滚刀软件说明书
三维数控仿真教学软件使用说明及实验讲解

第一章三维数控仿真教学软件1.1 软件概述本章介绍的软件(三维数控仿真教学系统)是由浙江天煌科技实业有限公司最新开发的,专门针对数控系统教学与培训的软件。
本软件以普通的PC机器为平台,构建逼真的、生动的和专业的数控(铣床)培训环境。
§1.1.1软件简介三维数控仿真教学系统是基于虚拟现实的仿真软件,为了满足企业对数控加工的培训和教育部门数控技术教学的需要,该软件主要参考国内最常用的SIEMENS等数控系统,实现对数控铣床加工的全过程仿真,它由以下几部分组成:(1) 熟悉机床模块(2) 数控编程学习模块(3) CNC仿真模块§1.1.2适用对象本软件的使用者主要有两类:(1) 各大中专院校及各类职业学校数控专业的老师和同学(2) 数控机床的培训者因此,该软件基本上可以用于两种场合:即各大中专和职业学校及企业(机床厂或最终用户)的培训中心。
§1.1.3操作面板说明如图所示为三维数控仿真教学系统的操作面板 (图1)及加工仿真面板(图2),其各键使用功能见(表1-1)说明:图1 三维数控仿真教学系统操作面板图图2 三维数控仿真教学系统加工仿真面板图表1-1 三维数控仿真教学系统各按钮功能说明按扭功能说明按扭功能说明数字键(上档键转换对应字符)字母键(上档键转换对应字符)增量选择键点动键加工显示键手动数据键回参考点键快速运行叠加菜单扩展键单段运行键删除退格键报警应答键空格键垂直菜单键上档键区域转换键回车键数控停止键主轴停止键复位键主轴左转数控启动键主轴右转选择转换键软键(进入相应的显示界面)手动方向键进入仿真界面光标方向键返回键§1.1.4 屏幕划分其显示屏幕区域划分如图3所示,屏幕中的缩略符号及其含义见(表1.2)所示:图3 显示屏幕区域划分1.2 软件的安装与卸载§1.2.1系统要求由于该软件包的运行平台为普通的 PC机,因此,其系统要求应包括硬件和软件两方面:(1) 硬件要求:● CPU:P-III 800 Mhz 以上●内存:256 MB 及以上●硬盘容量:2G 以上●显示卡:3D支持(2) 软件要求:●操作系统:Windows 98/ME/2000/XP●屏幕分辨率:1024*768§1.2.2 软件安装软件安装过程如下:1.双击安装图标,系统进入安装界面,如下图所示:2.点击“下一步”按钮,进入许可协议对话框,如下图所示。
SINUMERIK MCU 1720 CNC 软件 1.15 SP2 HF2 用户指南说明书

Contents1SOFTWARE COMPONENTS (3)2FUNCTIONS and OPTIONS (4)3PRECONDITION (6)3.1Software (6)3.2Hardware (6)3.3Storage media (6)3.4Tools (6)3.5Other requirements (6)4INSTALLATION (7)4.1General information on installing the CNC software (7)4.2Installing the NCU service system on a USB stick (7)4.3Installing the CNC software (8)4.3.1Upgrading the firmware (8)4.3.2Upgrading the NCU system software (9)5Notes and restrictions (12)5.1General notes/restrictions (12)5.2Notes regarding the CNC software (14)5.3Notes regarding SINUMERIK MC STEP7 Toolbox (14)5.4Information regarding the use of TIA Portal Startdrive (15)5.5Information regarding SINUMERIK BaseSoftware (15)5.6Information regarding SINUMERIK ONE Commissioning (15)5.7Information regarding SINUMERIK Integrate Create MyHMI /3GL (16)5.8Drive ‚NC Extend‘ for EES (16)This document is used as instructions for the SINUMERIK MCU1720 CNC software 1.15 SP2 HF2.Please read the documents carefully because they contain important information for installing and using the software.The following notes take priority over statements made in other documents. Further information is available in the following documents:Siemens observes standard data protection principles, in particular the principle of privacy by design. For this product, this means:The product does not process or store any personal data, only technical function data (e.g. time stamps). If the user links this data with other data (e.g. shift schedules) or if he/she stores personal data on the same medium (e.g. hard disk), thus personalizing it, he/she has to ensure compliance with the applicable data protection stipulations.1SOFTWARE COMPONENTSCNC software 1.15 SP2 HF2 (internal version 01.15.02.02.001) contains the following components:Additional SW components:2FUNCTIONS and OPTIONSNew functions in SW1.15 SP2 HF2•NoneNew functions in SW1.15 SP2•NoneNew functions in SW1.15 SP1•NoneNew functions in SW1.15 HF1•NoneNew functions in SW1.15•NoneFunctions:•CU320-2PN can be used as NC axesNew options in SW1.15 SP2 HF2•NoneNew options in SW1.15 SP2•NoneNew options in SW1.15 SP1•NoneNew options in SW1.15 HF1•NoneNew options in SW1.15•6FC5800-0CE00-0YB0 Protect MyMachine /3D Primitives, 1 ADD. CHANNALOptions in SW1.14 HF3•noneOptions in SW1.14•6FC5800-0CM11-0YB0 SINUMERIK MC Fast INTERPOLATION CYCLE (IPO) •6FC5800-0CP86-0YB0 SINUMERIK PCU-BASESOFTWARE•6FC5800-0CW64-0YB0 SINUMERIK MC Fabrication ADVANCED package•6FC5800-0CW65-0YB0 SINUMERIK MC Fabrication PERFORMANCE packageOptions in SW1.13 HF6•noneOptions in SW1.13 HF2•6FC5800-0CA00-0YB0 ADDITIONAL 1 AXIS/SPINDLE•6FC5800-0CC10-0YB0 ADDITIONAL 1 CHANNEL•6FC5800-0CM02-0YB0 SYNCHRONOUS AXIS PAIR (GANTRY AXES)•6FC5800-0CM06-0YB0 TANGENTIAL CONTROL•6FC5800-0CM07-0YB0 POS.SWITCHING SIGNALS CAM-OPERATED SWITCHGROUP•6FC5800-0CM08-0YB0 CONTUR HANDWHEEL•6FC5800-0CM15-0YB0 MULTIPLE-AXIS INTERPOLATION•6FC5800-0CM18-0YB0 POLYNORMAL INTERPLOATION•6FC5800-0CM20-0YB0 ADMITTANCE LINKING AND CURVE TABLES•6FC5800-0CM27-0YB0 TRANSMIT AND PERIPHERAL SURFACE TRANSFORMING•6FC5800-0CM30-0YB0 MACHINING PACKAGE 5 AXES•6FC5800-0CM37-0YB0 OSCILLATION FUNCTION, BLOCK RELATED AND MODAL•6FC5800-0CM36-0YB0 SYNCHRONIZED ACTION STAGE 2•6FC5800-0CM37-0YB0 PATH VELOCITY-DEPENDENT ANALOG VALUE•6FC5800-0CM41-0YB0 ANALYSIS OF INTERNAL DRIVE VALUES•6FC5800-0CM43-0YB0 MULTIMODE ACTION•6FC5800-0CM48-0YB0 3D-TOOL RADIUS COMPENSATION•6FC5800-0CM54-0YB0 BIDIRECTIONAL COMPENSATION•6FC5800-0CM55-0YB0 SAG COMPENSATION, MULTI-DIMENSIONAL•6FC5800-0CM72-0YB0 GENERIC COUPLING CP-BASIC•6FC5800-0CM73-0YB0 GENERIC COUPLING CP-COMFORT•6FC5800-0CP18-0YB0 MESUREMENT OF MACHINE KINEMATIC•6FC5800-0CP28-0YB0 MEASURING CYCLES•6FC5800-0CP60-0YB0 RUN MYHMI /3GL•6FC5800-0CP61-0YB0 RUN MYHMI /WINCC•6FC5800-0CP75-0YB0 EXECUTE FROM EXTERNAL STORAGE (EES)•6FC5800-0CS03-0YB0 PROTECT MyMachine /3D PRIMITIVES•6FC5800-0CS07-0YB0 ADVANCED SURFACE•6FC5800-0CS16-0YB0 SPLINE-INTERPLOATION•6FC5800-0CS60-0YB0 SAFETY INTEGRATED /SI Logic•6FC5800-0CW61-0YB0 SINUMERIK MC ECO PACKAGE•6FC5800-0CW61-0YB0 SINUMERIK MC ADVANCED PACKAGE•6FC5800-0CW62-0YB0 SINUMERIK MC PERFORMANCE PACKAGE•6FC5800-0CW63-0YB0 SINUMERIK MC TECHNOLOGY PACKAGE(Content: spline interpolation, multi-axis interpolation, TRANSMIT, measuring cycles, 5-axis machining package, tool radius correction 3D)3PRECONDITION3.1Software•SINUMERIK Service System >= V06.00.38.01•Version V6.15 SP2 HF2 must be used when SINUMERIK ONE Commissioning is used on an MCU 1720/PC.3.2Hardware•SINUMERIK MCU1720 CNC software 1.15 SP2 HF2 may only be used on a SINUMERIK MCU 1720.3.3Storage media•CNC SW 8-3, 1.15 SP2 HF2 w/ lic. on SD card (SDHC)3.4Tools•SIMATIC TIA Portal V17 Upd5STEP7 Professional, WINCC Advanced, SIMATIC Safety•SINUMERIK STEP7 Toolbox /Motion Control V17 Upd10•SINUMERIK Integrate Create MyHMI /WinCC V17•SINUMERIK Integrate Create MyHMI /3GL V4.95 SP2 HF1•SINUMERIK ONE Commissioning V6.15 SP2 HF2•AccessMyMachine /P2P from V4.9 HF1•SINUMERIK Service System V06.20.39.02•TIA Portal Startdrive V17 SP13.5Other requirements4INSTALLATION4.1General information on installing the CNC software•The SINUMERIK Service System >= V06.00.83.01 on a USB stick is required to install the CNC software. Version V06.20.39.02 is recommended.