浅谈气缸套的网纹与使用性能
船用柴油机气缸套网纹特点、工艺技术及检测中存在的问题
船用柴油机气缸套网纹特点、工艺技术及检测中存在的问题陈广平;余军民;焦非【摘要】本文介绍了目前船用柴油机气缸套网纹主要采用的两种形式:"平台槽网纹"和"阿波特曲线网纹",介绍了两种网纹的结构特点、加工工艺技术,并说明气缸套网纹的检测技术存在的问题.【期刊名称】《黑龙江科技信息》【年(卷),期】2017(000)027【总页数】2页(P29-30)【关键词】船用柴油机气缸套;平台槽网纹;阿波特曲线网纹;气缸套网纹工艺【作者】陈广平;余军民;焦非【作者单位】中船动力有限公司,江苏镇江 212003;中船动力有限公司,江苏镇江212003;中船动力有限公司,江苏镇江 212003【正文语种】中文对船用柴油机而言,活塞环与气缸套摩擦副之间形成的润滑油膜的厚度是保证其工作性能的重要指标参数之一。
如果润滑油膜较薄,则润滑会不足,从而容易拉缸;若润滑膜过厚,则润滑盈余,从而致使滑油油耗上升,氮氧化物、颗粒物等有害物质排放增多。
如何在保证柴油机正常工作的前提下,消耗最少的滑油,是工程技术人员一直追求的目标。
要解决这个问题,采用合适的气缸套网纹是重要手段之一。
船用柴油机气缸套网纹目前主要有“平台槽网纹”和“阿波特曲线”两种,本文将分别介绍两种网纹的特点、加工工艺及其在检测中存在的问题。
目前,绝大多数船用柴油机采用的是平台珩磨网纹,主要原因在于其结构相对简单、性能优异,加工相对容易,在柴油机气缸套内孔珩磨加工中普遍采用。
“平台珩磨网纹”是把气缸套内孔利用砂条珩磨,加工成平台与深沟槽均匀分布的网纹。
加工对缸套内孔网纹的表面槽深度和数量、角度、轮廓以及表层精度等有严格规定。
实践证明,平台珩磨网纹在实际使用过程中对滑油的存储和油膜的形成和保持有非常重要的作用,对活塞环支承率较高,耐磨损,载荷承受能力比较大。
由于在加工过程中采用珩磨冷却油,且珩磨速度不高,不容易产生加工硬化,质量较好控制。
多网纹小平台工艺在活塞环、气缸套中的应用

成 磷 化 膜 的 贮 油 区 , 非 微 孔 区 相 当 于 铁 套 ;压 嵌气 缸 套 是将 油 石 改 为压 嵌铸 纹熔 解 ,扩大 形 成沟 状 松 孔层 ,这 样 也
连 续 小平 台 。它 由 于 多 孔 贮 油 性 能 很 铁 轴 ,再 将 含 大 量 碳 化 硅 ( w10碳 化 形 成 多 网纹 小平 台。此 外 ,还 可采 用 点 好 ,不 会 形 成 局 部 熔 着 磨 损 ,所 可 硅 ,每 克 约 有 1 ~ 1 粒 ) 的油 浆 状 松 孔镀 铬 工 艺技 术 ,在 阳级 松孔 过 程 0 0万 2 4 采 用 连 续 小 平 台 。 美 国 、 日本 称 多 网 均 匀 地 喷 涂 在 环 或 气 缸 套 的 工 作 面 上 。 中增 加 小平 台的屏 蔽 ,镀 后 形成 小平 台 纹 小平 台为平 台 网纹 :我 国缸 套 行 业称 珩 磨 时使 游 离状 态 并 具 有 负前 角 的碳 化 镀 铬 层 ;或 在镀 铬前 的工 件表 面上 附有 丰 此 工 艺 为 平 台 网纹 珩 磨 工 艺 ,在 活 塞 石 颗 粒 压 入 工 件 表 面 , 其 中一 部 分 压 均 匀 的 圆 点屏 蔽 ,该 圆点 涂 上涂 层防 粘 环 行 业 则 称 为特 殊 珩 磨 或 双 珩 磨 。这 入 不 牢或 压 入较 浅 的 会在 剪 切 力作 用 下 剂 ,它 是保 护 工件 基体 非 镀 层位 置不 镀 里 双珩 磨 不是 说 凡 经过 两 敬珩 磨 的就 叫 脱 落 或 向 前 方 擦 移 ,使 工 件 表 面 出 现 上铬 。一般 采用 赛 璐珞 、聚 氯 乙烯 、清 双 珩 磨 , 而 是 指 工 件 表 面 形 成 多 网 小 珩 磨 网 纹和 微 裂痕 而 另 部 分压 入 较 漆 或 乳 胶 作滁层 防粘 剂 ,镀 后清 除 防粘 平 台的 ,才 称 之谓 取 珩磨 。
