钢-钣金规格表
钣金检验通用标准
(包括封面,共 16 页)1.0目的为保证我司钣金件产品的质量,又减少图纸对通用要求的描述,特制订本通用检验标准。
2.0范围本标准适用于我司标准以及非标准的钣金产品,本标准侧重范围,规定了钣金件在质量形成过程中各个工序的检验标准,主要从外观、尺寸控制、力度、组装要求作出规定;对钣金件产品的功能、结构特别性能不作规定,我司主要产品要求须参照相关检验标准,特别产品之特殊要求需另外说明。
3.0职责3.1工程部3.1.1设计时应支持本标准,对特别要求应特别说明。
3.1.2与本标准有关的不符合项之特纳。
3.2销售部3.2.1客户特别要求的收集3.2.2与本标准有关的不符合项之特纳3.3生产部按本标准做货及自检。
3.4品管部按本标准检验。
4.0作业内容4.1剪床开料4.1.1外观保证4.1.1.1剪床开料必须用经IQC检验合格之板材,大料平直度、外表面状态必须符合IQC检验标准。
4.1.1.2未经确认不得采用已生锈之SECC和SPCC板料,以及表面严重划伤之SUS板料。
4.1.1.3对胶沙不锈钢应注意开料之纹向要求,不可在不确定情况下作出纹向任意开料,并严格保护表面,以避免刮伤。
4.1.1.4剪床开料之批锋应小于料厚之3%,手摸应无明显刮手现象。
4.1.2尺寸控制4.1.2.1为保证钣金成形尺寸,减少过程累积误差对工件尺寸的影响,剪床开料尺寸允差按下表检验:4.1.2.2对一开几过多的开料件,如单一方向开料数量超过六件(一般应为偶数),应先将料对开,然后再开成单件,以减少误差累积。
4.1.2.3对长度超过1500-2500之开料切边直线度应小于0.3mm/m,宽度大小端误差小于0.5mm。
4.1.2.4开料件之长短边90。
角度允差±3´。
4.2 CNC冲孔4.2.1外观保证4.2.1.1 CNC冲孔应先检查板材是否有划伤,对经剪床放行而有少许划伤之板料,冲孔时应将划伤面尽量放于批锋面,以减少对外观的影响。
钣金用材料介绍

钢材知识集锦钣金用材料介绍品名:热镀锌钢板代号:SPGC硬度:HRB 1/2H=74~89 1/4H=65~80 1/8H=50~71 H=89以上抗拉强度:40~55kgf/mm2以上。
材料厚度:0.4~3.2mm。
3.2mm以上材料较难买到,一般以电镀白锌替代。
材料宽度:最宽5’(1524mm),一般为4’,即1219mm或1250mm,可依需要裁切小于1524mm之任意尺寸。
材料长度:可依需要裁切任意尺寸。
一般为8’,即2438mm或2500mm。
材料特性:1、金属白色光泽,上有花纹,表面不易生锈,但会因腐蚀产生白色锈斑。
2、一般不做表面处理。
3、不能做电镀(镀五彩锌、镀白锌、镀镍、镀锡…)。
4、适宜做冷冻、空调、重电机、屋顶结构件。
比重:8.25重量计算:长(m)×宽(m)×厚(mm)×比重=公斤(kg)如:SPGC2.0×1220×2440重量为:2.0×1.22×2.44×8.25=49.1kg 又如:SPGC1.0×1000×2000重量为:1×1×2×8.25=16.5kg注:1、材料厚度一般公差+0,-0.08,亦即板厚2.0mm实测可能只有1.92mm。
2、量测材料厚度应使用测微器(micrometer),不要使用光标卡尺。
3、如要折弯加工,须注意表面锌层是否脱落,适时清除下模锌粉。
品名:不锈钢板代号:SUS,STAINLESS STEEL常用型号:SUS304(18-8不锈钢,无磁性)SUS301(弹簧不锈钢,轻微磁性)SUS430(有磁性,较易生锈)抗拉强度:53kgf/mm2以上。