• A new installation can be carried out using the NCU service system and VNC Viewer (AccessMyMachine /P2P).•The description of the procedure can be found in the installation manual (SINUMERIK ONE New installation and upgrade) published in SIEMENS Industry Online Support.•Upgrading with Create MyConfig 6.1 is not released•The MCU1720 must have at least the InitNCU image version 06.00.38.004.2Installing the NCU service system on a USB stickInstall the service stick image using tool "AccessMyMachine /P2P" from V4.8 HF2 and higher using menu item «Tools – write image to CF card».Installing on MCU1720:•After the installation has been completed, remove the USB stick from the PG/PC and boot an MCU 1720 one time from this stick. The USB stick can be inserted in one of the two USB ports (X125, X135) of the MCU1720. To do this, the NCK rotary switch of the MCU1720 must be set to >< 0. This boot process takes a little bit longer; a "P" in the 7-segment display of the MCU indicates that the FAT partition of the images on the USB stick is adapted. The 7-segment display goes dark after partitioning has been completed.•Afterwards, reinsert the stick into the PG / PC. Under Windows, you can now see an empty USB stick. You can see the installed version of the NCU service system in file "eboot_version.txt". Now copy the required CNC software (file with extension .tgz) to this stick.•Now insert the USB stick into one of the two USB ports (X125, X135) and switch on the MCU1720 again (NCK rotary switch of the MCU1720 >< 0)•The MCU1720 is now rebooted from this USB stick. This is indicated as the 7-segment display is dark. The NCU service system is called from the PG/PC using program "VNC Viewer AccessMyMachine /P2P" via interface X127. Set theinterface properties to "Automatically obtain IP address".•USB Stick 6AV6881-0AS42-0AA0 "USB-Flash Drive, 32 GB, USB3.0" is recommended.4.3Installing the CNC software4.3.1Upgrading the firmwareTo do this, at the PG/PC, the files required must be copied to the service stick.After this, the MCU 1720 is booted from the service stick:Select menu item «Firmware Update»:Depending on the firmware update type, acknowledge the corresponding menu item with «OK», and follow the other instructions.4.3.2Upgrading the NCU system softwareTo do this, at the PG/PC, the files required must be copied to the service stick.After this, the MCU 1720 is booted from the service stick:Select menu item «Update NCU Software and Data»:Select the appropriate menu item corresponding to the update type:Select the desired SW package (.tgz) and confirm with «OK».Updated completed:5NOTES AND RESTRICTIONS5.1General notes/restrictions•Only an HMI base can be started on the MCU1720. This means that an HMI 3GL application and the SINUMERIK commissioning tool cannot be simultaneously started.•Distributed NCK I/O connected to PROFINETDistributed NCK I/O (IOs, drives) are only supported at the X150. This means- Isochronous NCK drives such as CU320-2 PN can only be operated at the PROFINET PN1 interface (X150).- NCK I/O such as ET200SP PN can only be operated at the PROFINET PN1 interface (X150).Access from NCK to PROFINET I/O/drives is only supported up to PROFINET device number 126.•Control loop optimization (tuning) S210 must be performed manually without SINUMERIK ONE Commissioning Tool support•PLC setup archiveIf a PLC setup user archive is imported, this corresponds to transferring the CPU folder with all run-relevant objects and the hardware configuration.The CPU compares the content of the configuration on the SIMATIC memory card with the backed-up retentive data.If the backed-up retentive data matches the data of the configuration on the SIMATIC memory card, then theretentive data is retained.If this data differs, the CPU automatically triggers a general reset (i.e. the retentive data is deleted).•TIA Portal functionality web serverAccess to the PLC web server via interfaces X127/X130 is not possible using the HTTPS protocol. Only HTTP issupported.Use interfaces X150/X160 when using HTTPS.•CA Eco (Protect MyMachine /3D Primitives and Protect MyMachine /3D Primitives, 1 add. channel) The CA Eco function together with an IPO clock of 2ms is currently not supported.When activating the options "Protect MyMachine /3D Primitives - 6FC5800-0CS03-0Yx0 / Protect MyMachine /3D Primitives, zus. 1 channel - 6FC5800-0CE00-0Yx0" a new CA algorithm is automatically activated.The IPO load will be higher due to the new CA algorithm.Collision avoidance is a computationally intensive function and is therefore not released with the "Fast Interpolation Cycle" option.Depending on the collision model used and computationally intensive NC functions, it may happen that the collision checks cannot be completed in time. In this case, the collision protection is limited and alarm 26303 "Collision check incomplete" is issued. This alarm can be suppressed by the machine manufacturer (MD11415$MN_SUPRESS_ALARM_MASK_2 bit 29).Technology G-code groups 59 must be set correctly (DYNNORM, DYNPOS, DYNROUGH, DYNSEMFIN, DYNFINISH,DYNPREC).Collision avoidance uses the emergency brake ramp in exceptional cases (alarm 26285). The followingmachine data must be checked and set sensibly:MD36610 $MA_AX_EMERGENCY_STOP_TIMEMD36620 $MA_SERVO_DISABLE_DELAY_TIMEIf alarm 26285 occurs, it may happen that you have to switch off collision avoidance for free driving via the HMI Operate.•In the case of alarm 26280 in the JOG, reset must be activated before free driving.•Program listsProcessing of program lists via PLC-NC interface (DB19) with Commissioning Tool is currently not supported.•Manual reading of a data backup created in V1.14 using TEA fileWhen manually importing a data backup created in V1.14 using TEA files, the following reset alarm occurs: "1 error in GUD, macro or INI file".After charging, the operator is also prompted to trigger an NCK reset and after this the alarm is gone and thecontroller is back to normal.The general reading of the data backup and the adjustment of the remaining MDs is not affected.When loading the archive, the alarm is also not noticeable, as a reset is triggered when the NCK is loaded anyway.