恒温烙铁校验作业指导书
烙铁温度测试器校正作业指导书
烙铁温度测试器校正作业指导书(ISO9001-2015)1.目的藉由定期校正使仪器维持稳定性,以确保产品质量。
2.范围适用于数字烙铁测试机之校正。
3.校正环境条件3.1温度:23℃±5℃。
3.2相对湿度:55% ±20%RH。
3.3电源:220V/50Hz±5%4.校正周期:一年5.作业内容:5.1校正所需设备:5.2校正项目:温度。
5.3校正前应准备事项5.3.1阅读待校件之相关资料,如:使用手册、说明书…等。
5.3.2校正设备及待校件先在仪校室热机30min以上。
5.3.3确认校正环境在合格的状态下。
5.4校正方法5.4.1参考下图依箭头方向压下待测件上之白色塑料钮,取下烙铁温度测试之Y 型连接线,使之呈开路状态。
5.4.2将温度测试线插头端之+/-极插入Calibrator的TC输出+/-极,测试端之+/-极分别接在待校件温度量测+/-极上。
5.4.3将Calibrator输出欲校正的温度值并记录待测件的显示值。
5.5校正后之处理5.5.1关闭电源,拆除连接线并将标准件收归定位。
5.5.2判判定该校验仪器是否合格:5.5.2.1合格:贴上校验合格卷标,通知使用单位领回。
5.5.2.2不合格:贴上暂停使用卷标,通知该仪器使用单位领回安排检修。
5.5.3整理校正报告并将该仪器此次校正日期、有效日期及校验结果登录于【仪器量规设备校验/保养记录】。
5.6注意事项5.6.1温度校验时若发现温度误差很大且升降之方向相反,应为+/-极接错,只需将+/-极对调即可。
6.判定标准:±3%。
烙铁点检操作指导书
修改日期 编制/日期:
修改内容 审核/日期:
编辑 核准 批准/日期:
修改日期 编制/日期:
(3)装上电池,盖好后盖。
修改内容
审核/日期:
编辑 核准 批准/日期:
电铬铁点检温度计操作指导书
文件号:SV-PE003 第 3 页共 3 页
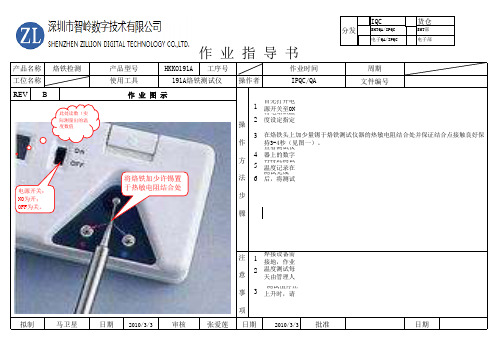
(4)启动开关,将环板套入推杆,将感应器红边置入红色终 端,蓝边置入蓝色终端,按下推钮,将剩于部分接上终端。
(5)测试:将铬铁头醮上新焊锡,使用铬铁头触及需要测 试的点子,在 2 ~3 秒内,温度会显示在显示屏上。
4启动开关将环板套入推杆将感应器红边置入红色终端蓝边置入蓝色终端按下推钮将剩于部分接上终端
电铬铁点检温度计操作指导书
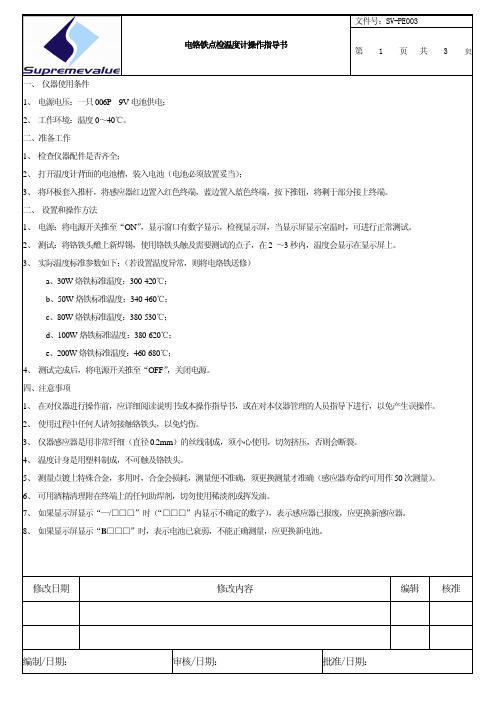
文件号:SV-PE00用条件 1、 电源电压:一只 006P 9V 电池供电; 2、 工作环境:温度 0~40℃。 二、准备工作 1、 检查仪器配件是否齐全; 2、 打开温度计背面的电池槽,装入电池(电池必须放置妥当); 3、 将环板套入推杆,将感应器红边置入红色终端,蓝边置入蓝色终端,按下推钮,将剩于部分接上终端。 二、 设置和操作方法 1、 电源:将电源开关推至“ON”,显示窗口有数字显示,检视显示屏,当显示屏显示室温时,可进行正常测试。 2、 测试:将铬铁头醮上新焊锡,使用铬铁头触及需要测试的点子,在 2 ~3 秒内,温度会显示在显示屏上。 3、 实际温度标准参数如下:(若设置温度异常,则将电烙铁送修)
修改日期
修改内容
编辑 核准
编制/日期:
审核/日期:
批准/日期:
电铬铁点检温度计操作指导书