材料厚度:0.1~10.0mm。
10.0mm以上材料较难买到。
材料宽度:最宽5’(1524mm),一般为4’,即1219mm或1250mm,可依需要裁切小于1524mm之任意尺寸。
钣金材料分类和钢材牌
钣金材料分类和钢材牌号钣金常用材料有:钢板、铝板、不锈钢板及铜板;其中铜板一般仅用于电气连接铜排,基本不用于结构件。
一、钢板(包括带钢)的分类:1、按厚度分类:(1)薄板(2)中板(3)厚板(4)特厚板2、按生产方法分类:(1)热轧钢板(2)冷轧钢板3、按表面特征分类:(1)镀锌板(热镀锌板、电镀锌板)(2)镀锡板(3)复合钢板(4)彩色涂层钢板4、按用途分类:(1)桥梁钢板(2)锅炉钢板(3)造船钢板(4)装甲钢板(5)汽车钢板(6)屋面钢板(7)结构钢板(8)电工钢板(硅钢片)(9)弹簧钢板(10)其他二、普通及机械结构用钢板中常见的日本牌号1、日本钢材(JIS系列)的牌号中普通结构钢主要由三部分组成:第一部分表示材质,如:S(Steel)表示钢,F(Ferrum)表示铁;第二部分表示不同的形状、种类、用途,如P(Plate)表示板,T(Tube)表示管,K(Kogu)表示工具;第三部分表示特征数字,一般为最低抗拉强度。
如:SS400——第一个S表示钢(Steel),第二个S表示“结构”(Structure),400为下限抗拉强度400MPa,整体表示抗拉强度为400 MPa的普通结构钢。
2、SPHC——首位S为钢Steel的缩写,P为板Plate的缩写,H为热Heat 的缩写,C商业Commercial的缩写,整体表示一般用热轧钢板及钢带。
3、SPHD——表示冲压用热轧钢板及钢带。
4、SPHE——表示深冲用热轧钢板及钢带。
5、SPCC——表示一般用冷轧碳素钢薄板及钢带,相当于中国Q195-215A 牌号。
其中第三个字母C为冷Cold的缩写。
需保证抗拉试验时,在牌号末尾加T为SPCCT。
6、SPCD——表示冲压用冷轧碳素钢薄板及钢带,相当于中国08AL(13237)优质碳素结构钢。
7、SPCE——表示深冲用冷轧碳素钢薄板及钢带,相当于中国08AL(5213)深冲钢。
需保证非时效性时,在牌号末尾加N为SPCEN。
钣金设计规范标准[详]
![钣金设计规范标准[详]](https://img.taocdn.com/s3/m/8481b2c7f524ccbff12184fe.png)
钣金设计规一.围本设计规规定了钣金件设计的一般要求和UPS需注意的要求本设计规适用于UPS产品中使用的钣金零件,其它产品可参考使用二.常用板金材料及加工工艺1. 常用的钣金材料对照表2.常用钣金材料,厚度,规格,表面保护处理。
(1)电镀锌钢板(SECC):耐指纹,具有很优越的耐蚀性,及有较佳的烤漆性,而且保持了冷轧板的加工性。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0用途:UPS机壳、门板、面板及部结构件。
(2)冷轧板(SPCC): 无防锈能力,表面需电镀或烤漆。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0、3.0用途: 山特仅使用3mm SPCC,表面电镀或烤漆。
(3)覆铝锌钢板(SGLD): 是一种包含富铝及富锌的多相合金材料,外观美观,耐划伤性能,耐蚀性,其能力比SGCC高出很多。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0、3.0用途:常用于热插拔模块,但价格较贵。
