蔡司三坐标测量作业指导书
蔡司三坐标测量机作业指导书

蔡司三坐标测量机作业指导书夹中选择需要测量的零件文件,点击打开。
3.1在测量前,先使用无尘布将测量台面和测头擦拭干净。
3.2将测头放在测量台面上,按下测量按钮开始测量。
3.3测量完成后,关闭测量程序,关闭电脑主机。
3.4关闭仪器,按下紧急停止按钮,将测头放回原位。
九、安全注意事项1.操作人员必须经过专业培训或经制造部允许方可入内测量。
2.测量室内不得带入易燃、易爆物品,不得吸烟、喝酒等影响工作的行为。
3.操作人员必须佩戴防静电手套、鞋套,防止静电对测量结果的影响。
4.操作人员在使用仪器时,必须注意安全,不得随意触碰机器内部部件。
5.如遇到紧急情况,必须按下紧急停止按钮,及时报告相关人员处理。
为了保证蔡司三坐标测量机的测量精度并延长其使用寿命,制定了本作业指导书。
只有经过蔡司专业培训或经制造部允许的操作人员才能进入测量室进行测量。
三坐标测量机是一种能够根据测头系统返回的点数据,通过三坐标的软件系统计算各类几何形状、尺寸等测量能力的仪器,也称为三坐标测量仪或三坐标量床。
仪器对环境的基本要求包括温度和湿度,仪器保养需要定期擦拭和点检,同时仪器持续运行三天后必须重新启动后再继续测量。
操作人员在使用仪器时必须注意安全,遵守相关规定和注意事项。
To start measuring the product。
open the corresponding are program in the folder and double-click to run the measuring program.___ and there are no more products to be measured。
click on the red X button in the top right corner to exit the program。
Then gently press the button on the left (①) to turn off the measuring instrument.Here ___:1.If the pressure reading is above 0.6.it means that the instrument is ___.2.When measuring。
A蔡司CONTURAG三坐标测量机操作指引
PROD1CNC P P PE ME IE FE PG NPI LSS FIN PL PA IT PMC QA CAL IPQC IQC Sample DCC CU ST1 目的Purpose:指导安全、正确操作蔡司CONTURA G2 三坐标测量机(以下简称三次元)获得准确的测量结果。
2 范围Scope:本工作指引适用于本公司三次元仪器相关操作及使用、维护。
3 定义Definitions:Calypso:三次元所使用的专用软件元素:有规律的图元。
元素具有规则的几何形状, 以不同的方式定义, 可以用测量机测量。
元素包含几何形状的名义值, 可用来评定大小,形状和位置。
元素可以分配给相关的特性Calypso 中有以下两类元素:一类是工件自身的元素,如平面( 平整的表面) 和圆柱( 孔)等一类是自身不存在的构建元素。
但此类元素是必须的,如相交线和圆柱轴等特性:工程制图需求的元素的尺寸,形状或位置的名义值及公差( 例如:孔的直径,孔与平面的垂直度及两个平面之间的距离等)程序:是 Calypso 翻译“零件程序”或“控制数据”的结果。
一个测量程序包含了系统用于执行一个测量的所有信息。
工件坐标系:工件坐标系是基于工件的。
对于 Calypso 和测量机而言,它定位了测量台上工件的位置。
安全平面:一个由六个面组成的安全区域围绕在工件及相关的夹具周围,通过此区域的设定以避免测针碰撞的危险。
探针在这些面组成的区域之外运动以避免碰撞。
4 职责Responsibility:计量室专职测量员负责三次元的日常点检、保养、使用及输出测量数据。
5 工作流程operation flow:5.1 工作环境使用三次元之前先确认环境符合下面的要求以取得正确的测量数据及避免机器不必要的损耗:温度:18~22℃温度梯度: 1.0℃/h 1.5℃/天 1.0℃/米湿度: 40~60%之间气压:6~8 par (无水、无油、无尘)电压:220V±10%5.2 开机每日开机前用无尘布醮分析纯级无水酒精擦拭大理石平台上空气垫导轨的外露部分5.2.1 顺时针旋转以三次元控制柜正面右上角的黑色旋钮至ON档。
