一、焊接参数设置1.1温度曲线设计:根据焊接元件的特性和要求,设计适当的温度曲线,包括预热区、焊接区和冷却区,确保焊接质量。
1.2回流炉温度设定:根据焊接工艺要求设定回流炉温度,包括预热温度、焊接温度和冷却温度,确保元件的正确焊接和熔化。
1.3过渡区设置:确定预热区和焊接区之间的过渡区,控制电子元件的热冲击。
二、元件选型和布局2.1元件选型:根据焊接要求和产品设计要求,选择合适的电子元件,包括表面贴装元件(SMD)和插件元件。
2.2元件布局:根据元件的尺寸、散热要求和信号传输要求,合理安排元件在PCB(PrintedCircuitBoard,印刷电路板)上的布局,防止热点和信号干扰。
三、焊接工艺流程3.1PCB准备:清洁PCB表面,确保焊接区域无尘、无油污,并检查PCB的电气连接和机械连接是否良好。
3.2胶水和焊膏涂布:根据焊接要求,在PCB上涂布胶水和焊膏,确保元件能够正确粘贴和焊接。
3.3元件贴装:使用自动贴装机将电子元件精确地贴到PCB 上,确保位置准确和固定可靠。
3.4回流焊:将贴装好的PCB放入回流炉中进行焊接,根据设定的温度曲线加热和冷却,完成焊接过程。
3.5清洁和检查:在焊接完成后,清洁焊接区域,检查焊接质量和元件的安装效果。
四、设备操作和维护4.1回流炉操作:熟悉回流炉的操作面板和控制参数,保证回流炉的正常运行。
4.2设备维护:定期清洁回流炉内部和外部的油污和灰尘,检查并更换磨损的零部件,保证设备的可靠性和稳定性。
FLW- VP860回流焊说明书
东莞市科隆威自动化设备有限公司DONGGUAN FOLUNGWIN AUTOMATIC EQUIPMENT CO.,LTD.谢谢使用科隆威产品说明书无铅电脑热风回流焊FLW-VP860使用目录一、概述(1)二、性能指标(2)三、开箱(3)四、本机型操作环境(3)五、电源(3)六、回流焊机的高度调整(3)七、操作说明(4)八、操作系统要求(6)九、操作系统说明(6)(一)界面(6)(二)菜单栏(7)a、登录b、文件c、查看d、工具e设定f、功能g、厂家设定h、历史查询i、帮助(三)工具栏(23)a、曲线分析软件b、曲线报表转成.XLS格式软件(四)索引菜单(31)a、主控窗b、设置窗c、PLC设定d、测试窗e、工艺曲线f、PID状态g、厂家设定h、设备保养i、系统状态j、生产管理十、安全注意事项(47)十一、故障分析与排除(48)十二、维护与保养(49)附录:附录1:回流焊炉出厂检验报告(53)附录2:设置窗、参数窗、ADAM-4018+和变频器出厂参数(54)附录3:温度控制和PID算法(57)附录4:各温区发热管功率及电流出厂值(61)附录5:关于回流焊客户事先配电的数据(62)附录6:电路原理图(63)附录7:设备外形图(93)附录8:抽风机推荐型号(95)附录9:随机配件清单(98)附录10:运动部件图解(99)科隆威自动化设备公司FOLUNGWIN AUTOMATIC EQUIPMENT COMPANY特别提醒1.如机器配备有氮气系统,在生产过程中不使用氮气时,请务必关闭氧气分析仪的电源;不可从氧气分析仪采样输入端接入高压气体;且定期工作300个小时需更换样气过滤器一次,如中途发现过滤器两侧脱脂棉有变黄现象,需提前更换样气过滤器一次。
2.使用氮气时,把排松香管用胶盖堵住,冷却区所有φ50mm的进出气不锈钢管孔全部用胶盖堵住;不使用氮气时,把排松香管打开,每个冷却区打开一个φ50mm的进气不锈钢管孔。
回流焊作业指导书

否 是
回流焊作业指导书
产品名称
通用 产品型号 通用 等级
正式
一.操作准备:
1炉温与带速设定:
热风回流 温区 1 2 3 4 5 6 7 设定值 165 160 160 165 175 200 245
风机速度:1500r/min
热风固化 温区 1 2 3 4 5 6 7 设定值 160 165 155 160 160 160 160
风机速度:1200r/min
二.操作流程
三.注意事项:
1、机器工作时UPS 应该处于常开状态。
2、随时检查链条传动是否正常,保证链条和各链轮啮合良好,无脱落、挤压、受卡现象。
3、检查链条传动的自动润滑情况,保证链条自润滑良好。
拟制 审核 批准 日期
开启总电源开关
进入主窗
面版
自动 手动
开机
曲线
调整宽度
设上下限 设定参数 温度稳定 模拟 曲线 符合要求。
智能回流焊机T-937用户手册-中文版

1 4
3 2
2、操作面板 1 2
○1 操作面板 ○2 抽屉 ○3 电源开关 ○4 电源插座
○1 指示灯区 ○2 显示区 ○3 按键区
3 3/9
3、其他 1
回流焊 T-937 用户使用手册 2
○1 排烟通道 ○2 串口