•General recommendation for the use of USB sticks at SINUMERIK-Operate/ SINUMERIK ONE Commissioning Tool After data has been copied to the stick or changes have been made to files on the stick, a short waiting time (about 20 seconds) should be observed before the stick is removed.•Sinumerik Tuning CenterSINUMERIK Operate ONE / SINUMERIK ONE Commissioning is not supported in Version 1.0Safety-relevant notes for the TIA Portal web server- Activating the web server in STEP 7Activating the web server reduces the level of protection against unauthorized access to functions and data of this device from the outside and via the network.When accepting projects from suppliers, in which the web server is already activated and configured on the board, this safety note is not displayed.- Setting up the user administrationIn STEP 7, in the area "Web server > User administration" you must extend the user list.The user list offers you the following options:- Create users- Define access rights- Assign passwordsNewly created users only have options available to them where the access rights have been specifically assigned.If you are user that has not logged in, then you access the web server as user "Anyone". User rights should not be assigned to user "Anyone".5.2Notes regarding the CNC softwarePassword guidelines:When an NC password is changed, the password for the respective Linux account is also changed.i.e. when the manufacturer's password is changed, the password for the Linux account "manufact" is also changed.IMPORTANT: After one of the existing NC passwords (e.g. SUNRISE) has been changed, it is no longer possible tochange back to the old password, as it does not correspond to the new guidelines (minimum length 8 characters,uppercase letter, lowercase letter, number).Notice:If an access level in NCK is to be set by the PLC via FB4 (PI-Service_N_LOGIN), a password that is used for the NCK (and simultaneously for Linux) must be precisely 8 characters long.This scenario must be taken into consideration when assigning new passwords. Otherwise, passwords can be 8 - 32 characters long.The passwords for the NCK and the corresponding Linux accounts of the NCU basic system are now changed with the "Change password" SINUMERIK ONE Commissioning Tool dialog.5.3Notes regarding SINUMERIK MC STEP7 ToolboxSINUMERIK MC STEP7 Toolbox V17 must be used.This toolbox can be used to engineer SINUMERIK MC hardware.The software is an option package for SIMATIC TIA Portal V17The following hardware is supported:•MCU1720 V1.13, V1.14, V1.15Supported functions:•Creating a hardware configuration•Configuring the S7-1500 PLC•Support of Safety Integrated•SINUMERIK DSF archive hardware/software with alarm texts•Creating NC tags via NC tag accessUnsupported functions:•Function "Restore factory settings" via SIMATIC TIA Portal V17 is not supported.•Uploading the PLC project from the MCU1720 is not supported.5.4Information regarding the use of TIA Portal StartdriveTIA Portal Startdrive V17 must be used.5.5Information regarding SINUMERIK BaseSoftwareSINUMERIK Base Software V14.0 SP2 HF4 should be used.By installing SINUMERIK BaseSoftware, the IP address of the internal "Intel® l210 Gigabit Backplane Connection" interface is set to the default value.5.6Information regarding SINUMERIK ONE CommissioningSINUMERIK ONE Commissioning V6.15 SP2 HF2 should be used.•Connection to the NC/PLCIn order that in "SINUMERIK ONE Commissioning" a connection can be established to the NC/PLC, a correct network adapter (Gigabit Backplane Connection TCPIP.1) must be manually set in access point S7ONLINE and SINUMERIK.Otherwise, alarm 150202 is displayed at the HMI.It can be performed using the "Siemens Communication Settings"tool.•Manufacturer, PLC alarmsIt is not possible to edit/create manufacturer PLC alarms using the "Edit alarm texts" screen form.Workaround: Create alarm and message texts using alarm text files. Refer to the "SINUMERIK Operate“ IM9Commissioning Manual, Chapter 13•Areas/softkeysFor the MCU1720, the following areas/softkeys were removed/disabled:- Diagnostics >> ">" >> TCP/IP Diag. >> SK "MCP"- Diagnostics >> ">" >> TCP/IP Diag. >> SK "TCU"- Commissioning >> HMI >> SK "Ctrl-Energy"- Commissioning >> ">" >> Networks >> SK "OPC-UA"- Diagnostics >> SK "Remote Diag"- Commissioning >> NC >> PROFIBUS >> SK "DP Integrated"- Commissioning >> NC >> PROFIBUS >> SK "DP X126"- Commissioning >> NC >> PROFIBUS >> SK "DP X136"•Program listsProcessing of program lists via PLC-NC interface (DB19) with Commissioning Tool is currently not supported.•IBN-archive factory setting of this machineCreating an IBN archive "Factory setting of this machine" is currently not supported with the Commissioning Tool.•Machine registrationThe registration of the machine via the SINUMERIK ONE Commissioning Tool is currently not supported.5.7Information regarding SINUMERIK Integrate Create MyHMI /3GL•The HMI base of SINUMERIK ONE, included in "SINUMERIK Integrate Create MyHMI /3GL", should be used for the MCU1720•The ToolManagment service has not been released•The infrastructure service has not been releasedFor additional information, see the manual for the "SINUMERIK Integrate Create MyHMI /3GL" programming package5.8Drive ‚NC Extend‘ for EESPreparation1.On the IPC in Windows (Explorer) set up drive sharing for directoryC:/Programme(x86)/Siemens/SinumerikCommissioning/user/sinumerik/data/prog. The shared drive name must be LOCAL_DRIVE.2.Start SINUMERIK ONE Commissioning on MCU1720Set the option P75 under "Commissioning/Licenses/All Options".Perform NCK-Reset and restart Commissioning-Tool.。
刀具软件使用说明书

软件使用说明书初始用户名为管理员,初始密码为aa.进入到系统后可以再添加一些用户,方便其它人操作。
打开刀具参数视觉检测用户程序,初始界面如图1所示。
图4。
1 登录界面选择相应的用户名及输入正确的密码,即可进入系统:如下如图所示图4。
2 系统界面本程序分为三大模块:刀具管理、系统管理、通信。
一,首先进入系统管理,点击菜单栏上的系统管理菜单;如下图所示有三个子菜单:添加管理员、修改密码、退出系统。
图片4。
3 系统管理(1)点击添加管理员可以添加管理员,方便其它人操作该系统。
输入用户名及密码就可以添加管理员了。
如下图所示图片4.4 新增用户(2)点击修改密码就可对当前用户的密码进行修改,可以修改为自己熟悉的密码或复杂的密码,以防被不法分子破解.如下图所示:图4。
5 修改密码(3)点击退出系统,系统将退出,所有窗口将被销毁。
二,进入刀具管理,刀具管理模块有二个子模块:刀具类别管理和刀具信息管理。
(1)刀具类别管理:刀具类别管理又有两个子项:刀具类别添加和刀具类别修改。
点击刀具类别添加,输入种类名称和类别的编号就可以添加刀具类别,如下图所示:图4。
6 刀具类别添加点击刀具类别修改会出现以下界面:图 4.7 刀具类别修改然后点击界面下方的修改按钮,就可以上面的列表中进行修改了,最后点击下方的保存。
若弹出以下对话框,说明修改成功了。
图4。