三坐标操作指导书
三坐标操作指导书(ISO9001-2015)一、测试前准备:1、开机前检查室内温度,保持在20°±1°之间;测试前先将被测试样清洗干净,平稳的放置在工作台上;2、检查三个导轨和工作台是否干净,若有脏东西粘贴,必需用脱脂棉沾适量酒精朝一个方向擦拭干净,不能用湿布直接擦拭(不要碰到光栅尺)。
开机、通气、打开测试软件。
二、探头构建、校验:1、清零:把测头调整到工作台左边极限位置,击右下脚→右击(open)→(Set home)键清零;2、构建测头:选择“操作工具条”中的“测头”点击“构建测头”进入构建测头界面,在探头部件数据窗口中左键点击探头的复选框来选择探头的类型,如无需加长杆2.5的测头时:点击 MH20i → TP20 → PS27R(20-2.5) 选择好后只有点击屏幕下方的操作按钮“添加探头”或“添加/激活探头”才会激活,从而完成创建新的探头,添加后的新探头会自动添加到测头数据区窗口中;3、定义新探头角度:选择“操作工具条”中的“新探头”,构建新探头角度的界面只有在当前探头是可变换探头时这个操作窗品才会激活,可变换探头可是手动变换。
父探头标签:是A角和B角都是O的根探头。
所有的子旋转角探头都是基于父探头定义的,父探头接受从探头数据区拖放探头。
新探头角度定义后,选择“添加探头”或“添加/激活探头”添加新角度的探头;4、校验探头:选择“操作工具条”中的“校正测头”,手动激活所需校验的角度,校验(0,0)角度必需选择更新校验规,其它角无需选择,根据定义的探头角度逐一进行校正即可。
三、测量:1、新建坐标:选择“操作工具条”中的“坐标”,选择“新建坐标”,新建坐标元素可直拖放到数据窗口中,元素简化为(面、线、点),选择好主/次/第三坐标轴方向,并设置好原点位置后,通点击“添加坐标”或“添加并激活坐标”创建出被测物在测量机上的坐标系;2、测量元素:选择“操作工具条”中的“测量”,工具条会出现:点元素、边界元、直线元素、平面元素、圆元素、圆柱、圆锥元素等,根据需要选择相应的测量元素进行测量;3、构造元素:例如“拟合”,选择“操作工具条”中的“构造”,选择“拟合”构造,出现构造元素列表窗口,构造元素列表窗口列出的所有用来构造的元素名称,它接受从元素数据区拖放元素。
蔡司三坐标教程

坐标系建立与校准
选择合适的测头
根据测量需求选择合适的测头, 并进行测头校准,确保测量精度。
建立坐标系
在测量空间中建立合适的坐标系, 通常选择工件上的三个基准点进
行定位。
校准坐标系
使用标准件对建立的坐标系进行 校准,确保坐标系的准确性和稳
定性。
工件装夹与定位
选择合适的装夹方式
根据工件的形状和尺寸选择合适的装夹方式,确保工件在测量过 程中的稳定性和准确性。
接触式测量的优点
测量精度高,稳定性好。
接触式测量的缺点
测头易磨损,测量速度较慢。
非接触式测量原理
光学测量
利用光学原理,如激光干涉、影 像处理等,对工件表面进行测量。
气动测量
通过空气喷嘴与工件表面的距离 变化,测量工件尺寸。
非接触式测量的优点
无需接触工件,无磨损问题,测 量速度快。
非接触式测量的缺点
原理
蔡司三坐标测量机采用测头接触或非接触方式,通过测量被测物体表面点的三 维坐标值,经过计算机数据处理,实现对物体几何形状、尺寸和位置的全面评 价。
发展历程及现状
初始阶段
20世纪初,三维坐标测量技术开始萌芽。
发展阶段
20世纪中后期,随着计算机技术的进步,三维坐标测量技术得到快速 发展。
成熟阶段
21世纪初至今,蔡司三坐标测量机在精度、速度和自动化程度等方面 取得显著进步。
测量软件
提供全面的测量功能,包括几何元素 测量、形位公差评定、逆向工程等, 支持多种CAD数据格式导入和导出。
03 蔡司三坐标测量原理及方法
接触式测量原理
01
02
03
04
触发式测量
通过测头与工件表面接触,产 生触发信号,记录当前坐标值。
三坐标测量机实训指导书
