特吕Tc5梳棉机说明书
德国特吕茨勒TC03
德国特吕茨勒TC03德国特吕茨勒TC-03型梳棉机主要技术特点1、⽤提⾼锡林位置的⽅法,增加梳理⾯积以提⾼梳理质量(1)将梳棉机锡林中⼼位置提⾼约20cm,使锡林与道夫刺辊之间的相对⼏何位置得到调整,使活动盖板前后固定盖板梳理弧在DK903型梳棉机的基础上增加20%,使前区梳理⾯积增加63%,后区梳理⾯积增加48%,TC-03型梳棉机与DK903型梳棉机相⽐,在同样的⽣条质量⽔平条件下,产量可相应增加,⽽在产量相同的条件下⽣条质量TC-03型梳棉机⽐DK903型梳棉机显著提⾼。
(2)在同样产量条件下,TC-03型梳棉机⽐DK903型梳棉机的⽣条质量明显改善。
TC-03型梳棉机与DK903型梳棉机⽣产环锭纱时在同等产质条件下13.3tex 环锭混纺纱细节减少23%,粗节减少55%,棉结减少49%,10万m纱疵A1减少87%,总纱疵减少69%,19.4tex纯棉精纱产量均为55kg,粗节减少30%,棉结减少24%,其他得重不匀、细节、纱线强⼒伸长率均基本相同。
⽣产29.2tex转环杯纱,产量增加75%,棉结减少57%,UT4微尘每100m增加稍许,其他纱线强⼒伸长率、细节、粗节、重不匀均变化不⼤。
总之,提⾼锡林位置、加和长梳理弧的技术措施改进后,使新型梳棉机不论⽣条质量及产量提⾼等⽅⾯都取得显著进步,这是TC-03型⾼产梳棉机技术进步的最重要⽅⾯。
2.固定盖板梳理技术的改进(1)由于锡林中⼼位置提⾼,使TC-03型梳棉机固定盖板梳理区加长了梳理弧长度,增加了梳理⾯积,使固定盖板数量进⼀步增加,⽽且可根据需要增减固定盖板数量,从⽽提⾼新型梳棉机对纺纱原料的适应性。
(2)新型固定盖板梳理区,包括有四种⽆件,其中分别是梳理元件(两根固定盖板组成的梳理件),清洁⽆件(带有除尘⼑的负压吸尘件),控制⽆件(通过负压调节控制棉⽹)及罩板件,在增减固定盖板时可发罩板的增减来调节,四种元件的设计具有平⾏互换性(见图2)(3)固定盖板梳理区的调节对不同的产品原料以及后⼯序不同纺纱⽅式对⽣条产质量的要求不同,可选配最佳的前后固定盖板等四种元件的配置。
立达梳棉机的操作方法

立达梳棉机的操作方法
1. 开机前,检查各部位是否安装到位,保证无松动、磨损等现象;
2. 打开电源,启动电机;
3. 在空载状态下运转5分钟,检查机器运转是否正常,无异响、无震动等现象;
4. 将原料放入梳棉机料斗中,开启梳棉机,梳理原料;
5. 调整梳棉机的输料量、输送速度和转速等参数,达到最佳效果;
6. 定期清理梳棉机内部和外部的积尘、毛屑等杂质,保持机器清洁卫生;
7. 关机时,先将原料处理完毕,然后关闭电机,对机器进行整体检查,确保机器在下次使用前无故障,无损坏现象。
第二章梳棉机械

给棉板各工艺尺寸间的关系
分梳工艺长度S=l0+l1=l0+l3+(R+Δ)tgα
l3为给棉板工作面在刺辊轴心水平线以上的一段长度,
即mn弦长;R-刺辊半径; Δ-隔距; α-给棉板工作面与
垂直线的夹角。
当Δ 和α一定时,S减小,棉束百分率下降,短绒百分
率增加;
所以S应与被加工纤维长度相适应,并且在加强分梳的 同时要尽可能减少纤维损伤;
青岛宏大FA201B型梳棉机
三项专利的三罗拉 剥棉、主传动、单 机滤尘箱;变频器 无级调速;前三后三 固定盖板;刺辊下装 有分梳板;新型优质 的金属齿条;数控显 示仪,无触点传感 器,显示出条速 度、班产量等及断 条、返花故障和多 处安全自停装置; 机上四点连续吸, 系统间歇吸。
青岛宏大FA231型梳棉机
盖板式梳棉机
2. 我国梳棉机的发展
• 20世纪50’s: 批量生产A181型,弹性针布,锡 林180r/min,斩刀剥棉
• 60’s中:A186,金属针布,锡林360r/min, 四罗拉剥棉,15~25kg/h
• 80’s: FA201装有分梳板和前后固定盖板,锡 林360r/min,40kg/h
3. FA201梳棉机简介
• 棉卷喂入、棉丛喂入(产量高)两种 • 棉卷→棉卷罗拉→给棉罗拉和给棉板共同握
持→刺辊分梳→刺辊分梳板梳理→除尘刀→ 三角小漏底→锡林→固定盖板→锡林+盖板 工作区→锡林+前固定盖板→道夫→剥棉罗 拉→喇叭口→大压辊→圈条器→条筒
FA201梳棉机
FA201梳棉机主要技术特征
高产梳棉机给棉和刺辊部分高产梳棉机以1~2 块分源自板代替小 漏底,以增加分 梳作用;
棉箱喂入 新型喂棉装置
AVENTICS 5 2-方向阀门系列TC15商品说明书

G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
Compressed air connection Exhaust G 1/4 G 1/4 G 1/4 G 1/4 G 1/4 G 1/4 G 1/4 G 1/4 G 1/4 G 1/4
Version Activation Sealing principle Working pressure min./max. Control pressure min./max. Ambient temperature min./max. Medium temperature min./max. Medium Max. particle size Oil content of compressed air Nominal flow Qn Connector standard Protection class,with connection Duty cycle Mounting on manifold strip Mounting screw tightening torque Weight
PDF creation date:
03.03.2019
PDF creation date:
03.03.2019
Page 2 | AVENTICS
Technical data
Part No.