气缸套平台网纹谈
经实验证明, 平台网纹气缸套与普通珩磨气缸 套相比, 磨合期缩短了 1/ 3~ 1/ 2, 寿命提高 10% ~ 20% , 扭矩提高 5% , 机油消耗降低 50% ~ 83% , 并 可避免气缸套工作过程中的拉缸现象。同时可以根 据发动机的设计特点和使用情况, 对不同的参数进 行实验和改进设计, 达到各种排放法规的要求。
下面以某厂气缸套内表面平台珩磨的技术要求 为例, 进行 探讨, 分析提 出平台珩磨网 纹的评价体 系, 其参数分为四个方面。 2. 1 网纹夹角 及网纹要求
图 4 网纹夹角 及影响因素关系图
( 1) 网纹夹角 如图 4 所示, 是平台网纹的一个 重要参数, 网纹夹角 有两种表示方法, 一个是在缸 套轴线方向上, 为钝角, 即大 于 90∃; 另 一个在缸套 内径的切线方向上, 为锐角, 即小于 90∃, 这两角之 和等于 180∃, 这两种表示网纹夹角的方法在不同的 主机厂都有使用。JB/ T 9768 ! 1999 使用的是钝角, 在下面的讨论中, 网纹夹角 取钝角。
值与 5 个最大的轮廓谷深之和的平均值。
5
5
∋ ∋ Rz =
1 5
Ypi + Yvi
i= 1
i= 1
式中 ypi ! 第 i 个最大的轮廓峰高; yvi ! 第 i 个
最大的轮廓谷深。
( 2) DIN 标准( DIN4768) 中的 Rz( DIN) ( 平均峰 谷高度) : 若把每一个取样长度内的轮廓最大峰高与
主机缸套内表面网状裂纹的分析和管理
油蒸汽 , 进而加热油滴蒸发 、 燃烧 , 如喷入气缸 的燃 油雾化不 好 , 使 燃 烧 过程 变长 , 生 后燃 , 将会 产 主机
冒黑烟 , 笔者循这 一思 路罗 列 了 4点进行 分析 。
1 燃油 供给设 备对 雾化 的影响
高 压油 泵 被 凸轮 驱动 , 向上 压缩 燃 油达 到启 阀 压力 , 向气缸 内供 油 , 在柱 塞 向上 运行 的途 中 , 头 油 喷油 , 这时柱 塞还是 向上运 行 , 油被 压缩 的压力继 燃 续增 加 , 到凸轮 到达最 高点 , 直 油头 的雾化 和燃油 的
内部每次喷射后残 留的燃油 ; 另一方面是针 阀偶件 的滴 漏 。针 阀偶 件滴 漏 说 明油 头 的雾 化变 差 , 有 就 可能 造成喷 射过 长 , 燃烧 的火 焰变 长攻击 缸套 内壁 ,
炭积物 附着在 油头上 , 改变喷 油 的方 向 , 至有可 会 甚
能喷在气 缸 内壁 上 。
主机缸套 内表面 网状裂纹的分析和管理
王
东
1 9
3 燃 油黏度对 雾化 的影 响
大; 轮机管理人员在操纵时根据主机 的各种参数来 判断主机的负荷 , 例如: 油门总杆 的位置、 透平的转 数、 主机扫气压力、 排烟温 度、 天气和海 浪等参数。 为了不使主机超负荷 , 主要 的手段是减油门, 这样也 会使 扫气 压力 降低 。 针对老龄船 , 各种参数 、 设备状况与出厂时有很 大的变化 , 一般的管理经验是 : 在保证最高爆压不超 标 的前提 下 , 在海 况 良好 时 , 量 加 大油 门 , 尽 维持 主 机 高转速 , 提高 扫气 压力 , 保证 主机 良好 的燃 烧 。 主机更换缸套后面临的是磨合过程 , 在主机 的 说明书上一般都有磨合时期 的说 明, 或者在配船 的 轮机长手册上有提示 。缸套 的磨损有两个方面, 一 是摩擦磨损; 二是腐蚀磨损 。需要提醒的是 : 如果使 用高碱值气缸油磨合缸套 , 时间就需要延长 , 如果燃 油的含硫量较高 , 就需要 减少磨合时间 , 具体 的磨 合 , 当通过气 口观察 , 应 利用停泊时机多检查缸套和