五、仪器维护与保养 1、 按照仪器维护保养要求,做好日常维护与保养。 2、 注意防水、防尘、防摔。 操作图示:
恒温烙铁作业指导书
恒温烙铁作业指导书
二、 操作
四、相关图片
将恒温烙铁电源插头插入电源插座内,打开恒温烙铁电源,面板加热指 示灯闪烁,表示正在加热。
将恒温烙铁面板温度调节按钮旋转到标准温度值,等待面板加热指示灯 不闪烁时,表示温度到达设定值。恒温烙铁温度设定标准为:330±10℃ 。
不使用时需将铬铁嘴加锡保养,并关掉电源.
文件编号 文件版本
A/01
制定日期 页 码 第2页,共2页
三、注意事项
1.使用中的铬铁要不定时进行清洁(海棉需要用水加湿),加长烙铁的使用寿命, 2.使用时不可太用力敲锡,以免损坏铬铁。 3.对作业过程中烙铁产生的锡渣要及时清洁净。
将烙铁头加少量焊锡放在烙铁温度检查仪的传感器上3-5秒。观查显示数 值记录在【烙铁温度记录表】。恒温烙铁温度测试频率为:每班(12小 时)测试一次.
右手拿烙铁手柄,左手拿锡线进行维修。
对于温度超过规定范围的适当调节温度旋钮,使之达到要求,如温度调 节达不到要求范围内,由使用部门交工程部进行维修,维修后需再检测 合格才能使用.
电烙铁温度点检测试作业指导书
电烙铁温度点检测试作业指导书一、测试目的本作业指导书旨在指导人员正确进行电烙铁温度点检测试,确保电烙铁的工作温度符合要求,从而保证工作效果和产品质量。
二、测试方法及步骤1. 准备工作a. 确保测试前电烙铁已经预热,并达到稳定工作温度。
b. 准备温度计、温度计探头以及温度计校准证书。
2. 测试前准备a. 仔细阅读电烙铁的说明书,了解其工作温度要求以及温度范围。
b. 根据说明书的要求,选择合适的测试温度点进行点检测试。
3. 测量电烙铁温度a. 使用温度计探头,将探头固定在电烙铁的热处,确保探头与电烙铁表面接触密切。
b. 确保温度计读数稳定后,记录下温度计的读数。
4. 温度点检验a. 根据电烙铁的说明书,核对温度计读数是否在规定范围内。
b. 如果温度计读数在规定范围内,说明电烙铁温度正常,测试合格。
c. 如果温度计读数超出规定范围,说明电烙铁温度异常,测试不合格。
d. 对于温度异常的电烙铁,应立即停止使用,并进行维修或更换。
5. 记录与报告a. 每次测试完成后,将温度计读数记录在检测表中,并保存相关数据。
b. 对于温度异常的电烙铁,需要详细记录异常情况,并进行报告。
c. 定期汇总测试数据,进行分析和评估,以提高电烙铁的温度控制质量。
三、注意事项1. 在进行温度点检测试时,应保证测试环境的稳定和准确,避免外界因素对测试结果的影响。
2. 温度计的选择应严格按照要求进行,确保其精确度和稳定性。
3. 在测试过程中,应注意电烙铁的安全使用,避免烫伤或其他意外事故的发生。
4. 对于温度异常的电烙铁,应及时进行维修或更换,确保电烙铁工作温度恢复正常。
四、总结通过本作业指导书的指导,人员可以正确进行电烙铁温度点检测试,并及时发现温度异常问题,保证电烙铁的工作温度符合要求。
只有在合适的温度下工作,才能确保工作效果和产品质量。
因此,温度点检测试是非常重要的,应认真对待,并按照规范进行操作。
希望本指导书能为您的工作提供帮助!。
电络铁测温仪内校作业指导书

(1)基本误差按下式计算:△T=Td-(Ts+Tn)△T……温度值的基本误差Tn……冷端温度Td……仪表指示的温度值Ts……标准直流电位差计输入电量值所对应的标准温度值。
