FANUC 维修中常用参数
FANUCO系统常用参数
FANUCO系统常用参数1. P参数(Programmable parameter):这些参数用于设定机床的各种功能和操作模式。
例如,P1表示第一个参数,通常用于设定主轴速度、进给速度、工件坐标系等。
2. G代码参数(G Code Parameter):这些参数用于切换不同的G代码功能、坐标系和刀具半径补偿。
例如,G54-G59表示不同的工件坐标系,G40-G42表示刀具半径补偿。
3. M代码参数(M Code Parameter):这些参数用于设定机床的不同操作模式,例如,M03表示主轴正转,M04表示主轴反转,M05表示停止主轴。
4. T代码参数(T Code Parameter):这些参数用于选择和切换刀具。
例如,T01表示选择第一个刀具,T02表示选择第二个刀具。
5. S参数(Speed Parameter):用于设定主轴转速。
例如,S1000表示主轴转速为1000转/分钟。
6. F参数(Feedrate Parameter):用于设定进给速度。
例如,F200表示进给速度为200mm/分钟。
7. I、J、K参数(Incremental Coordinate Parameter):这些参数用于设定圆弧的半径、起点和终点。
例如,G02 X10 Y10 I5 J5表示从当前位置以半径为5的圆弧运动到X=10、Y=10的位置。
8. R参数(Retract Plane Parameter):用于设定刀具的安全位置。
例如,G01 Z-10 R2表示在Z=-10位置进行切削时,刀具在切削时以2mm的高度保持安全。
9. L参数(Loop Count Parameter):用于设定循环次数。
例如,L2表示循环2次。
10. H参数(Tool Length Offset Parameter):用于设定刀具长度的补偿。
例如,H1表示第一个刀具长度的补偿。
11. D参数(Dwell Parameter):用于设定停顿时间。
数控维修常用参数FANUC

数控维修常用参数FANUCFANUC数控系统是目前广泛应用于数控机床的一套完整的控制系统,其参数设置和调整对于机床运行的稳定性和使用寿命都有非常重要的影响。
本文将介绍常用的FANUC数控系统的参数设置和调整方法。
1. 脉冲当量(Pulse Equivalency,PE)脉冲当量是指伺服电机每转动一定角度所需的脉冲数量。
FANUC数控系统中的每个轴都需要设置脉冲当量。
在机床加工时,FANUC数控系统通过计算脉冲数量来控制电机的转动角度,从而实现精确的加工。
脉冲当量的设置过大或过小都会导致机床加工精度的下降。
通常情况下,可以通过调整脉冲当量来提高加工精度。
脉冲当量的设置方法是根据机床的传动结构和伺服系统的性能进行计算,并通过实际加工进行调整。
2. 速度环比例增益(P-Gain)速度环比例增益是指在伺服电机的速度控制环节中,通过调整输入速度和输出速度的比例关系来提高系统的动态性能。
过大的比例增益会导致系统震荡或不稳定,过小的比例增益会影响系统的动态响应能力。
在FANUC数控系统中,可以通过调整速度环比例增益来提高机床的加工效率和精度。
一般情况下,可以通过实际加工试验和性能评估来确定最佳的速度环比例增益值。
3. 加速度环比例增益(A-Gain)加速度环比例增益是指在伺服电机的加速度控制环节中,通过调整输入加速度和输出加速度的比例关系来提高系统的动态性能和加工效率。
在FANUC数控系统中,可以通过调整加速度环比例增益来提高机床的动态性能和加工效率。
一般情况下,可以通过实际加工试验和性能评估来确定最佳的加速度环比例增益值。
4. 位置环比例增益(P-Gain)位置环比例增益是指在伺服电机的位置控制环节中,通过调整输入位置和输出位置的比例关系来提高系统的定位精度和稳定性。
在FANUC数控系统中,可以通过调整位置环比例增益来提高机床的定位精度和稳定性。
一般情况下,可以通过实际加工试验和性能评估来确定最佳的位置环比例增益值。
FANUC0I常用参数

FANUC0I常用参数
1.通用参数:
-PWE(表面粗糙度补偿):设置工具的切削半径和切削长度的自动补偿。
可以根据工件的表面要求进行调整。
-MTS(度量制/英制转换):设置数控系统的度量制或英制模式。
-PWE(手动工具切换):允许操作员手动更换工具,以便进行不同类型的加工操作。
-MP(机床保护控制):设置机床的各种保护功能,如过载保护、过温保护等。
-APS(绝对/相对坐标切换):设置坐标系的工作方式,可以选择绝对坐标或相对坐标。
2.坐标系参数:
-G54-G59(工件坐标系):设置机床中工件坐标系的位置和切换。
每个坐标系都有自己的工件原点和参考点。
-G92(坐标系偏移):允许在加工过程中对当前坐标系进行微调,以便更好地与工件的实际位置相匹配。
3.配置参数:
-G50(坐标系偏移):设置初始位置和加工范围之间的偏移量,以便更好地控制机床的加工范围。
-G10(工件坐标系设置):设置工件坐标系的位置和旋转角度,以便更好地与实际工件匹配。
-G30(第二工件原点):如果需要对工件进行多次加工,可以设置第二个工件原点,以便在不同位置进行加工。
以上仅是FANUC0i中的一些常用参数,这些参数可以根据具体的加工要求进行调整和设置。