发动机缸孔平台网纹质量控制浅析

发动机缸孔平台网纹质量控制浅析宋天翔【摘要】This article combined introduces the development of cylinder holes´machining, evaluating parameter of cylinder holes´surface resons of influencing the polishment and how to control the polished quality.%文章阐述了珩磨技术在发动机缸孔加工过程中的发展、缸孔表面质量的评价参数及如何控制平台珩磨质量。
【期刊名称】《汽车实用技术》【年(卷),期】2016(000)007【总页数】4页(P201-204)【关键词】发动机;缸孔;平台珩磨;质量控制【作者】宋天翔【作者单位】安徽江淮汽车股份有限公司,安徽合肥 230601【正文语种】中文【中图分类】U466CLC NO.:U466 Document Code: A Article ID: 1671-7988 (2016)07-201-04 气缸是发动机的心脏部位,其内表面与活塞顶部、活塞环、气缸盖底面一起构成了发动机的燃烧室,并引导活塞、活塞环的往复直线运动和向外传递热量,所以气缸内表面网纹质量直接影响到发动机的装配和使用性能。
1.1 珩磨技术发展珩磨是利用镶嵌在珩磨头上的油石对工件表面施加一定压力,珩磨工具或工件同时作用相对旋转和轴向直线往复运动,切除工件上极小余量的精加工方法。
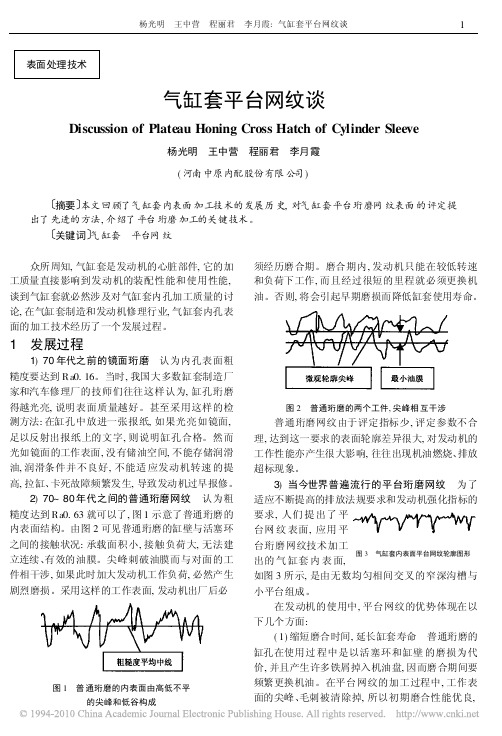
镜面珩磨--70年代以前认为缸孔粗糙度达到Ra0.16,珩磨得越光亮越是质量好。
普通珩磨网纹--70~80年代,要求粗糙度达到Ra0.63,缸壁与活塞环接触面积小,负荷大,无法建立连续、有效地油膜。
平台珩磨网纹—当今为了适应不断提高的排放法规要求和发动机强化指标要求,发展了平台珩磨,是通过珩磨在缸套内表面形成细小的沟槽,这些沟槽有规律地排列形成网纹,再由精珩磨工艺或抛光工艺将网纹的尖峰去掉,形成微小的平台。
浅谈几种内燃机气缸套表面处理技术
Internal Combustion Engine&Parts0引言气缸套是内燃机核心零件之一,其工作环境十分恶劣。
气缸套在高温、高压、交变载荷和腐蚀的环境中工作,内表面很容易形成磨损。
当气缸套内孔磨损到一定程度时,就会影响内燃机的工作效率,增加能源的消耗和尾气的排放,甚至会引起拉缸、早磨等严重后果。
为了提高气缸套的使用寿命,节能减排,增加气缸套的经济性,可以通过对气缸套进行表面强化处理,以提高其硬度、耐磨损、耐腐蚀、耐高温等性能。
气缸套表面强化处理技术有很多,文章结合企业生产实际,简要介绍了等离子淬火、磷化、气体氮化、复合陶瓷强化等几种气缸套表面处理技术,其中等离子淬火和复合陶瓷强化是对气缸套内壁进行表面处理,磷化和气体氮化是对气缸套整体进行表面处理。
1等离子淬火处理气缸套内表面淬火方式常见的有激光淬火和等离子淬火。
由于激光淬火设备运行维护成本高,且在激光处理前多需要对气缸套内壁进行磷化处理以提高光的吸收率,易造成环境污染,使得激光淬火的应用在气缸套行业受到了一定的限制。
等离子淬火以氩气作为保护气体,能量密度极高的等离子束热源以较大的冲击速度加热气缸套内表面,使内表面迅速升温达到相变成奥氏体的温度。
等离子束移去后,浅谈几种内燃机气缸套表面处理技术曾惠敏;赵可永;左俊中(江苏华晨气缸套股份有限公司,淮安223001)摘要:内燃机气缸套在恶劣的环境下工作容易磨损,为了提高气缸套耐磨损、耐高温、耐腐蚀等性能,以提高气缸套的使用寿命,通常会对气缸套进行表面强化处理。
