冷轧硅钢片涂层绝缘性
无取向硅钢涂层的现状及发展趋势

姜福健,硕士,工程师,2007年毕业于哈尔滨工业大学化学工程与工艺专业。
E-mail :****************。
无取向硅钢涂层的现状及发展趋势姜福健1,李元华2,高振宇1,张本尊2,王铁2,吴明2,李浩2(1.鞍钢集团钢铁研究院,辽宁鞍山114009;2.鞍钢股份有限公司冷轧硅钢厂,辽宁鞍山114021)摘要:概述了无取向硅钢涂层的类型和现状,介绍了不同类型涂层的性能、优缺点和应用领域。
提出了多个种类、不同用途、性能各异的高功能化的环保涂层是无取向硅钢涂层的发展趋势。
关键词:无取向硅钢;涂层;环保中图分类号:TG142文献标识码:A文章编号:1006-4613(2021)02-0009-04Current Situation and Development Trend ofNon-oriented Silicon Steel CoatingsJiang Fujian 1,Li Yuanhua 2,Gao Zhenyu 1,Zhang Benzun 2,Wang Tie 2,Wu Ming 2,Li Hao 2(1.Ansteel Iron &Steel Research Institutes ,Anshan 114009,Liaoning ,China ;2.Cold Rolled Silicon Steel Mill of Angang Steel Co.,Ltd.,Anshan 114021,Liaoning ,China )Abstract :The types and current situation of non -oriented silicon steel coatings weresummarized.The properties,advantages,disadvantages and application fields of different coati -ngs were introduced.The development trend of non-oriented silicon steel coatings with multiple types,different uses,and different properties of high-functional environmental protection coatingswas proposed.Key words :non-oriented silicon steel;coating;environmental protection无取向硅钢具有优异的电磁性能,是一种重要的节能金属功能材料,主要用作各类电机和小型变压器的铁心[1]。
硅钢产品知识

M15_24G,M15_26G,M19_24G,M19_26G,M19_29,M22_24G,M22_26G,M22_29G等等,这些牌号都是美国标准。
4.永磁体选择国产牌号
4.1铁氧体永磁体牌号:Y10T,Y15,Y15H,Y20,Y20H等等类似牌号都是的。
4.2稀土钴永磁体牌号:XG112/96,XG128/120,XG144/120等等类似牌号。
3~8
灰白
—
不宜退火
主要生产厂家
1.武汉钢铁股份有限公司