四、安装
1、请将本机抽屉朝外置于平整的操作台上,并预留抽屉推拉空间。 2、机器周围不可有易燃、易爆及其他对温度敏感物品。 3、机器四周要求预留 20mm 的散热空间,保证底部通风良好。 4、请将机器排烟通道接至室外通风处或废气回收装置内,避免室内污染。 5、接入机器电源并确保机壳可靠接地。
五、软件界面
主界面
8/9
回流焊 T-937 用户使用手册 ○5 切换语言显示
在主界面按 F3 键切换界面语言。 七、注意事项 1、 本机电源应可靠接地,长期不用时,应拔掉电源插线。 2、 本机排烟通道应接至室外通风处或废气回收装置内,防止锡浆挥发物中毒。 3、 本机保温材料已经进行严格防护处理,未做防护不得随意拆机。 八、保修承诺 整机保修一年,终身维修,长期厂价供应配件,提供即时网络在线答疑和技术咨询服务。
◇2 从空白创建曲线
将当前状态调整为放置控制点状态,鼠标指针变为 (单击鼠标右键切换放置/查看控制点
状态),此时在客户区单击,放置控制点,可建立用户自己的曲线。
○3 调整回流曲线
◇1 当前状态为查看控制点状态时,双击客户区,曲线上出现许多控制点,使用鼠标拖动控制
点,可使曲线相应改变。
◇2 亦可使用 来整体或部分上/下/左/右移动回流曲线,快捷改变曲线控温区间。
1、运行时间 2、设定温度 3、当前温度
选择曲线界面 1 2
QHL360说明书

D.焊机在运行时,须有人值守。 E.请勿触摸温度传感器前端的裸露部分。
d 放下上盖开机,观察工作是否正常。 e 此操作应注意:机体必须冷却,使用固定 扳手,不能破坏绝缘件。
☺关机
工作完成后,关闭电源开关。
五 、维护和保养
定期保养和检查,对焊机正常的运行是至关重 要的。
☺打开电源开关,无显示或风扇不转
检查电源是否接通,如供电正常仍有故障,应 请专业人员检修。
☺清洁
焊机在使用一段时间后,在其内壳表面会堆积 一些挥发物,会影响焊机的正常运行,须将其清除。 方法是待焊机冷却后,断开电源,用酒精棉擦试焊 机内外,不得用强腐蚀清洗剂。
☺传感器维护
传感器位于焊机上盖石英加热管上部,使用时
不得撞击、遮盖传感器顶部探头,应定期用无水酒
金属含量的焊膏有不同的温度曲线,应按照焊膏生 产商提供的温度曲线进行设置具体产品的回流焊 温度曲线。
b.根据 PCB 的材料、厚度、是否为多层板以 及 PCB 尺寸大小。
c.根据 PCB 表面组装元器件的密度、元器件 的大小、颜色以及有无 BGA、CSP 等特殊元器件 进行设置。
d.焊机为快速加热系统,实际温度值与显示 温度值存在差异,设置温度要比实际温度稍低一 些。
一、开箱检查:
☺打开包装箱:
对照装箱单检查所列项目是否齐全,再检查机 器的外观有无损伤,上述检查如若有误,请不要急 于安装机器,应尽快与我公司联系。
ቤተ መጻሕፍቲ ባይዱ☺ 检查焊机型号
Q HL 3 60
工作区宽度 回流焊机 制造商代号
不要把手插入风扇叶片内
不遵守此警示可能导致 人身伤害
-1-
北京青云创新科技发展有限公司
(单位℃),按[▲][▼]可进行温度调整。
MR933回流焊中文使用说明书
M R933 中文使用手册目录前言2目录31操作1.1STARTING UP开机 (5)1.2SHUTTING DOWN关机 (6)2计算机程序72.1GENERAL一般 (7)2.2INST ALLING SOFTWARE软件安装 (7)软件的传送 (7)deliverables2.2.1 Software2.3START-UP开机 (8)开机初始画面 (8)2.3.1 START-UPSCREEN2.4START-UP SCREEN EXPLANATION初始画面的说明·92.4.1 Grayed灰色按钮 (9)buttons2.4.2说明在Figure2.1中所标示数字之涵义·92.5PROGRAM STRUCTURE程序的结构 (10)2.7.2Edit Online(在线编辑) (14)2.7.3Edit Online Extended(在线编辑延伸) (15)2.7.4Save online settings to current recipe(储存现在的处方)·162.7.5Save online settings as(储存到新处方) (16)2.7.6Login(系统登入) (17)2.7.7Login as another user(切换其它使用者) (17)2.7.8Logout(系统注销) (17)2.7.9Convert(转换格式) (18)2.7.10Exit(离开系统) (18)2.8Setup(设置)选单 (19)2.8.1Communications(通讯设定) (20)2.8.2Passwords(密码设定) (20)2.8.3Maintenance.