《三坐标测量机》指导书目录前言绪论实验目的 (3)实验条件 (3)实验要求及注意事项 (3)实验内容及时间安排 (4)实验步骤 (5)考核方式 (7)绪论一、实训目的1、了解三坐标测量机的日常注意事项2、了解测量机的主要组成部分3、了解PC-DMIS的操作界面,建立新文件4、学习定义、校验和调用测头5、理解坐标系的设定6、掌握零件手动与DCC编程7、能够实际零件编程8、能够构造几何元素9、能够进行尺寸评价和输出报告10、能够进行有CAD模型的编程二、实训条件1、场地条件:数控实训基地2、设备条件:GLOBAL三坐标测量机一台、电脑一台、配套软件一套3、工具及材料条件:数控机床上加工出来的零件进行测量和编程三、实训要求及注意事项1、每天开机前首先检查气压达到要求后才能开控制柜,三联体处压力:0.4Mpa-0.45Mpa(1bar≈0.1 Mpa≈14.5psi),气源的供气压力:≥0.6Mpa2、当三联体存在水杯中油水混合物高度超过5mm时需要手动放水。
机器的供气压力正常,而三联体处压力不能调到正常值,则需要换滤芯。
3、测量机房的温度保持在20±2℃,相对湿度25~75%。
4、稳压电源的输出电压为220±10V。
5、机器导轨区内不得放置任何物品,不要用手直接接触导轨工作面,每天开机前用高织纱纯棉布沾无水酒精清洁三轴导轨面,待导轨面干燥后才能运行机器。
严禁用酒精清洁喷漆表面及光栅尺,请用高织纱纯棉布或少量异丙酮清洁光栅尺。
6、开机顺序为:先开控制柜和计算机,进入测量软件后,再按操纵盒上的伺服加电键。
7、每次开机后先回机器零点。
在回零点前,先将测头移至安全位置,保证测头复位旋转和Z轴向上运行时无障碍。
8、在拆装测头、测杆时要使用随机提供的专用工具,所使用的测头需要先标定。
9、如果使用TP7/TP200测头,在手操杆方式下移动轴时,要按下快速键。
在接近采点位置时,要按下慢速键。
10、转测头、校验测头、自动更换测头、运行程序等操作时,保证测头运行路线上无障碍。
三坐标实验指导书(简单)有答案doc(1)

三坐标测量机实验指导书20100909一、实验目地了解三坐标测量机的使用方法和测量原理二、仪器设备三坐标测量机:三坐标测量机是一种高效、新颖的精密测量仪器。
它广泛应用于机械制造、仪器制造、电子工业、航空工业等各领域。
应用三坐标测量机可对直线坐标、平面坐标以及空间三维尺寸进行测量,可以测量球体直径、球心坐标、曲线曲面轮廓、各种角度关系以及凸轮、叶片等复杂零件的几何尺寸和形状位置误差。
三坐标测量机测量精度高,速度快,软件功能强大,是测量行业不可或缺的高级仪器。
三、三坐标测量机型号规格及结构特点1.型号规格型号:GLOBAL 05.07.05测量范围:x= 600mm, y=45Omm,z=300mm;分辨率:0.01 um=0.00001 mm测量精度:1/10000 mm2.结构特点测量机主要由主体(包括底座、工作台、立柱、导轨、驱动系统和测量系统)、电器控制柜、测量头、计算机及控制软件,打印机等组成。
其特点是:1) x、y、z三条导轨组成活动桥式结构: 结构刚性好,承重能力大,可完成中型到大型工件的测量。
它采用空气静压导轨,导轨运动时几乎无摩擦(阻力非常小),轻便灵活并且稳定性好,导向精度高。
2) 操纵盒:略3)采用光栅式测量系统,测量精确度非常高。
4)花岗石工作台稳定性和抗振性好,不易变形。
5)工件的定位比较方便,我们可以通过对工件的基准边、基准孔或几个参考点进行测量后,由计算机确定工件的坐标系。
6)计算机可通过软件来补偿测量头的半径并且完成多种几何运算和测量数据处理。
如直线、平面、圆、圆柱、圆锥、球以及复杂的曲面的测量等等。
以及形位公差的数据处理。
7)由于采用“学习程序”,在测量成批零件时。
按照第一个工件的测量操作次序,把测量的程序记忆贮存起来。
8)测量机附有多种机械式测量头。
用于测量不同轮廓形状的零件。
9)它可以由计算机屏幕显示,并由打印机打印测量结果。
3.测量原理三坐标测量机所采用的标准器是光栅尺。
三坐标测量机的操作指导
OPERATION&MAINTENANCEINSTRUCTION Page 1 of 2Hangzhou修订记录REVISION HISTORY目的PURPOSE:此指导目的是为了说明三坐标测量机的操作方法。
Purpose of this instruction isintroducing the CMM operation process.适用范围SCOPE:此指导适用于杭州斯凯菲尔技术有限公司。