2.宝山钢铁股份有限公司
3.鞍钢股份有限公司
4.太钢不锈钢股份有限公司
5.马鞍山钢铁股份有限公司
6.湖南华菱涟源钢铁股份有限公司
7.通化钢铁股份有限公司
8.本钢板材股份有限公司
9.首钢迁安钢铁股份有限责任公司
10.河北钢铁
11.中冶南方(新余)冷轧新材料有限公司
钢种
硅钢
定义
电工硅钢薄板俗称矽钢片或硅钢片。顾名思义,它是含硅高达0.5%~4.8%的电工硅钢,经热、冷轧制成。一般厚度在1mm以下,故称薄板。硅钢片广义讲属板材类,由于它的特殊用途而独立成一分支。
图片
分类
硅钢的种类:
1.按轧制工艺划分:热轧硅钢、冷轧硅钢
2.按硅含量划分(针对热轧硅钢):低硅(Si≤2.8%)、高硅(2.8%<Si≤4.8%)
0.8~1.2
浅绿
>15
(GB2522-2007)
750
NGO半有机薄涂层
(HW)
0.8~1.2
透明
>20
(GB2522-2007)
750
NGO水溶性涂层(C5)
0.5~4
灰白
冷轧硅钢片涂层绝缘性

冷轧硅钢片涂层绝缘性冷轧硅钢片涂层绝缘性降低电能耗是当今世界工业面临的重大任务,因此,对具有非常低的铁损和高磁导率的高效铁芯材料的需求日益迫切。
无取向电工钢是广泛用作旋转机器和静电机器的铁芯材料,另外,随着电机单容量的不断增加,为了减少电工钢涡流损失,提高其电磁性能,就需要在其表面覆具有一定张力薄而且均匀的绝缘学涂层。
涂层作为一种改善材料性能的有力手段正日益受到大力推崇。
在制造电机、家用电器和变压器铁芯时,需要将电工钢板冲剪成铁芯形状的胚料,通过氩弧焊和热铸铝将叠好的预定数量的芯片边缘固定。
因此,电工钢表面涂层不仅需要具有良好的绝缘性和较高的层间电阻,而且还必须同时具有好的冲剪加工性、附着性、焊接性、耐油性、能经受消除应力退火和600 ℃注铝温度。
冷轧无取向电工钢表面涂层主要包括:无机涂层、有机涂层、半无机涂层3大类。
总的发展趋势是:有机涂层被逐渐淘汰,无机涂层将逐步取代半无机涂层。
但是,由于无机涂层本身性质和各方面的条件制约,目前,国际上电工钢制造厂商通常使用较多的仍然是半无机涂层。
一、有机涂层中国的电工钢表面涂层研究起步较晚,落后于世界先进水平。
电机、变压器的生产厂商仍采用有机电工钢涂层,在很大程度上影响了中国机电设备在国际市场上的竞争能力。
化学工业的发展为电工钢表面涂层技术的进步提供了广阔的前景。
中国国内有机涂层经历了早期的沥青天漆1611#,进而发展到环氧的酚醛漆9162#,目前,应用最多的是二甲苯改性醇酸漆9163#。
尽管涂覆这些有机漆后形成的有机涂层成膜性能良好,具有较好冲剪加工性,但是也存在着许多不可克服的缺点,比如:(1)涂层厚(10~15μm),焊接性差,铁芯叠装系数低(92%)。
(2)涂层热收缩性大,铁芯易松动,尺寸稳定性差。
(3)涂层硬度低(一般在0.9左右),有机溶剂毒性大,价格高,易造成浪费和环境污染,影响操作工人的身体健康。
(4)层间电阻随运行逐渐降低,若遇到铁芯局部过热,易发生碳化,耐热性差。
硅钢片标准

硅钢片国家标准(GB11255-89)冷轧晶粒取向、无取向磁性钢带1、范围本标准规定了晶粒取向、无取向磁性钢带(片)的牌号、磁特性、尺寸、外形、力学性能、工艺特性和检验方法等。
本标准适用于磁路结构中使用的、带有绝缘涂层的全工艺冷轧取向和无取向磁性钢带(片)。