8 保存成功对话框(2)刀具信息管理刀具信息管理模块有三个子项,如下图所示:图4.9 刀具信息管理<1〉点击添加刀具信息,输入刀具编号、刀具长度、刀具名称、刀具材料、刀具名称、刀具转速、刀具直径、刀具前角、主偏角、刃倾角,选择相应的刀具类别,最后点击确定就可以添加一项刀具信息了。
如下图所示:图4。
10 添加刀具信息<2>点击修改刀具信息,进入以下界面:图4。
11 刀具信息修改首先点击下方的修改按钮,就可以在上面的列表中修改相应的参数了,最后点击保存,如果弹出保存成功的对话框,即说明修改刀具信息成功。
Machining数控仿真软件简明使用手册
Machining数控仿真软件简明使用手册视频教程下载: 软件基本操作:机床视图右键菜单介绍:A. XOZ平面:改变机床视图视角B. YOZ平面:改变机床视图视角C. XOY平面:改变机床视图视角D. 隐藏/显示床身:在机床视图中点右键,选择“隐藏床身”或者“显示床身”E. 快速定位:让主轴移动到工件中心位置。
F. 开关机舱门3D机床模型操作:A. 鼠标左键旋转B. 鼠标滚轮放大或缩小C. 按下鼠标中键平移提示窗口:软件菜单介绍A. 加工时间估算加工程序所需时间B. 文件1.导入:导入一个加工程序,但必须在EDIT模式下打开或者新建了一个程序的情况下才能导入2.保存工件:保存已加工工件3.读入工件:打开保存的工件C. 设置1. 显示刀具轨迹选中后会在自动加工中显示加工轨迹。
2. 显示床身选中该选项将显示床身。
3. 机床声音选中该选项将启用声音效果。
4. 模型阴影选中该选项将启用阴影效果,但是一些比较老的显卡运行速度会下降。
如果速度慢请取消该选项。
D. 视图视图:当面板视图被关闭后,用该菜单将面板重新打开。
双屏显示:分别在两个显示器中显示面板和机床模型。
E. 切换面板各系统间进行切换操作。
F. 设置工件选择工件类型,工件类型为:长方体和圆柱体。
设置工件的显示精度,精度有3级:1. 性能:工件精度较低2. 平衡:工件精度中等3. 质量:工件精度较高请根据显卡能力选择适当的精度,较高的精度资源占用高。
G. 检查更新检查是否有新版本,该功能需要联网。
H. 帮助文档2. 刀具选择1.新建刀具:添加刀具: 按“Add”按钮添加新的刀具,然后在自定义刀具对话框中输入直径和长度 : 2 . 编辑刀具:双击“Tool Select”中列表中的条目进行刀具参数编辑。
3 . 删除刀具:按“Delete”按钮删除所选刀具。
4 . 选择刀具:鼠标移动到右边刀具栏,出现"select tool"对话框,在里面选择所需的刀具。
SQ34型曲刃水平滚刀式切丝机使用说明书范文
SQ34型曲刃水平滚刀式切丝机使用说明书范文二OO三年十月-1-目录1SQ341~SQ344型曲刃水平滚刀式切丝机概述041.1产品型号说明041.2产品品种代号041.3主要适用范围041.4主要技术参数051.5使用条件051.6切丝原理061.7切丝宽度与生产能力的关系072产品结构及特征092.1机架部件092.2输送装置102.3机头架部件152.4刀辊部件162.5砂轮磨刀器部件232.6气动系统272.7电气控制系统303产品技术特性及主要功能363.1技术特性363.2主要功能364外形及安装尺寸375安装、调整及调试40-2-5.1安装405.2调整415.3调试416使用和操作416.1工业PC机操作方法简介416.2开机准备496.3操作程序496.4使用中的有关操作方法517停机因素诊断及故障排除568维护保养和维修588.1日常维护保养588.2定期检查及维修588.3维修的有关程序和方法599运输、贮存649.1吊装运输注意事项649.2贮存6510开箱及检查6510.1开箱注意事项6510.2检查内容6511有关说明66-3-1SQ341~SQ344型曲刃水平滚刀式切丝机概述SQ341~SQ344型曲刃水平滚刀式切丝机系列产品(以下简称切丝机)是本公司综合应用国内外切丝设备的先进技术,通过技术创新,采用新的专利技术开发研制的具有自主知识产权和国际先进水平的国产新一代切丝设备。
1.1产品型号说明SQ341.2产品品种代号SQ341中产型切叶丝机SQ342中产型切梗丝机SQ343高产型切叶丝机SQ344高产型切梗丝机1.3主要适用范围用于烟草行业制丝生产中,将经处理的烟叶或烟梗切成符合制丝工艺要求的叶丝或梗丝。
其切丝宽度能在0.1~1.5mm范围内无级调整,生产能力能满足制丝线中叶丝及梗丝配比量要求。
适用于5000~12000kg/h制丝线的切丝生产:a)SQ341型和SQ342型适用于装备5000~8000kg/h制丝生产线;-4-改进设计代号型别序号:41~44型别代号:曲刃水平滚刀式组别代号:切丝类别代号:制丝b)SQ343型和SQ344型适用于装备8000~12000kg/h制丝生产线。
华中数控通讯软件NetDnc使用手册

华中数控通讯软件NetDnc使用手册V2.02007.11武汉华中数控股份有限公司中国·武汉目录一 硬件说明上位机:PC机、笔记本电脑。
下位机:华中数控配备网络功能的HNC-18/19XP,HNC-21/22数控系统(配备软件版本7.10版及以后)。
1.上位机和下位机的串口连接华中数控系统支持在上位机和下位机间的串口通讯,串口线支持三线制和七线制,推荐使用三线制。
PC计算机数控装置2.上位机和下位机的以太网连接通过以太网口与外部计算机连接是一种快捷、可靠的方式。
华中数控网络通讯有两种连接方式:(1)用网线直连方式与电脑连接(直连网线制作见图 1.3);(2)用HUB转接方式,即先用网线连接到HUB(集线器),再经HUB连入局域网,与局域网上的其他任何计算机连接,此方式用普通网线即可(见图1.4)。
在硬件上,配备网络功能的数控系统提供了以太网口接口。
PC计算机数控装置HUB(集线器)数控装置二软件说明上位机操作系统为windows系列,推荐使用windows 2000/xp。
华中数控NetDnc软件在原有的串口通讯软件基础上进行了重新设计,新增了网络数据传输功能,传输速度可以达到70至80kb/s。
新软件体系包括上位机端和下位机端,并提供统一的操作界面。
软件的主要功能包括:1、在上位机和下位机间传递参数文件。
2、在上位机和下位机间传递PLC文件。
3、在上位机和下位机间传递G代码文件。
4、用拖拽的方式在上位机和下位机间传递文件。
5、使用串口的方式进行边传边加工。
软件的使用步骤是:1、选择通讯方式,即串口或网络;2、建立上位机和下位机的连接;3、传输文件。
软件使用前的注意事项1、此软件适用于配备7.10版及以后版本软件的HNC-21/22数控系统,以及HNC-18/19XP数控系统。
2、网络功能属于选件,需注册后才可使用。
3、不同主板对应不同的packet驱动,必须正确加载相应的驱动才可以使用网络传输功能。
3906齿轮测量仪软件使用说明书

剃齿刀的测量 第一节 开机与零点设置 第二节 测量准备与参数输入 第三节 开始测量 第四节 测量结果的输出 第五节 测量过程说明 第五节 图标按钮栏中其它按钮的说明
根据测量要求选择. 默认参数:
测量齿面是双侧;测量齿数为 4;测量位置在齿宽中部;标准是 ISO1328;;精度等级 6;误差放大倍数 500;长度放大倍数 1;测量起点、测量终点、评定起点、评定终点 由计算机根据齿轮啮合理论算出(与齿条啮合,齿顶高系数为1)。 测量起点、测量终点、评定起点、评定终点的三种输入方法: ①可由计算机根据齿轮啮合的理论算出(与齿条啮合,齿顶高系数为1);
图2 三、零点设置
⒈ 启动主机电源后,第一步必须进行零点设置。只要不关掉控制电柜电源,或不重 新装夹电感,或不更换测头,并且测头未发生碰撞,一般情况下无须重新进行零点设置。 点击图标按钮栏中【零点设置】按钮,或菜单栏中【零位较正】之【零点设置】子菜单, 会弹出窗口如图 4-2。图标按钮栏和菜单栏如图 3 示,【零点设置】的位置按钮如图 4-1。
插齿刀的测量 第一节 标准球的较定 第二节 测量准备与参数输入 第三节 开始测量 第四节 输出测量结果 第五节 测量过程说明 第六节 图标按钮栏中其它按钮的说明
………………………2 ………………………4 ………………………12 ………………………14 ………………………15 ………………………16
………………………17 ………………………18 ………………………26 ………………………26
⒉调入参数文件法
当第一次测量某一工件时,采用键盘输入法,同时将测量参数存储.再次测量时,建议采
Cutler-Hammer SVDrive2 软件说明书

What is SVDrive2?SVDrive2 is a Windows-based software tool for SV9000 adjustable frequency drives. With SVDrive2 you can upload parameters from the drive, modify their values, save to a file, download back to the drive, print on paper or to a file, set references, start and stop the motor, examine signals in graphical format (trend page) and monitor actual parameter values.You can use SVDrive2 either off-line or on-line. In the off-line mode, the changes you make are stored only on your computer and do not affect the drive. In the on-line mode you are directly accessing the drive parameters and all changes you make will be stored in the drive.What do you need?A PC, preferably at least a Pentium 166 with > 8 M memory and running Windows 3.1, Windows95 or Windows NT.A RS232 cable to connect the drive and the PC.WARNING!!. Use only Cutler-Hammer supplied cables (catalog number SVDRIVECABLE). Any other cable may cause damage to your PC or to the drive.Files used with SVDrive2There are several file types, each with a different purpose, associated with the SV9000 drive. ApplicationsThese software modules are part of the system software. They define the various SVReady applications built into the drive. As a part of the system software they cannot be modified in the field. Each application has an .AP2 file associated with it, defining the application type and the names of the parameters that are part of it.For a description of the various applications available, see the SV9000 User’s Manual and the SVReady ManualParameter listsThese are PC files containing the parameter values used in an application. They have the extension .PAR, and are only used by the SVDrive software. A modified application would automatically be saved with this extension.Online and offline modesThe program has two modes of operation: online and offline. In online mode you are connected directly to the drive and access all parameters directly. In offline you are not connected to the drive. Changes to parameters can be saved for download to the drive at a later time.Working offlineWorking offline, you can change application parameters and save them to a file for later downloading to a drive. On opening SVDrive2 you will see a taskbar which looks like the one below. The taskbar has pull-down menus and buttons for rapid access to the various windows and functions available.To load a new application from the hard disk, go to (File|New), click on the application of your choice and SVDrive will open the Parameter page with the new application loaded. You can change the parameters you wish and store them in a file. Using the Open File