(2)取两次测量中|△T|最大者作实测误差。
(3)在0~700℃范围内允许误差为±5℃。
四:判定
经外观检查,通电检查合格,且实测误差不大于相应允许误差,则判定为合格,否则判为不合格。
五:注意事项
1.在校准过程中,旋动直流电位差计工作电流调节旋钮,若发现检流计指标偏向一边,则须更换1.5V干电池组。
2.注意温度测试仪输入端的极性。
(2)先短按温度测试仪“+”、“-”端,记下此时温度测试仪显示值即冷端温度Tn,然后调节直流电位差计的输出,给温度测试仪输入各被检点温度100℃、200℃、300℃、400℃、500℃、600℃、700℃分别对应的标称电量值为:4.096mV、8.138 mV、12.209 mV、16.397 mV、20.644 mV、24.905 mV、29.129 mV,读取温度测试仪相应的指示值,将数据记录在校准记录表中。用同样的方法复测一次。
2.按图(1)连接,缓慢调节直流电位差计的输出,温度测试仪显示数字应连续,不应有缺笔画现象。
三:基本误差校准
1.用直流电位差计校准温度测试仪,(校准电Байду номын сангаас铁温度测试仪时,应先将温度测试仪上的传感器取下,)其连接如图(1)所示:
2.校准方法(用被检点标称电量法)
(1)校准点选择100℃、200℃、300℃、400℃、500℃、600℃、700℃;
校准周期: 12个月
校准环境:温度20℃±5℃、湿度50%±20%
标准器选用标准:直流电位差计,0.1级.
电络铁温度点检作业指导书
产品型号文件编号作业站别工 时序号
用量
序号
数量
1
1
123
56
不可使用稀淡剂或挥发油清理终端上的残留物(只可使用酒精清理)
版次
4日期
变更说明
制作
审核
批准
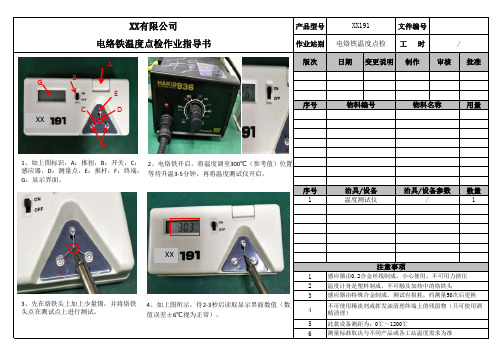
感应器由0.2合金丝线制成,小心使用、不可用力挤压温度计身是塑料制成,不可触及加热中的烙铁头
感应器由特殊合金制成,测试有损耗,约测量50次后更换此款设备测距为:0℃~1200℃
测量标准取决与不同产品或各工站温度需求为准
注意事项
治具/设备
治具/设备参数
温度测试仪
/
物料编号
物料名称
XX191电烙铁温度点检/XX有限公司
电络铁温度点检作业指导书
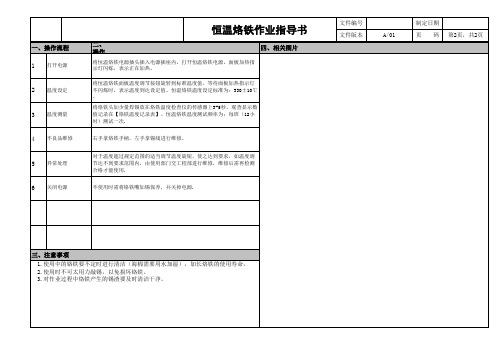
1、如上图标识,A :推扭,B :开关,C :感应器,D :测量点,E :推杆,F :终端,G :显示界面。
2、电烙铁开启,将温度调至300℃(参考值)位置等待升温3-5分钟,再将温度测试仪开启。
3、先在烙铁头上加上少量锡,并将烙铁头点在测试点上进行测试。
4、如上图所示,待2-3秒后读取显示界面数值(数值误差±6℃视为正常)。
A
B
C
D
E
F
G
XX
XX。
恒温烙铁温度测试指导书

3. 三角形传感器由很细的线合成,小心使用,不能施加过大压力,否则会断;
4. 温度计外壳是防静电塑料制品,烙铁的发热部分不可触及;
5. 传感器在多次测量后易损耗,当导致测量数据不准确时,需更换新传感
器,每个传感器的有效寿命大约要测量 50 次。
2012-11-21
1/1
传感器
图2
编制:
审核:
批准:
1
附件 17
电烙铁温度测试记录表
工位:
日期
设定温度 1
实测温度 1
设定温度 2