文章简要介绍了等离子淬火、磷化、气体氮化、复合陶瓷强化等几种气缸套表面处理技术。
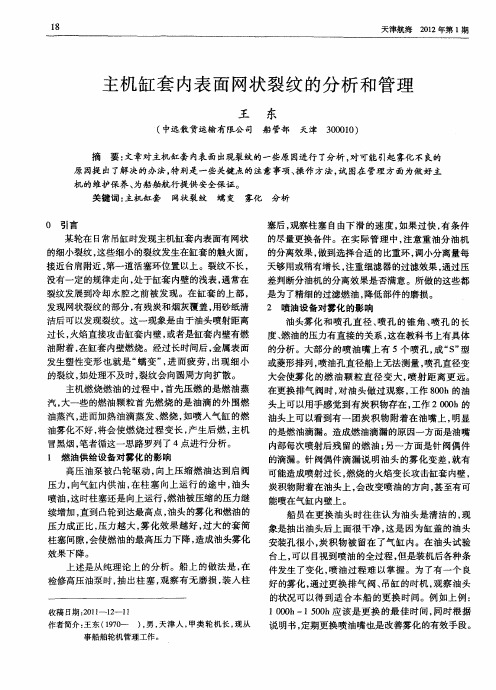
关键词:表面处理;淬火;磷化;氮化;陶瓷图1850毅冲角熵分布动叶流道内,各个冲角下,在靠近前缘的压力面处出现局部熵增区域(如动叶红黄色区),且随冲角从-30°变化到50°,局部熵增变化越明显。
由2.4.1中压力分布图可知,该区域的流体极可能出现涡流。
气缸套平台网纹加工技术研究
气 缸套 平 台 网纹 加 工技 术 研 究
河南省 中原 内配股份有限公司 ( 焦作 4 4 5 ) 杨光 明 5 7 0
1 气缸套平台网纹表面的优越性能 .
()缩短磨合时问, 1 延长缸套寿命 与普通珩磨相
比, 在平台网纹 的加 工 过程 中,气 缸套 工 作 表面 的 尖 峰、 毛刺被清除掉 , 以初期磨合性 能优 Fra bibliotek,缸套很 快 所
选用的原 则应是 :在保证一定寿命 的条件下 ,尽量选用 低浓度的砂条 。
的设计特点和使用情况 ,对不同的参数进 行实验和 改进
设计 ,达 到各种排放法规的要求 。
分析研 究大 量 的平 台珩磨 网纹 沟糟 形 态 ,可 以发 现 , 网纹沟槽夹 角一般都 在 6。 其 0左右 ,这 与磨粒 的暴 露尖峰约呈 6。 右 不规 则棱 锥 相一 致。可 以分 析 出, O左 在拉网纹磨 削时,磨粒侧面将受较 大的正压力 ,其垂 直
其刺入深度是不会发生改变的 ,而磨削砂 条压 力的增加 受被切 削气缸套的刚性 和 自身粘接剂强度 的限制 ,也不
可能无限增大 。 砂条磨削气缸套表 面的过程 ,可以看成是 多刃成形 刀具 的加工过程。这 时如果用低 浓度 的砂 条,并保 持作
时 ,可以采用较粗 的砂条和较低 的珩磨压 力 ,有利于提
嘶 I _ — 圈
于工件表面 的分力 ,将 向上托起磨 粒 ,当速度 提高 ,这 种 托力也随之加大 ,磨粒刺入工件表 面深度变浅 。据此 可 以下结论 ,要获得好的网纹沟槽 ,粗拉 网纹时珩磨 速
拉 网纹砂条退 回,与此同时平顶砂条径 向进给 ( 为避免 珩磨头的摇晃 ,两 者之 间有 短 时 的重 叠 ) ,开 始平 台珩 磨 ,平 台珩磨作为最后一道 工序 ,由时 间继 电器来控制
浅析发动机缸孔网纹与机油消耗关联及改进
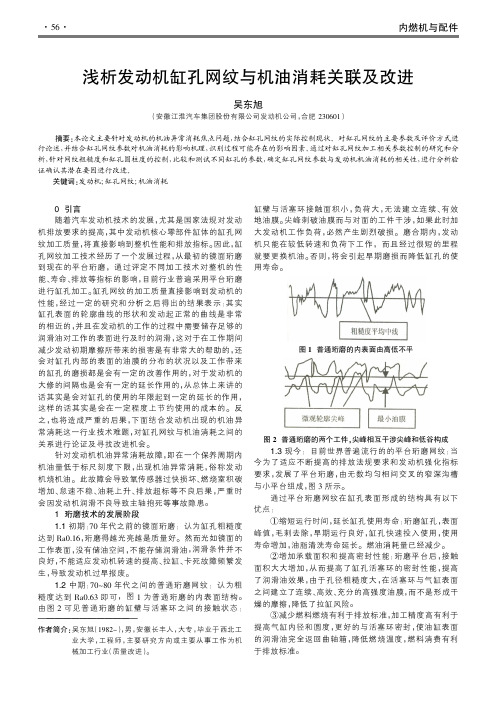
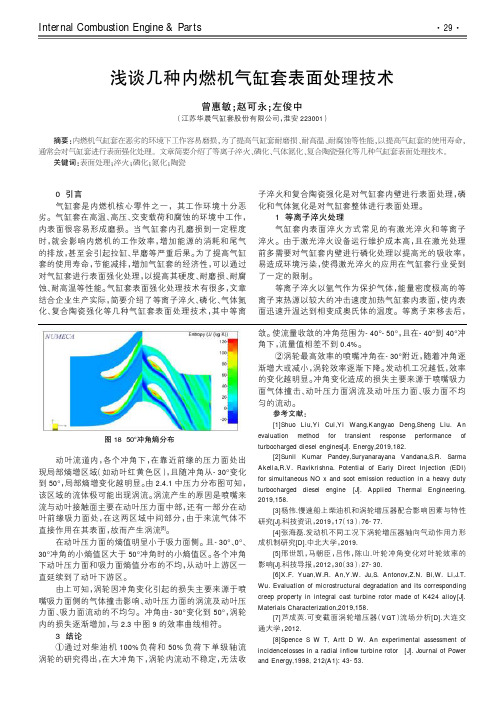
图1普通珩磨的内表面由高低不平普通珩磨的两个工件,尖峰相互干涉尖峰和低谷构成现今:目前世界普遍流行的的平台珩磨网纹:今为了适应不断提高的排放法规要求和发动机强化指标发展了平台珩磨,由无数均匀相间交叉的窄深沟槽与小平台组成,图3所示。
通过平台珩磨网纹在缸孔表面形成的结构具有以下缩短运行时间,延长缸孔使用寿命:珩磨缸孔,毛刺去除,早期运行良好,缸孔快速投入使用,寿命增加,油脂清洗寿命延长。
燃油消耗量已经减少。
增加承载面积和提高密封性能:珩磨平台后,面积大大增加,从而提高了缸孔活塞环的密封性能,了润滑油效果,由于孔径粗糙度大,在活塞环与气缸表面之间建立了连续、高效、充分的高强度油膜,而不是形成干燥的摩擦,降低了拉缸风险。
减少燃料燃烧有利于排放标准,加工精度高有利于2发动机缸孔网纹控制2.1网纹参数缸体网纹参数的控制主要在机加工车间完成,同时网纹评价作为自制件主件主项中关键质量特性控制,更需要保证产品的加工能够满足技术要求。
现阶段国内良好的缸孔网纹参数,其缸孔寿命大概在2-4kh,所以提升网纹加工质量尤为重要。
缸孔网纹参数在加工过程中,本公司通过Rk、Rpk、Rvk、Mr1、Mr2及α角度来评价,如图4和图5所示。