button you can open either a new application (with default values) or an existing parameter set.Note that when offline, any new application that you load, default parameter values are displayed for power, voltage and enclosure type. Be sure to change these to whatever the correct values are for your particular drive. The default values used for the motor and the utility line, in parameter group 1, are based on these values. The pull-down menus will show only the choices appropriate to the values in the other windows, i.e. if you choose C in the enclosure window, the power window will show ratings up to 30 Hp and the voltage window will show the available voltages.Note that if you choose a 400 V drive, the ratings will be in kW not Hp.On the Parameter page you can change the parameters for the application you are working on. First choose the correct parameter group, then the parameter you want to change within the group. The present value is shown by the parameter name. The value can be changed in the box to the right. Numerical values can be changed by typing the correct value or by using the up and down arrows. Other values can be changed using the pull-down menu for the parameter and choosing the desired one. The program will ask you to confirm any changes outside the allowed limits. The language used for the parameters is changed in the Language box.The Parameter window is the only window that will work off-line. All other windows require connection to a drive.The remaining buttons offer shortcuts to their respective functions. The Upload and Download buttons require connection to a drive. These functions can also be reached from either the File or Drive pull-down menus.To load a set of stored parameters click on the Open File button or go to (File|Open) and open the required parameter file. The corresponding application will be automatically loaded.To restore the default values, go to (File|Default). The parameters for the application displayed will be restored to their default values.Online modeOn the Parameter page (see above) you can toggle between on-line and off-line modes.The program is automatically in online mode if:1. You upload parameters from the drive2. You download parameters to the drive.3. You load a new application from the driveWhen you are in on-line mode, the changes you make to parameters are immediately stored in the drive.On the Parameter page you can change the parameters in the application you are working on. First choose the correct parameter group, then the parameter you want to change within the group. The present value is shown by the parameter name. The value can be changed in the box to the right. Numerical values can be changed by typing the correct value or by using the up and down arrows, other values can be changed using the pull-down menu for the parameter and choosing the desired setting. The program will ask you to confirm any changes outside the allowed limits. The language used for the parameters is changed in the Language box.Changing the active application in the driveIn the Online Mode you can check which application is active in the drive and you can change the active application.1. Select the Drive|Application menu.2. The active application is highlighted in the Application list.3. You can change the active application by double-clicking the application name or by clicking the name and pressing the OK button. If you don't want to change the active application, press Cancel.The language button defines the language of the parameter descriptions.Changing the active application on your PCYou can change the active application on your PC by choosing:- File|New. A list of all available application files is shown. (Note that you may have to browse for the files, which have the extension .AP2)1. Choose the application file from the Application list.2. Double-click the application you wish to load or select application and press OK. A new application with default parameter values is loaded. Note that the program switches to off-line mode.Note: You have to choose the correct .AP2 file to be able to later download to the drive. The correct .AP2 file depends on the system software version as follows:System software sm90_xx(standard software for SVGraphic panel only)System software sm95_xx(standard software for SVGraphic panel and SVMulti-line panel)smfa052.ap2 = Basicsmfa053.ap2 = Standard smfa054.ap2 = Local/Remote smfa055.ap2 = PI-Control smfa056.ap2 = Multi-Purpose smfa057.ap2 = Multi-Step smfa045.ap2 = PFC Control smfa067.ap2 = Basicsmfa068.ap2 = Standard smfa069.ap2 = Local/Remote smfa070.ap2 = PI-Control smfa071.ap2 = Multi-Purpose smfa072.ap2 = Multi-Step smfa045.ap2 = PFC ControlThe available application files.or- File|Open. A previously saved parameter file (extension .par) is loaded and the application is changed to the application corresponding to that parameter set.orDrive|Upload. Parameters are loaded from the drive and the application is changed to the active application in the drive.Changing the communications port1. Select the Drive|Ports menu.2. Select new communications port.The port chosen is stored in SVDrive’s .INI-file, so you don't have to change the port every time you start the program. If you have other devices connected to this port, disconnect them. Changing the language in the driveYou can change the language of the parameter display in the application by clickingDrive|Application and selecting the language from the dropdown list on the parameter page. The parameter names will be displayed in the language you chose.If you operate in Offline mode, you can change the language of the parameters by selecting the language from the dropdown list on the parameter page.Note that you can still change the language shown by your PC by choosing the language from the Language dropdown list on the parameter page even if you are in Online mode, but this won’t change the language in the drive. Every time you upload the parameters from the drive, the language will change to the language in the drive.Changing the measurement intervalThe measurement interval is used to tell the drive how often it should send new data to the PC. If your PC seems to be very slow when you are using