在使用数控系统时,操作员应根据实际情况和机床要求进行正确的参数配置,以确保加工过程的顺利进行。
FANUC常用系统参数说明
FANUC常用系统参数说明FANUC常用系统参数是一些特定的数值,在FANUC系统中用来配置和调整机床和控制系统的功能和性能。
这些参数可以被读取、修改和保存,以满足特定的加工需求和设备配置。
下面是一些常用的FANUC系统参数的说明:1.机床坐标系参数(G53,G54-G59):这些参数用于定义机床的坐标系。
每个坐标系可以代表不同的加工位置和工件夹持方式。
通过调整这些参数,可以在不同的工件加工过程中实现坐标系的切换和调整。
2.加工坐标系参数(G92):这个参数用于定义加工过程中的零点和坐标系位置。
通过调整这些参数,可以将工件的零点和坐标系原点设置为加工过程中的任意位置。
3.进给速率参数(F):这个参数用于定义进给速率。
通过调整这个参数,可以控制机床的进给速度,以便在不同的加工条件下达到最佳的加工效果。
4.进给倍率参数(G93,G94,G95):这些参数用于设置进给倍率。
通过调整这些参数,可以在加工过程中调整进给速率的倍数,以满足不同的加工要求。
5.插补方式参数(G01,G02,G03):这些参数用于定义插补方式。
通过调整这些参数,可以控制机床的插补方式,包括直线插补、圆弧插补等,以满足不同的加工需求。
6.主轴转速参数(S):这个参数用于定义主轴的转速。
通过调整这个参数,可以控制主轴的转速,以满足不同的加工要求。
7.刀具半径补偿参数(G40,G41,G42):这些参数用于刀具半径补偿。
通过调整这些参数,可以在加工过程中补偿刀具半径的影响,以确保加工轮廓的准确性和精度。
8.切削进给参数(G96,G97):这些参数用于定义切削进给方式。
通过调整这些参数,可以选择恒速切削进给(G96)或恒功率切削进给(G97),以适应不同的切削条件。
9.向前补偿参数(G43,G49):这些参数用于定义向前补偿。
通过调整这些参数,可以在加工过程中补偿刀具的尺寸和位置变化,以确保加工结果的准确性和精度。
10.循环启动参数(G80):这个参数用于循环启动。
FANUC常用系统参数说明

FANUC常用系统参数说明1. OVC (Override Control):这个参数用于控制机器人运动速度的缩放比例。
该参数的值范围为0到200,其中0表示机器人停止,100表示机器人以原始程序定义的速度运动,200表示机器人以两倍于原始程序定义的速度运动。
2. PS1 (Teach Pendant Safety Override):该参数用于控制示教器(Teach Pendant)上的安全逻辑。
它决定了是否允许通过示教器来调整机器人的速度和动作。
它的值范围为0到255,其中0表示不允许示教器调整速度和动作,255表示允许示教器完全控制机器人。
3. SV (Servo Gain):该参数用于调整伺服驱动器的增益。
伺服驱动器负责控制机器人的关节运动,而SV参数的值决定了伺服驱动器对应速度指令的响应速度。
较高的SV值可以提供更快的响应和更高的机器人速度,但可能会导致控制系统不稳定。
4. VS (Velocity Scale):该参数用于控制机器人的运动速度。
它的值范围为0到100,其中0表示机器人停止,100表示机器人以原始程序定义的速度运动。
通过调整VS参数可以在不改变原始程序的情况下控制机器人的速度。
5. PR (Position Register):该参数用于存储和管理机器人的位置信息。
每个位置寄存器可以存储机器人的关节角度或笛卡尔坐标。
通过使用PR参数,可以方便地在程序中使用和管理机器人的位置信息。
6. CN (Control Mode):该参数用于控制机器人的动作模式。
它的值决定了机器人是在手动模式下操作还是在自动模式下运行程序。
手动模式下,操作员可以通过示教器来控制机器人的运动;而在自动模式下,机器人会根据预定义的程序自动执行。
7. ITP (Interlocking Program):该参数用于设置并行操作的机器人之间的同步。
当多个机器人同时进行复杂的协作任务时,ITP参数可以确保它们之间的运动同步。
fanuc 维修中常用的参数归纳

(3)将外部接收设备设定在STAND BY(准备)状态;
(4)先按EOB键不放开,再按OUTPOT键即将全部参数输出。
6.一台FANUC 0MC立式加工中心,由于绝对位置编码电池失效,导致X、Y、Z丢失参考点,必须重新设置参考点。
(1)将PWE“0”改为“1”,更改参数NO.76.1=1,NO.22改为00000000,此时CRT显示“300”报警即X、Y、Z轴必须手动返回参考点。
1.伺服电机为什么不会丢步?伺服电机驱动器接收电机编码器的反馈信号,并和指令脉冲进行比较,从而构成了一个位置的半闭环控制。所以伺服电机不会出现丢步现象,每一个指令脉冲都可以得到可靠响应。
2.对伺服电机进行机械安装时,应特别注意什么?由于每台伺服电机后端部都安装有旋转编码器,它是一个十分易碎的精密光学器件,过大的冲击力肯定会使其损坏。
三菱数控系统技术特点简介
三菱电机自动化一直致力于为客户在工业自动化、电力控制及其他相关业务上提供专业产品设备和解决方案,产品被广泛应用于机械、冶金、电力等多个领域。
三菱数控系统的技术特点
1. M64A / M64SM CNC 控制器