(4)铝板(AL):强度较低,成形性能优良,焊接性和耐腐蚀性好,散热能力强。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0、2.5、3.0、4.0、5.0用途:使用时表面需做拉丝氧化处理,常用于要求重量轻机器上。
(5)热浸锌钢板(SGCC):外观美观,有两种锌花,小锌花,很难看出锌花;大锌花很明显的可以看到那种六边形的花块。
具有耐蚀性、上漆性、成形性、点焊性。
常用板厚:0.8、1.0、1.2、1.5、2.0、3.0用途:用在对外观要求较好的地方,因价格较贵,基本用SECC代替。
3.NCT钣金加工(1)冲孔要求钣金上的开孔尺寸一般大于板厚,否则易损伤模具。
NCT冲压的最小孔径见附表(2)孔距边缘的距离小于料厚时,冲方孔会导致边缘被翻起,方孔越大翻边越明显。
NCT冲(3)攻芽孔:由于直接攻芽会形成毛刺,因此在攻芽孔正反面加冲一小沙拉孔,可避免此现象的发生。
(4)NCT冲沙孔的成形深度一般不大于85%(T<2.5mm)(5)由于铝材比较软上下模间隙稍微偏大,则很容易产生毛刺,特别是在冲网孔时,可明显看出.(解决方法:减小上下模的间隙).(6)NCT冲半剪凸点的高度不超过0.6T,如大于0.6T则极易脱落。
钣金设计规范(最新参考版)
钣金设计规范一.范围本设计规范规定了钣金件设计的一般要求和UPS需注意的要求本设计规范适用于UPS产品中使用的钣金零件,其它产品可参考使用二.常用板金材料及加工工艺1. 常用的钣金材料对照表2.常用钣金材料,厚度,规格,表面保护处理。
(1)电镀锌钢板(SECC):耐指纹,具有很优越的耐蚀性,及有较佳的烤漆性,而且保持了冷轧板的加工性。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0用途:UPS机壳、门板、面板及内部结构件。
(2)冷轧板(SPCC): 无防锈能力,表面需电镀或烤漆。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0、3.0用途: 山特仅使用3mm SPCC,表面电镀或烤漆。
(3)覆铝锌钢板(SGLD): 是一种包含富铝及富锌的多相合金材料,外观美观,耐划伤性能,耐蚀性,其能力比SGCC高出很多。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0、3.0用途:常用于热插拔模块,但价格较贵。
(4)铝板(AL):强度较低,成形性能优良,焊接性和耐腐蚀性好,散热能力强。
常用板厚(mm):0.8、1.0、1.2、1.5、2.0、2.5、3.0、4.0、5.0用途:使用时表面需做拉丝氧化处理,常用于要求重量轻机器上。
(5)热浸锌钢板(SGCC):外观美观,有两种锌花,小锌花,很难看出锌花;大锌花很明显的可以看到那种六边形的花块。
具有耐蚀性、上漆性、成形性、点焊性。
常用板厚:0.8、1.0、1.2、1.5、2.0、3.0用途:用在对外观要求较好的地方,因价格较贵,基本用SECC代替。
3.NCT钣金加工(1)冲孔要求钣金上的开孔尺寸一般大于板厚,否则易损伤模具。
NCT冲压的最小孔径见附表(2)孔距边缘的距离小于料厚时,冲方孔会导致边缘被翻起,方孔越大翻边越明显。
NCT冲(3)攻芽孔:由于直接攻芽会形成毛刺,因此在攻芽孔正反面加冲一小沙拉孔,可避免此现象的发生。
