武藏、ASM点胶机300DS机械手的操作及编程
点胶机编程步骤【干货经验】
点胶机编程步骤【干货经验】点胶机编程步骤内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.点胶机编程方式分为两种,一种是采用手持教导盒的方式进行编程控制出胶路径;一种是通过工控机进行编程控制出胶路径。
任务加工界面有可输入选择的单点、直线、弧线、圆形等不规则曲线,编程的过程中,可直接调用应用。
工控机和手持教导盒都能够导入CAD文件的图形。
主程序设置方式:1.设置通道数值范围在:100-999数据之间;2.选择主菜单“CH”点击进入,输入上步通道设置的数值(必须保持一致);3.首先设置绝对PTP(ABS代表绝对),设置X、Y具体数值;4.切换成INC(INC代表相对坐标),先设置下胶位置;5.设置(子程序)通道数值,选择为“100以上的数字”;6.选择输入数值为“3”,就是重复3次操作点胶;7.归零,也可以输入下一排划胶的相对坐标数值。
8.完成主程序编辑。
展开程序设置步骤:1.设置:CH通道1-99数据之间。
2.选择主菜单“CH”点全自动点胶机操作步骤,输入上步通道设置的数值(必须保持一致);3.首先设置绝对PTP(ABS代表绝对),设置X、Y、Z具体数值;4.呼叫(主程序数据)5.设置间距(选择PTP、切换INC(代表相对坐标)6.设置复制(路数、复制数据)7.呼叫(主程序数据)8.设置PTP原点坐标(X:70、Y:40、Z:40)9.完成程序编辑,开始生产.操作基本指令Move:PTP移动(0) Time:时间(1)CH.CALL:频道呼出(2)PTP speed:PTP速度设置(3)REPEAT:反复实行(4)JUMP:步骤跳跃CPLINE:直、圆孤、圆插入的位置(6)OUT:输出、结束(7)OFFSET:坐标变换(8)INJUMP:条件跳跃(9)RETURN:回归零(10)SET VAR:把坐标值写入变数内(11)Z:Z轴的移动(15)PTP SPEED:Z轴移动速度(16)内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
机械手操作及编程
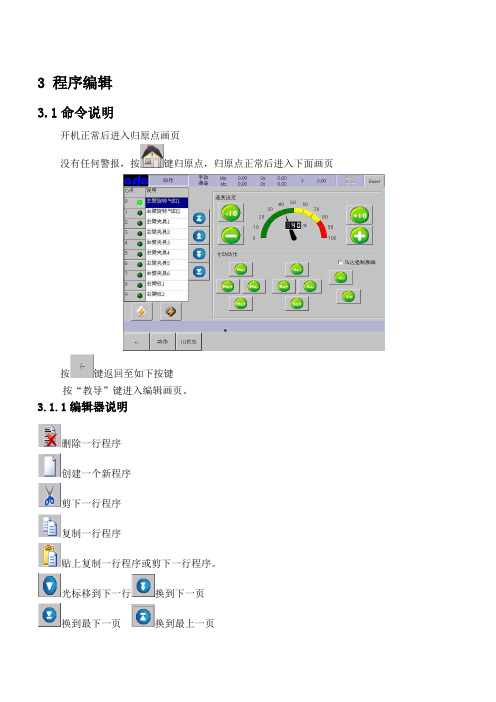
3 程序编辑3.1命令说明开机正常后进入归原点画页没有任何警报,按键归原点,归原点正常后进入下面画页按键返回至如下按键按“教导”键进入编辑画页。
3.1.1编辑器说明删除一行程序创建一个新程序剪下一行程序复制一行程序贴上复制一行程序或剪下一行程序。
光标移到下一行换到下一页换到最下一页换到最上一页光标移到上一行换到上一页把程序内容显示扩大编辑各功能键说明3.1.2教导指令1)直线(轴直线运动操作)按键进入各轴直线运动操作。
轴操作有两种方式,第一、直接通过数字键盘输入各轴位置;第二、通过右边各轴寸动键操作到所需位置,按左边“MX”等一个键把当前位置设到对画框内。
如果要全部设入,按键。
当通过数字键盘输入各轴位置时,一定要注意所设定值是否安全。
2)速度按键进入速度设定。
3)计时按键进入延时功能设定。
4)一般I/O按键进入侧姿回正等选择。
5)成型I/O按键进入成型相关条件设定。
6)治具I/O按键进入治具相关功能设定。
7)周边I/O按键进入周边相关功能设定。
8)回圈按键进入循环功能设定。
9)跳跃按键进入跳转功能设定。
10) 停止按键进入程序完成设定。
11)宏按键进入调用已经编好的子程序。
编号为0~99共100个。
12)堆叠按键进入装箱取物功能设定。
编号为0~3共4个。
13)运算按键进入相关功能设定。
此功能在高阶编程内做详细说明。
为变数。
3.1.3编辑新程序1)程序保存归完原点后进入如下操作页面点击按钮,屏幕下方显示如下菜单单击,进入教导画面点击档案按钮进入如下画面在此页点击按钮,切换到如下画面点击模具编号空白框,弹出输入键盘如下输入模具编号,点击,再点击保存按钮。
在此画面中可以根据模具产品功能需要,编辑各式程序。
下面进入正式教导阶段:2)速度按键进入如下画面点击空白框,弹出输入键盘,输入速度值,点击,输入完毕,返回以上画面,点击,进入如下画面此速度为在下一速度设定前直线运动时各轴的运动速度,如果以下程序中没有再设定其它速度,整个程序中轴运动都以此速度运行。
015A0 MUSASHI 300S点胶机操作指导书