2、引用标准下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会修订,使用本标准和各方应探讨使用下列标准最新版本的可能性。
GB/T228-87 金属拉伸试验方法GB/T235-88 金属反复弯曲试验方法(厚度等于或小于3mm薄板及带材)GB/T247-87 钢板和钢带验收、包装、标志及质量证明书的一般规定GB/T2522-88 电工钢片(带)层间电阻、涂层附着性、迭装系数测试方法GB/T3076-82 金属薄板(带)拉伸试验方法GB/T3655-92 电工钢片(带)磁、电和物理性能测量方法GB/T6397-86 金属拉伸试验试样GB/T13789-92 单片电工钢片(带)磁性能测量方法3、定义和牌号表示方法3.1定义3.1.1标准比总铁损当磁感应强度随时间按正弦规律变化,其峰值为某一标定值,变化频率为某一标定频率时,单位质量的铁芯在温度20℃时所有消耗的功率定为标准比总铁损(简称标准铁损或铁损),单位为W/kg3.1.2标准磁感应强度温度为20℃,铁芯试样从退磁状态,在标定频率下磁感应强度按正弦规律变化,当交流磁场的峰值达到某一标定值时,铁芯试样磁感的峰值为标准磁感强度(简称磁感应强度或磁感),单位为T3.1.3弯曲次数弯曲次数是用肉眼观察到基体金属上第一次出现裂纹前反复弯曲的次数,它代表了材料的延展性。
3.2牌号表示方法4、分类本标准中的磁性钢带(片)分为取向和无取向两大类,每类按最大铁损和材料的公称厚度分成不同牌号。
5、技术要求5.1磁特性5.1.1磁感取向钢在800A/m交变磁场(峰值),频率为50HZ时,规定的最小磁感值B800(峰值)应符合表1的规定无取向钢在5000A/m交变磁场(峰值),频率为50HZ时,规定的最小磁感值B5000(峰值)应符合表2的规定5.1.2铁损取向钢在磁感为1.7T、频率为50HZ时,规定的最大铁损P1.7应符合表1的规定。
硅钢片每片之间的绝缘作用Word版

硅钢片每片之间的绝缘1、硅钢片本身也是导电体,在交流磁通的作用下,在铁心内也产生了感应电流。
这是无法避免的。
2、如果,铁心是一个整体,相当于是一个面积很大的导体,电路又短,其电阻值非常的小,虽然感应的电压并不高,但电流却很大。
这样产生了极大的涡流(环流)损耗。
严重时,会将铁心发热局部熔化,俗称为铁心“失火”。
3、每片之间涂了绝缘漆之后,使铁心在产生的那个截面,被分割成很多的小截面的导体。
这样其电阻就变大了。
所以涂了漆的铁心,虽然也存在涡流损耗(属于铁耗的一部分),但也小了很多很多。
4、因此,硅钢片越薄,其损耗就越小。
通常情况下,冷轧硅钢片表面的绝缘漆,在出厂前已经涂好。
我们只要不去损坏他就可以不用再涂漆了。
目前使用的绝缘涂层有两种:一是磷酸一铬酸系涂层,涂层液为深橙黄色的透明液,使用温度为70~80℃,层间电阻为5~50Ω•cm2/片;另一种是树脂和铬酸系涂层,涂层液为乳黄色黏液,使用温度小于30℃,层间电阻与前一种相同漆膜厚度及绝缘电阻的要求是:(1)涂一遍漆:8000kVA及以下,电压35kV及以下,双面漆腊厚度0.01-0.015mm,绝缘电阻为10Ωcm2/片。