(维修) (21)2.8.4Configuration(规划) (23)2.8.5Timer(定时器) (23)2.8.6Preferences(偏好设定) (25)___________________________________________________________________________________- 3 -2.9Parameter(参数)选单 (26)2.9.1Calibration(校正) (26)2.9.2Customize(制定) (26)2.9.3Advanced(进阶) (28)2.10Display(显示)选单 (29)2.10.1Font(字体) (29)2.10.2View(观看) (30)2.10.3T oolbars(工具列) (30)2.10.4Alternative Values Screen(数值画面选择) (30)2.10.5Bar graph(条状图) (31)2.10.6Show Status panel(显示状态面板) (31)2.11Log (纪录)选单 (32)2.11.1View Datalog(数据观看) (32)2.11.2Select(选择) (33)2.11.3Trends(曲线图) (35)2.12Debug (除错) 选单 (37)2.12.1PC-CDS link(PC-CDS连结) (37)2.12.2I/O map(输入/输出图) (37)2.12.3Scheduler(计划) (37)2.12.4Service Mode(服务模式) (37)2.12.5Demo Mode(展示模式) (37)2.13Status (状态) 选单 (38)2.13.1(Re)start machine from recipe editor(从recipe编辑开始启动)·382.13.2(Re)start machine from recipe list(从recipe清单开始启动)·382.13.3Restart machine(重新启动设备) (38)2.13.4Stop machine(设备停止) (38)2.13.5Machine Commands(设备控制) (39)2.13.6Reset(重置) (39)2.14Maintenance(维修) 选单 (40)2.14.1Activate Maintenance(启动维修) (40)2.14.2View(观看) (40)2.15Message(讯息)选单 (41)2.15.1Local message(编写讯息) (41)2.16Help(帮助)选单 (42)2.16.1Help(帮助) (42)2.16.2How do I(我该如何) (42)2.16.3About(关于) (42)操作UP开机1.1 STARTING只准有其具备之能力或着有获得许可之人员.1.打开主电源及计算机开关.2.打开氮气.3.打开排气风扇.请不要使用设备外面的排风装置。
回流焊操作说明书
回流焊操作说明书页 数 第 2 页 共 6页编制部门 XX 部生效日期2019年10月15日适 用 范 围:适用于本公司回流焊之操作。
目 的:使操作人员能正确使用,安全操作。
内 容 方 法1. 规格:1.1总电力:3Ф AC380V 50HZ 22KW 1.2动力控制系统:采用固态电译零接点系统 1.3基板有效宽度:MAX350 1.4基板输送速度:0-2M/MIN1.5温度控控制:各区独立控制,利用微电脑PID 数字显示温控25℃-400℃ 1.6安全装置:1.6.1为防止因突发状况造成作业中停电停机致使机内基板因停滞机内发生毁损,备有不断电系统(UPS ),可自动将机内基板运出。
1.6.2为方便保养工作简易,故障排出之方便本机备自动掀盖装置,可直接检视传输系统。
1.6.3关机时备有延迟开关、输送、冷却系统装置确保机内余温造成热损。
2.作业程序:2.1 操作平面图如下图示:自动气压掀盖开关延迟关机开关热回热开关 电源开关 无段调速钮开关冷却系统开关2.1将进相电源送至NFB处,开启POWER开关后完成送电。
2.2各开关旋钮,即可变为可动作显示,包括温度控制器、冷却风扇、热回风风扇、速度控制器等。
2. 3温度控制器调整至适当之温度设定值,开启后加温约30分钟后,即可达到工作温度条件。