标准配备了RISC 64位CPU(与M64相比,整体性能提高了1.5倍);高速高精度机能对应,尤为适合模具加工;内藏对应全世界主要通用的12种多国语言操作界面;可对应内含以太网络和IC卡界面;内藏波形显示功能,工件位置坐标及中心点测量功能; 缓冲区修正机能扩展:可对应IC卡/计算机链接B/DNC/记忆/MDI等模式;简易式对话程序软件(使用APLC所开发之Magicpro-NAVI MILL对话程序);可对应Windows95/98/2000/NT4.0/Me的PLC开发软件;特殊G代码和固定循环程序,如G12/13 、G34/35/36、 G37.1等。
发那科常用全参数(精)
发那科常用全参数(精)发那科系统参数系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI 键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC 信号或连线无误,应检查有关参数。
一.16系统类参数0:OFF 1:ON1.SETTING 参数(与设定相关的参数)参数号符号意义16-T 16-M0000/0 TVC 代码竖向校验O:不进行1:进行0000/1 ISO EIA/ISO代码O:EIA 代码1:ISO 代码0000/2 INI MDI方式公/英制O:米制1:英制0000/5 SEQ 自动加顺序号O:不进行1:进行0002/0 RDG 远程诊断O不进行1进行0002/7 SJZ 手动参考位置返回0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。
1只用减速挡块进行参考位置返回。
0012/0 MIRx 各轴镜像的设定0关闭1开启0012/4 AIC 轴命令的移动距离0依照指定的地址1总为增量命令0012/7 RMVx 各轴的受控轴拆除设定0不拆除受控轴1拆除受控轴3216 自动加程序段号时程序段号的间隔O 12.RS 232C口参数0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。
0,1RS-232-C串行端口1 2 RS-232-C串行接口2 3 遥控缓冲器接口4 存储卡接口5 数据服务器接口10 DNC1/DNC2接口,OSI 因特网12 DNC1接口#20021 前台输入设备的设定0022 后台输入设备的设定0023 后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。
如果使用了正在使用的输入输出设备,将发生报警P/S 233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。
)100/3 NCR 程序段结束的输出码O 1100/5 ND3 DNC运行时:读一段/读至缓冲器满O 13. 与存储卡接口相关的参数0300/0 PCM 存储卡接口0:NC 端接口1:电脑端接口4.与FACTOLINK 相关的参数(与面板操作相关的参数)0801/0 SB2 停止位的个数0:一位1:2位0810/0 BGS 对FACTOLINK 报警任务通信,没有显示FACTOLINK 屏幕时0:不启动 1:启动0810/1 FAS FACTOLINK使用了ANSWER 、ANSWEEx 命令后,在回答栏是否进行回答编号“Z01”的显示。
FANUC常用参数
FANUC常用参数1.报警处理参数(ALM)这些参数用于设置系统报警的处理方式,例如报警终止的条件、报警信息的显示等。
2.坐标系参数(G54~G59)这些参数用于设置工件坐标系的原点和轴向移动的距离。
3.速度参数(F、S、G96~G97)这些参数用于设置切削进给速度、切削用途的材料速度等。
4.转速参数(M3、M4、M5)这些参数用于设置主轴的转速和方向。
5.工具偏移参数(G43、G44、G48)这些参数用于设置和调整工具补偿的位置。
6.急停参数(M0、M1)这些参数用于设置急停的条件和执行急停操作。
7.程序调用参数(M98、M99)这些参数用于调用和执行子程序。
8.伺服参数(SV、SET)这些参数用于设置伺服轴的速度和位置。
9.插补误差参数(G96、G97、G98、G99)这些参数用于设置插补误差补偿的方式和值。
10.自动换刀参数(T、M6)这些参数用于自动换刀操作,设置刀具编号和刀具长度补正值。
11.平台控制参数(G160~G169)这些参数用于配置和控制机床上的附加设备,例如自动上下料机等。
12.快速移动参数(G00)这些参数用于设置快速移动的速度和方式。
13.进给速度参数(G94、G95)这些参数用于设置进给速度单位和进给速度值。
14.反向间隙参数(G41、G42)这些参数用于设置反向间隙的值和位置。
15.加工参数(G01、G02、G03)这些参数用于设置不同的加工方式,例如直线插补、圆弧插补等。
以上是一些常用的FANUC参数示例,不同的机床和加工过程可能会有所差异。
在操作FANUC数控系统时,正确设置和调整这些参数是非常重要的,可以确保机床正常运行,并且获得高质量的加工结果。
fanuc常用参数
fanuc常用参数Fanuc是一种集成电路,常用于数控机床的控制系统中,其参数的设置对于机床的运转和加工结果具有至关重要的作用。