电烙铁编号: 实测温度 2 测试人
备注
2
电源开关
注意事项:
图1
1. 对于贴片类小元器件(焊点小),恒温烙铁温度应设置为 350±10C°、
插件类大器件(焊点大),恒温烙铁温度设置为 400±10C°,若设置温度
异常,则将电烙铁送修;测试员为各工序组长。
2. 恒温电烙铁使用前测量温度,测量合格(或调校合格)后作业员不得自
行调节电烙铁温度控制旋钮;
附件 17
生产作业指导书
文件编号
名称
发行版本
发行日期
页数
GOCOM/ZY/C/-01-17
恒温烙铁温度测试指导nstruction
适用范围
使用设备
所有工序
作业步骤:
烙铁温度测温仪
1.将传感器红、蓝两色标端分别套进红、蓝两色标示终端,将无色标端套进 推杆; 2.打开温度测试仪电源开关,将要测量的电烙铁和焊锡丝在感应器上加锡, 如图 1 所示; 3. 在烙铁头醮上新焊锡,将烙铁头接触到传感器的测量点,观察测试仪显 示屏上稳定数值。稳定数值是指在 5~10 秒内,变化不超过±5℃的数值, 如图 2 所示。 4. 将显示在显示屏上的温度(电烙铁实际温度)记录在电烙铁温度测试记 录表中; 5. 电烙铁温度不符合标准时,测试员立即校正并填写校正后温度;
烙铁温度测试作业指导书

作业名称工序标准工时工艺标准化审核批准编制日08-1-22
烙铁温度测试A010发行日08-1-23
版本日期制作电源开关
###08-1-22卢飞玲
###2008-2-16卢飞玲感应器
NO.规格编号数量
白光1911
无铅
步骤1 2 3 4 5 6
1 2 3 4
作业步骤(Procedure)
操作
测量时显示数值稳定值才能记录。
注意事項(Attention)
无铅的电烙铁与有铅的电烙铁不能共用一个感温仪测量,要有区分;
每天上班开拉后开始测量,合格方可使用;
不合格的更换和校对后要测量方可使用;
温感仪
工具、仪器、设备
名称
烙铁温度检验作业指导书
发行号码:BK
适用产品型号
电烙铁 电焊台
发布历史
变更说明
初始发布
更名为烙铁温度检验作业指导书
锡线
开启温感仪的电源开关;将要测量的电烙铁和锡线在温感仪的感应器上加锡;(如左图1)
观察温感仪上的显示数值稳定后为读取数值,稳定数值是指10S内数值变化不超过±5℃;(如左图2)
无铅烙铁的温度是350℃-400℃,其它烙铁的温度是360℃-400℃;
恒温烙铁以自己显示的数值来对比,范围是±20℃,恒温烙铁的温度调节不能超过400℃;
将测量的数值记录在记录表中;(如左图3)
如有超过以上标准,请给予更换和校对。
烙铁温度测试作业指导书
HKKO191A 工序号
周期文件编号
REV
1首先打开电源开关至ON位置。
2将电烙铁温度设定指定温度升温。
34查看测试仪器上的数字显示屏,当数字上升至稳定时,其值为测试的实际温度。
5再将此测试温度记录在《烙铁检测记录》内。
6测试完成后,将测试仪器上测试点除掉余锡保持测试点清洁,同时将电源关闭。
1焊接设备需接地,作业员需佩戴防静电手环2
温度测试每天由管理人员安排指定人员按照要求测试。
3 测试值停止上升时,请把焊接设备离开测试点,并及时记录温度。
日期
2010-3-3
审核张爱莲2010-3-3
批准日期
作 业 指 导 书
操作者
操 作 方 法 步 骤
IPQC/QA
在烙铁头上加少量锡于烙铁测试仪器的热敏电阻结合处并保证结合点接触良好保
持3-4秒(见图一)。