This instruction is valid in ScanfilHangzhou Co.,Ltd.职责RESPONSIBILITY:三坐标测量机操作者必须遵循此工作指导。
CMM operator have responsibility to follow this instruction.常规项GENERAL:三坐标测量机操作维护指导1. 本仪器是由德国蔡氏公司制造的悬臂式3D测量机。
其型号为:PRO T,其规格为:3200×1600×2100。
其测量精度为:30+L/70µm,<80µm.。
2. 环境要求:a、温度:20°±2°;b、电源:稳压220V;c、气源:6—10bar ,进气压力5bar以上。
3. 正常开、关机过程:a) 检查相关设施。
电源、气源是否正常打开。
b) 检查坐标测量机以及其工作台上是否有障碍物,如有要先将其移开,保证机器的回零安全。
c) 按正常开机顺序开机:首先找开控制柜总电源,然后打开控制柜开关,最后打开驱动开关。
(注:如果驱动开关不能打开,我们一般可从以下几个方OPERATION&MAINTENANCEINSTRUCTION Page 2 of 2Hangzhou面找到原因:○1检查控制柜与控制面版上的急停按钮是否处于正常的位置;○2可检查测量机的三轴是否处于限位。
d) 打开计算机,运行测量软件Claypso,机器自动回零。
蔡司G2三坐标测量机工作指引1
目的: 指导安全、正确操作蔡司CONTURA G2 三坐标测量机(以下简称三坐标)获得准确测量结果。
1范围:本工作指引适用于本公司三坐标测量机相关操作及使用、维护。
2定义:Calypso:三坐标所使用的专用测量软件元素:元素具有规则的几何形状, 以不同的方式定义, 可以用测量机测量。
元素包含几何形状的名义值, 可用来评定大小,形状和位置。
元素可以分配给相关的特性Calypso 中有以下两类元素:一类是工件自身的元素,如平面(平整的表面)和圆柱(孔)等一类是自身不存在的构建元素。
但此类元素是必须的,如相交线和圆柱轴等特性:工程制图需求的元素的尺寸,形状或位置的名义值及公差( 例如:孔的直径,孔与平面的垂直度及两个平面之间的距离等)测量程序:是Calypso 翻译“零件程序”或“控制数据”的结果。
一个测量程序包含了系统用于执行一个测量的所有信息。
工件坐标系:工件坐标系是基于工件的。
对于Calypso 和测量机而言,它定位了测量台上工件的位置。
安全平面:一个由六个面组成的安全区域围绕在工件及相关的夹具周围,通过此区域的设定以避免测针碰撞的危险。
探针在这些面组成的区域之外运动以避免碰撞。
3职责:计量室专职测量员负责三坐标的日常点检、保养、使用及输出测量数据。
4工作流程:4.1工作环境:使用三坐标之前先确认环境符合下面的要求以取得正确的测量数据及避免机器不必要的损耗:温度:18~22℃温度梯度: 1.0℃/h 1.5℃/天 1.0℃/米湿度:40~60%之间气压:4.8~5.2par (无水、无油、无尘)电压:220V±10%4.2开机每日开机前用无尘布醮分析纯级无水酒精擦拭大理石平台上空气垫导轨的外露部分4.2.1打开配电箱电源和气阀,确认通电和工作气压。
4.2.2顺时针旋转以三坐标控制柜正面右上角的黑色旋钮至ON档。
4.2.3顺时针旋转三坐标机身控制面板上面的黑色旋钮至RUN档,机器开始自检,机器控制面板和探头上的指示灯开始闪烁,指示灯停止闪烁后自检完成。
三坐标作业指导书 -
QM-2020-02三坐标作业指导书版本A1制定部门品质部制定日期2020-08-181.制定目的:为了规范操作者作业方法确保设备安全使用及测量结果的准确性,特制定此作业指导书。
2.适用范围:适用于本公司加工产品的所有几何尺寸测量等。
3.术语定义:三坐标测量仪是指在一个六面体的空间范围内,能够表现几何形状、长度及圆周分度等测量能力的仪器,又称为三坐标测量机或三坐标量床。
三坐标测量仪又可定义“一种具有可作三个方向移动的探测器,可在三个相互垂直的导轨上移动,此探测器以接触等方式传递讯号,三个轴的位移测量系统(如光栅尺)经数据处理器或计算机等计算出工件的各点(x,y,z)及各项功能测量的仪器”。
三坐标测量仪的测量功能应包括尺寸精度、定位精度、几何精度及轮廓精度等 [1]。
