梳棉机通用隔距表
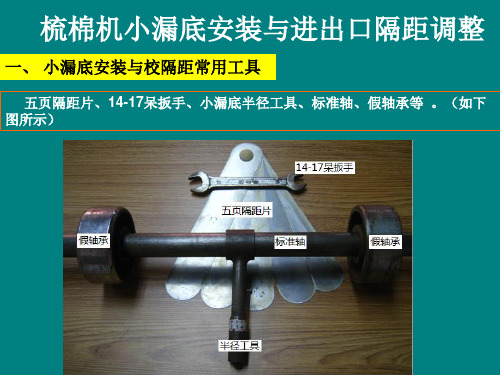
梳棉机小漏底安装进出口隔距调整概要
半径工具刻度及计算方法(如图所示)。半径工具长度方向(轴线方向)每 一刻度线为表示半径增加或缩短1mm,周向,调节头圆周方向每一刻度为 0.1mm,表示半径增加或缩短0.1mm。
梳棉机小漏底安装4-17呆扳手、小漏底半径工具、标准轴、假轴承等 。(如下 图所示)
二、安装小漏底与调整进出口隔距
安装小漏底:先在大漏底与锡林出口隔距处插入工艺隔距大0.05mm的隔距 片(如左图所示),防止小漏底出口与大漏底相接时挤压大漏底,使大漏底与锡 林出口隔距变小或碰到锡林针布发生机械事故。根据工艺要求,用半径工具检查 小漏底入口隔距(如右图所示),并检查大小漏底接口处是否平齐,有无脱空, 允许小漏底高出大漏底0.2~0.3mm,但不允许低于大漏底,以免干扰小漏底出 口气流,影响落棉。最后先拧紧小漏底进口支架固定螺丝,再紧出口支架固定螺 丝,复查进出口隔距有无变化。安装结束后取出刚才插入大漏底出口的隔距片, 检查大漏底出口隔距变化(变小但能符合工艺要求)
【梳棉机锡林与活动盖板间隔距的探讨】梳棉机盖板
【梳棉机锡林与活动盖板间隔距的探讨】梳棉机盖板分析了不同“隔距工艺配置”的特点,指出锡林与活动盖板的出口隔距的大小应根据活动盖板的运动方向来加以确定,当活动盖板正转时,出口隔距可略大一些;当活动盖板反转时,出口隔距应小一些配置。
梳棉机锡林与活动盖板间的隔距以采用“渐缩隔距工艺”为宜。
同时对影响梳棉机锡林与活动盖板间隔距大小确定的因素也做了具体的分析。
The characteristics of different "gauge configuration" were analyzed in this paper drawing out the conclusion that the exit gauge between the cylinder and movable flat shall be determined aording to the movement direction of movable flat. When the movable flat rotates clockwise, the exit gauge can be slightly larger while the gauge shall be smaller when rotating anticlockwise. A tapered-gauge technique shall be adopted to determine the gauge between the card cylinder and the movable flat. Parameters that influence the determining of gauge were also investigated.梳棉机锡林与活动盖板梳理区是梳棉机最有效的梳理区域,因而在研究、设定梳棉机隔距时,应把锡林与活动盖板间隔距的选择放在重要的位置。
梳棉机后上罩板隔距对生条结杂桑短绒的影响分析

长度 2 . mm; 维 数量 平 均 长度 为 2 . mm, 量 97 纤 19 数
短 绒率 ( 1 . mm) 9 9 , 长 5 0 纤 维 数 量 < 27 1. 最 . 2 生条 性 能测试
加 权平均 长度 3 . mm, 长 2 5 纤 维数 量加 权平 35 最 .
均 长度 3 . mm; 结直 径 7 5 m, 结 2 5粒 / , 50 棉 1 ̄ 棉 6 g
光洁 的生 条 , 这些 生条 分 别 做 了 电子棉 结 杂 质 试 对 验、 绒( 短 根数 占比和 重 量 占比) 验 以及 整 体 落棉 试 试 验 等 。试 验仪 器 主要是 AF S测 试仪 , I 电子称等 。
3 测试 结 果与 分析
3 1 测 试 结 果 .