产品名称B
烙铁检测作 业 图 示
产品型号使用工具
作业时间日期
注 意 事 项
拟制
马卫星
工位名称191A烙铁测试仪
将烙铁加少许锡置于热敏电阻结合处
此处读数(实际测量出的温度数值
电源开关:NO 为开;OFF 为关。
分发
IQC SMTQA/IPQC 电子QA/IPQC
货仓
SMT 部电子部。
电烙铁温度点检测试作业指导书

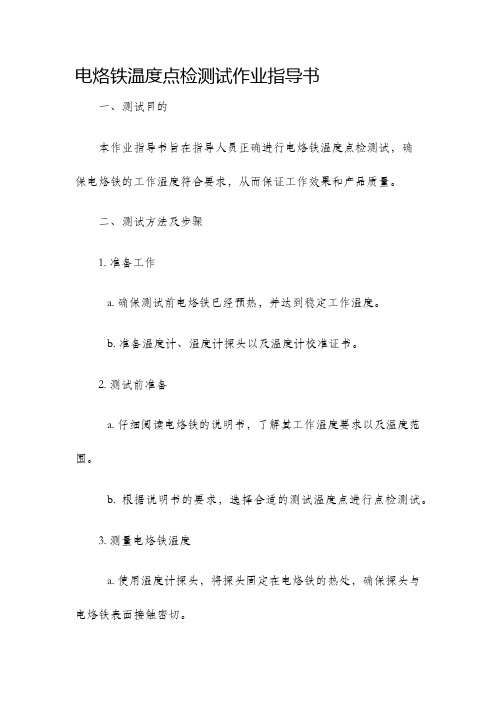
XX有限公司文件编号三级文件检查指导书版本生效日期作业名称烙铁温度点检测试适用机种页码使用仪器设备烙铁测温仪使用辅料感温线符号:特殊特性:☆安全:环保:作业图示及分解动作分解1、按下测温仪机身按钮,将感温线套入测温仪支柱上;红线对“+”极,蓝线对“-”极,且感温线线圈只需套入支柱中心位置即可,不可套入到支柱底部;(图1、2) 2、打开开关(图3);将烙铁头镀上少许锡水(图4),放到感温线中心感应点上,测试持续5-6s,开始读数(图5);3、将所测实际温度和烙铁机身显示温度及测试时间记录在《烙铁测量记录表》上;4、当所测温度超出标准范围时,联络生产部进行调试,将调试前后温度一并记录在《烙铁测量记录表》;同时需对前段生产品进行确认,将处理结果记录在“备注”栏。
测试规格要求1、测试频次:一天3次,4H/次,上午开拉时测一次,下午开拉时测一次,晚上开拉时测一次,设备调试、转机时需再次测试。
2、测试标准:420±20,时间5-6S注意事项1、感温线极性放入正确,线圈只套入支柱中心位置,不可套入到支柱底部;2、测试时间持续5-6s,温度无明显上升后开始读数;3、当测试出现温度无法上升时,则为感温线损坏,需更换;4、测温仪在更换感温线或测试结束时须关掉电源开关。
手指套(黄色填充表示佩戴)修改记录NO修改内容修改日期修改人审核人核准审核做成左手右手!图11、按下按钮,装入感温线图2线圈套入支柱中心位置蓝线套入“-”极对应支柱2、感温线装入状态图3图4图53、打开开关4、烙铁头粘上锡水5、测试5-6S读取实测温度。
【最新】恒温烙铁作业指导书-word范文模板 (5页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==恒温烙铁作业指导书篇一:恒温电烙铁使用作业指导书恒温电烙铁使用作业指导书一.目的:维护恒温电烙铁的正常使用,提供正确的方法予以指导。
二.使用者:修理员及工程部人员三.使用方法:1.使用电源插头插至220V插头上,接通电源,将烙铁头放至电烙铁架上。
2.将I/O开关打开,电烙铁加热,将烙铁温度调节至相应温度。
有铅为325℃+/-25℃,无铅为370℃+/-10℃。
3.当加热指示灯HEATER亮且闪烁时,表示烙铁头温度已达到设定值左右,此时可以进行焊接动作或加锡。
4.在进行烙铁焊接时,烙铁头在焊盘上不可停留时间过长,以2-3秒为宜,以免烧坏物料与焊盘。
四:要求及注意事项1.烙铁头在使用中须放置于烙铁架上,不可放置于其它地方。
2.烙铁使用完后,须在烙铁头上加少许焊锡,以防烙铁头氧化。
3.使用烙铁时要小心高温,以免烫伤人或其它不耐高温物品。
4.烙铁温度调节纽未经许可,其他人不可随意调节。
更多免费资料下载请进:好好学习社区5.如电烙铁头不良,维修员须向领班申领、更换。
如电烙铁不能加热,交于工程部技术人员处理。
6.使用完毕,须将电烙铁电源关闭。