0820058001 0820058051 0820058026 R422103063 0820058076 R422103065 0820058501 R422103067 0820058551 R422103069
技术▎设备大师支招梳棉机维护与保养

技术▎设备大师支招梳棉机维护与保养设备管理是棉纺厂五大基础管理的核心,必须建立科学的、有效的设备管理机制,加大设备日常管理力度,将理论与实际相结合,科学合理地制定设备的维护、保养计划。
梳棉是棉纺的“心脏”,本文就BC05和TC5-1梳棉机的维护保养工作与大家进行简单的探讨。
梳棉机的维护与保养工作主要分为三大块:日常点检、揩车保养,针布管理。
1 全民参与,全面点检点检就是指按照一定的标准、周期,对设备重要的部位进行检查,以便发现故障隐患,及时加以修理调整,为设备的安全运行奠定基础。
点检的前提要把梳棉机包机到人。
BC05和TC5-1梳棉机智能化程度高,生条质量、生产效率、TC5-1的每一次断头原因都可以在操作面板上查看。
因此,保全工每天必须及时查看显示屏显示的各项参数,检查设备有无异响、皮带有无磨损、通道是否挂花、油箱有无漏油、主要部位的螺丝有无松动等,对这些容易发生事故的部位都要进行点检,发现异常,及时处理。
BC05梳棉机与TC5-1梳棉机相比存在一个很大的缺陷,就是BC05梳棉机无法在显示屏上查询历史故障记录,这样对点检人员的检查工作带来一定的困难。
所以建议在每条梳棉生产线上挂一个故障记录本,运转人员可以将运转中效率低的机台或者坏车的机台故障内容填写在故障记录本上,这样可以大大提升点检人员的工作效率。
有些人认为点检是保全工的任务,与运转人员没有关系。
其实这种观点是错误的。
比如TC5-1梳棉机刺辊顶部的泛气罩容易积短绒,如果挡车工开车前不点检这个位置,就容易造成刺辊卡死。
因此,只有全民参与点检才能降低设备的故障率。
2 揩车保养,持之以恒揩车是状态维修的重要工作之一,应结合巡回检查,通过耳听、目视、手感、鼻闻等发现梳棉机运转中出现的异常状态,或听取挡车工人的反映,对揩车机台进行针对性的检修、保养。
梳棉机揩车保养维护的内容主要有:机器内、外表面的清洁;检查皮带、皮带轮有无磨损;检查油箱有无漏油、轴承是否缺油;检查各个部位传感器是否正常;对纤维的转移和排杂通道进行清理,做到通道光洁;清理弹性针布、道夫针布以及部分固定盖板针布等容易粘花的部位等。
纺织机紧固机手册说明书
M-code or by the operation of a convenient hand valve • Large actuator diameter produces higher forces than
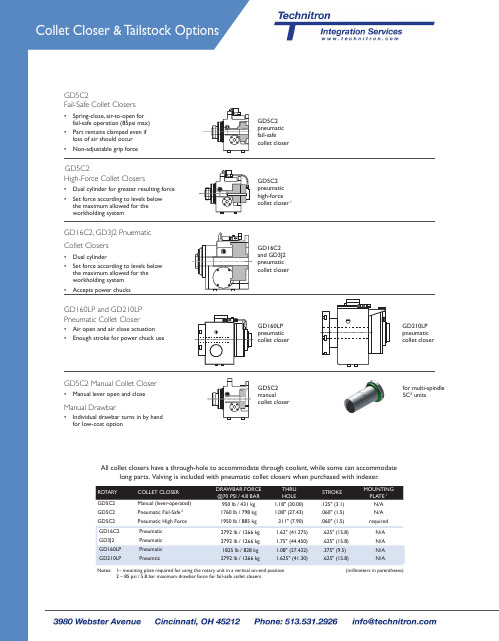
GD16C2, GD3J2 Pnuematic Collet Closers
• Dual cylinder • Set force according to levels below
the maximum allowed for the workholding system • Accepts power chucks
Manual Tailstock
• Manually-operated quill-type tailstock with convenient hand wheel – 1/4-turn quill lock
• #3 Morse taper spindle • Only live centers are recommended for use • Base locating pins to reference and configure with any
competitor's brands • Riser plate is supplied for all rotary devices with spindle
centerline above 4" (101.6) • Pneumatic valving included
特吕茨勒:新一代梳棉机TC10全球首发
特吕茨勒:新一代梳棉机TC10全球首发作者:暂无来源:《中国纺织》 2015年第7期文本刊记者梁瑞丽徐红“特吕茨勒此次以适合中国市场的最新设备和技术作为展示亮点,四个业务板块——纺纱、非织造、人造纤维和针布同台亮相上海纺机展,说明中国市场越来越被我们重视。
” 在上海纺机展上,特吕茨勒纺织机械(上海)有限公司CEO施博安先生表示。
优势机型备受关注特吕茨勒纺织机械(上海)有限公司隆重推出全新梳棉机TC10,备受关注,成为一大亮点。
“市场对TC10 的反馈也让我惊喜不已,仅在开展前一周到今天,我们已经销售了200 台TC10。
”施博安先生在展会第三天接受采访时表示。
TC10 的工作幅宽为一米,是梳棉机领域的顶级设备。
该设备不仅秉承了特吕茨勒梳棉机一贯“高效环保节能”的设计理念,更拥有以下优势:卓越的品质,至高的产能,德国梳理技术,产能可达180KG/h ;梳理弧长达 2.83 米,为世界上最长,从而保证最佳的梳理品质;机身更短,占地面积更小,从而减少固定资产投资;可与一体式牵伸装置IDF 2 完美配合,是气流纺纱的最佳选择。