1 3 梳棉 上机参 数 选择 . 试 验 所用 棉 卷 均 为 同 一系 列 清棉 机 所 加 工 , 试
生产技术
2 1 年 纪代 织校 禾第 3 01 、 期
梳 棉 机 后 上 罩 板 隔 距 对 生 条 结 桑 短 绒 的 影 晌 分 析
何 方
( 城纺织职业技术学 院 , 苏盐城 盐 江 摘 240) 20 5
要 : 了解 梳 棉 机 后 上 罩 板 与 锡 林 间 的 隔距 对 生 条 结 杂 、 绒 的 影 响 , 一 定 的 工 艺 设 备 条 件 下 , 为 短 在 纺
0 7 O . 6 0 8 9 . 8 7 0 69 6 7 6 O
5 6
1 0 9 9 8
7
2 . 5 6 2 . 5 2 2 . 4 7 2 . 3 5
2 4 2
4 8 . 7 5 2 . 9 5 7 . 3 6 1 . 2
梳棉机工艺隔距参考
梳棉机工艺隔距参考嘿,朋友们!今天咱们来聊聊梳棉机工艺隔距这个有点神秘又超重要的东西。
这梳棉机的工艺隔距啊,就像是梳棉机里的魔法距离,掌握不好就像是魔法师念错了咒语一样,会出大乱子的。
你想啊,这隔距要是太大了,就像两个人隔了一条大河在对话,棉纤维们就没办法好好交流、梳理了。
那些棉纤维就像一群调皮的小孩子,隔得老远,根本没法乖乖听话被梳理整齐,最后出来的棉花可能就像一团乱麻,毫无头绪,就像是一群无头苍蝇乱撞后的结果。
可要是这隔距太小了呢?那就像是把一群大胖子硬塞进一个小电梯里,挤得难受啊!棉纤维在里面也是被挤得苦不堪言,说不定还会被弄伤呢。
这时候的梳棉机可能就像一个脾气暴躁的小怪兽,发出奇怪的声音,而且工作效率极低,就像一只蜗牛在爬,还可能随时出故障。
一般来说呢,给锡林和盖板之间设置隔距就像在两个好朋友之间找一个最合适的社交距离。
不能太近让彼此有压迫感,也不能太远变得生疏。
这个隔距就像是一种微妙的平衡,就像走钢丝一样,得小心翼翼地去调整。
而道夫和锡林之间的隔距又不一样了,这就好比是接力赛中的交接棒环节。
如果隔距不对,就像交接棒的时候接歪了,那整个比赛就乱套了。
棉纤维从锡林传递到道夫就不会那么顺畅,就像接力棒在空中转了好几个圈才到下一个人手里。
有时候啊,调整梳棉机工艺隔距就像在给一个超级挑剔的食客做菜。
盐多一点不行,少一点也不行。
这隔距哪怕偏差一点点,梳棉机出来的棉花质量可能就从“山珍海味”变成了“难以下咽的食物”。
还有啊,这工艺隔距的调整不是一次性就能搞定的,就像你要把一个调皮捣蛋的孩子教育成乖孩子,得反复尝试、不断摸索。
今天调整一下,看看效果,就像给孩子一点小惩罚或者小奖励,看看他的反应。
我们把梳棉机想象成一个超级大的乐队,那工艺隔距就是每个乐手之间的配合距离。
如果隔距不对,就像乐手们都不在一个节奏上,弹奏出来的音乐就不是美妙的交响乐,而是一阵嘈杂的乱响。
在梳棉机的世界里,工艺隔距就是那个决定成败的关键因素。
如何确定梳棉机各部位隔距?盖板针面梳棉机刺辊隔距

如何确定梳棉机各部位隔距?盖板针面梳棉机刺辊隔距随着梳棉机生产技术不断发展,梳棉机各部隔距的工艺设计合理与否,对产品质量影响很大,特别是分梳、转移方面的隔距设计尤为重要。
那么,如何确定梳棉机各部位的隔距呢?1.给棉罗拉给棉板在空转时两者不接触,以免损伤机件,喂入筵棉后罗拉被抬起,其尺寸可以根据机器的设计尺寸和筵棉厚度测算,隔距宜进口大、出口小。
对于不同型号的机器,可依据此规定各自的进出口隔距。
2.给棉板刺辊刺辊对棉层的梳理作用随着隔距的减少而加剧,上下层间的作用差异亦减少,但可能引起纤维的显著损伤。
遇到下列情况必须采用较大的隔距:喂入棉层厚、定量重、纤维长度长、纤维的强力和成熟度差。
清梳联喂棉,棉层较蓬松且定量较大,隔距也应比棉卷喂入时加大。
纺中长化纤时隔距可比棉型化纤略大。
3.刺辊除尘刀除尘刀可打落刺辊携带的细小杂质,隔距太小,如果除尘刀的刚性不足,遇到厚棉卷喂入时,反而使除尘刀震动而碰到刺辊,甚至除尘刀引发事故,因此隔距不宜太小。
纺化纤时宜用偏大的隔距。
4.刺辊小漏底进口隔距大,刺辊附面层气流较多地进入小漏底,落棉率少,落棉含杂率高,但细小杂质和棉结、短绒的落量较少。
处理含杂较高的棉卷时,进口隔距改小,可减少细小杂质的回收,生条棉结杂质相应减少。
第四点及出口隔距大,排除短绒多较;第四点隔距如大于出口隔距,漏底网眼容易堵塞;第四点大小漏底结合处不平整、小漏底下陷,容易造成积花,增加纱疵和条干不匀。
如果刺辊采用低压罩,且吸风量较大时,超过刺辊带动的气流量时,则刺辊表面气流减弱,上述漏底隔距的影响不明显,小漏底入口可以采用较小的隔距。