SVDrive2, try to select a longer measurement interval.1. Choose Drive|Ports.2. Select the new measurement interval.Changing the language of SVDrive2You can change the language that is used in SVDrive2’s menus and buttons etc. by choosing File|Preferences and choosing the language from the dropdown list.Downloading new parameter sets1. If the motor is running, stop it.2. Press the download button or choose Drive|Download.When you download, all the parameters in the active application on your PC are written to the drive. The program will ask you to confirm the download.WindowActual values Takes you to the actual values page.With the Actual Values page you can monitor five signal values at a time. These can be freely chosen from a pull down menu that opens as you click the boxes.If the connection to the drive is lost for some reason, you can reconnect by choosing a signal from one of the boxes.The Actual Value pageFault Takes you to the fault page.The Fault page is automatically shown in on-line mode when a fault or an alarm occurs. The Active fault and the fault history are shown on the same page.The fault remains active until you clear it with the Reset Active button.You can clear the fault history by clicking the Reset History button.Note that the Fault page is shown automatically only if you are in Online mode, or you have opened the operating page, the trend page or the actual values page.The Fault pageOperating Takes you to the operating page.The Operating page allows you to start and stop the motor, change the references, and use the programmable push-buttons, if the panel is the active control device. You can also define the active control device on this pageIf the connection to the drive is lost, you can reconnect by pressing the button between the pictures of the PC and drive.You can control the drive in two modes: Panel mode and RS232 mode.The operating page in Panel modeThe Panel mode acts like a graphical interface to the drive. You can change the reference by clicking on the + and – buttons to increase or decrease the speed, when this is the control device. (Panel Control radio button enabled )In the RS232 mode, the speed of the drive is set by entering a number for the set speed value. Trend Takes you to the trend page.With the trend page you can display three measured signals from the drive. However, only one signal is shown at a time. You can change between these three signals by choosing a signal from the Channel: box. Click on the Signal name: box to choose a signal. You can start and stop the trend by clicking the start/stop symbols:You can also change the minimum and maximum of the value axis and the length of the time axis.Signal value and time on the position of the marker are shown in the trend box. Click arrow buttons or directly on the trend box to see the value and time at that position.If the connection to the drive is lost for some reason, you can reconnect by choosing a signal in the Signal name: windowNote!You can not Save or Open parameter files when the Trend page is opened.The Info pageChoose Drive|Info to get information about the drive software.On the info page you will see:You can also change the file in the option card by choosing new file from the dropdown list and then pressing the Change button.MenusFileNew...Loads a new application with default values from file.Default Loads the default values of the active application from file.Open...Loads a saved parameter file.Save Saves parameters to file.Save As...Asks the file name and saves parameters to file.Print To...Print parameters to file or to a printer.Print Preview Provides preview of parameters before printing and allows comments to made on the printoutPreferences Use this dialog to configure SVDrive2's default language setting for the pull down menus and selection boxes.Exit Exits the program.DriveApplication:Provides for changing the application in the drive.Upload:Uploads the parameters from the drive to your computer.Download:Downloads the parameters from your computer to the drive.Info:Displays the software used in the drive.Power:Provides for changing the rating to match your drive’s rating.Model:Provides for changing the model to match your drive’s model.Voltage:Provides for changing the voltage to match your drives voltage.Ports:Allows you to change the communications port or the Measurement Interval. Printing parametersTo print the drive’s parameters on paper:1. Upload the parameters to your PC.2. Press the print button.orSelect File|Print to... and choose the Printer button and then OK.orSelect Print Preview... and then OK.You can also print the parameters to a file by choosing File in the File|Print to... window.The command prints the parameter set from the application active on your computer, so if you are working off-line, the printed and saved parameter set will not necessarily be the same as the parameters active in the drive.Making comments on your printoutUsing the Print preview, you can make comments on the printout using the Comment button. There is room for 60 characters.。
YKJ3610使用说明书

0前言本使用说明书仅为本机床机械的使用说明,对其它部分的使用说明请见随机提供的下列技术文件。
a)YKJ3610 使用说明书(电气部分)b)YKJ3610电气图册;c)机床参数表;d)BEIJING-FANUC 0i Mate-TD操作说明书;e)BEIJING-FANUC 0i Mate-TD 维修说明书;f)步进驱动器资料1主要用途、适用范围1.1 主要用途1.1.1YKJ3610 高效卧式滚齿机主要用于加工模数≤2.5mm的直齿圆柱齿轮、斜齿轮。
也可采用径向法进行蜗轮加工。
1.1.2使用高精度滚刀、采用合理的切削规范时,可加工GB/T2363-1990( m < 1mm) 或GB/T10095-1988(1mm≤m≤1.5mm)5-6-6级精度的直齿圆柱齿轮及斜齿轮,齿面粗糙度 Ra为1.6μm。
1.1.3使用高精度滚刀、采用合理的切削规范高效加工时(例如零件m=1时,轴向进给速度为0.6mm/r,一次切削加工完成),可加工GB/T2363-1990 ( m < 1mm)或GB/T10095-1988(1mm≤m≤1.5mm)7级精度的直齿圆柱齿轮及斜齿轮,齿面粗糙度Ra为3.2μm。
1.1.4采用径向法加工蜗轮,使用高精度滚刀、采用合理的切削规范时,可达到与直齿圆柱齿轮相当的精度。
1.2 适用范围1.2.1本机床电气控制系统采用BEIJING-FANUC 0i Mate-TD 数控系统控制,机床的轴向拖板、径向拖板通过伺服电机编程实现轴向进给、径向进给的无级调速,机床的移位滚刀架采用步进电机对滚刀架的切向移动进行控制,机床主电机通过变频电机可实现无级调速。
1.2.2机床可根据加工零件的特点进行编程加工,可进行各种形式的方框循环加工程序(例如可通过编程实现鼓形齿轮的加工、等高直齿锥齿轮的加工),可实现半自动(手动上下料)方框循环加工。
1.2.3通过安装随机提供的快速夹紧附件(YS3610-F03,采用弹簧夹头夹紧,最大夹持直径14mm,随机提供Φ9mm弹簧夹头,此附件出厂时安装在机床上),可实现细轴类零件加工时的快速装、卸,使用方便。
滚齿机功能使用说明
滚齿机功能使用说明用本功能加工(磨削/切削)齿轮时,可使工件轴的旋转与刀具轴(砂轮/滚刀)的旋转同步。
同步的比率可通过程序进行指定。
本功能下的刀具轴与工件轴的同步,因为采用数字伺服直接控制的方式,所以工件轴可以不带误差地跟随刀具轴的速度变动,可以实现高精度的齿轮加工。
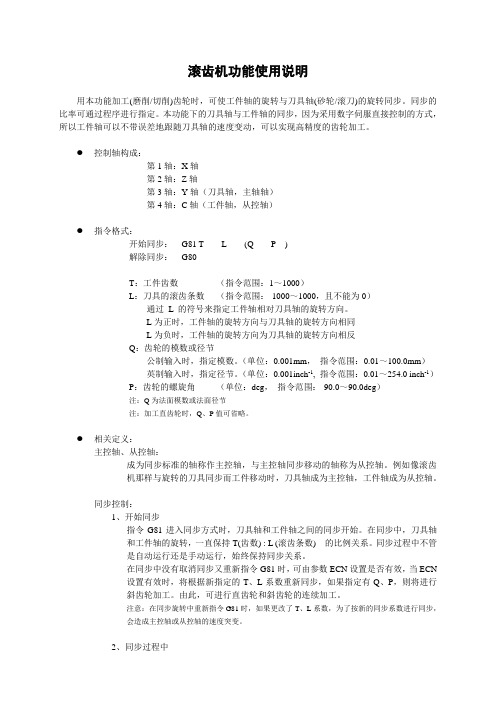