下面将介绍Fanuc开发的一些常用参数及其相关的参考内容。
1. R参数R参数是Fanuc控制系统用来调整切削进给速度的一个参数。
由于每种材料的切削性质不同,因此需要根据不同的加工材料进行调整。
参考内容:根据不同的材料,可以设置不同的R数值。
一般来说,对于黄铜、铝合金等比较软的材料,需要设置较大的R 值,以保证刀具不会因为进给速度过快而被磨损。
而对于硬质合金等材料,则需要设置较小的R值,以保证刀具进给速度的稳定性。
2. F参数F参数用于控制主轴的进给速度。
在加工过程中,需要根据不同的加工要求和切削条件进行设置。
参考内容:根据不同的加工要求,可以在G代码中设置不同的F值。
一般来说,加工大型工件时需要较低的进给速度,而加工小型工件时则可以适当提高进给速度。
在切削条件较差的情况下,也需要适当降低进给速度以保障切削质量。
3. G参数G参数是Fanuc控制系统所使用的语言。
在进行加工操作时,需要编写G代码,用来控制机床的各项操作,包括切削进给、主轴转速等。
参考内容:在编写G代码时,需要根据具体的加工步骤和要求来设置相应的G参数。
比如,在进给过程中,需要设置G01,表示线性进给。
在顺时针或逆时针旋转时,需要分别使用G02和G03命令。
4. P参数P参数通常用来进行辅助功能的设置,比如刀具长度补偿、孔加工、线割等。
参考内容:在使用P参数时,需要根据不同的功能进行设置。
比如刀具长度补偿,可以使用P值来控制刀具头到工件表面的距离,以保证切削的准确性。
5. T参数T参数通常用来设置刀具的切削参数。
在进行不同的切削操作时,需要使用不同的刀具,并设置相应的刀具参数。
参考内容:在进行刀具的切削参数设置时,需要考虑到切削条件、材料、刀具类型等因素。
不同的切削操作需要使用不同的刀具,并设定相应的刀具编号。
FANUC常用参数
FANUC常用参数
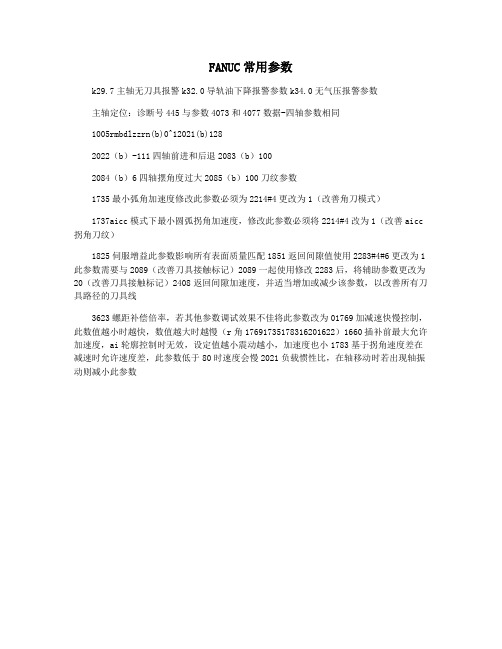
k29.7主轴无刀具报警k32.0导轨油下降报警参数k34.0无气压报警参数
主轴定位:诊断号445与参数4073和4077数据-四轴参数相同
1005rmbdlzzrn(b)0^12021(b)128
2022(b)-111四轴前进和后退2083(b)100
2084(b)6四轴摆角度过大2085(b)100刀纹参数
1735最小弧角加速度修改此参数必须为2214#4更改为1(改善角刀模式)
1737aicc模式下最小圆弧拐角加速度,修改此参数必须将2214#4改为1(改善aicc 拐角刀纹)
1825伺服增益此参数影响所有表面质量匹配1851返回间隙值使用2283#4#6更改为1此参数需要与2089(改善刀具接触标记)2089一起使用修改2283后,将辅助参数更改为20(改善刀具接触标记)2408返回间隙加速度,并适当增加或减少该参数,以改善所有刀具路径的刀具线
3623螺距补偿倍率,若其他参数调试效果不佳将此参数改为01769加减速快慢控制,此数值越小时越快,数值越大时越慢(r角17691735178316201622)1660插补前最大允许加速度,ai轮廓控制时无效,设定值越小震动越小,加速度也小1783基于拐角速度差在减速时允许速度差,此参数低于80时速度会慢2021负载惯性比,在轴移动时若出现轴振动则减小此参数。
FANUC维修中常用参数
FANUC维修中常用参数FANUC工业机器人是世界上广泛使用的一种工业机器人,其应用领域包括汽车制造、电子制造、食品加工等众多行业。
在维修过程中,掌握常用的参数对于诊断和排除故障非常重要。
下面将介绍一些FANUC维修中常用的参数。
1.电机参数:电机参数是控制机器人运动的关键,包括电机型号、额定功率、额定转速、额定电流等。
在维修过程中,需要检查电机参数是否与设备要求一致,如果不一致,可能是电机被更换或调整了参数。
2.编码器参数:编码器用于检测电机的转动位置和速度,包括编码器型号、分辨率、信号类型等。
如果电机的位置或速度检测不准确,可能是编码器参数设置错误或编码器本身故障。
3.轴参数:FANUC机器人包含多个轴,每个轴都有相应的参数,如轴号、轴类型、轴速度、轴极限位置等。
在维修过程中,需要检查轴参数是否正确设置,特别是轴速度和轴极限位置参数。
4.机器人参数:机器人参数包括机器人型号、机器人大小(轴数)、机器人尺寸、机器人重量等。
这些参数通常与机器人机械结构相关,维修时需要检查参数是否与实际一致,特别是更换了关键部件或进行了结构调整的情况下。
5.输入/输出参数:FANUC机器人通常包含多个输入/输出(I/O)接口,用于与外部设备进行通信。
输入参数包括输入口类型、输入口状态、输入口名称等;输出参数包括输出口类型、输出口状态、输出口名称等。
在维修中,需要检查I/O参数是否正确设置,特别是与外部设备连接有关的参数。
6.伺服参数:伺服参数用于调整机器人的运动控制性能,包括位置环、速度环、电流环等。
在维修过程中,可能需要调整伺服参数以改善机器人的运动性能或解决运动不稳定的问题。
7.报警参数:FANUC机器人可以通过报警代码来指示故障原因,报警参数包括报警代码、报警消息、报警级别等。
在维修过程中,需要检查报警参数,根据报警代码和报警消息来诊断故障原因。
8.通信参数:FANUC机器人可以与上位机或其他设备进行通信,通信参数包括通信接口、通信协议、通信速率等。