5.刺辊锡林在针面平整度较好和运转平稳的条件小,隔距紧些有利于纤维自刺辊向锡林转移。
6.锡林回转盖板这是纤维梳理的关键区域,宜偏小掌握且左右一致。
校正顺序是由后向前、有右侧到左侧反复校正,掌握先松后紧的原则。
新针布上车每点隔据应偏大0.025mm,校正完成后要把锡林转动180°复试,以免有高点出现接针问题。
梳棉机维修质量检查标准

96
工艺检测项目
1
大小漏底落白花盖板 花不正常
按 HM/SB033 规定
目视。与同支数正常机 台对比
2
后车肚落棉率
按 HM/SB033 规定
3 生条棉结杂质数
按 HM/SB033 规定
4
盖板花率
按 HM/SB033 规定
5
生条条干
按 HM/SB033 规定
6
耗电
不高于平前耗电 3%
小修理不考核
97
34 锡林~前下罩板上口
35 锡林~前下罩板下口
36 道夫~下斩刀隔距
37 盖板~上斩刀隔距 38 抄针门接合不平齐 39 唐蒂杆皮带盘短轴水平
40 道夫轮系短轴水平 41 道夫轮系角尺 42 圈条柱顶部水平 43 上下圈条盘中心偏心距 44 盖板传动轴水平 45 盖板导盘轴不灵活 46 各部机件缺损 47 各部另件揩清油眼挖清不良 48 棉层通道不光洁
回转刺辊,用隔距片全面检查, 允许有两个低凹处,低凹处的隔 距可按允许限度+0.002 英寸,每 个低凹处最大面积不超过 77mm2 (约 12 平方英寸)
锡林停在任意处回转道夫,用隔 距片全面检查。若有低凹处,低 凹处的隔距按允许限度+0.001 英 寸,其宽度普通针布中凹不超过 30cm(约 12 英寸);淬火、金属 针布低凹处任意一次检查横向累 计不超过 30cm(约 12 英寸)。普 通、淬火针布两端避让隔距片宽 度测查
给棉罗 拉~给棉 板(出口)
隔距
+0.05 -0.03
+0.002 -0.001
+0.05 -0.03
+0.002 -0.001
右手捏在隔距片离头端 20mm(约 8 英寸)处,左手可扶隔距片头端, 插入给棉板出口,自左至右顺手 斜拖进行查测。如规定隔距为 0.012 英寸,用 0.010 英寸隔距片 先插入深度应大于 5mm(约 3/16 英寸);用 0.015 英寸隔距片插入 深度不超过 6mm(约 1/4 英寸)。 查测部位:大修理全面检查,小 修理两端避让—隔距片宽度
梳棉机道夫定位安装及锡林与道夫隔距调整(“隔距”相关文档)共3张
略谈梳棉机针布间隔距

技术专论略谈梳棉机针布间隔距刘古立(特吕茨勒纺织机械(上海)有限公司,上海 201707)摘要:为了合理设置梳棉机针布间隔距、充分发挥梳棉机对纤维的梳理效能,回顾不同年代对梳棉机针布隔距设置标准的演变,揭示针布间隔距与梳棉技术的关系及其核心功能;阐述梳棉机隔距的设置原则是安全、精准、渐收、有效;分析设置高产梳棉机针布间隔距应参考温度、产量、速度、初始设置、最终设置,找准隔距基准点,正确使用隔距片,防止螺丝调节产生不当拉应力,做到用数据分析方法指导隔距的调整。
指出:隔距把梳棉机的主要梳理部件关联起来,其设置应摒弃机械静态的思维方式,要全面掌握隔距动态变化规律、合理预设隔距,精细化上机操作并以质量反馈数据为依据检验隔距工艺效果、确认优化的必要性;针对高产梳棉机的特性,综合分析研判设备、原料、操作和温湿度影响因素,才能稳定提高生条质量,适应梳棉高产优质的要求。
关键词:梳棉机;高产;梳理;隔距;工艺;针布;隔距片;梳理质量中图分类号:TS104.1+3 文献标志码:A 文章编号:1001-9634(2020)05-0001-05A Brief Discussion on Gauge of setting betweenCard Clothing of Carding MachineLIU Guli(Trützschler Textile Machinery(Shanghai)Co.,Ltd.,Shanghai 201707,China)Abstract:In order to reasonably set the gauge bewteen carding clothing of carding machine andgive full play to the carding efficiency of carding machine,the evolution of gauge setting stand-ards for carding machine in different years are reviewed,the relationship between gauge bew-teen