同台展出的还有新一代特吕茨勒并条机TD 8,此台并条机配有独立驱动的SERVO CREEL 导条架,并配置了新型喂入传感器DISC LEVELLERTD-DL 保证持续稳定的棉条支数,并显著地改善棉条不匀率。
并条机出条区域的新型质量传感器DISC MONITOR TD-DM 持续监控棉条的质量数据。
作为全球领先的纺织机械生产商之一,特吕茨勒集团已有超过125 年的历史。
其子公司特吕茨勒非织造和人造纤维有限公司在德国拥有两个生产基地,特吕茨勒针布有限公司在德国拥有一个生产基地。
此外,公司在印度,中国,巴西,美国和瑞士设有生产基地,在全球范围内设有众多服务中心站,能够为重要的纺织工业市场提供贴近客户的服务。
四大板块同台亮相特吕茨勒集团还是非织造和人造纤维设备系统以及针布专家。
特吕茨勒非织造板块包括高效高产的开松混合设备,广泛认可的高品质SkyCard 梳理机,铺网效果卓越的交叉铺网机,设计精良的牵伸机以及高效清洁烘干机SkyDry。
TC5-1型梳棉挡车工培训材料

TC5-1型梳棉挡车工操作要点培训特吕茨勒TC5-1型梳棉机是我公司引进的高产、高速梳棉机,具有产量高、质量控制好等优点。
TC5-1型梳棉机具有在线检测能力,梳棉机道夫下方安装数码照像机自动扫描棉网结杂,可自动监控瞬间剥棉罗拉棉网中的结杂含量及结杂颗粒的大小,及时向电子计算机报告棉网中结杂的含量并在荧屏上自动显示检测结果。
TC5-1梳棉机的T-CON装置是依靠对生产环境中变换数据的测量,可客观地计算出并设定各梳理元件间的距离,如梳棉机锡林与盖板间的隔距,还包括各种棉网清洁系统中的固定梳理原件与锡林间的距离。
可使梳棉机的工艺达到最优化的配置,从而使产品质量达到最佳水平。
一、梳棉机开、关流程:开车:滤尘→开梳棉机(20台梳棉机交叉开出)关车:道夫→锡林→滤尘(关锡林大约10分钟后再关滤尘)开车:1.计算机启动,显示屏闪烁几次之后切换到主屏幕中→开锡林。
2.输棉装置准备就绪等待开车。
3. 按住点动按钮。
关车:进行清洁或者修改设置之前,必须先将梳棉机中的棉絮完全排空,然后将梳棉机关闭。
如果也要将DFK喂棉器的棉箱排空,还必须阻止棉絮进入喂棉器中。
按照如下所述停止通过DFK喂棉器喂入棉絮:1.选择设定/编程2.选择维护功能3.选择DFK开启○M4.关闭DFK ○/5.让输棉装置运转片刻,直到输出罗拉之间不再出现棉絮时为止。
6.关闭输棉装置。
○▽7.让锡林电机运转大约10min,使除杂辊可以将盖板条清理干净,然后关闭锡林驱动装置。
8.关闭主开关(位置O)。
9.进行所有清洁和维护作业之前,应用挂锁将主开关锁住,防止重新开启。
二、挡车工主要工作1.上空桶,送满桶到预并条规定定置区域;2.处理断条;3.清洁工作;4.班组安排临时工作任务。
三、清洁项目1.压辊(罗拉)两侧积花,保持随时干净;2.吸风管挂花,每班检查一次,如有故障及时处理(车间配挡板门钥匙及相关工具);3.龙头(需打开)清洁(配工具);4.滑片清洁(用小绞针或小菊花棒轻做,严禁用手处理);5.喇叭口清洁(无积花);6.输送管道挂花,交班前停车处理,预防堵塞;(配工具)7.地面清洁、车身表面清洁,保持随时干净。
先进清梳联流程
由于单机性能好,并应用了PLC可编程序控 制器、自调匀整器、压力传感器等微电子 技术,实现了“一抓、一开、一混、一清、 一梳”的短流程工艺,实现了无回花、无 级连续供棉和生条定量在线检测和调整, 整个系统稳定可靠。
优点一览:
• 带触摸屏的计算机控制 • 一体化喂棉盘SENSOFEED 实现对纤维的良好握持以及短片断不匀
德国特吕茨尔
——TC 07型清梳联合机简介
新型高产梳棉机TC 7
• 特吕茨勒超过30000台梳棉机的生产经验是 研发新型梳棉机TC 7的坚实基础。它完全 针对棉纤维的高产加工而优化设计,重点 集中在加强操作安全性、可靠性和耐用性 方面为了更好的适应不同客户的特别需求, 特吕茨勒开创配合性设备和可选件的理念, 使机器具有高度灵活性,根据不同需求而 实现不同配置。
• 性能卓越的梳棉机,适用所有高产领 域
• 该梳棉机特别针对高产应用而设计。产量在不低 于200kg/h时,机器依然安全可靠。因此,它也适 用于搭配一体化并条机IDF,通常是加工OE纱的 最佳选择。新研发的设定优化工具T-Con属于该 梳棉机的标准配置。同样属于标准配置的还有超 耐磨针布和WEBFEED的耐用性是金属针布十倍 的针辊
• 梳棉机被当作是纺纱厂的心脏——也被认 为是整个生产过程中的“质量控制”。梳 棉机将棉簇开松成单纤维并平行排列,原 先的松散棉簇在此处变成连续棉条。同时, 棉结和杂质被除去。
• TC系列梳棉机在生产中表现出独一无二的 超能力。其梳理区域长度远远大于传统梳 棉机。纤维被平行排列——成薄刀片状的 连续纤维网——在梳棉机输出端形成棉条。 棉条接着被送进条筒,在下道并条工序中 被拉直均匀。
• 对整个盖板区域的测量