图4缸孔网纹参数图5网纹夹角α及影响因素关系图2.2检测仪器2.2.1其实在对于检测仪器的讲述首先要进行讲述的就是玛尔粗糙度仪:本公司始终注重对于设备质量的控制,因此在对于珩磨机的选择上主要使用的是来自于德国所制造的经过精加工的专门的设备,并且在配备高质量的珩磨机同时也配备了与之配套的对于粗糙度进行测量的设备也就是玛尔便携式粗糙度量仪,它的测针尖端半径在4um九十度的圆锥,并且仪器中的组合部分主要是手持式测头和显示器这两部分,在显示器的下方就会有很多可以图6玛尔便携式粗糙度量仪2.2.2万能角度尺:为检测缸孔网纹夹角,配备了万能角度尺,它是利用游标读数原理来直接测量工件角或进行划线的一种角度量具。
气缸套介绍

气缸套平台网纹介绍
中期的平台网纹
C
C CR CF E CL F 20% 70% D
0%
100 %
Mr(%)
气缸套平台网纹介绍
Rk参数定义的平台网纹 粗糙度轮廓的最大高度 Rz 粗糙度轮廓的平均峰高 Rpk 粗糙度轮廓的核心高度 Rk 粗糙度轮廓的平均谷深 Rvk 芯部上界处承载率 Mr1 芯部下界处承载率 Mr2
气缸套安装使用说明
要检查机体止口面的高度。禁止在配合面和 机体止口面上涂油漆、密封胶等,否则气缸 套有可能会因不能正确安装而造成断头等意 外事故。 均匀用力将缸套压入机体,严禁直接敲打气 缸套。
谢谢大家
石墨暴露率
石墨被闭合
气缸套安装使用说明
清洗干净气缸套,检查型号和组别是否对; 检查有无因运输等形成的 裂纹、锈渍;检 查安装面(上、下腰带、下端面等)有无磕 碰伤痕等。有裂纹的气缸套不能使用;有轻 微磕碰伤的气缸套应用细砂布去除伤痕的凸 起部位,使其不影响安装。
气缸套安装使用说明
清洗干净机体孔及止口面,检查有无伤痕; 检查孔是否因多次装拆气缸套而磨损、扩大。 应用细砂布去除伤痕的凸起部位。机体孔超 差严重的应报废或定制配合外圆尺寸加大的 气缸套。
Mr1
Mr(%)
Mr2
100 %
气缸套平台网纹介绍
Rvk —粗糙度轮廓的平均谷深( Reduced Valley Depth ) ,其数值大小反映了缸套储存润滑油 的能力。
C Rk
E F
D
Y
D F Mr2 Rvk
N
S
0%
Mr1
V
Mr(%) Mr2 100 %
干式缸套专用测量技术
配合外圆和内孔直径测量 由于干式缸套壁厚很薄,很少的测量力也会造 成测量值的很大的变化,因此干式缸套的测量 全部采用八喷嘴气动测量仪测量,测量直接得 到喷嘴所在截面的四个方向直径的平均值
气缸套平台网纹及加工控制
对缸 孔 内壁 的气密性 能 , 降低 了下 排气 量 , 高 了发 提
动机 功率 。
( ) 通 珩磨 的缸孔 表 面 与 活塞 环 之 间不 能 建 3普 立连 续 、 效 、 有 足够 强度 的油膜 , 生较 大磨损 , 至 产 甚 拉缸 。 缩短 大修 周期 。 台网纹表 面在 深谷 区贮存 机 平 油 ,连续 的交叉 网纹 沟槽 有利 于机 油在 气缸 套工 作 表 面均匀 分 布 ,而 顶部 小平 台有 利于高 强度 油膜 的 形 成 , 分润 滑环壁 摩擦 副 , 充 改善气 缸套 表 面滑 动性 能, 降低摩 擦 损失 , 而增 强 储 油润 滑 功 能 , 高有 从 提 效 功率 。 ( ) 台网 纹加 工 过 程 中采 用较 粗 的砂条 和较 4平 低 的压力 , 利于 提高 内表 面的 圆度和 直线 度 , 内 有 使 壁 更好 地与 活塞环 形成 密封 .使 气缸套 内表 面上 的
面 的粗 糙 度 、 削热 增 加 , 切 缸套 易 产 生热 变 形 , 致 导 形状 误差 , 还会 使 缸套表 面 的金属 撕裂 现象增 加 。 以 加工 D N 7 6网纹参 数 为例 ,拉 网压力 一般 取 1~ I4 7 O