carding clothing and carding technology and its core function are revealed.The setting prin-ciple of the gauge of carding machine is safe,accurate,gradual smaller and effective.Setting thegauge of high-yield carding machine should refer to temperature,yield,speed,initial setting andfinal setting,the reference point of gauge should be found,and the gauge should be used cor-rectly to prevent improper tensile stress caused by screw adjustment,the data analysis methodshould be used to guided the adjustment of gauge.It is pointed out that the gauge connects themain carding components of the carding machine,gauge setting should abandon the thinkingmode of mechanical static,fully grasp the dynamic change law of the gauge,reasonably presetthe gauge,refinement operation,and based on the quality feedback data,the effect of the gaugeprocess is tested and the necessity of optimization is confirmed.According to the characteristicsof high-yield carding machine,comprehensive analysis of the impact of equipment,raw materi-als,operation,and temperature and humidity,only in this way can the sliver quality be im-proved steadily and meet the requirements of high-yield and high quality of carding.Key Words:carding machine;high-yield;carding;gauge;process;card clothing;card gauge;car-ding quality收稿日期:2020-02-27作者简介:刘古立(1955—),男,江苏滨海人,高级工程师,主要从事纺织工艺与纺织机械方面的研究。
FA224型梳棉机工艺配置的体会

FA224型梳棉机工艺配置的体会王洁段景洲方东李遂法(河南省漯河双龙纺织有限公司)摘要:为了研究FA224型梳棉机工艺配置,介绍了FA224型梳棉机纺不同品种时,根据原棉性能确定的最佳工艺配置,试验分析了前后棉网清洁器工艺效果的差异,并就盖板反转相关工艺配置进行了分析,认为一般情况下前棉网清洁器的隔距偏小掌握,后棉网清洁器的隔距偏大掌握,且盖板反转工艺要把握好分梳强度和盖花量两者之间的关系。
关键词:梳棉机;工艺配置;隔距;棉网清洁器;盖板反转中图分类号:TSl04.2+3 文献标识码:B 文章编号:1001-7415(2006)10-0039-03 Experiences of Processing Configuration of FA224 Carding MachineWang Jie Duan Jingzhou Fang Dong Li Suifa(Luohe Shuanglong Textile Co.,Ltd.,Henan)Abstract To research processing configuration of FA224 carding machine,the best configuration was got accord—to raw cotton property