(2)涂两遍漆:8000~31500kVA,110kV及以下,双面漆膜厚度0.015~0.02mm,绝缘电阻为15Ωcm2/片。
(3)涂三遍漆:大于31500kVA,电压高于110kV,双面漆膜厚度0.02-0.025mm,绝缘电阻为20Ωcm2/片。
(硅钢片漆膜的绝缘电阻是否越大越好?答:否。
因为铁心对地应是通路(用500V摇表测量上铁轭最宽处与有接地片的上夹件应是通路)。
如漆腊绝缘电阻太大,有可能造成铁心不能整个接地。
)P1641-W F级水溶性硅钢片漆一、产品说明该漆是由水溶性酚醛树脂、偶联剂、水等混合而成,产品为F级绝缘材料。
具有高温(300-350℃)快干、可在硅钢片表面形成牢固、耐水、耐油的漆膜。
无有害气体挥发,对操作者的身体无害。
硅钢片涂层表面绝缘电阻测试方案

硅钢片涂层表面绝缘电阻测试装置1 立题依据、科学意义及创新特色1.1 背景分析及立题依据从1973年到20世纪末,世界终端能源消费总量增长了48.8%,其中电力的比重增加了58.8%。
在中国,新能源仍是辅助能源,目前我国单位GDP和发达国家相比,1美元GDP产出所耗电能是美国的2.29倍,是德国的4.18倍,所以电力节能有相当可观的潜力。
电动机作为耗用电能的产品广泛应用于工业、商业、公共设施和家电等各个领域。
电动机用电量占工业总用电量2/3左右,约占总用电量的50%,提高电动机效率水平对降低电能消耗和节省能源具有重要意义。
硅钢被广泛用作电机及中小型变压器铁芯的原材料,在全球减少能源浪费,提高能源利用率的浪潮中扮演着重要角色。
硅钢俗称矽钢片或硅钢片,是电力、电子和军事工业不可或缺的含碳极低的硅铁软磁合金,亦是产量最大的金属功能材料,其产量约占世界钢材产量的1%,它是含硅0.8%-4.8%的硅铁合金,经热、冷轧成厚度在1mm以下的硅钢薄板。
加入硅可提高铁的电阻率和最大磁导率,降低矫顽力、铁芯损耗(铁损)和磁时效,主要用作各种电机、发电机和变压器的铁芯。
对硅钢性能的要求主要是:①铁损低,这是硅钢片质量的最重要指标。
各国都根据铁损值划分牌号,铁损愈低,牌号愈高。
②表面绝缘膜的附着性和焊接性良好,能防蚀和改善冲片性。
③表面光滑、平整和厚度均匀,可以提高铁芯的填充系数。
④冲片性好,对制造微型、小型电动机更为重要。
⑤较强磁场下磁感应强度(磁感)高,这使电机和变压器的铁芯体积与重量减小,节约硅钢片、铜线和绝缘材料等。
⑥基本无磁时效。
涂层是硅钢片很重要的品质项目。
硅钢片表面经化学涂层处理,而附着一层薄膜,可提供绝缘、防锈和润滑的功能。
绝缘性防止铁芯叠片间发生短路而增大涡流损耗,提高其电磁性能;防锈性避免钢片在加工、储藏过程中生锈;润滑性可改善硅钢片的冲片性及提升模具的寿命。
因此,硅钢表面涂层需要具有良好的绝缘性和较高的层间电阻,而涂层作为一种改善材料性能的有力手段正日益受到大力推崇。
硅钢片表面涂层绝缘电阻检测仪

硅钢片表面涂层绝缘电阻检测仪作者:刘侃姬红生来源:《科技风》2018年第25期摘要:本文介绍一款以ARMstm32f107处理器为系统核心,检测硅钢片表面涂层绝缘电阻系数。
利用抽样检测法检测硅钢片出厂的合格率,作为该厂家生产的硅钢片是否达到国家标准的判断依据之一。
涂层检测合格率是硅钢片检测标准之一。
涂层绝缘性达不到要求将直接影响相关电气产品,例如电机和变压器的效率,铁芯的涡流损耗等。