fanuc常用参数

fanuc常用参数FANUC是一家全球领先的工业机器人制造商,其机器人系统广泛应用于自动化生产线和工厂中。
在FANUC机器人系统中,有许多参数可供用户根据具体需求进行调整和设置。
下面将介绍一些FANUC常用参数及其相关参考内容。
1. P-CHAN(通道号):P-CHAN参数用于指定当前编程所使用的通道号。
FANUC机器人系统中,通常有4个编程通道可供用户选择。
通道号从1到4,分别对应于不同的编程作业。
用户可以使用P-CHAN参数来指定当前使用的通道号。
2. P-RANGE(坐标系统编号):P-RANGE参数用于指定当前编程所使用的坐标系编号。
FANUC机器人系统中,可以定义多个坐标系,并根据需求进行选择和切换。
用户可以使用P-RANGE参数来设置当前的坐标系编号。
3. P-LIMIT(速度限制):P-LIMIT参数用于控制机器人的速度限制。
根据具体应用的需求,用户可以设置机器人的最大运动速度和加速度。
P-LIMIT参数包括机器人各轴的速度限制值,可以进行调节来适应不同的工作条件和要求。
4. P-ZONE(工具坐标系使用范围):P-ZONE参数用于设置机器人在工具坐标系中可以容忍的误差范围。
该参数主要用于控制机器人在结束一个动作之后,是否需要等待工具坐标系稳定。
用户可以根据具体情况来设置P-ZONE参数的值,以达到理想的操作效果。
5. P-SLACK(松弛区间):P-SLACK参数用于控制机器人在执行动作时的松弛区间。
松弛区间可以理解为机器人执行动作时容忍的误差范围。
P-SLACK参数可以指定机器人在进行插补运动时的松弛区间的大小。
用户可以根据具体工作任务和机器人的精度要求来设置该参数。
6. P-ACC(加减速时间):P-ACC参数用于控制机器人的加减速时间。
在机器人执行动作时,加减速时间是一个很重要的参数。
它决定了机器人开始和结束动作时的速度变化率。
用户可以根据具体需求来调整P-ACC参数的值,以获得最佳的动作效果和运动轨迹。
FANUC法拉克数控系统维修中常用的参数

FANUC法拉克数控系统维修中常用的参数
1.机床坐标系设置:在重新布置机床或更换工具时,需要重新设置机床坐标系。
这些参数包括机床的原点和角度,用来确定机床的基准点和加工方向。
2.轴参数:每个轴都有一系列的参数,用来控制轴的运动速度、加速度和减速度。
这些参数的设置需要根据具体的机床和加工工艺来调整,以达到最佳的加工效果。
3.伺服参数:伺服系统是控制数控机床运动的关键部分。
伺服参数包括伺服增益、速度环和位置环的参数,用来设置伺服系统的响应时间和稳定性。
这些参数的调整需要结合实际情况进行试运行和调试。
4.程序参数:程序参数用于控制加工过程中的各种参数,例如切削速度、进给速度和刀具的补偿。
在维修过程中,有时需要修改程序参数以解决加工问题或优化加工效果。
5.报警参数:数控系统中有很多内置的报警功能,用于监测机床的运行状态和检测故障。
在维修过程中,技术人员需要对报警参数进行设置和调试,以正确地识别和处理故障。
6.数据传输参数:数控系统可以通过网络或存储设备进行数据传输,例如从上位机发送加工程序或从外部设备接收工件数据。
维修人员需要设置这些参数以确保正确的数据传输和存储。
7.运动参数:运动参数用于设置机床的运动方式,包括直线插补、圆弧插补和螺旋插补等。
维修人员可以根据实际需求进行调整,以实现更精确和高效的加工。
维修中常用的参数还包括很多其他方面,例如工具参数、加工参数和界面参数等,这些参数的设置和调整可以根据具体情况进行适当的修改。
在维修过程中,技术人员需要对这些参数进行细致的观察和分析,以确保数控系统的正常运行和优秀的加工效果。
FANUC_系统全参数大全

FANUC_系统全参数大全
下面是FANUC系统的一些常用参数和功能:
1.轴控制参数:包括轴运动速度、轴运动加速度、极限速度、轴位置偏差等参数。
2.伺服控制参数:包括伺服放大器增益、反馈回路参数、伺服控制算法等参数。
3.机器人控制参数:包括机器人末端速度、机器人末端加速度、机器人关节速度、机器人关节加速度等参数。
4.插补控制参数:包括插补周期、插补精度、插补速度等参数。
插补控制可以控制多个轴进行联动运动,实现复杂的轨迹规划和插补运动。
5.IO控制参数:包括输入输出端口配置、输入输出信号滤波时间、IO信号状态检测等参数。
6.程序控制参数:包括程序执行模式、程序段切换速度、程序运行优先级等参数。
7.坐标系参数:包括坐标系定义、坐标系切换速度、坐标系补偿等参数。
坐标系可以用于定义机床、机器人的工作空间,方便坐标转换和坐标系切换。
8.报警参数:包括报警处理方式、报警屏蔽、报警处理程序等参数。
报警参数可以实现对系统异常情况的检测和处理。
9.通信参数:包括网络连接方式、通信协议、数据传输速率等参数。
通信参数可以实现与其他设备的数据交换和远程监控。
发那科常用全参数(精)

发那科系统参数系统参数不正确也会使系统报警。
另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI 键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC 信号或连线无误,应检查有关参数。