4.职责权限:品质部负责本仪器的使用与维护保养。
5.工作程序:5.1使用工具:三坐标测试仪(GLOBAL PERFOMANCE),治具椅(如需要)5.2 设备图示:5.3 仪器启动前准备:5.3.1 开机前应用无水乙醇和无尘布擦拭机器导轨,确保导轨的清洁度。
5.3.2 开机前检查是否有阻碍机器运行的障碍物。
5.3.3 零件检测时应满足下列环境要求:QM-2020-02三坐标作业指导书版 本A1 制定部门 品质部 制定日期2020-08-18室内温度:20±2℃ 相对湿度:25%~75% 气压要求:0.4Mpa ~0.45Mpa5.3.4 检查气管是否接好,气管是否漏气,气压值低于规定值时,禁止操作机器。
5.4 仪器启动操作步骤:5.4.1 逆时针打开气源气阀,确认气压值至0.4Mpa ~0.45Mpa 开通控制柜电源按键【I 方向】。
5.4.2 顺时针旋转手柄上急停按钮,机台加电,摇杆按键会闪烁几下,等闪烁停下按住圆形按钮停顿几秒钟,待按键周围全部绿色灯光亮起,说明通电完成。
5.5.1 开设备电脑,点击桌面软件图标(PC-DMIS 2017 R1),待进入测量软件后,点击确认执行机器回零。
【推荐】三坐标作业指导书-word范文 (9页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==三坐标作业指导书篇一:三坐标测量机作业指导书1.0目的:三坐标作为公司重要精密检测设备,为了维护测量机的使用精度以及安全,制定本操作维护规程。
2.0适用范围:本公司三坐标测量室以及测量室人员3.0参考文件3.1《PC-DMI使用手册》、3.2《Function Plus 用户手册(MSFP-03-1C)》 3.3《CROMA用户手册(MSC-03-2C)》4.0技术参数4.1测量行程:201Xx3300x1000(X、Y、Z)(龙门式测量机) 4.2几台承重:10吨4.3导轨:各轴均采用气浮轴承4.4传动系统:X轴与Z轴采用同步带,Y轴为齿轮条传动 4.5光栅系统:HEIDENHAIN(镀金)线性光栅尺4.6探测系统;测座TESASTARM-M8,测头TESASTAR-MP6A104/6BC 4.7测量软件:PC-DMISBASIC 4.8超控形式:手动/自动5.0 检测前的准备工作5.1测量机房的温度要保持在20±2℃,相对湿度25~75%;5.2稳压电源的输出的电压为220±10V: 5.3气源的供气压力为≥0.9Mpa:5.4用无水乙醇(酒精)与无尘纸擦拭机床的三轴导轨面与测针,标准球;5.5了解到要测量工件的生产编号,找到2D图纸查看基准角的位置,工件清理干净;不得有铁屑,毛刺,等其他。
5.6在摆放到工作台时工件的基准角的位置必须放在机床零点的位置,测量人需在场看着工件吊入,向下放时不得有太大的震动声;5.7需要3D数据时,到UG软件里进行转换,打开文件→导出IGES→选中要导出的文件→输出保存的位置→点击应用;5.8打开干燥机,注意需要先通气在通电源→打开三坐标处的气源,气源需达到0.4-0.6MPa,→开启电源,控制柜电源和测头控制器。
蔡司三坐标测量机作业指导书

蔡司三坐标测量机作业指导书一、目的三坐标为本公司重要精密检测设备,为保证仪器的测量精度并延长仪器的使用寿命,制定本作业指导书。
二、适用范围三坐标测量机的操作人员必须经过蔡司专业培训或经制造部允许方可入内测量,闲杂人员不允许进入测量室。
三、定义三坐标即三坐标测量机,英文Coordinate Measuring Machining ,缩写CMM ,它是指在三维可测的空间范围内,能够根据测头系统返回的点数据,通过三坐标的软件系统计算各类几何形状、尺寸等测量能力的仪器,又称为三坐标测量仪或三坐标量床。
四、仪器对环境的基本要求1.温度:CMM 的室内温度要求为20℃±2℃,测量室温度条件中还有时间梯度和空间梯度的要求,时间梯度的要求为每小时温度的变化不能超过1℃,空间梯度的要求为左右上下1米的距离温度差不能超过1℃。
2.湿度:CMM 的室内湿度要求为40%~60%RH ,湿度过低容易受静电的影响,湿度过高则会产生漏电或导致电器元件锈蚀。
五、仪器保养1.在开始测量前,先用无尘布将仪器擦拭干净后方可进行测量。