热风回流之温度设定参考值:PH1:150℃-200℃ PH2:160℃-190℃ PH3:160℃-200℃PH4:230℃-260℃2. 4送装置速度调整(CONEYOR开关),依调速旋钮以顺时针方向旋转,控制面板上速度显示器显示之速度值为每分钟多少米(M)为单位.2. 5冷却风扇(CFAN):将加温后产品给予强制缓降式冷却.3.注意事项3.1注意风道口及集热合金网孔板作业时造成FLUX劣化异物堆附,影响回流稳定,需每三个月检查清洁一次.3.2输送系统需保持清洁,防止异物堆积造成卡死现象,需固定每月擦拭、润滑一次。
回流焊作业指导书
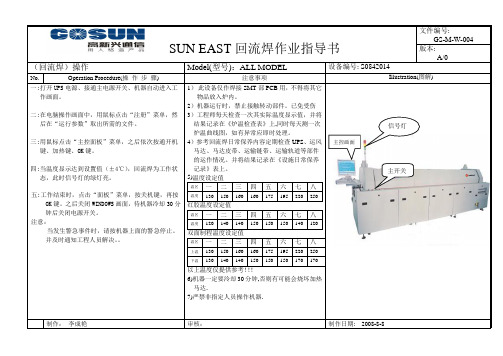
SUN EAST回流焊作业指导书文件编号:GS-M-W-004 版本:A/0(回流焊)操作Model(型号):ALL MODEL 设备编号: S0842014No. Operation Procedure(操作步骤) 注意事项Illustration(图解)一:打开UPS电源、接通主电源开关、机器自动进入工作画面。
二:在电脑操作画面中,用鼠标点击“注册”菜单,然后在“运行参数”取出所需的文件。
三:用鼠标点击“主控面板”菜单,之后依次按通开机键、加热键、OK键。
四:当温度显示达到设置值(±4℃),回流焊为工作状态,此时信号灯的绿灯亮。
五:工作结束时,点击“面板”菜单,按关机键,再按OK键。
之后关闭WINDOWS画面,待机器冷却30分钟后关闭电源开关。
注意:当发生警急事件时,请按机器上面的警急停止。
并及时通知工程人员解决。
1)此设备仅作焊接SMT部PCB用,不得将其它物品放入炉内。
2)机器运行时,禁止接触转动部件。
已免受伤3)工程师每天检查一次其实际温度显示值,并将结果记录在《炉温检查表》上,同时每天测一次炉温曲线图,如有异常应即时处理。
4)参考回流焊日常保养内容定期检查UPS、运风马达、马达皮带、运输链带、运输轨道等部件的运作情况。
并将结果记录在《设施日常保养记录》表上。
5)温度设定值温区一二三四五六七八温度130 150 160 160 175 195 220 250 红胶温度设定值温区一二三四五六七八温度120 140 140 150 150 150 140 120 双面制程温度设定值温区一二三四五六七八上温130 150 160 160 175 195 220 250 下温130 140 140 150 150 150 170 170 以上温度仅提供参考!!!6)机器一定要泠却30分钟,否则有可能会烧坏加热马达.7)严禁非指定人员操作机器.制作:李成艳审核:制作日期: 2008-8-8 主开关主控画面信号灯。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
仪器背面一一对应。 3. 出厂日期是仪器实际出厂的时
间 4. 保修期是从出厂日期开始计算
的 2 年 1 个月。
仪器背面
只有原厂正品才 有这些标识!
MyCode 德国官网 http://www.mycode-tracker.de
软件系统/Software System
主画面
初学者完全掌握需要 半个小时左右。
由于采用了模块化设计,因此整个软件系统
条理清晰,简单明了.
主画面共有 7 个模块:
1. 锡膏库/温控方案 5. 记录仪设定
Intelligent control, any tips are light (low power, charging status, data download, data cleaning, Memory overflowing, high temperature warning, equipment replacement, etc.);
特性 / FEATHERS l 硬件设计全部采用先进的 CMOS 低压芯片(3.3VDC),确保整个系统极其稳定,可靠和采样温度的精准; l 即使电压低至 1.9VDC,仍然保证采样温度精准;
l 效率高,连续存储温度数据 20 组,同时下载至计算机分组分析处理; l 分析系统可基于 PC(Windows)及 PDA(Pocket )进行数据分析; l 电脑 USB 接口进行 通信/充电 ,无需充电器; l 功耗低,采用锂电池供电,连续使用长达 120 小时以上,快速充电 10 分钟即可使用; l 多层隔热保护,采用不锈钢精制而成,可应对最严酷的无铅制程和承受苛刻的工业环境; l 体积小、存储容量大(250,000 数据点),采用 FLASH 存储芯片,任何意外均不会丢失数据; l 记录仪一旦移出回流炉/波峰炉,将自动终止采样,不需人为干预; l FIFO: 存储温度数据 20 组后,系统将按时间自动覆盖最早的数据; l 每组温度数据均详细记录采样的起始时间, 采样频率, 采样总点数和热电耦的位置; l 开始采样前,自动检测各通道热点耦的连接状况; l 