when spinning difference varieties in FA224 carding machine.The differences of front cotton cleaning device and back cotton web cleaning device were analyzed through test,relative processing configuration ofreverse turn was analyzed too.The test shows that gauge of front cotton web cleaning device should be controlledller,that of back cotton web cleaning device should be bigger,and processing of flat reverse turn should consider thetion between carding strength and flat stips.Key Words Carding Machine,Processing Configuration,Gauge,Cotton Web Cleaning Device,Flat Reverse TurnFA224型卷喂梳棉机具有高产、强分梳、大排除(杂质短绒)、质量稳定等特性。
梳棉机工艺隔距参考
梳棉机工艺隔距参考梳棉机在纺织厂里那可是个相当重要的角色,就像厨师手里的锅铲,对于做出“美味”的纺织品来说必不可少。
今天咱就好好唠唠梳棉机工艺隔距这档子事儿。
我刚进纺织厂的时候,对梳棉机那是两眼一抹黑。
看着那些个复杂的部件,心里直犯嘀咕。
这时候厂里的老师傅就过来了,拍拍我的肩膀说:“小子,想弄明白梳棉机啊,先得把工艺隔距搞清楚。
”我就纳闷了,这工艺隔距到底是啥呢?老师傅笑了笑说:“这就好比人与人之间的距离,太近了容易磕磕碰碰,太远了又没什么关系了。
梳棉机的各个部件之间的隔距也一样,合适了才能让棉花顺畅地被梳理,不合适就得出乱子。
”咱先说说给棉罗拉与给棉板之间的隔距吧。
这个隔距要是太大了,棉花就不能被有效地握持住。
就像你抓沙子,手松松垮垮的,沙子就到处漏。
这时候梳棉机梳理起来就不得劲,纤维容易纠结在一起,那出来的棉条质量能好吗?肯定好不了呀!那要是隔距太小呢?这就像把棉花使劲儿地捏在手里,太紧了也不行,棉花在里面动都动不了,还怎么被梳理均匀呢?所以这个隔距得恰到好处,一般根据棉花的品种、长度等因素来调整。
我就问老师傅:“那具体怎么个调整法呢?”老师傅白了我一眼说:“这得看经验,你得不断地尝试,多摸摸棉花,感受一下它的状态。
”再说说刺辊与给棉板之间的隔距。
这个隔距那也是相当关键的。
如果隔距不合适,刺辊就不能很好地把棉花梳理开。
你想啊,刺辊就像一把梳子,给棉板就像一个辅助固定的东西。
要是隔距不对,这把“梳子”就梳不顺溜。
我有一次自己瞎捣鼓,把这个隔距调得乱七八糟的。
结果呢?棉花被刺辊打得乱七八糟,有些纤维都被打断了。
我那叫一个懊悔啊,恨不得找个地缝钻进去。
这时候老师傅又过来了,语重心长地说:“年轻人啊,做事不能莽撞,得按照规矩来。
”锡林和盖板之间的隔距也不能小瞧。
这两者之间就像两个配合默契的伙伴。
隔距合适的时候,它们就像一对跳舞的搭档,把棉花纤维梳理得整整齐齐。
要是隔距不合适,就像两个跳舞的人老是踩到对方的脚,那场面能好看吗?我曾经看过一个同行的工厂,他们在这方面没调好。
梳棉机刺辊与分梳板隔距的探讨
择 织技 术
【1】 ・ 5 4 5 8・
Coton Tex i t tl Tec e hnol ogy
第 3 8卷
第 9期
21 0 0年 9月
梳 棉 机 刺 辊 与 分 梳 板 隔 距 的 探 讨 辽
摘 要 : 研究梳棉机刺辊与分梳 板隔距大小问题 , 通过四组刺辊与分梳板隔距的对 比试验 , 结合有关 生产
K y W o d G u e C m igP a , a e— , ik gQ a t, a e— n ecs g O tu o adn c ie e r s a g , o bn l e T k r n P c i u ly T k r n U d rai , up t f rigMa h , t i n i i n C n
棉 开松 质量 等 因 素 结合 起 来加 以选 择 , 分梳 板 隔 距 范 围在 0 3m ~15mm, . m . 一般 应 选择 0 5m ~15m 之 间 . m . m