(4)NCT冲沙孔的成形深度一般不大于85%(T<2.5mm)(5)由于铝材比较软上下模间隙稍微偏大,则很容易产生毛刺,特别是在冲网孔时,可明显看出.(解决方法:减小上下模的间隙).(6)NCT冲半剪凸点的高度不超过0.6T,如大于0.6T则极易脱落。
钣金材料介绍
。(Cr-Ni钢)
7、铝板(AL 5052 H32, AL6061 T6)
• A、基本特性:
质轻、耐蚀性、成形性、强度(经过处理后强度可 大幅提升)、表面处理性(阳极处理、表面化成处理、 涂布及电镀等,尤其阳极处理可生产各种不同色泽、硬 度之皮膜,以适应各种用途。)、导电性( 铝之导电度 为铜之60%,但重量亦仅铜之三分之一,相同重量之铝, 其导电度为铜之二倍)、导热性、加工性、焊接性、无 低温脆性(铝在超低温之状态下,无一般碳钢之低温脆 性问题,可适用于低温设备、船舶等。)、无毒性、再 生性。
• 常用铝合金板特性:
• • • • • • • • Al 5052 (Al-Mg锻炼用合金 ): 中强度加工硬化合金,利用度高; 成形加工性、耐蝕性非常好、耐久性好; 主要用于钣金结构成型; Al 6061 (Al - Mg - Si 锻炼用合金 ): 中强度加工硬化合金,利用度高; 加工性、耐蝕性非常好、耐久性好; 成型性稍差;
• B、锌层质量:以g/m2表示板材的双面锌层重量,一般
有150、180、275。
• C、表面处理:
• 铬酸钝化板:L ; • 涂油: Y ; • 铬酸钝化加涂油:LY ;
6、不锈钢板(SUS304,SUS316,SUS410,SUS430)
• A、不锈钢的特征:
◆ 表面美观以及使用可能性多样化 ◆ 耐腐蚀性能好,比普通钢长久耐用 ◆ 耐腐蚀性好 ◆ 强度高,因而薄板使用的可能性大 ◆ 耐高温氧化及强度高,因此能够抗火灾 ◆ 常温加工,即容易塑性加工 ◆ 因为不必表面处理,所以简便、维护简单 ◆ 清洁,光洁度高 ◆ 焊接性能好
2、SPHC 热轧板 材料厚度一般在3mm上, 表面精度稍差。其他特性与冷轧板类 似。
钣金规范
钣焊件制作及验收标准一、依据标准1、依据中华人民共和国国家标准:GB/T706-2008《热轧型钢》。
2、依据中华人民共和国国家标准:GB/T709-2006《热轧钢板和钢带的尺寸、外形、重量及允许偏差》。
3、依据中华人民共和国国家标准:GB/T19804-2005《焊接结构的一般尺寸公差和行为公差》。
二、具体要求(一)钣金件焊前要求1、所有原材料不得低于国家标准的要求,否则不得下料制作。
2、要求焊接型钢不直度不超过2/1000,总弯曲度不大于总长度的0.3%。
3、钣金件焊接前,必须对钢板、型钢进行除锈或抛喷丸处理。
处理后若有不直、不平现象则必须校直、校平后再焊接。
4、特殊工件焊接后喷不到底漆的,喷丸校直、校平后应首先喷涂底漆。
5、在进行焊接前,应根据零件大小、材料厚度、焊缝要求的大小等不同选用粗细规格不等的焊条。
(二)焊接过程的要求1、按图纸、技术、工艺要求制作焊接,因看图纸有误,导致工件焊错,需重新焊割的,该件按次品处理。
2、焊接时,要求该坡口的地方必须坡口,加工周转件没有坡口的、或者焊接型材等,应根据情况用磨光机进行坡口。
需机加工坡口的应进行加工坡口处理。
3、焊接时应保证工件外形尺寸和形位公差,非加工面形位公差按IT15级执行,保证型钢、钢板对接时错位量不超过厚度的2%。
4、焊接时需要代料的,未经技术部门的书面同意,不能代料。
5、焊接时的焊缝严格按图纸要求,该连续焊的连续焊,该断续焊的一定要断续焊。
如图纸没有要求的断续焊尺寸长度,则每间隔150mm焊50mm。
点焊时各焊点距离必须均匀一致。