更多免费资料下载请进:好好学习社区篇二:恒温电烙铁使用作业指导书恒温电烙铁使用作业指导书一.目的:维护恒温电烙铁的正常使用,提供正确的方法予以指导。
二.使用者:修理员及工程部人员三.使用方法:1.使用电源插头插至220V插头上,接通电源,将烙铁头放至电烙铁架上。
2.将I/O开关打开,电烙铁加热,将烙铁温度调节至相应温度。
有铅为325℃+/-25℃,无铅为370℃+/-10℃。
3.当加热指示灯HEATER亮且闪烁时,表示烙铁头温度已达到设定值左右,此时可以进行焊接动作或加锡。
4.在进行烙铁焊接时,烙铁头在焊盘上不可停留时间过长,以2-3秒为宜,以免烧坏物料与焊盘。
电烙铁温度计点检作业指导书

2,勿用烙铁头接触温度计外壳,以免烫坏。
3,测量点存在损耗,使用寿命约为50次。若感应器上显示
,表示感应器已损坏,则应更换新感应器;液晶屏上显示
则
表示不确定的数字:
测量点 终端
显示室温
4,测量点若存在助焊剂可用酒精擦除。
5,液晶屏显示
,则表示电池电量不足,不能准确测量电池
5,烙铁头沾上锡线,然后接触要测量的点,2-3秒内,液晶屏将显示烙
铁头测量温度。
6,记录温度计和烙铁显示温度,进行对比,确认烙铁温度是否在要求范
围内。若存在误差及时调整烙铁温度并粘贴标识注明显示/实际温度。
7,不用时关闭电源,节省电池电量。
注意事项及工艺要求
1,感应器线径细安装时小心使用,颜色对应,勿挤压否则易断裂。
测量前
版本 A/0 页次 1/1
修改日期
生效日期
后盖
红色
蓝色
混灯
感应器
设定温度 测量温度
烙铁头
测量后
液晶屏 电源 推扭
推杆 终端
整体前视 环板
捡灯
环板
深圳市盛世节能科技有限公司
作业指导书
工 序
焊接
参考
文件
物料:
产线 AI 规格
型号
后焊/维修 通用
文件 编号 修改
人
工具:有绳静电环;恒温烙铁;电烙铁温度计;锡线;9 V干电池;
作业内容
1,先准备好所需工具、物料,打开恒温烙铁。
2,打开温度计背面电池槽放入干电池,对准电极卡扣卡紧,插入后盖。
3,将环板套入推杆,将感应器红边置入红色终端,蓝色置入蓝色终端。 按下推钮,将剩余部分接上终端。 4,打开电源开关目视液晶屏,当液晶屏显示室温时,温度计便可使用。
烙铁校验指导书

烙铁校验指导书一.目的:针对951SX型烙铁做定期之检查,以确保使用时之正确.二.校验周期:三个月.三.校验项目:温度四.校验仪器要求:数位式温度计(编号:MEGK-001).五.环境条件:室温六.准备事项:1.将烙铁接上电源,打开开关.2.清理烙铁头.七.校验步骤:1.将烙铁温度调至205℃,等红灯闪烁后,用数位式温度计量测烙铁头的温度并纪录在仪器校验报告(E3-015-10REV.01)上.2.将烙铁温度调至260℃,等红灯闪烁后,用数位式温度计量测烙铁头的温度并纪录在仪器校验报告(E3-015-10REV.01)上.3.将烙铁温度调至315℃,等红灯闪烁后,用数位式温度计量测烙铁头的温度并纪录在仪器校验报告(E3-015-10REV.01)上.4.将烙铁温度调至371℃,等红灯闪烁后,用数位式温度计量测烙铁头的温度并纪录在仪器校验报告(E3-015-10REV.01)上.5.将烙铁温度调至427℃,等红灯闪烁后,用数位式温度计量测烙铁头的温度并纪录在仪器校验报告(E3-015-10REV.01)上.6.允收标准:±10℃八.注意事项:1.校验后如正常,应贴上校验合格标签(E3-015,附件6.8),签章并填上校验日期及下次校验日期.2.校验如不合格,调整烙铁旋扭内部示值档,使烙铁LCD的显示值与旋扭文件指示值相一致.如此调整动作无效,则需贴上停用标签(E3-015,附件6.10)并注明原因,发暂停使用通知单(E3-015-06REV.01).校验完毕后应关掉电源,将校验合格之仪器设备调整并通知使用单位领回.量测仪器校验记录量测仪器履历表。