FLATCONTROL测量盖板占据三根常规盖板的位 置,其传感器通过在整个工作区域内的移动,探 测到锡林针布的距离。测量盖板内的微处理器存 储所有的测量值。这些数据被无线传输到笔记本 电脑,制成图表。
梳棉机安全技术操作规程(3篇)

第1篇一、目的为了确保梳棉机操作人员的人身安全和设备的安全运行,防止事故发生,特制定本规程。
二、适用范围本规程适用于所有梳棉机的操作人员。
三、操作前的准备1. 检查梳棉机各部件是否完好,特别是传动装置、防护装置等关键部件。
2. 检查梳棉机电源是否正常,接地是否良好。
3. 检查梳棉机周围环境,确保无易燃、易爆物品。
4. 熟悉梳棉机的操作流程、安全注意事项和应急预案。
四、操作步骤1. 启动梳棉机前,应确保梳棉机处于空载状态。
2. 打开电源开关,启动梳棉机。
3. 操作人员应站在梳棉机前方,双手握住操作手柄,缓慢调整梳棉速度。
4. 梳棉过程中,严禁将手、衣物等物品伸入梳棉机内部。
5. 如发现梳棉机异常,应立即停止操作,切断电源,检查故障原因,排除故障后再继续操作。
6. 操作过程中,注意观察梳棉机运行情况,如发现异常现象,应立即停止操作,通知维修人员进行检修。
7. 梳棉过程中,严禁离岗、睡觉或做其他无关事宜。
8. 操作结束后,关闭梳棉机电源,清理工作现场,确保设备处于良好状态。
五、安全注意事项1. 操作人员必须经过专业培训,取得相关操作资格证书。
2. 操作过程中,必须穿戴好劳动防护用品,如安全帽、工作服、防护手套等。
3. 严禁酒后操作梳棉机。
4. 操作过程中,严禁触摸、调整或拆卸设备内部部件。
5. 操作过程中,严禁将身体任何部位伸入梳棉机内部。
6. 操作过程中,严禁擅自改变设备参数。
7. 操作过程中,严禁擅自离岗、睡觉或做其他无关事宜。
六、应急预案1. 发生事故时,立即停止操作,切断电源。
2. 立即组织人员开展救援,并拨打急救电话。
3. 保护现场,协助相关部门进行调查处理。
4. 按照事故处理程序,上报事故情况。
七、附则1. 本规程由设备管理部门负责解释。
2. 本规程自发布之日起实施。
第2篇一、概述梳棉机是纺织工业中重要的设备之一,主要用于去除棉纤维中的杂质、短纤维、棉结等,提高棉纤维的清洁度和质量。
为保证梳棉机的安全运行,防止事故发生,特制定本规程。
纺织行业剪裁机使用说明书
纺织行业剪裁机使用说明书尊敬的用户,感谢您选择我们的纺织行业剪裁机。
为了确保您正确、安全地使用该机器,我们为您准备了如下使用说明,请仔细阅读并按照指导操作。
一、机器概述纺织行业剪裁机(以下简称“剪裁机”)是一种专业用于纺织品剪切和裁剪的设备。
其工作原理基于先进的机械技术和电子控制系统,具备高效、精确的剪裁能力,为纺织行业的生产提供了可靠的支持。
二、安全须知1. 使用前,请确保机器的电源接线正确、可靠,并接地,以减少电击风险。
2. 使用时,请穿戴合适的劳动防护用品,如手套和护目镜,以防止意外伤害。
3. 请勿将手指或其他物体放入到机器运动部件中,避免夹伤危险。
4. 当发生机器异常声音、异味或其他故障时,请立即停止使用,并联系专业技术人员检修。
5. 请将机器放置在干燥、通风、避免直射阳光的环境中,以保持其正常运行和寿命。
三、操作步骤1. 开机准备a. 检查机器上的所有操作按钮是否在“关”位。
b. 按下电源开关,确保机器通电。
c. 等待机器启动,确保显示屏正常显示。
2. 调整剪切参数a. 使用操作面板上的功能按钮,选择对应的剪切模式和参数。
b. 根据不同的纺织材料,调整刀具的剪裁深度和速度。
c. 使用操作面板上的数值调节按钮,进行微调直到满足要求。
3. 安装纺织材料a. 将待剪裁的纺织材料平整地放置在剪切台上。
b. 确保材料正确对齐,避免偏斜或错位。
4. 开始剪裁a. 操作面板上选择“启动”按钮,剪裁机将开始工作。
b. 监视剪裁过程,确保剪切结果符合预期。
5. 结束操作a. 当剪切完成后,手动停止机器运行,按下操作面板上的“停止”按钮。
b. 清理剪裁台和机器周围的纺织材料残渣,保持整洁。
四、保养与维护1. 定期清洁机器表面和内部,可使用软布擦拭,避免使用腐蚀性化学品。
2. 检查机器各部件的紧固度,如有松动及时拧紧。
3. 定期对机器进行润滑,使用专用的润滑油或脂。
4. 如需更换刀具,请按照说明书中的步骤进行操作,并确保刀具的质量和型号与机器兼容。
newlineTT-TC65使用说明书
newlineTT-TC65使用说明书newlineTT-TC65自动洗衣机分为波轮的滚筒两种,使用方法如下:1、newlineTT-TC65全自动波轮洗衣机连接好电源,保证你家的电源线路安装漏保和接地,否则可能发生严重的触电事故。
还有就是安装好自动水龙头,保证地面平稳。
把要洗涤的衣物和洗衣粉及添加剂(软化剂、漂白剂等)故入洗衣机内,并将机盖关上。
1)你需要启动电源按钮,让洗衣机可以接受控制。
2)根据需要洗涤衣物的多少加水量。
3)选择洗衣流程:有浸泡、洗涤、漂洗、脱水四个流程。
可以根据自己的需要做出选择。
当你做出选择时,相应的过程指示灯就会亮,它亮多少个,说明它这些程序都要做,如果按到脱水,说明它只完成脱水程序,其他一概不动.你每按一下按钮它就会有相应的程序。