硅钢片表面绝缘电阻检测仪的开发就是为了方便人们使用它测量涂层的绝缘电阻系数,使用它的专业软件可以批量管理检测数据。
检测仪主要由三个部分组成:(1)硬件部分:本系统以ARMstm32处理器作为核心,外围由供电电源模块、模数转换模块、机械控制、系统通信、数控电源电路、继电器驱动电路和数据采集电路等组成。
(2)软件部分:主要是控制机械动力装置;主动切换十路测量电路;同时还需提供数控电源、采集数据及系统通信等。
(3)上位机部分:检测仪需要数据显示、运算、存储和打印等功能。
借助LabView软件,可以实现上述功能。
关键词:ARMSTM32F107处理器;硅钢片;表面涂层电阻中国是一个能源消费大国。
由于人口多、能源分布不均匀的原因,将一次能源转为二次能源,然后输送给能源极度缺乏的东部地区,其中采用电力输送是一种常见方式。
中国雾霾污染严重,其中产生因素有工业废气排放,汽车尾气,城市火电厂等。
为建设美丽中国,治理环境更是当务之急,其中大力发展新能源,减少化石燃料的使用为其中一种源头治理方式。
大力電力新能源汽车为我国的大趋势。
充电,变电和电机的安全,稳定和效率需要完善和发展,硅钢作为原材料需要进一步发展。
1 国内研究现状及发展趋势在2007年,国家对电工钢产业市场制定统一标准,出台了GBT 25222007国家标准,这是我国在这一领域的第二部国家标准,第一部在1988年发布,为电力和电机发展提供了高标准的原材料,同时这也是一项综合标准,即《电工钢片(带)表面绝缘电阻、涂层附着性测试方法的研究》。
硅钢的产品特点
硅钢的产品特点产品特点电磁性能:铁损低,磁感高,特别是HiB钢的铁损更低、磁感更高,达到国际先进水平。
厚度精度:纵向厚度差和横向厚度差小,叠装系数高。
绝缘涂层:色泽均匀、绝缘性好、附着性强、耐热性高、加工性好及防蚀优良。
有多种绝缘涂层可供选择。
产品通过SGS认证,符合现有国内外各种环保法规的要求。
加工性能:容易冲切,冲片尺寸精度高。
表面质量:表面光滑,没有妨碍使用的锈蚀、轧痕、孔洞、重皮、折印、气泡、分层等缺陷。
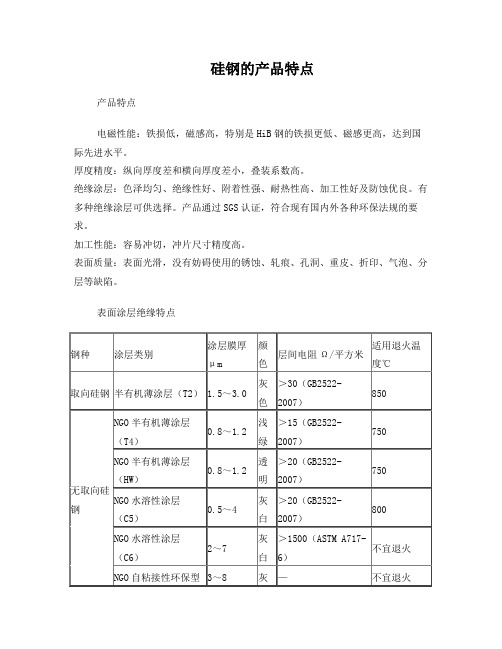
表面涂层绝缘特点注意事项冷轧硅钢带(片)在冲、剪和弯曲加工等过程中,产生机械应力和应变,导致磁性恶化,恶化程度随冲切宽度减窄而明显增大。
如冲切铁芯宽度由30mm减为3mm时,铁损可增大40%左右。
因此冷轧取向硅钢带(片)和小型、微型电机铁芯,冲剪弯曲加工后,必须采用消除应力退火,以消除机械应力和应变,恢复材料原有的磁性。
现将消除应力退火有关事项介绍如下:退火温度:退火温度不宜选得太高,以能恢复到原有磁性水平为限。
退火温度偏高,固然可以进一步改善磁性,但相应会影响绝缘涂层或使叠片粘结。
取向硅钢带(片)一般选用800±10℃;无取向硅带(片)选用700~750℃。
退火时间:退火时间是指炉温达到设定退火温度后的保温时间,一般为铁芯工件均匀热透所需时间。
实际退火时间视退火方式、退火炉型、装炉量、装炉方式以及铁芯尺寸等因素而定。
为了防止加热和冷却过程中,由于热应力导致叠片变形,必须适当控制加热速度和冷却速度。
加热方式最好选用从叠片侧面加热,冷却速度视装炉量而定,数吨以内时,应低于30℃/小时;装炉量更大时,还应更低些。