6、连续焊缝要求平直光滑,不能有明显的高低不平现象,不能有焊穿、焊偏、焊疤、气孔、咬边等现象。
焊缝的焊角以图纸要求为准,无要求的保证焊角为相临件的最小厚度。
7、焊后:每道焊缝应清根处理,清除焊渣,去掉周边毛刺。
8、图纸上要求折弯的零件,没有研究所的书面同意,不得采用焊接方式。
9、钢板在弯、折、卷制作过程中出现的锤击痕迹应予以修复,不得有明显锤窝现象。
钣金工艺及折弯干涉极限尺寸参数汇总
1.1落料1.1.1数控冲落料:数控冲落料,就是利用在数控冲床上的单片机预先输入对钣金零件的加工程序(尺寸,加工路径,加工工具等等信息),使数控冲床采用各种刀具,通过丰富的NC指令可以实现各种各样的冲孔、切边、成形等形式的加工。
数控冲一般不能实现形状太复杂的冲孔和落料。
特点:速度快,价格低。
加工灵活,方便。
基本上能够满足样品下料生产中的需要。
数控冲一般适合冲裁T=3.5~4mm以下的低碳钢、电解板、覆铝锌板、铝板、铜板、T=3mm 以下的不锈钢板,推荐的数控冲床加工的板料厚度为:铝合金板和铜板为0.8~4.0,低碳钢板为0.8~3.5mm,不锈钢板0.8~2.5mm。
对铜板加工变形较大,数控冲加工PC和PVC板,加工边毛刺大。
冲压时用的刀具直径和宽度必须大于料厚,比如Φ1.4的刀具不能冲1.5mm的材料.1.1.2激光切割:激光切割是由电子放电作为供给能源,利用反射镜组聚焦产生激光光束作热源的一种无接触切割技术,利用这种高密度光能来实现对钣金件的打孔及落料。
特点:切割形状多样化,切割速度比线切割快,热影响区小,材料不会变形,切口细,精度及质量高,噪声小,无刀具磨损,无需考虑切割材料的硬度,可加工大型,形状复杂及其它方法难以加工的零件。
但其成本较高,同时会损坏工件的支撑台,而且切割面易沉积氧化膜,难处理。
一般只适合单件和小批量加工。
注意的问题及要求:一般只用于钢板。
铝板及铜板一般不能用,因为材料传热太快,造成切口周围融化,不能保证加工精度及质量。
激光切割端面有一层氧化皮,酸洗不掉,有特殊要求的切割端面要打磨;激光切割密孔变形较大,一般不用激光切割密孔。
1.2钣金件的折弯钣金的折弯,是指改变板材或板件角度的加工。
如将板材弯成V形,U形等。
一般情况下,钣金折弯有两种方法:一种方法是模具折弯,用于结构比较复杂,体积较小、大批量加工的钣金结构;另一种是折弯机折弯,用于加工结构尺寸比较大的或产量不是太大的钣金结构。
钣金折弯计算公式表
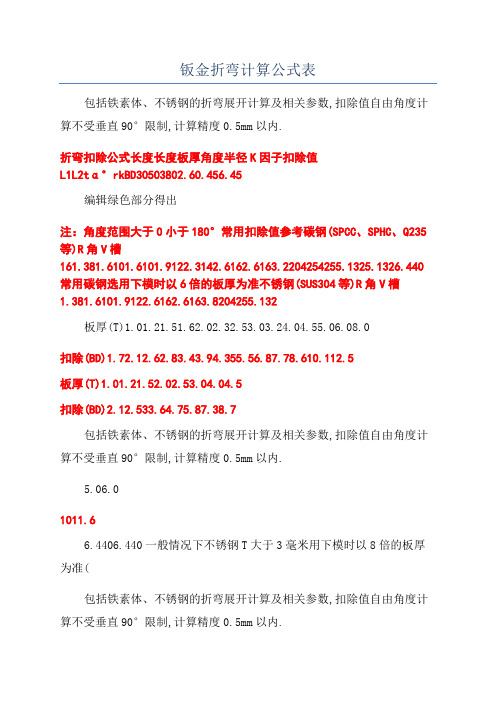
钣金折弯计算公式表包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.折弯扣除公式长度长度板厚角度半径K因子扣除值L1L2tα°rkBD30503802.60.456.45编辑绿色部分得出注:角度范围大于0小于180°常用扣除值参考碳钢(SPCC、SPHC、Q235等)R角V槽161.381.6101.6101.9122.3142.6162.6163.2204254255.1325.1326.440常用碳钢选用下模时以6倍的板厚为准不锈钢(SUS304等)R角V槽1.381.6101.9122.6162.6163.8204255.132板厚(T)1.01.21.51.62.02.32.53.03.24.04.55.06.08.0扣除(BD)1.72.12.62.83.43.94.355.56.87.78.610.112.5板厚(T)1.01.21.52.02.53.04.04.5扣除(BD)2.12.533.64.75.87.38.7包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.5.06.01011.66.4406.440一般情况下不锈钢T大于3毫米用下模时以8倍的板厚为准(包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.