一.16系统类参数0:OFF 1:ON1.SETTING 参数(与设定相关的参数)参数号符号意义16T 16M0000/0 TVC 代码竖向校验O:不进行1:进行0000/1 ISO EIA/ISO代码O:EIA 代码1:ISO 代码0000/2 INI MDI方式公/英制O:米制1:英制0000/5 SEQ 自动加顺序号O:不进行1:进行0002/0 RDG 远程诊断O不进行1进行0002/7 SJZ 手动参考位置返回0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。
1只用减速挡块进行参考位置返回。
0012/0 MIRx 各轴镜像的设定0关闭1开启0012/4 AIC 轴命令的移动距离0依照指定的地址1总为增量命令0012/7 RMVx 各轴的受控轴拆除设定0不拆除受控轴1拆除受控轴3216 自动加程序段号时程序段号的间隔O 12.RS 232C口参数0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。
0,1RS232C串行端口1 2 RS232C串行接口2 3 遥控缓冲器接口 4 存储卡接口5 数据服务器接口10 DNC1/DNC2接口,OSI 因特网12 DNC1接口#20021 前台输入设备的设定0022 后台输入设备的设定0023 后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有03。
如果使用了正在使用的输入输出设备,将发生报警P/S 233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。
FANUC系统机床参数

2.当机床开机后返回参考点时出现超行程报警。上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种:
(1)若X轴在返回参考点过程中,出现510或是511超程报警,可将参数0700LT1X1数值改为+99999999(或将0704LT1X2数值修改为-99999999)后,再一次返回参考点。若没有问题,则将参数0700或0704数值改为原来数值。
4.一台FANUC 0M数控系统加工中心,主轴在换刀过程中,当主轴与换刀臂接触的一瞬间,发生接触碰撞异响故障。分析故障原因是因为主轴定位不准,造成主轴头与换刀臂吻合不好,无疑会引起机械撞击声,两处均有明显的撞伤痕迹。经查,换刀臂与主轴头均无机械松动,且换刀臂定位动作准确,故采用修改N6577参数值解决,即将原数据1525改为1524后,故障排除。
3111/7 NPA 报警时转到报警画面 O O
3112/0 SGD 波形诊断显示生效(程序图形显示无效) O O
3112/5 OPH 操作履历记录生效 O O
3122 操作履历画面上的时间间隔 O O
3203/7 MCL MDI方式编辑的程序是否能保留 O O
3290/0 WOF 用MDI键输入刀偏量 O O
3731 主轴模拟输出时电压偏移的补偿 O O
3732 定向/换挡的主轴速度 O O
3735 主轴电机的允许最低速度 O
3736 主轴电机的允许最低速度 O
3740 检查SAR的延时时间 O O
3741 第一挡主轴最高速度 O O
3742 第二挡主轴最高速度 O O
3743 第三挡主轴最高速度 O O
(3)将外部接收设备设定在STAND BY(准备)状态;
FANUC 常用的系统参数

0:按 MDI 面板上的 START 键向机床侧发信号,当机床侧启动 信号返回时,CNC 才启动。 PROD 1:坐标值显示的是编程的位置。
0:坐标值显示的是加上偏置值的实际位置。 SCW 1:最小指令值为英制(机床为英制)
GMCL 1:通过复置键可以消除刀具形状补偿矢量。
0:通过复置键不能消除刀具形状补偿矢量。
(※此项功能仅 0—TC 才有)
T2D 1:用二位数指令 T 代码。
0:用四位数指令 T 代码。
0015 CPRD REP PRWD MORB SKPF COTZ NWCH CBLNK 76543210 CPRD 1:可以使用小数点的地址中省略了小数点时,以 mm,inch, s 为单位。 0:可以使用小数点的地址中省略了小数点时,为最小设定单位。 REP 1:由阅读/穿孔接口输入程序时,存储器内已经有相同的程序号 时不报警,而由新输入的程序置换。 0:由阅读/穿孔接口输入程序时,存储器内已经有相同的程序号时报 警。 PRWD 1:用便携式纸带阅读器时,有倒带信号输出。 0:用便携式纸带阅读器时,没有倒带信号输出。 MORB 1:刀具位置补偿量、工件坐标系偏移量的测量直接输入时, 选择如下方式:设置 RECORD 键、切削测定面,按住 RECORD 键后 两轴共同回退。(需要 FANUC PMCMODEL L 或 M) 0:选择没有 RECORD 键的方式。 SKPF 1:在 G31 跳过功能中,空运转、速度修调、自动加减速有效。 0:在 G31 跳过功能中,空运转、速度修调、自动加减速无效。 (※此项功能仅 0—TC 才有) COTZ 1:超程极限信号(*LZ)有效。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC 维修中常用参数FANUC系统有很丰富的机床参数,为数控机床的安装调试及日常维护带来了方便条件。