1k / , 顶压 力一 般取 6 8 ge 。 2 ge 平 m ~ k/ m
( 苏爱 吉斯 海珠机 械 有 限公 司) 江
气 缸套 是发 动机 的核 心零部 件 .它 的加 工质量
术进 步 的必然趋 势 。 加工 具有 一点 网纹参 数要 求 的平 台 网纹 ,需 要
好 坏关 系 到发 动机 的使用性 能 。根据 气缸 套 与活 塞
环 摩擦 副 的工作 特性 及磨合 机 理 .对 气缸 套 内 圆珩 磨 加 工提 出平 台网纹 要求 。
缸套珩磨网纹模拟及流动特性分析

第52卷第8期表面技术2023年8月SURFACE TECHNOLOGY·173·缸套珩磨网纹模拟及流动特性分析汤义虎1,2,贺林1,黄立1,2,李丽婷1,孟祥慧2(1.中国船舶集团有限公司第七——研究所,上海 200240;2.上海交通大学,上海 200240)摘要:目的研究缸套珩磨网纹表面计算机模拟方法,对比缸套网纹表面确定性分析流量因子与Patir & Cheng 高斯分布流量因子差异。
方法采用快速傅里叶变换技术(FFT)及坐标变换,对高斯分布平台表面及具有任意方向的各向异性沟槽表面进行了计算机模拟,并叠加合成满足要求R pq、R vq及珩磨角度参数的双高斯缸套珩磨网纹表面。
通过表面概率支承率曲线分析,验证该方法的精度。
在此基础上,进行给定边界条件下网纹表面的流动分析,对比确定性分析流量因子与Patir & Cheng高斯分布流量因子差异。
结果调整表面高度标准差、珩磨角度及自相关长度,可实现不同参数珩磨网纹的建模,生成的珩磨网纹表面参数与给定输入参数偏差较小。
相比Patir & Cheng高斯分布流量因子,珩磨网纹确定性分析压力流量因子能更好地反映珩磨角度对不同方向流量的影响。
同时,珩磨网纹沟槽对小间隙下剪切流量的影响更加明显。
结论网纹表面的确定性分析流量因子与Patir & Cheng高斯分布流量因子存在较大差异,缸套网纹表面建模及流动特性分析可更好地反映表面粗糙度对表面润滑性能的影响,为进一步开展缸套-活塞环多尺度摩擦学分析及珩磨网纹参数优化奠定了基础。
关键词:缸套;珩磨网纹;快速傅里叶变换技术;表面模拟;流量因子中图分类号:V261.2+5 文献标识码:A 文章编号:1001-3660(2023)08-0173-09DOI:10.16490/ki.issn.1001-3660.2023.08.012Simulation and Lubrication Characteristics ofCylinder Liner Honing SurfaceTANG Yi-hu1,2, HE Lin2, HUANG Li1,2, LI Li-ting1, MENG Xiang-hui2(1. Shanghai Marine Diesel Engine Research Institute, Shanghai 200240, China;2. Shanghai Jiao Tong University, Shanghai 200240, China)ABSTRACT: With the stricter emission regulations and the crisis of fossil fuels, fuel efficiency and reliability of internal combustion engines are attracting more and more attention. The piston rings and cylinder liner friction pair are the primary source of the friction loss and wear