2.仪器每天使用前先对其进行点检,点检X 、Y 、Z 轴的运行状况,并填写点检记录表。
3.为保证仪器测量精度并延长仪器的使用寿命,仪器持续运行三天后必须重新启动后再继续测量。
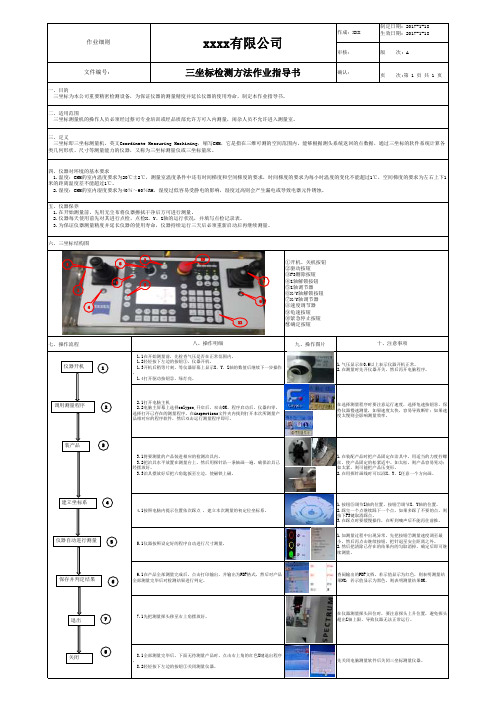
六、三坐标结构图1. 开机、关机按钮2. 驱动按钮3. F3删除按钮4.Z 轴解锁按钮 5. Z 轴调节器 6. X/Y 轴解锁按钮 7. X/Y 轴调节器 8.速度调节器9. 龟速按钮10. 紧急停止按钮 11. 确定按钮1.检查工作间温湿度 2.打开总电源、总气源度3.等气压稳定后,打开CMM4.打开机计算机主机,进入电脑操作系统5,双击桌面上的快捷图标CALYPSO,控制机器回零6.新建或打开一个测量程序,开始测量 1234567891011八、操作明细1.1在开始测量前,先检查气压是否在正常范围内、1.2轻轻按下左边的按钮①,仪器开机、1.3开机后稍等片刻,等仪器屏幕上显示X、Y、Z轴的数值后继续下一步操作、1.4打开驱动按钮②,绿灯亮。
三坐标测量--作业指导书
五、仪器保养 1.在开始测量前,先用无尘布将仪器擦拭干净后方可进行测量。 2.仪器每天使用前先对其进行点检,点检X、Y、Z轴的运行状况,并填写点检记录表。 3.为保证仪器测量精度并延长仪器的使用寿命,仪器持续运行三天后必须重新启动后再继续测量。
作业细则
xxxx有限公司
作成:XXX 审核:
制定日期: 2017-1-18 生效日期: 2017-1-18
版 次: A
文件编号:
三坐标检测方法作业指导书
一、目的 三坐标为本公司重要精密检测设备,为保证仪器的测量精度并延长仪器的使用寿命,制定本作业指导书。
确认:
页 次:第 1 页 共 1 页
二、适用范围 三坐标测量机的操作人员必须经过蔡司专业培训或经品质部允许方可入内测量,闲杂人员不允许进入测量室。
8.2轻轻按下左边的按钮①关闭测量仪器。
先关闭电脑测量软件后关闭三坐标测量仪器。
在选择测量程序时要注意运行速度,选择龟速按钮⑨,保 持仪器慢速测量,如果速度太快,容易导致断针;如果速 度太慢则会影响测量效率。
装产品
3.1将要测量的产品装进相应的检测治具内。 3.2把治具水平放置在测量台上,然后用探针沿一条轴画一遍,确保治具已 经摆放好。 3.3治具摆放好后把六角匙扳至左边,使磁铁上磁。
1.在装配产品时把产品固定在治具中,用适当的力度拧螺 丝,使产品固定的松紧适中。如太松,则产品容易晃动; 如太紧,则可能把产品压变形。 2.在用探针画线时可以沿X、Y、Z任意一个方向画。
建立坐标系 仪器自动进行测量
保存并判定结果
三坐标作业指导书
1检测依据:依据形位公差国家标准。
2适用范围:适用于铸件及机加工件尺寸、形位公差的检测。
3检测前的准备工作:3.1检测室进行恒温至少一小时,使其温度达到20±2℃,湿度达到25%-75%.3.2被检工件进行恒温至少一小时,使工件的温度等于室温。
3.3用酒精清洁工作台及各外露导轨面。
3.4检查电源、气源是否满足工作要求。
4工作程序:4.1打开气源,气源达到后,开启总电源和控制柜电源,机器进行自检。
4.2打开测头系统控制器。
4.3机器加电。
4.4开启计算机进入PC-DIMS软件,机器进行自动回家。
4.5根据图纸要求选择测头的配置以及测量过程中所需测头的角度。
4.6利用标准球进行检测过程中所用测头角度的校验。
4.7根据图纸检测要求装夹工件。
4.8根据图纸的设计基准或装配基准建立零件坐标系。
4.9进行工件的检测。
4.10选择报告模板,输出检测报告,并对检测数据进行统计分析。
4.11完成工作后,将测头旋转至90,180度位置,并将Z轴移至工作台的左前方。
4.12保存程序,退出软件,关闭计算机。
4.13关闭测头控制系统和控制柜电源开关。
4.14关闭总电源和气源。
4.15整理工具。
4.16清洁工作台面。