MUSASHI 300S点胶机操作指导书1.0 操作流程1.1 机器调试1.1.1 开机开启气源,开启电源;气压显示在170-175Mpa,POWER 电源显示红色。
图一点胶机开机画面1.1.2 复位a) 根据画面提示,先按RETURN,然后再按RESET,此时画面跳到主画面。
b) 对机台复位,也是按RESTE,机台自动复位。
图二机台复位1.1.3 点胶阀的安装a) 阀的主要组成部分:挤胶针,阀体,进胶部件,出胶部件,及陶瓷柱体与叠圈。
b) 将陶瓷柱体装入阀体中,原则是陶瓷柱体有数字对应阀体有数字的一面。
c) 将直径大的陶瓷叠圈装入阀体,如图三所示。
图三陶瓷叠圈和柱体装入阀体d) 然后将进胶部件对应阀体装上,用螺丝锁好。
e) 再将出胶部件和陶瓷叠片装入阀体上,如图四所示图四出胶部件装上f) 将两个黑色皮圈放入阀体中,盖上L型片,再装上挤胶针。
g) 最后对应机台上的装阀位置,装上机台,锁好螺丝。
图五机台对应阀的位置h) 调整左上角的螺母,轻轻的将其放下,完全下到底部,并锁好螺母。
图六调整左上螺母i) 将挤胶针往上拉到一定高度,套上套筒,并锁好螺丝。
这样就完成了装阀流程。
1.1.4 调胶量a) 在点胶的主画面,按CHANGE按钮跳到“Parameter”画面,按“SE T”跳到DIS VOLUME 画面,输入胶量数值;b) 再按SET,调点胶时间是“0.08S”;c) 再按SET,调DIS ACCEL 为0.04S;d) 再按SET,调点胶次数,原则是假如一次抽胶的最多能点89次,设置点胶次数是84次左右,意思就是在点最多次数的基础上减去5次。
1.1.5 排胶在主画面,按两次CHANGE,跳到“washing setup”画面,点击AIR ON/OFF,进行排胶作业。
图七排胶画面1.1.6 调校点胶位置a) 机台上左右两边各放一条支架,机台先按“RESET”;复位成功后,再按START,当针头停到支架上方准备点胶的位置,按STOP。
点胶机操作说明书

一﹑面板介紹﹕1 2 3 4 5 6 7 8 9 101.儲膠罐:用于儲存凡立水及壓力調整2.點膠控制器﹕表于調整點膠壓力及手動/自動點膠3.點膠閥及移動裝置用于移動點膠位置4.電源開關﹕用于控制機器通﹑斷電5.點膠平台﹕用于裝載待點膠夾具B接口﹕移動u盤接口7.PC接口﹕用于數據傳輸8.編程器接口﹕用于傳輸編寫程序9.操作面板﹕用于操作調試參數﹑機器動行/停止﹑復位及急停10.讀寫編程器﹕用于讀﹑寫程序操作二﹑機器操作1.資料讀取1.1按下讀寫紡編程器上的“菜單”鍵﹐屏幕顯示如下1.2按下“確定”鍵﹐屏幕顯示如下﹕1.3按下“確認”鍵﹐屏幕顯示如下1.4 用“光標移動”鍵﹐上﹑下鍵選擇所需資料﹐按下“確認”鍵﹐屏幕顯示如下根據所需選擇﹐當光標在讀取時﹐按下“確認”鍵﹐資料即讀取成功(注﹕在機器右側撥碼修改為資料對應號碼)。
2.資料設置2.1按下編程器“菜單”鍵﹐屏幕顯示如下2.2用“光標移動”鍵﹐將光標置于建立新文件處﹐按下“確認”鍵﹐屏幕顯示如下2.3按下“F4”功能鍵﹐屏幕顯示如下2.4用“光標移動”鍵﹐將光標置于標簽事件處﹐按下“確認”鍵﹐屏幕顯示如下2.5按下“確認”鍵﹐屏幕顯示如下2.6再按2.3-2.5重復執行建立標簽事件1﹐即完成標簽事件設定。
同時按下“確認”鍵﹐屏幕顯示如下2.7用“光標移動”鍵﹐將光標置于坐標采集處﹐按下“確認”鍵﹐屏幕顯示如下2.8用“光標移動”鍵和Z+/Z-鍵﹐移動點膠頭和點膠平台尋找左上角第一顆產品的起點﹐按下“確認”鍵﹐屏幕顯示如下2.9按“Z+”鍵﹐屏莫顯示如下2.10按下“確認”鍵確認開膠﹐按下“F1”鍵﹐屏幕顯示如下2.11輸入所需延時﹐按下“確認”鍵﹐屏幕顯示如下2.12用“光標移動”鍵﹐將光標置于坐標采集處﹐按下“確認”鍵﹐屏幕顯示如下2.13用“光標移動”鍵調試第一顆產品終點坐標﹐按下“確認”鍵﹐屏幕顯示如下2.14按下“F1”鍵﹐屏幕顯示如下2.15按“Z-”鍵﹐屏莫顯示如下2.16按下“確認”鍵﹐屏幕顯示如下2.17按下F4鍵﹐屏幕顯示如下2.18用“光標移動”鍵﹐將光標置于陣列事件片﹐按下“確認”鍵﹐屏幕顯示如下2.19用“光標移動”鍵﹐分別移動至陣列方向為上下正﹑行數設定(橫向所放產品數量)﹑行間距(產品與產品的中心距)﹑標簽(標簽可根據需要設定)﹐列數為1﹑列間距為0即可。
武藏控制器操作方法