为 宜 。对 于传 统 A 8 1 6型 、 A 0 F 2 I型 等 梳 棉 机 建 议 以 0 5 m ~1 5 1 1为 宜 , 产梳 棉 机 应 以 0 5 m ~1 0 m . m . 11 1 1 高 . m . m
实践 , 就梳 棉机 刺辊 与 分梳 板 隔距 大 小 的确 定进 行 了 讨 论 。认 为 加 装 分 梳 板 总 体 上 有 利 于 生 条 质 量 的 提 高 , 但
锡林、道夫、刺辊隔距调试.
锡林、道夫、刺辊隔距调试
梳棉机锡林、道夫、刺辊的隔距和调整方法。
1.隔距:
(1)刺辊—锡林隔距:隔距偏小,对纤维转移有利;隔距偏大,不利于转移,易产生棉结。
一般为7/1000英寸。
(2)锡林—道夫隔距:隔距偏小,道夫凝聚纤维作用好,能降低生条棉结,改善条干均匀度;隔距偏大,会影响纤维凝聚、转移,使棉网中棉结增多,条干恶化。
一般为5/1000英寸。
(3)锡林—盖板隔距:在机械状态许可不产生碰针的条件下,隔距偏紧,能加强分梳,提高生条质量,降低棉结;隔距偏大,则影响分梳作用,而使生条棉结增加。
2.隔距的调整方法:
刺辊-锡林隔距调整方法:①抬上刺辊,使刺辊两端边缘与锡
林对齐,并用隔距片按规定隔距初校刺辊-锡林隔距及刺辊-给棉板之间隔距,要求达到允许限度范围以内,刺辊回转灵活。
②复查刺辊-锡林隔距,固定轴承座位置,坚固定螺丝。
紧螺丝的次序如(图31)所示。
先固定A,后固定B,再固定C,再松A,然后紧A。
③校正刺辊-锡林隔距时,刺辊要反向回转,以最紧处为准,并从紧处向松处调整(以上方法指调换刺辊)。
锡林-道夫隔距调整方法:①用隔距片按规定隔距校正锡林-道夫
隔距。
校隔距时应顺向转动道夫,全面检查,以紧处为准,由紧向松处调整,然后固紧各螺丝。
紧螺丝的方法同刺辊。
②再复查道夫-锡林隔距。
FA224型梳棉机后上罩板隔距和车速对生条质量的影响

FA224型梳棉机后上罩板隔距和车速对生条质量的影响作者:何远方谷海云来源:《轻纺工业与技术》 2013年第5期何远方1,谷海云2(1.盐城工业职业技术学院,江苏盐城224005;2.江苏新盐纺集团,江苏盐城224001)【摘要】选择了上罩板与锡林隔距、锡林速度、出条速度三个工艺参数来研究影响梳棉生条结杂短绒的因素。
分别采用这些不同的工艺参数,纺制了不同纺纱工艺的生条。
通过对生条的测试和分析可知:后上罩板与锡林隔距的大小对生条质量影响明显,隔距放大后,质量能得到改善。
锡林转速对生条质量也影响明显,转速提高后,质量得到了改善;出条速度对生条质量有影响,速度提高后,质量发生了恶化。
【关键词】FA224型梳棉机;隔距;速度;结杂;短绒Doi:10.3969/j.issn.2095-0101.2013.05.004中图分类号: TS104.2 文献标识码: A文章编号: 2095-0101(2013)05-0012-03随着人们消费需求的转变和市场竞争的加剧,用户对纺织品的要求越来越高,这就导致对纱线有了更高的要求。
在纱线的评级过程中,棉结杂质的多少一直以来都受到客户的重视,因此,控制棉结杂质成为纱厂工作的重中之重。
降低棉结杂质的关键在梳棉,它既是棉结易产生的环节,也是消除棉结的有效工序。
如何减少棉结与杂质一直是梳理研究过程中的重点问题之一,很多人对此进行多方面的研究[1-10],大部分研究人员主要是从锡林盖板间的五点隔距以及针布、刺辊速度等方面进行研究探讨。
但关于FA224型梳棉机后上罩板隔距、锡林速度、出条速度诸因素对棉结杂质去除的影响研究还不多见,为此进行了试验研究,以下是试验研究结果及分析。
1试验方法1.1试验材料试验所用原料为印度棉,原棉等级为329,原棉检测结果:纤维重量平均长度25.3mm,重量短绒率(<12.7mm)6.8%,最长25%纤维重量加权平均长度29.7mm,纤维数量平均长度为21.9mm,数量短绒率(<12.7mm)19.9%,最长5.0%纤维数量加权平均长度33.5mm,最长2.5%纤维数量加权平均长度35.0mm,棉结直径715μm,棉结265粒/g,带籽屑棉结23粒/g,杂质总数211粒/g,尘杂188粒/g,粒杂23粒/g。
纺纱工艺计算
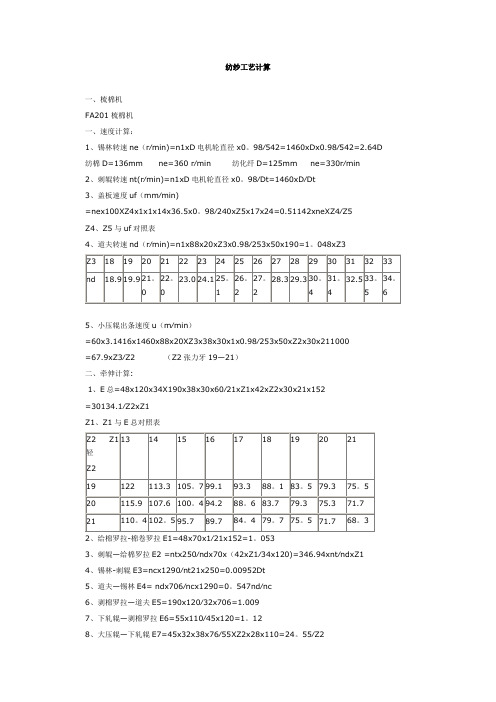
纺纱工艺计算一、梳棉机FA201梳棉机一、速度计算:1、锡林转速ne(r∕min)=n1хD电机轮直径х0。
98∕542=1460хDх0.98∕542=2.64D 纺棉D=136mm ne=360 r∕min纺化纤D=125mm ne=330r∕min2、刺辊转速nt(r∕min)=n1хD电机轮直径х0。