failure in internal combustion engines. Cylinder liner honing texture is a special surface structure with a bi-Gaussian distribution that is designed to improve piston rings and liner tribological收稿日期:2022-06-11;修订日期:2023-05-13Received:2022-06-11;Revised:2023-05-13基金项目:国家自然科学基金(52130502)Fund:The National Natural Science Foundation of China (52130502)作者简介:汤义虎(1986—),男,博士。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 0 1 3年 第 l 1期
浅 谈气 缸套 的 网纹 与使 用性 能
Re s e a r c h o f Cy l i n de r l i ne r Re t i c ul a t e a n d Pe r f o r ma n c e
胡 九 见
滑 条 件
平 台网纹表 面有深 谷 区贮 存机 油 ,连续 交错 的 网
胡九见 : 浅谈 气 缸 套 的 网纹 与 使 用 性 能
2 9
状沟 槽 便 于机 油 在缸 套 表 面 均匀 分 布 。 小 平 台有利
的排 放法 规 。
于高 强度 油膜 的形 成 , 并 具 有 回油 功能 , 使 活 塞环 与 缸 套 表 面间形 成液 体磨 擦 , 大大 降低 磨擦 功损 失 。 避 免 了拉缸 事故 , 极 大地延 长 了活 塞环 、 缸套 这 一对磨
2 ) 上世 纪 7 0 … 8 0年 代之 间 , 采 用普 通珩 磨 网 纹, 网纹形 状 如 图 1 所示 , 粗 糙 度 控 制在 R a 0 . 6 3左 右, 很 明显 , 这 种 相对 粗 糙 的 表 面 , 确 实 能改 善 缸 壁 与活 塞环 之间 的接触 状况 , 能够 形成一 定有 效油 膜 .
台构 成 , 并 且 网纹 与 网纹交 错 , 相互 有适 当夹 角 。
但随 着发 动机 的高速 运转 , 负荷 加大 , 这种 网纹会 因
嘲 2
承 载面积 小 , 很 快就会 磨平 , 磨 平后 的工况 如 同镜 面
所述 , 因此 , 这种 网纹 只适 合于 在较低 转速 和负荷 下 工作 , 而且 还要 在很 短 的 时 间 的时程 就 必须 更 换 机 油, 否则 , 会 出现早 期磨 损 而 降低 缸 套 的使 用 寿命 。
条先后 在 两种不 同的压力 下径 向进 给 .加 工 至缸径
擦 副 的使 用寿 命 。
2 1 实现 整机 零磨 合, 增 加承 载面 积 普 通 珩 磨 网纹 在使 用 过 程 中 由于 承 载 面 小 缸 壁 内表 面很 快磨 损 , 并 且产 生 许 多铁 屑掉 人 机 油箱 , 污 染机 油, 加快 整个 润 滑系统 的磨 损 。而平 台 网纹就 不 存在 这种 状 况 , 在 加工 过程 中缸 套 内表 的尖 峰 、 毛 刺 在 精 珩磨 工 序 中被 磨平 , 铁 屑 在超 声 波 清 洗工 序 中清洗 干净 , 所 以装 机后 无需初 期 磨合 。 直 接进入 正 常 工 作期 , 机油洁净 。 延 长机 油 的更 换 周 期 , 大 幅度 降 低 了机油 消耗 。 3 1 回油 效 果 好 , 减少机油燃烧 , 满足排放要求,
同时 , 细砂 条径 向进给 , 进 入 精珩 修 复 , 由时 间继 电