5定期维护:气路的维护和保养•定期检查过滤器,放出过滤器的水和油(每周);•定期清洗过滤器,清洗滤芯或者更换滤芯(每季度);•定期擦拭导轨,检查导轨表面是否有异常状况(每季度);•定期检查气管是否有老化的情况(例如变黄)(每半年);传动部件的维护和保养•定期清理传动皮带和减速皮带齿间灰尘和油污(每半年);•定期检查传动部件是否有松动状况(每.年);计数系统的维护和保养•定期擦拭光栅尺(每半年);•如果是封闭型光栅请注意清除光栅周围的灰尘(每半年);•如果拆装读数头,请不要发生碰撞读数头的情况;控制柜的维护•正确开关控制系统;•保证电源输入电压稳定;•保证不出现突然断电情况;•保证测量间湿度适中;•正确判断控制柜错误;•在专业人员指导下进行控制柜维护;测头系统的保养•拆装测头测座时注意位置准确,用专用扳手操作;•调整机器Z轴向运动时注意将测头旋转到A角90度位置;•注意使用测杆、加长杆的长度不超出标称长度;•在编程、初次测量等没有绝对把握的情况下,注意控制机器运动速度,防止测头碰撞;•搬运装夹工件时请注意不要碰撞测头;6.相关文件:二级文件:无三级文件:无四级文件:无编制:审核:批准:。
三坐标操作作业指导书
2. 鼠标移到编辑窗口,右击“从光标处执行”,依次点击样例点和特征
工位 自动测量 生效日期 2016/7/11
页码版次
0
所需人数
1
ECN编号
作业步骤说明
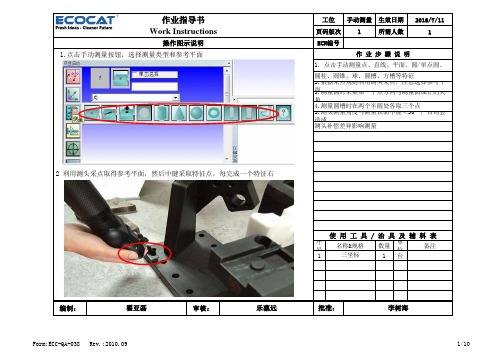
1.自动测量平面、圆、圆柱、圆锥、球等特征
2. CTRL+Q执行全部、文件-部分执行
工位 页码版次
3-2-1法建立 坐标系
(有数模)
0
生效日期 所需人数
2016/7/11 1
ECN编号
作业步骤说明
1.3-2-1法适用于有数模和无数模两种情况,
有数模需要将工件坐标系与数模坐标系统一
3.对照想要建立的坐标 系位置点击第一个面,选 择一个方向点击“找正” 得到第一根轴
编制:
翟亚磊
Form:ECC-QA-038 Rev.:2010.09
翟亚磊
Form:ECC-QA-038 Rev.:2010.09
使用工具/治具及辅料表
序 号
名称&规格
数量
单 位
备注
三坐标
1台
将待验施品压载3入0S设,用备手,触自碰动四周,
审核:
乐凛远
批准:
李树海
8/10
作业指导书 Work Instructions
操作图示说明
1.点击视图,如若“报告窗口”前已经打上了勾,如下图所示,则只需按Ctrl+Tab 键,反之则点击“报告窗口”,将勾打上,即可弹出报告窗口
编制:
翟亚磊
Form:ECC-QA-038 Rev.:2010.09
使用工具/治具及辅料表
序 号
三坐标检测操作指导书
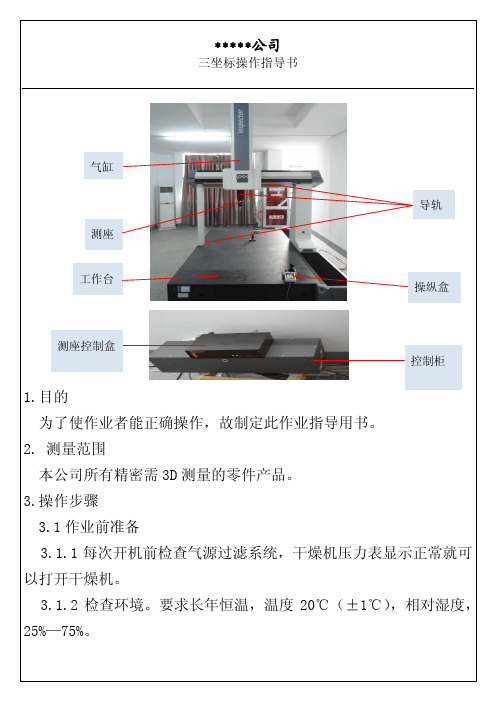
为了使作业者能正确操作,故制定此作业指导用书。
本公司所有精密需3D测量的零件产品。
用无尘纸,无水酒精(要求99.7%)分别擦拭机器的
导轨,以及工作台面。
导轨区不得放置任何物品,不能用手直接接触导轨工作面,待导轨面干燥后才能运行机器。
光栅尺必须用无尘纸或沾少量异丙酮清洁。
打开控制柜“ON/OFF”按钮,按伺服加电键加电。
打开操作软件,待弹出运行自检程序后按下“AUTO”键,让
验。
如发现错误,当立即停止校验,检查角度跟程式,更改
好后继续执行。
校验完成后将标准球放置在安全位置。
3.2测量
3.2.1根据待测的实体件装夹好被测件,然后选择测量的角度,如
之前没有考虑全面忽略了测量角度,此时可以按“F9”快捷
键返回测头命令面板,添加角度后再进行校验。
测量时,测
针要尽量垂直于被测面旋转角度,角度必须是经过校验的。
3.2.3选择要测量的命令。
3.2.4建立坐标系。
测量时先根据零件采集建立坐标系的元素,粗
建坐标系。
3.2.5按程式命令采点测量。
根据被测要素,选择测点,测好后按
下“RTN TO SCREEN”键,输入所测的元素。
3.2.6根据所需,评价出尺寸数值。
在报告栏中可以查看所测数据。
3.2.7报告输出。
3.3结束测量
将测座移动到安全的位置,然后旋转测头至A90B90状态,退出软件,关闭控制柜,断电断气,清理机器。
三坐标检测作业指导书
1检测依据:依据形位公差国家标准。
2适用范围:适用于铸件及机加工件尺寸、形位公差的检测。
3检测前的准备工作:3.1检测室进行恒温至少一小时,使其温度达到20±2℃,湿度达到25%-75%.3.2被检工件进行恒温至少一小时,使工件的温度等于室温。
3.3用酒精清洁工作台及各外露导轨面。
3.4检查电源、气源是否满足工作要求。
4工作程序:4.1打开气源,气源达到0.4-0.6MPa后,开启总电源和控制柜电源,机器进行自检。
4.2打开测头系统控制器。