98∕Dt=1460хD∕Dt3、盖板速度uf(mm∕min)=neх100ХZ4х1х1х14х36.5х0。
98∕240хZ5х17х24=0.51142хneХZ4∕Z5Z4、Z5与uf对照表4、道夫转速nd(r∕min)=n1х88х20хZ3х0.98∕253х50х190=1。
048хZ35、小压辊出条速度u(m∕min)=60х3.1416х1460х88х20ХZ3х38х30х1х0.98∕253х50хZ2х30х211000=67.9хZ3∕Z2(Z2张力牙19—21)二、牵伸计算:1、E总=48х120х34Х190х38х30х60∕21хZ1х42хZ2х30х21х152=30134.1∕Z2хZ1Z1、Z1与E总对照表3、刺辊—给棉罗拉E2 =ntх250∕ndх70х(42хZ1∕34х120)=346.94хnt∕ndхZ14、锡林-刺辊E3=ncх1290∕nt21х250=0.00952Dt5、道夫—锡林E4= ndх706∕ncх1290=0。
547nd∕nc6、剥棉罗拉—道夫E5=190х120∕32х706=1.0097、下轧辊—剥棉罗拉E6=55х110∕45х120=1。
128、大压辊—下轧辊E7=45х32х38х76∕55ХZ2х28х110=24。
55∕Z29、小压辊—大压辊E8=28х30х60∕30Х21х76=1.053三、产量计算:G= ndх60х190х38х30х60х3。
1416хgх1∕Z2х30х21х1000х1000х5 =0.778 gхnd∕Z2(g—生条定量g∕5m)梳棉机各部位隔距(纺纯棉中特纱)FA204梳棉机 一、速度计算: 二、牵伸计算:1、 E 总=E 小压辊—棉卷罗拉=V1∕V2=(2.295或2.805)fd/0.02745fw =83。
梳棉工艺设计要点

梳棉工艺设计一、高产梳棉机工艺设计要点(一)高产必需高速现代梳棉机通过提高锡林转速和在刺辊、锡林上附加分梳元件,来保持高产时纤维良好的分梳度,提高成纱质量,从而进一步提高梳棉机产量。
(二)适当增加生条重量高产梳棉机为适应单位时间内输出纤维量的增加,宜适当提高道夫转速和适当增加生条定量。
但过重的生条定量不利于梳理、除杂和纤维转移。
(三)接受较紧隔距在针面状态良好的前提下,锡林和盖板间接受较紧的隔距,可提高分梳效能。
尽可能减小锡林和道夫隔距,有利于纤维的转移和梳理。
在锡林和刺辊间接受较大的速比和较小的隔距,可削减纤维返花和棉结的产生。
(四)协调好开松度、除杂效率、棉结增长率和短绒增长率的冲突纤维开松度差,除杂效率低,短绒和棉结的增长率也低。
提高开松度和除杂效率,往往短绒和棉结也呈增长趋势。
要充分发挥刺辊部分的作用,留意给棉板工作面长度和除尘刀工艺配置。
在保证确定开松度的前提下,尽可能削减纤维的损伤和断裂。
(五)清梳除杂合理分工梳棉机上宜后车肚多落,抄斩花少落。
依据原棉含杂内容和纤维长度合理制定梳棉机后车肚工艺,充分发挥刺辊部分的预梳和除杂效能。
(六)合理选择针布选好针布、用好针布和管好针布,是改善梳理、削减结杂、提高质量的有力保证。
要依据纤维的种类和特性、梳棉机的产量、纱的线密度等选用不同的新型高效能针布(如:高产梳棉机针布、细特纱针布、低级棉针布、一般棉型针布、棉型化纤针布、中长化纤针布等不同系列),并留意锡林针布和盖板、道夫针布和刺辊锯条的配套。
工艺参数设计(一)生条定量生条定量和梳棉机产量和生条质量密切相关。
纺细特纱时一般选择较大的牵伸倍数,较轻的生条定量,一般在纺纱号数相同或相近的状况下,产品质量要求高时定量应偏轻驾驭。
生条定量轻,有利于提高转移率,有利于改善锡林和盖板间的分梳作用。
当梳棉机在高速高产和运用金属针布以及其他高产措施后,过轻的定量有以下缺点:(1)喂入定量过轻,则在相同条件下,棉层结构不易匀整(如产生破洞等),且由于针面负荷低,纤维吞吐量少,不易弥补,因而造成生条短片段的重量恶化。
梳棉机隔距计算公式

梳棉机隔距计算公式梳棉机是纺织工业中常用的一种设备,主要用于梳理棉纤维,使其更加整齐、柔软,提高纺纱质量。
梳棉机的隔距是指梳棉机梳理棉纤维时,针对不同的纤维长度和质量要求所设置的梳理间隔。
正确的隔距设置可以有效提高梳理效率和纺纱质量,因此隔距的计算是非常重要的。
在本文中,我们将介绍梳棉机隔距的计算公式以及其应用。
梳棉机隔距的计算是基于纤维的长度和质量来确定的。
一般来说,较长的纤维需要较大的隔距,而较短的纤维则需要较小的隔距。