器控制 , 直 到成 品 尺寸 , 细 砂 条 自动 退 回 , 珩磨 头 退
出缸孔 。
平 台 网纹 加工 时, 采 用外 圆定 位 , 双进 给珩 磨 机,
2 ) 双进 给珩 磨 头( 关 键 的关 键 , 建 议采 用 与 珩 磨 机 配套 的 G E H R I N G珩磨 头) ,从 以上加 工过 程 中不 难 看 出, 对 珩磨 头精 度 要求 很 高 , 涨芯 与 磨 头 的配 合 间隙, 磨 头 与砂 条座 的配合 间隙 , 要 在 保 证不 卡 死 的 前 提 下, 尽 可能 地小 。 涨 芯锥 度 与砂 条 座 的锥 度 要 严 格 保持 一致 ,从 而保 证 同时工 作 的六付 砂 条 能够 在 同位 置 、 同时 、 等速 、 均 匀涨 出 。 时刻 保证 涨开后 的砂 条工 作表 面在 一个 高精 度 的柱 度 表面上 。 3 )线 气 动 测量 仪 是 根 据 检测 结 果 定 时 发 出 信 号,与继 电器 协 同控制 珩磨 压 力 的转 换 和砂 条 交 替 的关 键检 测仪 器, 精度 要求 高 。
2所示 ,由无数 个均 匀相 间交 叉 的窄 深沟 槽 与小 平
处理; 然 而 事与愿 违 , 光 如镜 面 的工作 表 面, 不能 储存 润滑 油 , 在 发 动机 高 温 的作用 下 , 容易 与 活 塞环 表 面 形成 干 摩擦 , 发动 机 高速 运转 时 , 易拉缸 、 积 炭卡 死 , 导致 发动机 过早 大修 大大 缩短 了寿命 。
( 安庆 环新 集 团有 限公 司)
[ 摘要 ] 本文回顾 了气缸套 内 表面加工技术的发展过程, 着重介绍 当今缸套平台珩磨 网纹的使
用性 能及加 工 的关键技 术 。
[ 关键 词 ] 气缸 套 平 台 网纹
1
刖 昌
众 所周 知 , 气 缸套 是发动 机 的心脏 部件 , 它 的加
4 关 键 设 备 和 技 术
1 ) 双进 给 珩 磨机 ( 德国G E H R I N G公 司产) 是 加
工平 台 网纹 的关键 设备 ,它采用 外 圆定位 一次 装夹 。 在 同一 工 位下 完 成拉 网纹, 磨 平 台 两道 工 序, 确保 了 网纹 参数 的均 一性 和稳 定性 。其加 工过 程分 为两个 阶段 , 第 一 阶段 是平 台预 珩 、 拉 网纹深沟 槽 , 即: 粗砂
1 ) 上世 纪 7 0年代 之前, 大 家 的共 识是 : 缸套的内
表面 是越光 滑越 好 粗糙 度 要达 到 R a 0 . 1 6 如 同镜 面: 内表 面 的硬度 越硬 越好 ,部 分企业 采 用 内表 面镀 铬
图 1
3 当今 的平 台 网纹
顾名 思义 : 平 台网纹 即既有平 台 又有 网纹 , 如图
工质量 、 网纹 的 形状 直接 影 响 到发 动 机 的装 配 性能
H
~
l 。 } { ≮
.
和使 用性 能 , 因此 , 在发 动 机制 造业 和修 理业 中 , 气 缸 套 内表 面 的加 工 技 术 经 过 了一 个 慢 长 的探 索过
程。
2 探 索 过 程
并且 , 这 种 网纹 评 定 参 数 少 , 很 难 控 制 产 品 的 均 一
性
在发 动机使 用过 程 中 ,平 台 网纹 较好 地满 足 了 日益 苛刻 的排放 法规 和发 动机 的强化 指标 ,具体 优 势体 现在 以下 几个方 面 : 1 ) 增 强储 油 功 能 , 改 善 了活塞 环 与 缸套 表 面 问润
提 升动 力
的公 差下极 限 , 并拉 出 网纹深沟 槽 ; 第 二 阶段是 平 台 成型 与修 复和 网状细 沟槽 形成 , 即: 平 台成 型始 于第
一
阶段 尺寸 至成 品尺 寸 ,还是 由粗砂 条加 工至 合适
尺寸 , 由 自动测 量装 置 发 出信 号 , 粗 砂 条退 回 , 与此