4)还有标准和柔和选项,这个是指洗衣的力度,快速还是慢速,这是指洗衣的时间长短。
5)按一下开始按键洗衣机就按照你的指定要求自动完成全部洗衣过程。
2、newlineTT-TC65全自动滚筒洗衣机相对于波轮产品,滚筒洗衣机不止在洗衣原理上与波轮洗衣机不同,滚筒洗衣机的操作模式大相径庭。
当然首先也是先放进衣服和洗衣粉,打开电源再调好洗衣程序,按开始键开始洗涤,不过相对于波轮式洗衣机。
滚筒洗衣机在使用的过程中有一些注意事项:(1)放好衣物之后,电脑根据衣物的多少会自动控制水量,水够了以后上水自动停止。
洗衣的时间是不可以自定义的,洗的是什么材料的衣物,就选到那个挡位。
(2)滚筒洗衣机一定要使用低泡洗衣粉,并且量要非常少,用量过多时会产生泡沫,泡沫会从门圈和皂盒中溢出,洗衣机会发出警报,所以只要使用低泡洗涤剂并减少洗涤剂的用量就可以解决。
(3)滚筒洗衣机洗衣服时,可能看不到水流,这是因为滚筒洗衣机的洗涤原理是靠摔打,当水量过多时不仅浪费水,还无法形成有效的摔打。
但在漂洗时会增加水量,所以不用担心最终的洗净效果。
newlineTT-TC65滚筒洗衣机怎么用洗衣的预备滚筒洗衣机的料盒有三个槽,从左至右分别用于投放主洗剂、柔顺剂和预洗剂。
TC6015普通机构说明书(8t)

T C6015塔式起重机使用说明书河北九通重工股份有限公司概述TC6015塔式起重机,是我公司按市场要求及最新国家标准设计而成的新型塔式起重机。
TC6015塔机为水平起重臂,小车变幅,上回转自升多用途塔机。
该机的特色有:1.性能参数及技术指标国内领先,达到目前国内先进水平,最大工作幅度60m,最大起升高度180m。
2.整机外型为国际流行式,非常美观,深受国内外用户的喜爱。
3. 工作方式多,适用范围广。
该机有基础固定,底架固定,外墙附着及行走等工作方式,适用各种不同的施工对象。
独立式的起升高度为50m,附着式是在独立式的基础上,增加塔身标准节和附着装置即可实现,起升高度可达180m,特殊订货最大起升高度可达200m。
4. 工作速度高,调速性能好,其中变幅机构、回转机构采用当今国际上最先进的变频无级调速方案,工作更加平稳可靠。
5. 电器控制系统采用专业电器厂引进国外先进技术生产的电器元件,寿命比国产元件长3~4倍,故障少,维修简单,工作可靠。
6.各种安全装置齐备,且为机械式或机电一体化产品,适应于恶劣的施工环境,能确保塔机工作可靠。
7. 坚持吸收采用国内外成熟可靠的先进技术,提高整机的技术水平,采用成熟可靠的先进技术有:1) 专业电器厂引进法国TE公司技术生产的电器元件;2) 引进国外先进技术并国产化了的重量限制器、力矩限制器、高度限位器、幅度限位器、回转限位器、回转、牵引机构的制动器等安全装置。
3) 小车防断绳装置(防溜车)和防断轴装置;4) 起升机构排绳系统;5) 牵引绳张紧系统;6) 刚性双拉杆悬挂大幅度起重臂,起重臂刚度好,自重轻,断面小,风阻小,外形美观,长度有几种变化,满足不同施工需要;7) 司机室独立外置,视野好,内部空间大,给操作者创造良好的工作环境;8) 采用先进的联动台操纵各机构动作,操作容易,维修简单;9) 采用回转限位器,方便了司机从塔机中间的上下通行8. 设计完全符合或优于有关国家标准。
纺织机械JWF1204型梳棉机电气调试说明书

标准化 检查
年月
审核年月
共 12 页第 2 页
JWF1204 型梳棉机电气调试说明书
JWF1204B-DT
S31、S32 棉网过厚接近开关。 S33、S34 棉层过厚接近开关。 S35 棉箱打手测速接近开关。 S36、S37、S38 分别为锡林测速接近开关、盖板测速接近开关、给棉测速接近开关。 S50、S51、S52 分别为转桶到位检测,压辊到位检测,气缸动程。TF2511 选件
JWF1204 型梳棉机是高产梳棉机,工作速度快,自动化程度高,操作者在操作过程应该严 格地按照安全操作步骤进行,确保人身安全、设备安全,全机的维护应由专业人员或授权人员 进行。
共 12 页第 5 页
JWF1204 型梳棉机电气调试说明书
JWF1204-DT
4.1 控制柜、操作显示屏要定期清理。 4.2 定期检查各个门限开关是否完好,机械位置是否松动,必要时应予以调换。 4.3 定期检查各个测速接近开关是否完好,机械位置是否松动,必要时应予以调整。 4.4 定期检查机上设备电缆是否完好无损,接线是否可靠。 4.5 定期检查长、短片段传感器是否灵敏,零点是否飘移,必要时予以调整。调整方法详见自调
上电后,如果显示 fa221Bn-,表示机器正常.如果显示 AL---###,则表示 F#功能参数设定有 错误,应给与改正,否则不能正常工作.
1.功能键 具体输入时按以下操作: 键入 F#,显示器下面三位显示 F#-,上面五位为 F#中存储的参数,这时键入 0 到 9 的数,如果输错, 继续按键,替换原来的数字,直到正确.这时按下 ENTR 键,则显示 P.----表示输入正确,如果显示 EL----,则表示输入内容错误,重新输入,如果放弃,则键入 ADDR,显示器为 P----.