此外,纤维的质量也会影响隔距的设置,质量较差的纤维需要较小的隔距,以便更好地梳理。
因此,梳棉机隔距的计算公式可以表示为:隔距 = k × L × (1 q)。
其中,隔距表示梳棉机的梳理间隔,单位为毫米;k为比例系数,通常取决于梳棉机的型号和工艺要求;L表示纤维的长度,单位为毫米;q表示纤维的质量,取值范围为0到1。
在实际应用中,为了更好地确定比例系数k的数值,可以通过试验和经验来确定。
一般来说,不同类型的梳棉机和不同的工艺要求会有不同的比例系数,因此需要根据具体情况来确定。
而纤维的长度L和质量q可以通过实验室测试或者生产实践中的经验来获取,然后代入公式中进行计算,从而得到最佳的隔距设置。
在确定隔距时,还需要考虑到纤维的细度和弹性等因素。
较细的纤维需要较小的隔距,以便更好地梳理;而较粗的纤维则需要较大的隔距。
此外,纤维的弹性也会影响隔距的设置,较弹性的纤维需要较大的隔距,以便更好地梳理。
除了上述的计算公式外,还可以根据梳棉机的实际情况和生产要求来进行调整。
例如,在生产过程中发现纤维梳理效果不佳时,可以适当调整隔距,以便更好地适应不同类型的纤维和工艺要求。
总之,梳棉机隔距的计算是非常重要的,它直接影响到梳理效率和纺纱质量。
通过合理的隔距设置,可以有效提高梳理效率和纺纱质量,从而提高生产效率和降低生产成本。
因此,梳棉机隔距的计算公式及其应用具有重要的理论和实际意义,对于纺织工业的发展具有重要的指导作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
梳棉机通用隔距表
介绍
梳棉机通用隔距表是用来确定梳棉机工作时隔距的重要参考工具。
通过合理设置隔距,可以确保梳棉机的工作效率和产品质量。
本文将详细介绍梳棉机通用隔距表的使用方法和相关内容。
梳棉机工作原理
在深入了解梳棉机通用隔距表之前,我们先来了解一下梳棉机的工作原理。
梳棉机是一种用于棉纤维的梳理和清理的设备,主要用于纺织行业。
其工作原理可以简单描述如下:
1.送棉:将棉花送入梳棉机的进棉部分。
2.梳理:梳棉机通过旋转的筒子和弯曲的牵引板,将棉花的纤维解开并进行梳
理,使纤维在纵向和横向上足够分散。
3.清理:梳棉机通过弯曲的牵引板和清理器,清理棉花中的杂质、残胚和短纤
维,保证产品质量。
4.成带:梳棉机将经过梳理和清理的棉纤维制成纤维带,供后续工序使用。
隔距的作用
隔距是梳棉机工作时设置的一个重要参数,它决定着棉纤维在梳棉机内部运动的距离。
合理设置隔距可以有效控制棉纤维的运动和分散程度,从而影响梳棉机的工作效果和纤维带的质量。
隔距的作用主要体现在以下几个方面:
1.纤维分散:合适的隔距可以使棉纤维在梳棉机内部充分分散,减少纤维之间
的缠结,提高梳理效果。
2.清理效果:梳棉机的清理器在工作时需要一定的隔距来保证其正常运行,合
理设置隔距可以提高清理杂质和短纤维的效果。
3.纤维拉伸:适当增大隔距可以增加纤维的拉伸程度,提高纤维带的均匀性和
强度。
4.工作效率:合理设置隔距可以提高梳棉机的工作效率,缩短工作周期,降低
能耗。
梳棉机通用隔距表的使用方法
梳棉机通用隔距表是一个根据梳棉机类型和工作要求制定的隔距参考表。
使用梳棉机通用隔距表时,需要根据梳棉机的型号、规格和棉纤维的特性选择相应的隔距数值。
下面是一个简化的通用隔距表:
序号隔距说明
1 1.0mm 纤维度较短的棉纤维
2 1.5mm 一般情况下的默认隔距
3 2.0mm 纤维度较长的棉纤维
4 2.5mm 对于特殊棉纤维的梳理需求
5 3.0mm 粗棉纤维或特殊工艺要求的梳理
6 3.5mm 高速梳棉机的默认隔距
使用梳棉机通用隔距表时,首先根据棉纤维的特性和工艺要求选择一个初始隔距值,然后通过试验和调整不断优化隔距数值,以达到最佳的梳理效果和纤维带质量。
隔距调整的注意事项
在进行隔距调整时,需要注意以下几个问题:
1.温度和湿度:梳棉机工作环境的温度和湿度会对隔距的选择产生一定影响,
需根据实际情况进行调整。
2.棉纤维特性:不同来源、品种和加工方式的棉纤维具有不同的特性,应根据
实际情况进行隔距调整。
3.试验和记录:在调整隔距时,建议进行试验和记录关键参数,以便后续分析
和优化。
结论
梳棉机通用隔距表是梳棉机工作的重要参考工具,通过合理设置隔距可以提高梳棉机的工作效率和纤维带的质量。
在使用梳棉机通用隔距表时,需要根据梳棉机的型号、规格和棉纤维的特性选择相应的隔距数值,并通过试验和调整优化隔距,以达到最佳的梳理效果。
最后,在进行隔距调整时,还需注意环境因素和棉纤维特性,并进行试验和记录,以便后续分析和优化。