精确计算由于热点耦在测温板位置的不同,而引起的进炉时间差,并自动进行补偿; l 检测当前电池电量; l 导出 Excel 数据,方便进行各类图表分析; l 本系统软件适应 Win2000, WinXP, Vista, Win7 等操作平台. MyCode3 is the third Version of MyCode. In MyCode2 is based on hardware and software to conduct a comprehensive upgrade and more powerful, the system more stable, higher measuring accuracy. All of the hardware design chips using advanced CMOS low-voltage (3.3DVC), to ensure that the system is extremely stable, reliable and accurate sample temperature; Even if the voltage is as low as 1.9VDC, still ensure accurate sample temperature High efficiency, continuous storage temperature of 20 groups of data, and downloaded to a computer analysis grouping; Analysis system can be based on PC (Windows) and PDA (Pocket) data analysis; Computer USB interface communication / charging without charger. Low power consumption, powered by lithium battery, continuous use up to 120 hours, 10 minutes fast charge to use; Multilayer insulation protection, stainless steel refining, can deal with the most severe bear lead-free Manufacturing process and harsh industrial environments; Small size, large memory (250,000 data points), using FLASH memory chips, no accident will not lose data; Recorder Once out of the back stove / peak furnace, will automatically terminate the sample, without human intervention. Storage temperature data of 20 groups, the system will automatically overwrite the earliest data time. Detailed records of each temperature data sampling starting time, sampling frequency, sampling points and the total thermocouple position. Start sampling before the hot spot for each channel automatically detect the connection status of coupling. Accurate calculation of temperature as hot plate coupling in the different positions, but due to time difference into the oven and automatically compensate. Detect the current battery power. Export Excel data to facilitate various types of chart analysis; This system software to adapt to Win2000, WinXP, Vista, Win7 platform.