根据多年的实践,对常用的机床参数在维修中的应用做一介绍。
1.手摇脉冲发生器损坏。
一台FANUC 0TD数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。
当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。
等手摇脉冲发生器修好后再将该参数置“1”。
2.当机床开机后返回参考点时出现超行程报警。
上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种:(1)若X轴在返回参考点过程中,出现510或是511超程报警,可将参数0700LT1X1数值改为+99999999(或将0704LT1X2数值修改为-99999999)后,再一次返回参考点。
若没有问题,则将参数0700或0704数值改为原来数值。
(2)同时按P和CAN键后开机,即可消除超程报警。
3.一台FANUC 0i数控车床,开机后不久出现ALM701报警。
从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到同类型风扇,即先将参数RRM8901#0改为“1”先释放ALM701报警,然后在强制冷风冷却,待风扇购到后,再将PRM8901改为“0”。
4.一台FANUC 0M数控系统加工中心,主轴在换刀过程中,当主轴与换刀臂接触的一瞬间,发生接触碰撞异响故障。
分析故障原因是因为主轴定位不准,造成主轴头与换刀臂吻合不好,无疑会引起机械撞击声,两处均有明显的撞伤痕迹。
经查,换刀臂与主轴头均无机械松动,且换刀臂定位动作准确,故采用修改N6577参数值解决,即将原数据1525改为1524后,故障排除。
5.密级型参数0900~0939维修法。
按FANUC 0MC操作说明书的方法进行参数传输时,密级型参数0900~0939必须用MDI方式输入很不方便。
现介绍一种可以传输包含密级型参数0900~0939在内的传输方法,步骤如下:(1)将方式开关设定在EDIT位置;(2)按PARAM键,选择显示参数的画面;(3)将外部接收设备设定在STAND BY(准备)状态;(4)先按EOB键不放开,再按OUTPOT键即将全部参数输出。
6.一台FANUC 0MC立式加工中心,由于绝对位置编码电池失效,导致X、Y、Z丢失参考点,必须重新设置参考点。
(1)将PWE“0”改为“1”,更改参数NO.76.1=1,NO.22改为00000000,此时CRT显示“300”报警即X、Y、Z轴必须手动返回参考点。
(2)关机再开机,利用手轮将X、Y移至参考点位置,改变参数NO.22为00000011,则表示X、Y已建立了参考点。
(3)将Z轴移至参考点附近,在主轴上安装一刀柄,然后手动机械手臂,使其完全夹紧刀柄。
此时将参数NO.22改为00000111,即Z轴建立参考点。
将NO76.1设“00”,PWE改为0。
(4)关机再开机,用G28 X0,Y0,Z0核对机械参考点。
7.由机床参数引起的无报警故障。
一台FANUC 18i-W慢走丝,开机后CRT显示X、Y、U、V坐标轴位置显示不准确,即原正常显示小数点后三位数字,而且前显示小数点后四位数字,且CRT没有报警信息。
首先应该怀疑是参数变化引起上述故障。
检查参数发现NO.0000#2 INI发生变化,原正常显示“0”(表示公制输入),而有故障时显示“1”(英制输入),将该参数改为“0”后,数字显示正常。
8。
机床风扇报警,一时找不到,要买也来不及,可以修改一下参数8901,将风扇报警取消暂时先开机加工。
等买到风扇再更换。
(FANUC 18 OR FANUC16 OR FANUC 0I SYSTEM) 9. 保护参数不被人乱修改的参数有PAR3208#1可以锁住SYSTEM KEY,PAR3292#7可以使参数锁打不开。
而保护程序的参数有PAR3202FANUC 系统功能1、控制轨迹数(Controlled Path)CNC控制的进给伺服轴(进给)的组数。
加工时每组形成一条刀具轨迹,各组可单独运动,也可同时协调运动。
2、控制轴数(Controlled Axes)CNC控制的进给伺服轴总数/每一轨迹。
3、联动控制轴数(Simultaneously Controlled Axes)每一轨迹同时插补的进给伺服轴数。
4、PMC控制轴(Axis control by PMC)由PMC(可编程机床控制器)控制的进给伺服轴。
控制指令编在PMC的程序(梯形图)中,因此修改不便,故这种方法通常只用于移动量固定的进给轴控制。
5、Cf轴控制(Cf Axis Control)(T系列)车床系统中,主轴的回转位置(转角)控制和其它进给轴一样由进给伺服电动机实现。
该轴与其它进给轴联动进行插补,加工任意曲线。
6、Cs轮廓控制(Cs contouring control)(T系列)车床系统中,主轴的回转位置(转角)控制不是用进给伺服电动机而由FANUC主轴电动机实现。
主轴的位置(角度)由装于主轴(不是主轴电动机)上的高分辨率编码器检测,此时主轴是作为进给伺服轴工作,运动速度为:度/分,并可与其它进给轴一起插补,加工出轮廓曲线。