●控制轴构成:第1轴:X轴第2轴:Z轴第3轴:Y轴(刀具轴,主轴轴)第4轴:C轴(工件轴,从控轴)●指令格式:开始同步:G81 T__ L__ (Q__ P__)解除同步:G80T:工件齿数(指令范围:1~1000)L:刀具的滚齿条数(指令范围:-1000~1000,且不能为0)通过L 的符号来指定工件轴相对刀具轴的旋转方向。
L为正时,工件轴的旋转方向与刀具轴的旋转方向相同L为负时,工件轴的旋转方向为刀具轴的旋转方向相反Q:齿轮的模数或径节公制输入时,指定模数。
(单位:0.001mm,指令范围:0.01~100.0mm)英制输入时,指定径节。
(单位:0.001inch-1, 指令范围:0.01~254.0 inch-1)P:齿轮的螺旋角(单位:deg,指令范围:-90.0~90.0deg)注:Q为法面模数或法面径节注:加工直齿轮时,Q、P值可省略。
●相关定义:主控轴、从控轴:成为同步标准的轴称作主控轴,与主控轴同步移动的轴称为从控轴。
例如像滚齿机那样与旋转的刀具同步而工件移动时,刀具轴成为主控轴,工件轴成为从控轴。
同步控制:1、开始同步指令G81进入同步方式时,刀具轴和工件轴之间的同步开始。
在同步中,刀具轴和工件轴的旋转,一直保持T(齿数) : L (滚齿条数) 的比例关系。
同步过程中不管是自动运行还是手动运行,始终保持同步关系。
在同步中没有取消同步又重新指令G81时,可由参数ECN设置是否有效,当ECN设置有效时,将根据新指定的T、L系数重新同步,如果指定有Q、P,则将进行斜齿轮加工。
由此,可进行直齿轮和斜齿轮的连续加工。
注意:在同步旋转中重新指令G81时,如果更改了T、L系数,为了按新的同步系数进行同步,会造成主控轴或从控轴的速度突变。
数控仿真实习教材:斯沃数控仿真软件操作指导书

数控仿真实习教材:斯沃数控仿真软件操作指导书斯沃数控仿真软件操作指导书华中科技大学武昌分校自动化系数控实训创新基地一、软件简介斯沃数控仿真加工软件包括八大类,30个系统,62个控制面板。
具有FANUC、SIEMENS、MITSUBISHI,广州数控GSK、华中数控HNC等系统的编程和加工功能,通过在PC机上操作该软件,能在很短的时间内掌握数控车、数控铣及加工中心的操作。
二、启动界面如图1所示在数控系统中选择你所需要的系统,然后点击登录。
图1三、功能介绍能够做三维仿真,等同于对真正的CNC机床的操作。
用户能够任意设置机床尺寸。
提供像放大缩小等观察参数的设置功能。
切削中故障报警功能(碰撞、过载等)。
采用对话框来简化刀具和功能的设置。
切削路径和刀偏路径可以同时显示。
华中数控世纪星(图2)和FANUC0I-T(图3)操作面板图2图3下面分别对工具条分别进行介绍工具条1(如图4)所示各个图标的功能说明如下:图4工具条2(如图5)所示各个图标的功能说明如下:图5四、华中数控HNC-21T系列车床操作简介(1)华中数控HNC-21T系列车床面板简介机床的操作面板位于窗口的右下侧(如图6),主要用于控制机床运行状态,由于每个按键上都有汉字说明,我们就不再累述了。
只对几个意义不太明显的键进行简单解释一下。
方式选择进入自动加工模式。
图6按一下"循环启动"按键运行一程序段,机床运动轴减速停止,刀具、主轴电机停止运行;再按一下“循环启动”按键又执行下一程序段,执行完了后又再次停止。
手动方式,手动连续移动台面或者刀具。
增量进给。
回参考点。
主轴控制在手动方式下,当主轴制动无效时,指示灯灭按一下“主轴定向按键”,主轴立即执行主轴定向功能。
定向完成后,按键内指示灯亮,主轴准确停止在某一固定位置.在手动方式下,当主轴制动无效时,指示灯灭按一下“主轴冲动按键”,指示灯亮。
主电机以机床参数设定的转速和时间转动一定的角度。
某五轴加工软件操作培训说明手册
某五轴加工软件操作培训说明手册第一章软件基本操作1.1 登录与退出在五轴加工软件界面,首先需要输入用户名和密码进行登录。
登录之后进入软件的主界面,进行相关的操作。
退出软件时,点击“退出”按钮或者直接关闭软件界面即可退出。
1.2 菜单操作软件的菜单栏包括文件、编辑、视图、工具、帮助等选项。
在菜单栏中可以进行相应的设置、编辑、查看和帮助等操作,是软件操作的重要部分。
1.3 快捷键操作五轴加工软件支持各种快捷键操作,可以提高操作效率。
常用的快捷键包括Ctrl+C、Ctrl+V、Ctrl+Z、Ctrl+S等,可以通过快捷键来进行复制、粘贴、撤销、保存等操作。
第二章加工路径生成2.1 零件导入在进行五轴加工之前,需要将待加工的零件导入到软件中。
可以通过文件菜单中的“导入”选项来导入不同格式的零件文件,如STP、IGS、SLDPRT等。
2.2 加工工艺选择根据零件的加工要求,选择合适的加工工艺。
在软件中可以选择不同的加工工艺,包括铣削、镗割、钻孔、切割等,以及相关的加工参数设置。
2.3 刀具路径生成根据零件的几何特征和加工工艺,生成合适的刀具路径。
在软件中可以设置刀具的类型、直径、长度、转速、进给速度等参数,生成合适的刀具路径。
第三章仿真与调试3.1 仿真显示在生成刀具路径之后,可以进行仿真显示。
通过软件的仿真功能,可以直观地看到刀具的轨迹以及加工过程,提前发现潜在的问题。
3.2 加工调试在进行实际加工之前,可以通过软件进行加工调试。
根据仿真结果,对刀具路径、加工参数进行调整,以确保加工的准确性和安全性。
第四章加工操作4.1 加工控制在进行实际加工之前,需要对加工参数进行设置。
包括刀具的转速、进给速度、进给量、切削深度、冷却液等参数设置,以确保加工效果。
4.2 加工监控在加工过程中,需要对加工过程进行监控。
通过软件的监控功能,可以实时监测刀具的位置、转速、加工状态等信息,以及及时发现问题并进行处理。
第五章加工结果分析5.1 加工质量评估在加工完成后,需要对加工结果进行评估。
Kashifuji

机械坐标
程序
帮助
挤棱程序
刀具坐标方向选择
增量倍率选择
4
To change footer, slide number and date, pห้องสมุดไป่ตู้ease select "Insert" > "Header and Footer"
September 14, 2018
Kashifuji滚齿机床操作按键介绍
September 14, 2018
Kashifuji滚齿机床操作按键介绍
手动轮选择 手动加工
一般用于程序参数编辑
原点复位
程序编辑
字母大小写切换
机械坐标回原点
梯形图
自动循环加工
气压开启
6
To change footer, slide number and date, please select "Insert" > "Header and Footer"
VTC机床Kashifuji滚齿机床各轴向介绍 操作面板介绍
线性轴旋转轴 旋转轴 滚刀的X 轴径向 滚刀的A 轴倾斜角度 滚刀的Z轴高度 滚刀的Y轴切向滑座 毛刺刀片XB靠近远离工件方向 毛刺刀片ZB上下移动
C轴工作台转动
挤棱位置C2工件转动
挤棱刀XC靠近远离工件方向
8
To change footer, slide number and date, please select "Insert" > "Header and Footer"
4、机床加工前要确认料道和工作台无异物,程序正确,机床设备点检无异常的 情况下方可加工。
Hob_滚刀 V1.0
ABB 旋转刀具应用说明说明书

ABB 运动控制产品1ABB 运动伺服驱动器产品与AC500 PLC 和PS552-MC-E 运动库无缝集成,轻松实现旋转刀具等应用。
引言下图所示为旋转刀具应用的典型配置。
整个系统由ABB 公司的AC500系列PLC 控制。
物料流通过由PLC 控制的ABB ACS380变频器启动/停止(例如通过数字I/O )。
与材料传输系统连接的编码器连接到ABB 伺服驱动器(在本例中为MicroFlex e190。
但在更大的系统中,可能采用MotiFlex e180)。
通过MicroFlex e190附加编码器的输入(或编码器分配器选件卡OPT-MF-200),能够轻松地连接ABB 伺服电机的数字编码器(例如,使用ESM 系列电机时的Smartabs )以及材料编码器。
应用说明旋转刀具(PLCopen 运动)旋转刀具示例本应用说明附带一个Automation Builder v1.2项目的示例。
此项目是为一个PM591处理器编写的,该处理器配有CM579-ETHCAT连接器和一个通过EtherCAT连接的MicroFlex e190驱动器(稍加改装就能满足其他配置的要求,但是请注意,必须为EtherCAT运动应用程序使用PM585或任何PM59x处理器)。
该项目使用PS552-MC-E PLCopen运动控制库的3.2.0版本,因此您需要安装此版本的许可版本。
本项目引用了MicroFlex e190。
通过为MicroFlex e190安装Mint伺服驱动器软件包v1.2.4.0,可以将其作为Automation Builder中包含的一个设备。
因此,如果您没有使用发货时预装该软件包的Automation Builder版本,则在打开示例项目之前,可能还需要通过“工具>安装管理器”安装此包。
如有需要,请参阅Automation Builder帮助系统和应用说明AN00205,以了解有关安装软件包的更多信息。
用VisualBasic二次开发AutoCAD的滚刀软件

⽤VisualBasic⼆次开发AutoCAD的滚⼑软件1.程序软件本软件的功能:①可以设计标准剃前滚⼑、⾮标剃前滚⼑、标准渐开线花键滚⼑、矩形花键滚⼑、三⾓花键滚⼑和链轮滚⼑。
②可以通过摸拟的⽅式完成⼀些⾮标⼑具的设计。
③可以实现⼯件摸拟滚⼑、⼯件摸拟内外插齿⼑、滚⼑摸拟⼯件和内外插⼑摸拟⼯件等。
以⾮标剃前滚⼑设计为例介绍软件功能。
⼯件参数:m2 z26 α30°,⼤径54.5mm,⼩径48.45~48.6mm,K=4W=21.35~21.4mm,修缘0.2mm。
设计⼀把φ70mm×80mm,内孔27mm的修缘滚⼑。
这都不可取,妈妈们⼀定要耐⼼给宝宝讲明⽩,让宝宝懂得尿床虽不是光彩的事情,但是妈妈理解宝宝不是故意的,并且会和宝宝共同努⼒,帮助宝宝改掉这个坏习惯。
这样既没有伤害宝宝的⾃尊⼼,也建⽴了⼀个良好的沟通环境。
(1)输⼊参数。
如图1所⽰,单击滚⼑,再单击剃前滚⼑,到图2所⽰下⼀界⾯输⼊⼯件的参数。
(2)输⼊参数后点击计算,计算结果会传输⾄CAD中,⾃动画出滚⼑齿形图,如图3所⽰。
(3)验证滚⼑齿形。
⽤滚⼑齿形图摸拟⼯件的形状,看看倒⾓是否合理。
如图4所⽰依次单击滚⼑摸拟、已知滚⼑摸拟⼯件,或者单击主界⾯的mini按键。
摸拟结果如图5所⽰,验证结果显⽰滚⼑齿形合格。
⽐如,周末爸爸妈妈花⼀天时间陪你去户外或者去游乐场玩,你也可以花半天陪爸爸妈妈去逛逛街。
逛街对孩⼦来说是极其⽆聊,不管是跟妈妈去逛⾐服,还是跟爸爸去逛数码产品,但是,爸爸妈妈也不那么喜欢游乐场啊,为了你也照样去了,你同样也需要学习为了别⼈去做⼀些⾃⼰不喜欢的事。
图 1图 2(4)验证滚⼑外形。
单击滚⼑外形,在图6所⽰界⾯输⼊参数,单击Command1,后⾃动画出滚⼑外形图如图7所⽰。
经验证合格,可以加⼯。
如果不需要修改变量,重新⽣成,⼀把修缘渐开线花键滚⼑就设计完成。
图3 滚⼑图样图 4图5 滚⼑摸拟⼯件结果2.部分程序代码(1)画滚⼑外形图程序:Private Sub Command1_Click()De = Val(Combo1.Text)re = Val(Text1.Text)h = Val(Text2.Text)R = Val(Text3.Text)θ = Val(Text4.Text)kong = Val(Combo2.Text)⼤棚⾲菜套种模式:为了提⾼单位⾯积在⼀定时间内光、热、⽔、⽓等⾃然资源的利⽤率,许多农户在⾲菜⽣长间歇季节和价格低迷期套种⽢蓝、花椰菜、秋萝⼘等蔬菜作物。
机床仿真软件VERICUT说明书归纳.ppt

刀具描述
定义刀具的参数 根据实际情况
定义刀具类型 描述刀具参数 及属性
演示课件
定义刀柄及刀夹
完整的刀具由以下几部分组成如图: 用户在定义刀具参数的 对话框中输入刀柄及刀 夹的外轮廓坐标点如: PT(0,0)…… NOTE:坐标点至少三个
演示课件
分析(Analysis)
X-测量器 刀轨最小/最大值
截面
历骤
针对UGII用户post process产生的G代码进行仿真的操作 步骤:
1.运行VERICUT软件定义毛坯,Modelmodel definition
2.指定刀轨文件,Tool pathTool path control 3.建立刀库,ToolsTools manager… 4.进行切削仿真,将Infostatus打开可对切削过程进行
(Machining type)及文件 开始段(Start cut)和停止段 (Stop At)的位 置等。
演示课件
指定相对应的机床文件
点击刀轨文件对话框的设置(setting…) 出现对话框
可指定相关的 job文件 、 ctl文件、mch文 件及程控方法 (programming method)
演示课件
实时监控. 5.查看VERICUT的日志文件,InfoLog...,针对Error对
G代码进行修改后重新进行仿真,直到 Error数为0.
演示课件
VERICUT…中的三个坐标系
Model coordinate system
Tool Coordinate system
World Coordinate System
演示课件
指定刀轨方向
在定刀轨方向对话框中用户可指定多个 刀轨方向
宇龙数控仿真软件FANUC 0i系统数控机床操作说明书

五 放置零件
打开菜单 “零件/放置零件” 命令或者在工具条上选择图标 所示: 系统弹出操作对话框。 如图 1-2-4
图 1-2-4 “选择零件”对话框 在列表中点击所需的零件, 选中的零件信息加亮显示, 按下 “确 定”按钮,系统自动关闭对话框,零件和夹具(如果已经选择了 夹具)将被放到机床上。对于卧式加工中心还可以在上述对话框 中选择是否使用角尺板。如果选择了使用角尺板,那么在放置零 件时,角尺板同时出现在机床台面上。 如果经过“导入零件模型”的操作,对话框的零件列表中会显
4
图 1-2-5 导入零件模型
PDF 文件使用 "pdfFactory Pro" 试用版本创建
示模型文件名,若在类型列表中选择“选择模型” ,则可以选择导入零件模型文件。选择后零件模型 即经过部分加工的成型毛坯被放置在机床台面上。如图 1-2-5 所示
六 调整零件位置
8
PDF 文件使用 "pdfFactory Pro" 试用版本创建
床变为 390.00) 。同样,再分别点击 Y 轴,Z 轴方向移动按钮
选刀。或者按“取消退出”键退出选刀操作。
二 加工中心和数控铣床选刀