在抗干扰方面,表面贴装更好
元件
元件
4 使用电池 3.3V 锂电池
9V 碱性电池 9V 镍氢电池 9V 碱性电池,镍氢电池不环保
锡膏库,设 已经做好,拿来就
5
需要自己建 需要自己建
备库
用
6 充电 1 次的 至少 6 个月 使用时间
1 个月
1 个月
采用面向对象设 采 用 面 向 过 采 用 面 向 过
7 软件设计
功能最强、精度最高、稳定性最好
The most powerful, highest accuracy and the best stability
MPC Elektronik GmbH & Co.
MyCode 3 产品说明书
温度曲线测试仪
Temperature Curve Analyzer
本仪器适用于电子、钢铁、陶瓷、食品加工、汽车喷涂、炉窑等行业 This instrument applies to the industries of electronics,
steel, ceramics, food processing, automotive painting, furnace, etc.
请留意 MyCode3 的标识
l MyCode3 是 MyCode 的第 3 代产品,测量精度±0.5℃, 原厂生产,品质保证。 是在 MyCode2 的基础上对软硬件进行全面升级,功能更强大,系统更稳定,测量精度更高.
No. 项目
炉温测试仪品牌
MyCode3
KIC
Datapaq
备注
温度采样
1
不需校正
精度
各通道软件 各通道软件
硬件设计达不到要求,才用软件补偿
校正
校正
2 稳定性
工作电压 3.3
工作电压 9V 工作电压 9V KIC 和 Datapaq 在 4.5V 时工作就开始不稳 定
分离式通孔 分离式通孔
3 PCB 工艺 全 SMT 表面贴装
技术参数 / Technology Parameters
存储器 采样频率 精度 分辨率 工作电压 电池 仪器功耗 仪器尺寸 隔热盒尺寸 内部最高工作温度
Memory Sampling frequency Precision Resolution Run Voltage Battery Power Consumption Size of Checker Insulated box size Max. inner run temperature
优点 / EXCELLENT
l 操作简单方便,所有数据均采用数据库管理,可使用向导快速导入工艺制程分析; l 软件操作配备中简、中繁、英文、韩文、日文等语言版本; l 高温保护,仪器内部温度超出 70℃自动关闭测试功能,超出 80℃自动关闭电源; l 采样频率设置(0.01 秒~60 秒); l 测量精度±0.5℃(-40℃~1370℃),采集方式为温度触发启动; easy operation, all data are used database management, use the wizard to import process quick process analysis; software with the simple operation, in the Traditional, English, Korean, Japanese and other language versions; High temperature protection, internal temperature exceeds 70 ℃ instrument automatically turn off the test function, automatic power off than 80 ℃; Sampling frequency set (0.01 seconds ~ 60 seconds); Accuracy ± 1 ℃ (-40 ℃ ~ 1370 ℃), acquisition mode for the temperature triggered start; 智能化控制,任何情况均有指示灯提示(电量过低、充电状态、数据下载、数据清除、 存储器溢满、高温警告、仪器重置等);