7、回转轴控制(Rotary axis control)将进给轴设定为回转轴作角度位置控制。
回转一周的角度,可用参数设为任意值。
FANUC 系统通常只是基本轴以外的进给轴才能设为回转轴。
8、控制轴脱开(Controlled Axis Detach)指定某一进给伺服轴脱离CNC的控制而无系统报警。
通常用于转台控制,机床不用转台时执行该功能将转台电动机的插头拔下,卸掉转台。
9、伺服关断(Servo Off)用PMC信号将进给伺服轴的电源关断,使其脱离CNC的控制用手可以自由移动,但是CNC 仍然实时地监视该轴的实际位置。
该功能可用于在CNC机床上用机械手轮控制工作台的移动,或工作台、转台被机械夹紧时以避免进给电动机发生过流。
10、位置跟踪(Follow-up)当伺服关断、急停或伺服报警时若工作台发生机械位置移动,在CNC的位置误差寄存器中就会有位置误差。
位置跟踪功能就是修改CNC控制器监测的机床位置,使位置误差寄存器中的误差变为零。
当然,是否执行位置跟踪应该根据实际控制的需要而定。
11、增量编码器(Increment pulse coder)回转式(角度)位置测量元件,装于电动机轴或滚珠丝杠上,回转时发出等间隔脉冲表示位移量。
由于码盘上没有零点,故不能表示机床的位置。
只有在机床回零,建立了机床坐标系的零点后,才能表示出工作台或刀具的位置。
使用时应该注意的是,增量编码器的信号输出有两种方式:串行和并行。
CNC单元与此对应有串行接口和并行接口。
12、绝对值编码器(Absolute pulse coder)回转式(角度)位置测量元件,用途与增量编码器相同,不同点是这种编码器的码盘上有绝对零点,该点作为脉冲的计数基准。
因此计数值既可以映位移量,也可以实时地反映机床的实际位置。
另外,关机后机床的位置也不会丢失,开机后不用回零点,即可立即投入加工运行。
与增量编码器一样,使用时应注意脉冲信号的串行输出与并行输出,以便与CNC单元的接口相配。
(早期的CNC系统无串行口。
)13、FSSB(FANUC 串行伺服总线)FANUC 串行伺服总线(FANUC Serial Servo Bus)是CNC单元与伺服放大器间的信号高速传输总线,使用一条光缆可以传递4—8个轴的控制信号,因此,为了区分各个轴,必须设定有关参数。
14、简易同步控制(Simple synchronous control)两个进给轴一个是主动轴,另一个是从动轴,主动轴接收CNC的运动指令,从动轴跟随主动轴运动,从而实现两个轴的同步移动。
CNC随时监视两个轴的移动位置,但是并不对两者的误差进行补偿,如果两轴的移动位置超过参数的设定值,CNC即发出报警,同时停止各轴的运动。
该功能用于大工作台的双轴驱动。
15、双驱动控制(Tandem control)对于大工作台,一个电动机的力矩不足以驱动时,可以用两个电动机,这就是本功能的含义。
两个轴中一个是主动轴,另一个为从动轴。
主动轴接收CNC的控制指令,从动轴增加驱动力矩。
16、同步控制(Synchrohouus control)(T系列的双迹系统)双轨迹的车床系统,可以实现一个轨迹的两个轴的同步,也可以实现两个轨迹的两个轴的同步。
同步控制方法与上述“简易同步控制”相同。
17、混合控制(Composite control)(T系列的双迹系统)双轨迹的车床系统,可以实现两个轨迹的轴移动指令的互换,即第一轨迹的程序可以控制第二轨迹的轴运动;第二轨迹的程序可以控制第一轨迹的轴运动。
18、重叠控制(Superimposed control)(T系列的双迹系统)双轨迹的车床系统,可以实现两个轨迹的轴移动指令同时执行。
与同步控制的不同点是:同步控制中只能给主动轴送运动指令,而重叠控制既可给主动轴送指令,也可给从动轴送指令。
从动轴的移动量为本身的移动量与主动轴的移动量之和。
19、B轴控制(B-Axis control)(T系列)B轴是车床系统的基本轴(X,Z)以外增加的一个独立轴,用于车削中心。
其上装有动力主轴,因此可以实现钻孔、镗孔或与基本轴同时工作实现复杂零件的加工。
20、卡盘/尾架的屏障(Chuck/Tailstock Barrier)(T系列)该功能是在CNC的显示屏上有一设定画面,操作员根据卡盘和尾架的形状设定一个刀具禁入区,以防止刀尖与卡盘和尾架碰撞。
21、刀架碰撞检查(Tool post interference check)(T系列)双迹车床系统中,当用两个刀架加工一个工件时,为避免两个刀架的碰撞可以使用该功能。
其原理是用参数设定两刀架的最小距离,加工中时时进行检查。
在发生碰撞之前停止刀架的进给。
22、异常负载检测(Abnormal load detection)机械碰撞、刀具磨损或断裂会对伺服电动机及主轴电动机造成大的负载力矩,可能会损害电动机及驱动器。
该功能就是监测电动机的负载力矩,当超过参数的设定值时提前使电动机停止并反转退回。
23、手轮中断(Manual handle interruption)在自动运行期间摇动手轮,可以增加运动轴的移动距离。
用于行程或尺寸的修正。
24、手动干预及返回(Manual intervention and return)在自动运行期间,用进给暂停使进给轴停止,然后用手动将该轴移动到某一位置做一些必要的操作(如换刀),操作结束后按下自动加工启动按钮即可返回原来的坐标位置。