退火气氛:退火气氛的选择以叠片不氧化、不渗碳和钢带(片)表面绝缘涂层无明显恶化为原则。
最好选用含氢2~10%的氮氢混合气体,加入少量的氢可使叠片不氧化。
保护气氛露点应在0℃以下。
严防渗碳和氧化:武钢生产的冷轧硅钢带(片),含碳量小于0.0025%。
因此在消除应力退火时,必须严防渗碳,以免恶化磁性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冷轧硅钢片涂层绝缘性
降低电能耗是当今世界工业面临的重大任务,因此,对具有非常低的铁损和高磁导率的高效铁芯材料的需求日益迫切。
无取向电工钢是广泛用作旋转机器和静电机器的铁芯材料,另外,随着电机单容量的不断增加,为了减少电工钢涡流损失,提高其电磁性能,就需要在其表面覆具有一定张力薄而且均匀的绝缘学涂层。
涂层作为一种改善材料性能的有力手段正日益受到大力推崇。
在制造电机、家用电器和变压器铁芯时,需要将电工钢板冲剪成铁芯形状的胚料,通过氩弧焊和热铸铝将叠好的预定数量的芯片边缘固定。
因此,电工钢表面涂层不仅需要具有良好的绝缘性和较高的层间电阻,而且还必须同时具有好的冲剪加工性、附着性、焊接性、耐油性、能经受消除应力退火和600 ℃注铝温度。
冷轧无取向电工钢表面涂层主要包括:无机涂层、有机涂层、半无机涂层3大类。
总的发展趋势是:有机涂层被逐渐淘汰,无机涂层将逐步取代半无机涂层。
但是,由于无机涂层本身性质和各方面的条件制约,目前,国际上电工钢制造厂商通常使用较多的仍然是半无机涂层。
一、有机涂层
中国的电工钢表面涂层研究起步较晚,落后于世界先进水平。
电机、变压器的生产厂商仍采用有机电工钢涂层,在很大程度上影响了中国机电设备在国际市场上的竞争能力。
化学工业的发展为电工钢表面涂层技术的进步提供了广阔的前景。
中国国内有机涂层经历了早期的沥青天漆1611#,进而发展到环氧的酚醛漆9162#,目前,应用最多的是二甲苯改性醇酸漆9163#。
尽管涂覆这些有机漆后形成的有机涂层成膜性能良好,具有较好冲剪加工性,但是也存在着许多不可克服的缺点,比如:
(1)涂层厚(10~15μm),焊接性差,铁芯叠装系数低(92%)。
(2)涂层热收缩性大,铁芯易松动,尺寸稳定性差。
(3)涂层硬度低(一般在0.9左右),有机溶剂毒性大,价格高,易造成浪费和环境污染,影响操作工人的身体健康。
(4)层间电阻随运行逐渐降低,若遇到铁芯局部过热,易发生碳化,耐热性差。
目前,世界各大电工钢生产厂商的表面涂层技术都向无机或半无机方向发展。
无机涂层具有优异的耐热性,绝缘性和焊接性,但冲剪加工性、附着性差。
而半无机涂层则是将有机物质加入到无机涂料中来改善冲剪加工性、附着性,同时,通过控制有机物质含量得到好的耐热性和焊接性。
这种涂层具有涂膜硬度高,热收缩性小,尺寸稳定性好,耐热性好,水为溶剂,环保无污染。
二、无机涂层
在成品电工钢板上涂覆一层薄的绝缘材料,较善遍应用的是:水玻璃、滑石、氧化镁、硼砂、磷酸盐、铬酸盐等。
其中无机磷酸盐类涂料是主要品种。
无机磷酸盐类可以为涂层提供优良的表面电阻率和耐热性。
但是,在冲剪叠片时会对冲膜造成过分的磨损,而且不易和电工钢板产生良好的附着性。