烙铁头温度、漏电测试作业指导书

3、在标准度围外的烙铁应予以维修,使其符合标准后方可使用,必要时予以限止使用或报废.
4、测试时应模拟烙铁焊锡方式,烙铁尖直接接触感热丝,取“5S”钟之测试值记录。
5、一般烙铁头温度控制在一定范围内,以保证焊点品质,具体如下表:
烙铁瓦数
25W
30W
40W
50W
60W
温度范围
280℃-410℃
290℃-430℃
290℃-440℃
300℃-450℃
320℃-460℃
6、恒温烙铁温度测试值标准范围如下:
标准温度
300℃
350℃
400℃
450℃
允许公差
+30℃/-20℃
+40℃/-20℃
+40℃-20℃
+40℃/-20℃
7、漏电测试时,用万用表将档位打至DC20V(交流)档位,黑色表笔(负极)接地线,红色表笔(正极)接烙铁头,读取万用表之电压值,当电压<2V时为正常,当电压>2V时,为NG。
深圳市宇裕达实业发展有限公司宝安电子厂
生效日期
文件名称
制定部门3-5-12
烙铁头温度、漏电测试作业指导书
品管部
制定日期:2003-5-10
版本:A0
页号:1/1
一、目的:
确保制程,消除因烙铁头温度、漏电导致产品品质差之因素。
二、作业内容:
1、各部门使用之烙铁均应编号列管。
核准
审核
制定
电烙铁温度点检测试作业指导书
电烙铁温度点检测试作业指导书电烙铁温度点检测试作业指导书⒈引言⑴目的本文档旨在提供一份电烙铁温度点检测试作业的指导书,以确保测试人员能够正确进行测试,并保证电烙铁的温度符合制定的标准要求。
⑵背景电烙铁是一种常用的焊接工具,其温度是否符合要求直接影响到焊接质量。
因此,对电烙铁的温度进行点检测试非常重要,以确认其工作温度是否正常。
⒉测试准备⑴测试工具- 温度计- 校准仪表(可选)⑵测试环境- 温度稳定的实验室- 无干扰的测试台面⒊测试步骤⑴前期准备⒊⑴确保电烙铁已经预热至工作温度,并保持稳定。
⒊⑵准备测试工具和环境。
⑵测试过程⒊⑴将温度计放置于电烙铁的加热元件附近,确保接触牢固。
⒊⑵记录温度计显示的温度值。
⒊⑶持续观察电烙铁的温度,确保其稳定在预定的工作温度范围内。
⒊⑷若发现电烙铁的温度超出预定的工作温度范围,则测试结果为不合格。
⒋测试记录⑴创建测试记录表格,包括以下信息:- 电烙铁编号- 日期- 测试人员- 测试结果⑵在测试记录表格中填写测试过程中的温度值和测试结果。
⑶根据测试结果,将测试记录标记为合格或不合格。
⒌测试结果分析⑴合格结果:若电烙铁的温度稳定在预定的工作温度范围内,则测试结果为合格。
⑵不合格结果:若电烙铁的温度超出预定的工作温度范围,则测试结果为不合格。
⒍测试报告- 电烙铁编号- 日期- 测试人员- 测试结果- 不合格结果的原因分析- 不合格结果的改进措施⒎附件本文档无附件。
⒏法律名词及注释- 温度计:一种用于测量温度的工具。
- 校准仪表:一种用于校准温度计的仪器。
烙铁器校正