FWE Handy Line Compartments HLC-5S 产品说明书
OPERATING INSTRUCTIONS HANDY LINE COMPARTMENTSTM“HLC”SERIESWITH RADIANT HEAT SYSTEMThe work-savinganswer forInstitutions,Cafeterias,Buffets,Cateringand Fast Food.HLC-5S Stacked on anHLC-8HLC-SL1826-5LShown with optional accessory Lexan Door.CONGRATULATIONS......and thank you for purchasing an FWE Handy Line Compartment.Y our unit has been designed and manufactured under rigid controls to assure you the most efficient service.It is a full time unit, and may be used continuously.Please take a moment to read through this booklet of important information pertaining to your cabinet.By following a routine of proper use and care described on the following pages, your cabinet will last for many years.IMPORTANT:Y our Manufacturer Registration Card must be returned within 30 days after initial delivery to activate the warranty.INSTALLATION AND CARESERIAL AND MODEL NUMBERThese numbers are found on the nameplate (serial tag) affixedto the lower back of the unit.Please record them in this booklet, in the space provided on page 9.When ordering parts and/or service, you will need to provide this information.The voltage and amperage of the unit are also stamped on the serial tag.UNPACKINGAfter uncrating your cabinet, remove all tape and paddingwhich held all doors, shelves, racks, cord, etc., in place during shipment.ELECTRICAL REQUIREMENTS AND GROUNDINGFWE standard models operate on 110/120 volt, 60 Hz, 1 ph, A.C. (unless ordered otherwise), and are equipped with a three prong grounding cord plug for your protection against possible shock hazards.Be sure to plug only into a properly grounded three prong wall receptacle.If you have any questions with regard to adequate wiring or grounding in your building, a qualified electrician should be contacted before using your cabinet.The amperage of your cabinet is stamped on the name plate attached to the unit.DO NOT,UNDER ANY CIRCUMSTANCES,CUT OR REMOVE THE GROUNDING PRONG FROM THE CORD PLUG.WARNING:ONL Y A QUALIFIED ELECTRICIAN SHOULD ATTEMPT TO REPAIR OR REPLACE ELECTRICAL COMPONENTS OR WIRING.BE SURE THAT MODEL IS UNPLUGGED FROM ELECTRICAL SOURCE BEFORE REMOVING CONTROL PANEL.PREPARING THE CABINET BEFORE LOADING FOOD1) PLUG CABINET INTO A PROPERLY GROUNDED POWER RECEPTACLE.2) SELECT A TEMPERATURE SETTING.For most foods, a holding temperature of 150°- 160°F should be adequate.The cycling light indicates the heating element is on.3) PRE-HEAT CABINET FOR 20-30 MINUTES.When the cycling light goes off, the unit has reached the temperature which you selected.However, for best results, allow cabinet to fully pre-heat for20-30 minutes.Load with your HOT foods.Plates may be heated in the cabinet before dish up, but this will require extra pre-heating time.AVOID PUTTING YOUR HOT FOODSINTO A COLD CABINET!By pre-heating the unit 20-30 minutes before each use, you can be assured of maintaining the temperature and obtaining the best results from your cabinet.4) LOAD THE CABINET.During the loading procedure, keep the doors closed as much as possible.After loading is completed, do not open doors again until you are ready to serve.5) TRANSPORTING HOT FOODS.Y our cabinet is equipped with a positive transportation latch to assure safety during transportation.Before moving the cabinet, keep it plugged in and wait until the cycling light goes off.This recovery takes only a short time, and allows the internal temperature to again reach the setting you have selected.As soon as the cycling light goes off, unplug the cabinet and wheel to serving area.Plug the cabinet into an electrical outlet at the serving location (if available), so that the thermostat will re-activate and automatically hold your pre-selected temperature.CAUTION:HOLDING FOOD ATTEMPERATURES OFLESS THAN 140°FMAY BE DANGEROUS.TEMPERATURESUNDER 140°FPROMOTE THE GROWTHOF HARMFUL BACTERIAAND TOXINS INSOME FOODS.CARE & MAINTENANCE OF YOUR FWE CABINET CLEANINGKeep your cabinet clean by simply wiping the interior and exterior, as needed, with a damp cloth or sponge and a mild soapy solution.NEVER USE ABRASIVES,ACIDS,ORSTRONG CLEANERS.Do not flood or allow electrical parts to become wet.The interior tray slide assemblies and humidifier pansare removable for easy cleaning.A stainless steel cleaner/polish is recommended for the exterior to maintain a "like-new" appearance.DO NOT USE WAX OR STRONG CLEANERS ON DOOR GASKETS OR VINYL TRIM. CONTROLSThe recessed control panel is equipped with an adjustable thermostat (to 190°F) for temperature selection, an operational range thermometer to show the actual internal temperature of the cabinet, and an indicating light to show that the heating element is on and in a heat cycle. FWE MODELS WITH PAN-SLIDE ASSEMBLIESA terrific convenience! They’re stainless steel, one piece and removable for easy loading, unloading, and deep down sanitary cleaning.Pan slides are spaced at 2-5/8”so they can accommodate either deep or shallow pans.Optional accessory cold plate (CLD PLT 1) slides easily into the channels, too, should you need temporary cold storage.Check this list first before you call for service... PROBLEM POSSIBLE CAUSE REMEDYTEMP TOO HOT TEMP NOT HOT ENOUGHNO HEAT AT ALL 1A] Adjustable thermostatset too high1B] Thermostat needsre-calibrating**2A] Opening door