算不受垂直90°限制,计算精度0.5mm以内.包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.扣除公式除值参考SPHC、Q235等)K值0.4630.450.460.4320.450.4660.4620.450.450.4650.4270.4570.4340.4 97最低折弯高度(H)4.55.77791011.51212.217.518262733模时以6倍的板厚为准SUS304等)K值0.290.310.3450.4820.360.3880.3850.352K值0.290.310.3450.4820.360.3880.3850.352包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.0.350.350.3340.334下模时以8倍的板厚为准(铁素体不锈钢按碳钢计算)包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.算不受垂直90°限制,计算精度0.5mm以内.包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.包括铁素体、不锈钢的折弯展开计算及相关参数,扣除值自由角度计算不受垂直90°限制,计算精度0.5mm以内.。
钣金常用材料密度表
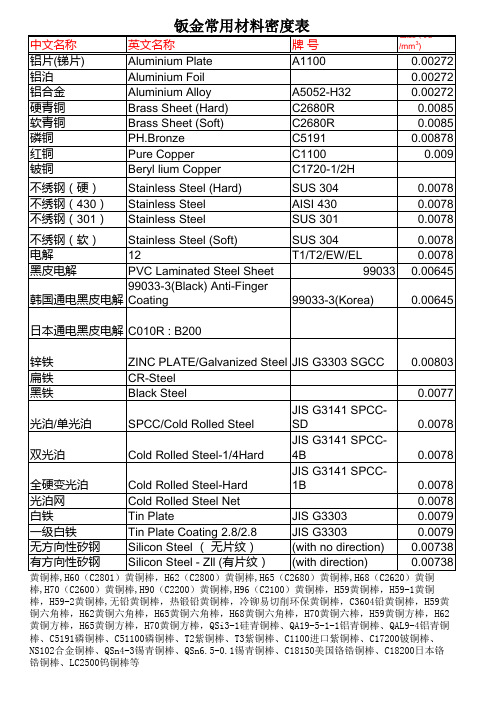
密度(克 /mm3)
0.00272 0.00272 0.00272 0.0085 0.0085 0.00878 0.009 645 0.00645
Stainless Steel (Soft) 12 PVC Laminated Steel Sheet 99033-3(Black) Anti-Finger 韩国通电黑皮电解 Coating 日本通电黑皮电解 C010R : B200 锌铁 扁铁 黑铁 光泊/单光泊 双光泊 全硬变光泊 光泊网 白铁 一级白铁 无方向性矽钢 有方向性矽钢
0.00803 0.0077 0.0078 0.0078 0.0078 0.0078 0.0079 0.0079 0.00738 0.00738
黄铜棒,H60(C2801)黄铜棒,H62(C2800)黄铜棒,H65(C2680)黄铜棒,H68(C2620)黄铜 棒,H70(C2600)黄铜棒,H90(C2200)黄铜棒,H96(C2100)黄铜棒,H59黄铜棒,H59-1黄铜 棒,H59-2黄铜棒,无铅黄铜棒,热锻铅黄铜棒,冷铆易切削环保黄铜棒,C3604铅黄铜棒,H59黄 铜六角棒,H62黄铜六角棒,H65黄铜六角棒,H68黄铜六角棒,H70黄铜六棒,H59黄铜方棒,H62 黄铜方棒,H65黄铜方棒,H70黄铜方棒,QSi3-1硅青铜棒、QA19-5-1-1铝青铜棒、QAL9-4铝青铜 棒、C5191磷铜棒、C51100磷铜棒、T2紫铜棒、T3紫铜棒、C1100进口紫铜棒、C17200铍铜棒、 NS102合金铜棒、QSn4-3锡青铜棒、QSn6.5-0.1锡青铜棒、C18150美国铬锆铜棒、C18200日本铬 锆铜棒、LC2500钨铜棒等