向 壓下即可
ON取下Y型連接線
OFF
Y型連接線,溫
度校正時須取下
+極-極
(紅色) (藍色)
5-5校正後之處理
5-5-1關閉電源,拆除連接線並將標準件收歸定位。
5-5-2判判定該校驗儀器是否合格:
5-5-2-1合格:貼上校驗合格標籤,通知使用單位領回。
5-5-2-2不合格:貼上暫停使用標籤,通知該儀器使用單位領回安排檢修。
文件名稱
烙鐵溫度測試器校正作業指導書
版本
A1
文件編號
IE-14101
1.目的:藉由定期校正使儀器維持穩定性,以確保產品品質。
2.範圍:適用於數位烙鐵測試機之校正。
3.校正環境條件
3-1溫度:23℃±5℃。
3-2相對濕度:55%±20%RH。
3-3電源:220V/50Hz±5%
4.校正周期:一年
5.作業內容:
5-5-3整理校正報告並將該儀器此次校正日期、有效日期及校驗結果登錄於
【儀器量規設備校驗/保養記錄】。
5-6注意事項
5-6-1溫度校驗時若發現溫度誤差很大且升降之方向相反,應為+/-極接錯,只需將+/-極對調即可。
6.判定標准:
±3%
核准:審核:制訂:曹素娟
未經本公司許可,嚴禁拷貝頁次1/1 FMIE-24-A1
5-1校正所需設備:
名稱
廠牌
型號
附件多功能校正器FUKE5500AK type溫度測試線一條
5-2校正項目:溫度。
5-3校正前應準備事項
5-3-1閱讀待校件之相關資料,如:使用手冊、說明書…等。
5-3-2校正設備及待校件先在儀校室熱機30min以上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4 校验如合格,应贴上合格标签,填写校验人,校验日期.
5 校验如不合格,设定烙铁温度350℃,用“一”字头或者“十”字头小型螺丝刀调节烙铁 “CAL"内部可调电位器,顺时针(向右)调节为升温,逆时针(向左)调节为降温,使测 试温度值符合设定值标准范围内为合格.如此动作调节无效则贴不良标签注明原因送修或 更换.
工序
NO. 名称 1 锡线 2 测温仪 3 热电偶 4 螺丝刀
步骤
XXXXXXXXXX公司
恒温烙铁温度校验
工具/仪器 规格 生产使用锡线 万用表VC890C+ 与万用表配套温度探头 “一”字头或“十”字头小型螺丝刀
操作步骤 操作说明
WORK INSTRUCTION SHEET 作业标准指导书
作业名称
6 校验完毕后,清理烙铁,同时将电源关闭,填写相关测试记录.
图3
注意事项 1 校验操作由管理人员安排指定人员按要求操作. 2 非指定人员请勿随意调节“CAL”校正电位器. 3 定期校验周期为1个月,当更换手柄(发热芯)或烙铁头时需重新校验温度.
Vቤተ መጻሕፍቲ ባይዱR
CHECKER
DATE
版本
制作
审核
批准
V1.0
XXX
XXXXXXX
LCD显示屏 温度档 温度探头
加热指示灯 温控旋钮
℃-摄氏度 ℉-华氏度 校正电位器
文件编码: XXXXXXXXXXXXXXXXX
恒温烙铁温度校验作业规范
图1 描叙
1 准备工作:a将烙铁通上电源,打开电源开关,清洁烙铁头。b万用表调至℃档位(温度 档),将热电偶输出正极(红色)、负极(黑色)分别接入万用表的“mA”和“COM”插
孔.如图1
2 设定烙铁温度,待加热指示灯红灯闪烁后,烙铁头加锡,用万用表温度探头的金属探针接 触烙铁头,观察万用表LCD显示值稳定后读取数值并做好测试记录. 图2