unnecessarily2B] Thermostat set too low2C] Cord plug pulled out from outlet2D] Fuse blown - no power to outlet2E] Thermostat out of calibration**3A] Cabinet not plugged into outlet3B] Thermostat knob at “ OFF ”3C] Rocker switch at “ OFF ”position3D] Fuse Blown - no power to outlet3E] Thermostat needs replacing3F] Heating element burned out*1A] Set thermostat at a lower temperature(no lower than 140°F).1B] Loosen screw in thermostat knob and remove knob.Adjust set screw in hollow stem with small bladescrewdriver by turning CLOCK-WISE.1/4 turn lowers temperature approximately 10°F.DO NOT REMOVE SET SCREW.2A] Keep door closed and latched shutas much as possible.2B] Set thermostat at a higher temperature.2C] Replug cord into proper outlet.2D] Have a qualified electrician check powerand fuse box.2E] Loosen set screw in thermostat knoband remove knob.Adjust set screw in hollow stemwith small blade screwdriver by turningCOUNTER-CLOCKWISE.1/4 turn raises temperature approximately10°F.DO NOT REMOVE SET SCREW.3A] Plug cabinet into properly grounded electrical outlet.3B] Adjust thermostat knob to temperaturesetting required.3C] Turn switch to “ ON ”position.3D] Have a qualified electrician check powerto fuse box.3E] Unplug cabinet from electrical source.Loosen set screw in thermostat knob and removeknob.Remove control panel, disconnect wires fromterminals on thermostat, and remove 2 screwsholding thermostat to control panel.Replacethermostat with new one, and re-install controlpanel and thermostat knob.3F] Unplug cart from electrical source.Remove screwsholding heating element in place.Gently pullelement away from back wall a few inches toexpose wire connections.Disconnect wires, andreplace element with new one.Reconnect wires,secure element with screws.* * NOTE:CALIBRATION IS EXCLUDED FROM FWE WARRANTY.Thermostats on all units are calibrated at the factory * * prior to shipping.Due to conditions in transit, beyond our control, occasionally units will need to be re-calibrated prior * * to use.This is a simple procedure for which instructions are given above.(1B, 2E)* Heating element will either function or not function.Only a slight warmth indicates a problem with the thermostat,* not the element.FWE PARTS DEPARTMENT: 815 459 7500CASTERS PART NUMBER3.5”rigid CSTR 3.5 R-53.5”swivel with brake CSTR 3.5 SB-55”rigid CSTR 5 R-25”swivel CSTR 5 S-25”swivel with brake CSTR 5 SB-2HARDWAREDoor hinge, lift-off (pair)HNG L/ODoor gasket (by the foot) GSKT DRCorner bumpers, set of four BMPR CR GRPadlle latch LTH PDLBail or Drop Handles S/S DROP HANDLESELECTRICAL COMPONENTSPilot light, amber - round LT PLT A1Pilot light, red - round LT PLT R1H1 Thermostat T-STAT Knob for thermostat (90°to 190°F) KNB H1Knob for thermostat with black arrow KNB H6H1 Thermometer T-METER Heating element:16”/500w /115v EL500/115ACordset and plug, 10 ft.,115v CRDSET 10 /115SERVICE RECORDModel Number ______________________Serial Number ______________________Date of Purchase ____________________Notes:___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________ ___________________________________________________WIRING DIAGRAM HEATING ELEMENTADJUSTABLET-STATRED REDBLACK PILOTLIGHTWHITEBLACKWHITEWHITECORDSETLIMITED TWO YEAR WARRANTYFWE / Food Warming Equipment Company,Inc.(Seller) warrants to the original purchaser, subject to the exceptions and conditions below, that FWE manufactured equipment shall be free from defects in material or factory workmanship, under ordinary use for the purpose for which it is designed.The effective warranty period is as follows:PARTS:Seller will furnish without charge to the original purchaser, FOB Sellers’factory, replacement parts for repairs to all new standard catalog products and factory custom / modified units, which in Seller’s sole judgement, prove defective in materials or workmanship under normal and proper use with the reserved right to request the return of any part claimed to be defective, prior to issuing replacement part or authorizing warranty service, for a period of two (2) years from date of original shipment from Seller’s plant, except for equipment used in a Correctional Environment / Facilities, which is warranted for a period of one (1) year from date of original shipment from Seller’s plant.LABOR:Seller’s labor warranty shall be performed by a Seller-approved Service Agency who must contact Seller to obtain a Warranty Service Authorization (WSA) number prior to performing any repairs.If service is required during overtime periods, the difference between overtime and standard labor rates shall be paid by the purchaser.Seller does not assume any responsibility for any charges not expressly authorized, incidental to the repair or replacement of equipment covered by this warranty, nor charges exceeding, in Sellers sole judgement, normal and customary amounts.Only approved travel charges will be allowed.Seller’s labor warranty shall be from the date of original shipment date from Seller’s plant for a period of one (1) year, except for equipment used in a Correctional Environment / Facilities which is warranted for a period of six (6) months.This warranty is for normal usage and does not apply to any product or parts thereof that have been misused, altered, or where Seller’s operating instructions or specific