4.3机器加电。
4.4开启计算机进入PC-DIMS软件,机器进行自动回家。
4.5根据图纸要求选择测头的配置以及测量过程中所需测头的角度。
4.6利用标准球进行检测过程中所用测头角度的校验。
4.7根据图纸检测要求装夹工件。
4.8根据图纸的设计基准或装配基准建立零件坐标系。
4.9进行工件的检测。
4.10选择报告模板,输出检测报告,并对检测数据进行统计分析。
4.11完成工作后,将测头旋转至90,180度位置,并将Z轴移至工作台的左前方。
4.12保存程序,退出软件,关闭计算机。
4.13关闭测头控制系统和控制柜电源开关。
4.14关闭总电源和气源。
4.15整理工具。
4.16清洁工作台面。
5定期维护:5.1气路的维护和保养•定期检查过滤器,放出过滤器的水和油(每周);•定期清洗过滤器,清洗滤芯或者更换滤芯(每季度);•定期擦拭导轨,检查导轨表面是否有异常状况(每季度);•定期检查气管是否有老化的情况(例如变黄)(每半年);5.2 传动部件的维护和保养•定期清理传动皮带和减速皮带齿间灰尘和油污(每半年);•定期检查传动部件是否有松动状况(每.年);5.3计数系统的维护和保养•定期擦拭光栅尺(每半年);•如果是封闭型光栅请注意清除光栅周围的灰尘(每半年);•如果拆装读数头,请不要发生碰撞读数头的情况;5.4控制柜的维护•正确开关控制系统;•保证电源输入电压稳定;•保证不出现突然断电情况;•保证测量间湿度适中;•正确判断控制柜错误;•在专业人员指导下进行控制柜维护;5.5测头系统的保养•拆装测头测座时注意位置准确,用专用扳手操作;•调整机器Z轴向运动时注意将测头旋转到A角90度位置;•注意使用测杆、加长杆的长度不超出标称长度;•在编程、初次测量等没有绝对把握的情况下,注意控制机器运动速度,防止测头碰撞;•搬运装夹工件时请注意不要碰撞测头;6.相关文件:6.1二级文件:无6.2三级文件:无6.3四级文件:无编制:审核:批准:。
三坐标测量机作业指导书(含表格)(参照模板)
三坐标测量机作业指导书(ISO9001-2015)1.0目的:三坐标作为公司重要精密检测设备,为了维护测量机的使用精度以及安全,制定本操作维护规程。
2.0适用范围:本公司三坐标测量室以及测量室人员3.0参考文件3.1《PC-DMI使用手册》、3.2《Function Plus 用户手册(MSFP-03-1C)》3.3《CROMA用户手册(MSC-03-2C)》4.0技术参数4.1测量行程:2000x3300x1000(X、Y、Z)(龙门式测量机)4.2机台承重:1吨4.3导轨:各轴均采用气浮轴承4.4传动系统:X轴与Z轴采用同步带,Y轴为齿轮条传动4.5光栅系统:HEIDENHAIN(镀金)线性光栅尺4.6探测系统;测座TESASTARM-M8,测头TESASTAR-MP6A104/6BC4.7测量软件:PC-DMISBASIC4.8超控形式:手动/自动5.0 检测前的准备工作5.1测量机房的温度要保持在20±2℃,相对湿度25~75%;5.2稳压电源的输出的电压为220±10V:5.3气源的供气压力为≥0.9Mpa:5.4用无水乙醇(酒精)与无尘纸擦拭机床的三轴导轨面与测针,标准球;5.5了解到要测量工件的生产编号,找到2D图纸查看基准角的位置,工件清理干净;不得有铁屑,毛刺,等其他。
5.6在摆放到工作台时工件的基准角的位置必须放在机床零点的位置,向下放时不得有太大的震动声;5.7需要3D数据时,到UG软件里进行转换,打开文件→导出IGES→选中要导出的文件→输出保存的位置→点击应用;5.8打开干燥机,注意需要先通气在通电源→打开三坐标处的气源,气源需达到0.4-0.6MPa,→开启电源,控制柜电源和测头控制器。
6.0工作程序6.1新建测量零件文件架,打开PC-DMIS Premium 2011(Release)软件→弹出测头文件窗口点击确定→操纵盒上按下SERVO PWR ON按钮进行加电→提示机床回家→新建测量文件→填写零件名称及生产编号→点击确认;6.2校验测头步骤:操作→校验编辑→激活测头→添加角度→激活测尖列表中选中要使用的角度→点击测量按钮→进行校验中→查看结果→范围在0.003~0.001mm→确定;6.3导入数据→文件→导入→IGES→处理→确认→查看数据的坐标是否与工具摆放的一致。