ZINC PLATE/Galvanized Steel JIS G3303 SGCC CR-Steel Black Steel JIS G3141 SPCCSPCC/Cold Rolled Steel SD JIS G3141 SPCCCold Rolled Steel-1/4Hard 4B JIS G3141 SPCCCold Rolled Steel-Hard 1B Cold Rolled Steel Net Tin Plate JIS G3303 Tin Plate Coating 2.8/2.8 JIS G3303 Silicon Steel ( 无片纹) (with no direction) Silicon Steel - Zll (有片纹) (with direction)
钣金常用规格尺寸表
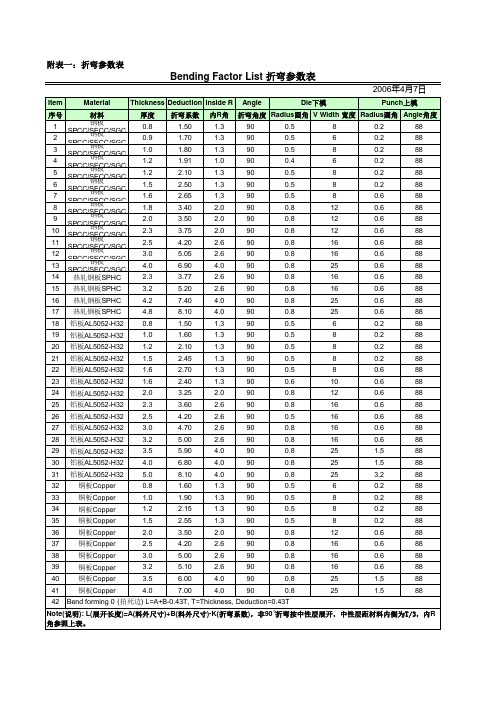
附表一:折弯参数表
Bending Factor List 折弯参数表
V槽为板厚的6-8倍,非90度展开=180度-角度/90度*折弯系数
折弯系数为板厚的1.8倍(铁板),铝板为(1.6倍)
在2mm以下的板材中,K因子为0.432,R=板厚时,展开尺寸能精确到0.05以内
Solidworks 如何设计钣金折弯的K因子(原创)2010-02-04 12:49
一般设计钣金最小内半径r=厚度/2,如果小于这个数,工艺上要开槽解决。
但客户指定的r情况下:用比如客户非要用r4或者r20对应的K因子就不同了。
不管r=多少,对普通Q235钢的K因子可以这样设置
请打开EXCEL用这个公式 K=POWER(内半径/板厚,1/7)*0.41 其他POWER表示某数的乘幂
比如在A1输入板厚"2",A2输入内半径"1",A3输入"=power(a2/a1,1/7)*0.41"
最后会在A3上显示0.371347,这个就是K因子了。
大家注意到0。
41了吗?对不同材料可以用下面的数据。
软黄铜或软铜材料:0.35
半硬铜或黄铜、软钢和铝等材料:0.41
青铜、硬铜、冷轧钢和弹簧钢等材料: 0.45
最后说明:
不同机器折弯的尺寸可能不一样,要更精确的数据要自己根据这个数据的基础上,折几个实物去修正。
钣金用材料介绍-冷轧钢板

品名:冷轧钢板(COLD ROLLING STEEL)
代号:SPCC、CRS (SPCD:抽拉用冷板,SPCE深抽用冷板。
)
硬度:HRB 1/2H=74~89 1/4H=65~80 1/8H=50~71 H=89以上
抗拉强度:28kgf/mm以上。
材料厚度:0.25~3.2mm。
3.2mm以上材料必须订制
材料宽度:最宽5’(1524mm),一般为4’即1219mm或1250mm,可依需要裁切小于1524mm 之任意尺寸。
材料长度:可依需要裁切任意尺寸。
一般为8’即2438mm或2500mm。
材料特性:1、铁灰色光泽,表面易刮伤、生锈,加工时须注意保护并快速转序。
2、适宜做电镀(镀五彩锌、镀白锌、镀镍、镀锡…),烤漆、喷粉…等工件。
比重:7.85。
重量计算:长(m)×宽(m)×厚(mm)×比重=公斤(kg)如:
SPCC2.0×1220×2440重量为:2.0×1.22×2.44×7.85=46.74kg 又如:
SPCC1.0×1000×2000重量为:1×1×2×7.85=15.7kg
注:1、材料厚度一般公差+0,-0.08,亦即板厚2.0mm实测可能只有1.92mm。
2、量测材料厚度应使用测微器(micrometer),不要使用光标卡尺。