voltage is not observed;nor shall this warranty apply to defective products or parts resulting from accident following date of original shipment, nor extend to or cover removal, installation, reinstallation or calibration, or service calls or cost of repairs undertaken by a customer.This warranty is also subject to the following:1.] Customer returning the warranty registration card, accompanying Sellers originalshipment, to Seller within thirty (30) days of receipt;2.] Giving immediate notice of any allegedly defective part or product to Seller;and3.] Customer, at Sellers request, returning said defective parts or product to Seller.This is the sole warranty applicable to the merchandise.It is expressly understood that Seller’s liability hereunder is limited to the repair or replacement, at Seller’s option, of products or parts, defective materials or workmanship as provided above.Seller’s judgement as to the cause and nature of any defect will be final.Seller shall in no case be responsible for special or con-sequential damages or any other obligation or liability with respect to products sold by Seller. This warranty, as stated above, applies to equipment installed in the Continental United States. FWE equipment installed outside the Continental United States shall carry parts coverage only.All labor costs are approved on a discretionary basis, based on like repairs in the Continental U.S.This warranty shall stand in whole or in part as allowed by law.Any exclusion of a part of this warranty, as may be allowed by law, shall not void balance of warranty.This is a limited warranty pursuant to the Consumer Product Warranties Act, 15 U.S.Code.section 2303.©2004 Food Warming Equipment Co., Inc.11WE OFFER SALES AND SERVICE WORLDWIDE Food Warming Equipment Company, Inc.P .O.Box 1001Crystal Lake, IL 60039-1001Manufacturing Facilities:7900 S.Route 31Crystal Lake, IL 60014HLCOI04 ©2004 Food Warming Equipment Co., Inc.Printed in USA FWE Parts Department:815 459 7500FAX:815 459 7989The best designed . . .The best built . . . The best performing units on the market!◊◊◊◊◊◊◊◊◊Retherm CabinetsSelf-Propelled TransportsHeated Banquet CabinetsUniversal Bulk FoodCabinetsUtility CartsRefrigerators,Freezers andConvertiblesPrisoner & Correctional TrayDeliveryHospital Tray Delivery Carts Portable Bars and Back-upsErrors subject to correction.All specificationssubject to change without notice.© 04 Food Warming Equipment Company. Inc.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
特吕Tc5梳棉机说明书
特吕Tc5梳棉参数仪使用说明
特吕Tc5智能计长仪是最新一代智能化计长控制、参数控制显示仪表。
该仪表核心原件采用进口产品,在软硬件设计上采取了多项保护措施,具有很强的抗干扰能力和稳定性
一、主要适用于各种型号的梳棉机,该仪表主要有如下功能:
1、四班次显示统计产量,定长4位显示,累计5位显示,单位:米。
2、防止开空车偷盗产量,开空车时自动停止计数。
3、出条速度测量显示,单位:米/分。
4、刺辊转速测量显示,单位:转/分
5、刺辊转速下限参数的设定和显示,并控制道夫电机。
6、满筒定长显示和控制功能。
7、断条监测自停功能,当发生断条后仪表不在计数,并报警输出,使道夫停转。
8、断条检测灵敏度可以数字式调节,使检测灵敏可靠。
9、仪表配有龙头过条轮,能够减少棉条意外牵伸和磨损,有效改善棉条条干质量。
10、梳棉机可省去光电断条检测自停装置
11、梳棉机可省去刺辊速度继电器。
12、面板具有满筒、刺辊低速、断条指示灯显示。
二、工作原理:
1、仪表工作时采样来自刺辊速度、长度计数、过条轮传感器的三个信号,并作计算处理。
开机后刺辊逐渐升速,当刺辊转速没有达到设定值时,仪表上“低速”指示灯亮,表内的刺辊转速继电器线圈断开,道夫电机不能启动。
2、当刺辊转速达到设定的转速时,仪表上“低速”指示灯灭,表内的刺辊转速继电器线圈导通,道夫电机可以启动。
3、当刺辊转速下降时,且其速度低于设定的转速时,仪表的“低速”指示灯亮,刺辊转速继电器线圈断开,道夫电机停转。
知道刺辊转速恢复设定转速时才能再开启道夫电机。
4、本仪表根据长度计数传感器的信号来计算当前筒内的棉条长度、累计产量、出条速度等。
当筒内棉条长度达到定长值时,表内的满筒继电气动作,常开点闭合,仪表上的“满筒”指示灯亮。
按“清零”键后,单筒长度清零,指示灯灭。
5、仪表根据过条轮的断条传感器信号来判断运行状态,当断条时,过条轮的转速逐渐降低,表内的断条继电器动作,常开点闭合,道夫电机停转,仪表停止计数,仪表上的“断条”指示灯亮,同时设备上的断条指示灯亮。
重新开车生头后,“断条”指示灯熄灭,表内的断条继电气线圈断电,其常开点断开。
三、面板布局与功能简介:
1、代码显示窗:第一位代码显示窗显示的是何种数据。
1、
2、
3、4对应工作班次的累计产量火当前筒棉条长度,P---定值显示和设置,F---速度显示。
2、数据显示窗:5位LED显示。
用三位显示出条线速度(单位:米/分),用四位显示单筒产量(单位i:米)、刺辊转速(单位:转/分),用五位显示分班累计产量(单位:米)
3、满筒指示灯:当单筒棉条长度达到设定值时,该指示灯亮。
4、低速指示灯:当刺辊转速低于设定值时,“低速”指示灯亮。
5、断条指示灯:当发生断条时,该指示灯亮。
6、操作控制键盘:共五键,每个按键分上下两档,具有双重功能,上档键用符号表示,用于定值的设定和修改,下档键用汉字表示,用于工作状态的操作。
四、操作方法:
1、工作状态操作:
上电后,仪表处于默认显示状态,即代码窗显示当前工作班序号,数据窗显示4位当前单筒产量,单位:米。
“速度”键:按该键,代码窗显示“F”,表示数据窗显示的是速度值。
第一次按速度键,数据窗先显示”r xxx”,并且“r”闪烁,这时刺辊转速,单位转/分。
再按一次“速度”键,数据窗显示“L XXX”,并且“L”闪烁,这是出条线速度,单位:米/分。
再按一次“速度”键,数据窗则返回单筒长度显示状态,代码窗显示当前工作班序号。
即:转速—出条线速—单筒长度。
“班产”键:按该键,功能代码窗显示班序号,数据窗显示对应班次的5位累计产量,单位:米。
每按一次“班产”键就显示下一个班的产量,四个班轮流一遍,直至回到4位单筒长度显示状态。
如果
显示的班次不是当前班次,则班次序号闪烁。
“换班”键:和“班产”键配合用于换班操作。
换班时,先按换班键,当显示要换的班次时,按“换班”键,完成换班操作。
仪表自动切换到单筒敞亮显示状态,并显示新的班次。
“清零”键:当满筒时,满筒指示灯亮,按“清零”键,单筒产量清成零。
当未满筒时,只按此键不起作用。
如有特殊情况,要在未满筒时清零,可以按住“清零”键持续2秒以上,则空场强制清零。
“清零”键不能清除各班产量。
“定值”键:按该键进入定值显示状态,显示修改各种设定值。
此时代码窗前显示“P”,表示数据窗显示的是定值。
定值有三种:满筒定长值、刺辊转速下限值和断条检测敏度系数。
满筒定长值:4位,数码窗显示“d××××”,并且“d”闪烁,单位(米);刺辊转速下限值:4位,数据窗显示“c××××”,并且“C”闪烁,单位:r/min(转/分);断条检测灵敏度系数:数据窗显示“b××”并且“b”闪烁。
按“定值”键循环显示三种定值。
2、定值设置修改操作
①使用“定值”键时,进入“定值显示状态”,使其显示欲修改的定值。
②在“定值显示状态”下,按“确认”键进入“定值修改状态”,在此状态下有一位数字闪烁。
③按“↑”或“↓”键可以改变闪烁位的值。
按“←”“→”键可以改变闪烁位的位置。
④当定值设定好以后,按“确认”键返回“定值显示状态”,新的定值将会存到系统中,该定值的修改操作完成。
⑤参照“定值”键的使用说明,可以进行其他的设置或修改。
注意:a、定值的设置或修改请在停车时进行。
b、刺辊转速下限出厂时预设为200转/分,仪表允许的设定范围是100---400转/分,超过范围的设定值将自动更正为200转/分。
请根据实际情况调节。
C、断条检测灵敏度系数出厂时预设为8,仪表允许的调节范围是3—20,超过此范围的设定值将自动更正为8,该系数越小,检测灵敏度越高,发生断条后停车月迅速,但灵敏度过高,容易引起误停车动作。
请根据实际情况调节。
五、接线方法:(参照仪表背面接线图)
仪表接线采用标准15芯电缆插头,试用了14根电缆,分为两组,一组为控制电缆,9根线,一组为传感器电缆,5根线。
六、安装方法:
1、将仪表安装在电器箱面板上。
2、仪表配套的过条轮安装在龙头导条器位置处,其传感器为断条检测传感器,将引线接好。
3、产量计数传感器安装在圈条器立柱内中间皮带轮位置,传感器头与尼龙盘的距离为3—5毫米。
4、刺辊速度传感器安装:将带磁钢的尼龙盘固定于刺辊轴上,对应的传感器支架固定在转盘下方,然后将传感器固定于传感器支架上,使传感器头对准磁钢,距离3—5毫米。
5、将引线按仪表背面的接线图接好,设定好各项定值,开机试运行。
七、注意事项:
仪表的常见故障主要是有传感器或安装不当引起的,安装时,三个传感器信号线次序接错。
本仪表的工作电压为交流AC12V,第一次安装请详细阅读使用手册,以免接错。