1、 按条件列出工具清单 筛选的条件是直径和类型 (1)在“所需刀具直径”输入框内输入直径,如果不把直径作为筛选条件,请输入数字“0” 。 (2)在“所需刀具类型”选择列表中选择刀具类型。可供选择的刀具类型有平底刀,平底带 R 刀,球头刀,钻头,镗刀等。 (3)按下“确定” ,符合条件的刀具在“可选刀具”列表中显示。
2.3 设置参数 ........................................................................................................................ 20 2.4 手动操作 ........................................................................................................................ 23 2.5 数控程序处理 ................................................................................................................ 24 2.6 自动加工方式 ................................................................................................................ 27 2.7 附录 MDI 模式 ..................................................................................................... 29 FANUC 0i 数控指令 ……...………….……………………………………….... 30
Y3150滚齿使用说明书

YM3150E使用说明书第Ⅰ分册第1 页前言1. 摘要本机床使用说明书由两册组成:第Ⅰ分册:机械、液压部分第Ⅱ分册:电气部分本说明书为第Ⅰ分册,提供关于Y3150E、YM3150E 滚齿机的规格、性能、操作的知识。
提供安全操作滚齿机需要的操作和保养方面的知识。
在使用机床前必须认真阅读。
本说明书为Y3150E、YM3150E 共用,由于两种机床的分齿运动及进给运动有部份参数和调整公式不同,以括号[ ]内数值表示YM3150E 的参数或公式,加以区别。
国外用户订购英制随机附件时,滚刀心轴规格以装箱单为准。
给用英制标尺和刻度盘时,滚刀轴心线与工作台轴线有效中心距最小为1.2英寸,最大为15 英寸。
径向进给手柄1 转,径向移动0.1 英寸,刻度盘上每小格刻度值为0.001 英寸。
机床及其配套件都在不断的改进之中,只有随机所附的技术资料才能保证其正确性。
请务必在仔细阅读本说明书后,方允许开动机床。
由于错误操作和未按操作规则而引起的机床损坏,我方不承担任何责任。
如果本说明书中列有用户未订购的特殊部件,是由于说明书结构方面的原因,我们不可能把他们从中去掉。
用户不得因此要求我方另外免费供货。
机床不能同时达到所有规格参数极限,如果您需要在极限状态下使用,请选用其他规格或型号的机床。
机床到达用户所在地开箱时,请按随机附给的《装箱单》内容清点,如与《装箱单》内容或技术协议书要求的内容有差错,请及时与我厂联系。
共2 页Y3150EYM3150E使用说明书第Ⅰ分册第2 页本机床系列资料是供操作者及机床维修人员使用的,请注意保存、保密。
机床在工作中,若出现常见故障,请按本资料后面章节介绍的方法加以分析、排除。
若有无法理解或无法解除的故障,请及时与我厂取得联系,我们将给予大力支持。
重庆机床(集团)有限责任公司地址:重庆市巴南区道角邮编:400055电话:( 023)62555290(023)62551452警告在读懂本说明书之前禁止开启、操作及维修机床。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目 录第一节引言 (1)第二节参数输入 (4)第三节参数存盘参数调盘 (7)第四节测量设置 (8)第五节测量选择 (13)第六节误差评值 (17)第七节系统复位和测头标定 (18)第八节系统自检 (19)第九节文件管理结果复现 (21)第十节结果显示 (22)第十一节结果存盘 (25)第十二节评估参数 (26)第一节 引 言1.1软件运行环境滚刀测量软件系统运行的硬件环境以精达公司为测量仪器配置的计算机硬件为准。
1.2软件安装将JD 齿轮测量中心滚刀测量软件解压到D 盘根目录下的《精达软件系统》文件夹内(如果这个文件夹内有这个软件,直接把原来的替换即可),同时将相应的仪器配置文件拷贝到D 盘根目录下,安装完成。
1.3软件功能1.采用基准样板校正仪器的精度;2.滚刀软件评值(GB6084或者DIN3968);3.可以测量螺旋线误差、端面跳动、轴台跳动、外圆跳动、啮合线误差、刃口齿形、容屑槽周节、容屑槽导程、刀齿前面径向性等;4.参数输入、参数存盘、参数调盘、测量设置、文件管理、结果复现、系统复位、测头标定、系统自检、操作提示、过程显示、报告单打印等。
1.4测量项目按照DIN3968标称。
rp f轴台径向圆跳动:Runout on hub diameters rp f s p f轴台端面圆跳动:Axial runout on the clamping surfaces s p f rK f 滚刀外径圆跳动: Radial runout of tips of teeth rK f fN F前刀面径向性: Form and position deviation of the cutting faces fN F HN f容屑槽导程误差: Gash lead error HN f tN f 容屑槽单一周节差: Individual pitch error of gashestN ftN F容屑槽周节累积误差: cumulative spacing error of gashes tN F sN F 齿形误差: Tooth profile sN FHF f 相邻切削刃螺旋线误差Thread lead error from cutting edge to cutting edge HF f HF F 滚刀一转内切削刃螺旋线误差Thread lead error between any cutting edges of a winding HF Fe f 相邻刀齿的啮合误差 Base pitch error from cutting edge to cutting edge e fe F 啮合线全长上的啮合误差Base pitch error between any cutting edges e F1.5操作步骤注意:1 打开电源时,需先打开计算机的电源,然后打开仪器电源。
等仪器初始化完成后,再加伺服ON。
2在进行测头校正之前,请检查“参数输入”界面内“测头直径”的值,是否与仪器现在安装的测头的直径相同。
第二节参数输入2.1进入方式参数输入:进入程序后,直接进入参数输入的界面。
参数输入是测量的基础,要准确的输入参数,如图2.1所示。
图2.1 参数输入2.2滚刀基本参数文件名:由数字、字母、中文、下划线及标点符号组成。
滚刀号No:由数字、字母、中文、下划线及标点符号组成,可以不输入。
单头有效齿数Z:齿形完全展开的齿,在加工齿轮中使用的齿为有效齿。
单头滚刀的有效齿数为全部齿数,(由连工改)多头的滚刀有效齿数为齿数除以头数。
法向模数M:在齿轮滚刀图纸中都要标注法向模数,但在蜗轮滚刀图纸中则标有轴向n模数。
轴向模数可用以下公式换算成法向模数:法向模数=轴向模数 * )cos(螺旋升角或导程角α:齿廓与一条在节点与节圆柱正交的直线之间的夹角,为压力角。
对于法向压力角n齿轮滚刀,压力角一般表示为法向或者轴向上的压力角。
输入滚刀的法向压力角,单位为度或度分秒(根据角度输入方式决定)。
λ:将滚刀上标称的螺旋升角输入,螺旋升角的输入要分正负,当滚刀为右螺旋升角z旋时,螺旋升角为正,当滚刀为左旋时,螺旋升角为负,螺旋升角的单位为度或度分秒(根据角度输入方式决定)。
滚刀外径0d:滚刀外径的输入如图2.2。
a图2.2滚刀长度L:将滚刀的实际长度输入,如图2.2。
N:齿轮滚刀螺纹在节圆柱面上的螺旋线有几条,就说明齿轮滚刀是几头的滚刀头数滚刀。
齿顶高h:滚刀的齿顶高应等于被切齿轮的齿根高。
h:齿轮滚刀在工件上加工时设计的径向高度。
全齿高容屑槽数N:容屑槽是一个纵向直槽或者螺旋槽,它形成了齿轮滚刀的一排齿面以及r前一排刀齿的背面,同时它具有排屑槽的功能。
容屑槽数是指容屑槽的数量。
容屑槽导程Pk:容屑槽导程是指滚刀前刀面的延长部分与平行于滚刀轴线的直线相交的两点之间的距离。
通常来讲容屑槽导程比滚刀长度要大得多。
容屑槽为直槽时输入0,为斜槽时按照图纸标示的导程输入。
前刀面偏距X:滚刀前刀面为平面。
当滚刀前刀面与轴线的夹角为0度时,前刀面的延长线便与轴线相交,则X=0(见图2.3a);如果夹角为负值,则偏位值为-X(见图2.3b);夹角为正值,偏位值为+X(见图2.3c)。
图2.3铲削量hr:铲削量是指,在滚刀的横截面内,前一个刀齿齿背的延长线在前刀面上的交点与齿顶之间的径向距离(见图2.4)。
图2.4角度输入方式:1.度分秒采用度分秒格式时,输入的螺旋角和压力角按照度分秒的方式显示,输入时,度、分、秒之间用标点符号或者英文字母隔开。
2.度格式采用度格式时,输入的螺旋升角和压力角按照角度的方式显示,正常输入。
注意:参数输入时,空格键表示清除,参数输入后,单击回车键确定或者鼠标单击其他文本编辑框的位置,或者使用方向键移动光标位子,保证输入的参数有效。
第三节参数存盘参数调盘3.1参数存盘在主界面内,点击参数存盘按钮,进入参数存盘界面。
如图3.1所示。
图3.1进入该界面后,在文件名的编辑框内,输入文件名,点击确定按钮,便将正在应用的参数保存在了文件夹内。
在这里保存的仅仅是参数,不包含测量的结果。
说明:参数存盘保存的内容包括:基本参数、测量设置、误差评值、测量选择。
3.2参数调盘在主界面内,点击参数调盘按钮,进入参数调盘界面。
如图3.2所示。
图3.2进入参数调盘界面后,找到所要查看的文件。
单击文件名,在界面的左半部会出现工件的基本参数。
打开文件,便将参数装载进了软件。
用户可以进入其它界面,查看当时测量工件时的所有参数的设置。
第四节测量设置4.1测量设置的进入在主界面内,点击测量设置按钮,进入该界面。
如图4.1所示。
图4.1 测量设置4.2测量设置的功能测量设置中可以设置滚刀测量的测头进入方式,测量结果显示以及打印。
4.3测量设置说明4.3.1测头进入方式启动测量后测头的进入方式有两种选择:自动进入:当选择自动进入时,启动测量后测头自动到外圆位置,其自动进入齿槽,自动寻找齿面。
手动进入:当选择手动进入时,启动测量后测头自动停到外圆位置,需要人为的对准齿槽,按开始测量键继续进行测量,另外,当选择手动进入时,校测头时会停在校准块的中部,按开始测量键后才可继续标定测头。
4.3.2测量结果的打印自动打印:选择自动打印,测量完成后,直接打印报告单。
选择打印:测量完成后,可人为选择打印。
4.3.3打印页面框架选择框架打印:在打印的报告单中,未打印的项目仍然有一个框架显示,但是不显示该项目的测量结果,如图4.2所示。
图4.2框架取消:在打印的报告单中,不显示任何与未打印项目相关的信息,如下图4.3所示。
图4.34.3.4显示方式选择直线方式:将测量结果以直线的方式显示,如图4.4所示。
图4.4填充方式:将测量结果以填充的方式显示,如图4.5所示。
图4.54.4高级设置说明在测量设置界面中,点击高级设置按钮,进入测量高级设置界面。
如图4.6所示。
图4.64.4.1径向修形径向修形(左旋),径向修形(右旋),分别针对左旋和右旋两种滚刀。
如果用户认为测量结果不够理想,可以通过调整此参数,来改变测量结果。
4.4.2刃口齿形采样点数刃口齿形的采样点数的取值范围是在5~50之间。
采样点数越少,则测量速度越快,但是采样点数越多,越能真实的反映滚刀的刃口齿形。
建议用户尽量不要修改此参数,因为软件已经自动算出了最合理的采样点数。
4.4.3刃口齿形采样方式刃口齿形采样方式分为测头退出和测头不退两种。
这两种采样方式的主要区别在于,测量刃口齿形时,测头的运动轨迹不同,但测量结果是相同的。
如果测量时采用测头不退的采样方式,其测量速度相对于测头退出的采样方式要快一些。
但是测头退出的采样方式在测量时更安全。
第五节测量选择测量选择主要包括测量项目选择和测量位置设定,如图5.1。
图5.15.1测量项目选择测量项目包括:螺旋线、齿形、刀齿前面、形位和啮合线。
5.1.1螺旋线图5.2螺旋线的测量分左齿面螺旋线测量和右齿面螺旋线测量,是从下端端面面第一个完整齿开始测量、到上端面最后一个完整齿结束。
5.1.2齿形齿形包括:左齿面刃口齿形和右齿面刃口齿形、右轴截面齿形和左轴截面齿形。
测量时,可以正常选择前面一组或者后面一组,也可以分开选择、比如选择左齿面刃口齿形和右轴截面齿形也可以单独选择某一项进行测量,既任选其中的两项测量,不能同时测量齿形中的四个选项。
图5.3轴截面齿形只能测阿基米德滚刀。
因此,刃口齿形和轴截面齿形都选择时,要检查参数输入中的滚刀造型。
5.1.3刀齿前面刀齿前面测量项目包括:容屑槽导程、容屑槽周节和刀齿前面径向性。
图5.45.1.4形位图5.5形位包括外圆径向跳动、上下轴台跳动和上下端面跳动。
外圆径向跳动是从下端面第一个完整齿开始测量、到上端面最后一个完整齿结束;上下轴台跳动的测量位置在径向轴Y 轴的零位附近。
上下端面跳动端面跳动的测量位置在切向轴X轴的零位附近。
5.1.5啮合线啮合线测量包括左齿面啮合线测量和右齿面啮合线测量。
测左齿面时,从齿根向齿顶测量,测右齿面时,从齿顶向齿根测量。
图5.65.1.6误差放大比、测量速度误差放大比分五个等级,100、200、500、1000、2000,默认为AUTO=500;测量速度有五种:1、2、3、4、5,默认为AUTO=3。
注意:测头上下标定能够测量的项目有:螺旋线、齿形、啮合线和上下端面跳动。
测头左右标定能够测量的项目有:刀齿前面及形位测量中的外圆径向跳动和上下轴台跳动。
测头左右标定和测头上下标定,不分先后顺序,进入测量界面后,以当前的标定方式测量已选且能测量的测量任务。
5.2测量位置设定图5.7说明:F2——测量位置计算5.2.1首齿侧面高度首齿侧面高度必须输入,它是滚刀上端端面第一个完整齿的垂直位置。