3、为防止板材生锈可于加工后在工件表面轻涂防锈油,或以油布覆盖工件。
钣金材料分类和钢材牌
钣金材料分类和钢材牌号 钣金常用材料有:钢板、铝板、不锈钢板及铜板;其中铜板一般仅用于电气连接铜排,基本不用于结构件。
一、钢板(包括带钢)的分类:1、按厚度分类:(1)薄板(2)中板(3)厚板(4)特厚板2、按生产方法分类:(1)热轧钢板(2)冷轧钢板3、按表面特征分类:(1)镀锌板(热镀锌板、电镀锌板)(2)镀锡板(3)复合钢板(4)彩色涂层钢板 4、按用途分类:(1)桥梁钢板(2)锅炉钢板(3)造船钢板(4)装钢板(5)汽车钢板(6)屋面钢板(7)结构钢板(8)电工钢板(硅钢片)(9)弹簧钢板(10)其他二、普通及机械结构用钢板中常见的日本牌号1、日本钢材(JIS系列)的牌号中普通结构钢主要由三部分组成:第一部分表示材质,如:S(Steel)表示钢,F(Ferrum)表示铁;第二部分表示不同的形状、种类、用途,如P(Plate)表示板,T(Tube)表示管,K(Kogu)表示工具;第三部分表示特征数字,一般为最低抗拉强度。
如:SS400——第一个S表示钢(Steel),第二个S表示“结构”(Structure),400为下限抗拉强度400MPa,整体表示抗拉强度为400 MPa的普通结构钢。
2、SPHC——首位S为钢Steel的缩写,P为板Plate的缩写,H为热Heat的缩写,C商业Commercial的缩写,整体表示一般用热轧钢板及钢带。
3、SPHD——表示冲压用热轧钢板及钢带。
4、SPHE——表示深冲用热轧钢板及钢带。
5、SPCC——表示一般用冷轧碳素钢薄板及钢带,相当于中国Q195-215A牌号。
其中第三个字母C为冷Cold的缩写。
需保证抗拉试验时,在牌号末尾加T为SPCCT。
6、SPCD——表示冲压用冷轧碳素钢薄板及钢带,相当于中国08AL(13237)优质碳素结构钢。
7、SPCE——表示深冲用冷轧碳素钢薄板及钢带,相当于中国08AL(5213)深冲钢。
需保证非时效性时,在牌号末尾加N为SPCEN。
常用钣金件材料规格及参数

(GB/T 38802006)
QQ-A-250/5(5CG008BB004) ASTMB209/AMS4037 BE TUSON QQ-A-250/4 中厚板 QQ-A-225/6 ASTMB211/AMS4120 冷拔棒
QQ-A-200/3 ASTMB211/AMS4165 挤压棒
1.钝铝板:代号以1开头,
如120ห้องสมุดไป่ตู้ 1050(焊接性能
好)
2.5052:力学性能好,可
折弯、冲压
3.锻铝:6061 6063不可 容易划伤,过
折弯,耐蚀性好
程中注意保护
4.硬铝:2024 机加性好
需求参数请参考铝 及合金材料手册 AMS-QQ-A-250/11 /AM4027 /FED-QQ-A-250/11 材料等同
BE TUSON AMS5510 5PB001AY005 T=3.2
SUS430
不锈铁 SUS430
x10crni18-8-c1700 不锈钢
x10crni18-8-c1500 不锈钢
200 HV 以下
wnc
520HV
wnc
470HV
wnc
1700(MPA) 拉伸强度 1500(MPA) 拉伸强度
x10crni18-8-at x12crni177-k1 x12crni177-k1
序 材料 号
类别
统一代号
名称
行业及 客户代号
参考硬度
常使用客 户
标准
客户
中国
其他
材料特性及用途
物理性能
注意事项
材料规格
比重
备注
SUS302 SUS303