美国专利2 753 203报道了一种含有7%~50%游离酸的磷酸溶液,多达150质量份的胶体二氧化硅和多达25质量份的铬酸酐溶液,这种混合液可用于电工钢表面形成无机绝缘涂层。
三、半无机涂层
我们知道使用含有机树脂的无机绝缘涂层能为固化的涂层提供润滑性,从而降低在冲剪电工钢时模具有磨损速度。
即可将磷酸盐、铬酸盐无机溶液与有机树脂溶液相混合。
美国专利2 793 073 披露了一种用于涂覆电工钢的绝缘涂层。
涂层的有机部分是由选自丙烯酸树脂或共聚物,无水马来酸、聚乙烯醇缩醛、氨基树脂、木素磺酸钙、酚醛树脂、醋酸乙烯酯、氯乙烯和环氧树脂的一种或多种。
可以添加粒度大于2μm的有机颗粒物质,例如:酚醛树脂,三聚氰胺树脂等来提供表面不平度,以获得良好的焊接性,涂层的无机部分可以包括磷酸类物质或铬酸类物质中一种或多种。
磷酸类物质可包括钙、镁、锌的一种磷酸盐,以及二氧化钛、胶钵二氧化硅、氧化铝和硼酸。
铬酸类物质可包括钙、镁、锌的一种重铬酸盐,以及二氧化钛,胶体氧化铝和一种有机还原剂。
这种用半无机涂层涂覆的电工钢具有良好的冲剪加工性和防腐性。
但是,在焊接加工过程中树脂挥发可产生过多的气孔,为了使此过程中因树脂的挥发而产生的焊接气孔降至最少,需在磷酸盐、铬酸盐绝涂料中加入颗粒,但在冲剪加工过程中还会有粉化现象。
再者,由于这类涂层含有可溶性六价铬成铬酸盐,因而,在涂层的涂覆、涂覆钢板的加工、使用和废涂层液的处置过程中会产生安全和价昂的环境污染方面的问题。
所以现在特别需要研制一种用于冷轧无取向电工钢的环保型半无机红外绝缘涂层。
这种环保型涂层能提供良好的表面电阻率,使层间功率损耗降至最小,有良好的抗水蒸汽吸收能力,能提供与钢板表面优良的附着性,在从钢板冲剪制叠片的过程中所造成的模具磨损最小,在叠片冲压过程不产生过量的粉化或不在冲压设备上造成涂料的堆积,能承受应力退火和降碳处理,并且不产生过多的焊接气孔,能与制造铁芯时所使用的各种化学药品及树脂相容。
并且,不含有可溶性六价铬或铬酸盐,以避免对环境的污染和电工钢加工,使用过程中对操作工人身体的损害。
特别是要得到与含铬的半无机涂层等同的耐腐蚀性,冲剪性和耐退火性。
新日铁公司,阿姆科公司为了克服含铬半无机涂层的缺点,发明了不含铬的环保型涂层。
即:无机溶液磷酸铝(氢氧化铝等化合物和磷酸反应的产物)/100份此溶液的Al2O3/H3PO4的物质的量比为0.13~0.3。
小于0.13,游离磷酸多,烘烤干燥为吸湿性不好;大于0.3时,磷酸铝本身不稳定,易从溶液中析出。
多达6~50份的有机树脂,有机树脂在丙烯酸、苯乙烯、醋酸乙烯、聚乙烯、聚丙烯、聚酰胺、聚碳酸酯、三聚氰胺、环氧树脂中选用一种或两种以上,这些物质的聚合体,交联体都可使用,还可根据需要添加三氧化二铝、二氧化钛等物质,亚磷酸、硅酸钠等玻璃化剂和其它无机物添加剂,以确保耐高温性、绝缘性。
将配制好的半无机溶液,用带槽的涂辊在退火线上控制涂覆量进行涂布烘烤干燥。
电工钢表面上形成的绝缘涂层重量适宜范围为0.5~4.0g/m2之间,重量小于0.5g/m2时,冲剪性得不到保证;重量大小4.0g/m2时,在消除应力退火期间绝缘涂层有被剥离的危险。
最佳使用范围在1.0~2.5g/m2之间,在此范围内可得到涂层性能优良,外观光洁的涂膜。
四、结论
(1)冷轧无取向电工钢表面涂层包括有机涂层、无机涂层和半无机涂层3大类。