武藏控制器操作方法
武藏控制器是一种用于工业自动化和机器人控制的设备,其操作方法可以简单描述如下:
1. 首先,将武藏控制器与要控制的设备或机器人连接,并进行电源接入。
2. 打开武藏控制器的控制软件,选取合适的驱动器和控制参数。
通常需要根据具体情况进行调整。
3. 设置运动模式,例如选择点位控制或连续控制模式。
4. 编写程序或命令来实现所需的运动控制。
可以使用武藏控制器自带的编程软件或其他编程工具。
5. 对武藏控制器进行测试和调试,确保控制效果符合要求。
需要注意的是,由于武藏控制器的操作和编程比较复杂,一般需要专业的技术人员进行操作,特别是当控制的机器人或设备比较大型复杂时。
武藏点胶机300DS-机械手的操作及编程

机械手的操作及编程[300DS+MPP-1]1.主菜单,连续按“MODE”键可切换各菜单窗口:机械手各频道的切换方法指令解说表阵列频道的编辑:按OBJ 选择0:PTP MOTION 中的0-5MATRIX 就出现上面。
1/3画面:0:LINEAR CYC 表示矩阵是按直列连续运行方式的1:STEP CYCLE 表示矩阵是按并列断续运行方式的-:CW:是按顺时针方向横着走+:CCW:是按逆时针方向竖着走2/3画面:P1:表示X 轴间距P2:表示Y 轴间距N1:表示X 行的次数(有多少排)N2:表示Y 列的次数(有多少列)3/3画面:REV.:表示设定夹具倾斜角度。
大功率&SMD点胶程序编辑程序运行速度可根据情况自行设定,安全设定参数为X、Y运行速度为400-600mm/sec,Z轴运行速度为200-300mm/sec。
程序如下:(10行×18列,夹具上2片材料)1.点胶主程序:CH001CH..0011、点胶主程序:CH2.矩阵程序:CH1103.点胶子程序:CH1006TIMER WAIT0.2sec吐胶等待时间。
根据胶量设定!7OUT NO.6=0关胶8TIMER WAIT0.05sec关胶后等待。
9PTPSPEEDX=300mm/sY=300mm/sZ=50mm/s给一个速度。
10PTPMOTIONINCX=-------Y=-------Z=—2.00负值:上升2mm11PTPSPEEDX=500mm/sY=500mm/sZ=250mm/s给一个速度。
12PTPMOTIONINCX=-------Y=-------Z=—4.00负值:上升4mm13TIMER WAIT0.1sec根据拖胶情况设定等待时间。
备注:1、大功率的程序与3528程序的差别有一下几点:a)轨道程序的参数应和使用的支架一致;b)点胶后提升的速度:Z1=10~50mm/s,Z2=50~100mm/s;2、关胶后提升2次的运行方式适用于较稠的胶水,稀的胶水可以设置成提升1次的方法。
机械手编程指导新

D 此模式进行)。 N ③、[TEST] MODE:手动测试、步进模式。
0001
CON STEP
101CH
按“OBJ”键选择 SUBROUTINE 命令,输入两排产品点 胶程序 101,按“ENT”键进入第二步。如果是 300S 的 机器,命令是 CH CALL。如果是编写从右至左的 104 程 序就输入两排点胶程序 103。
ENCH. 102 [MOVE] D0002 X=0008.00 N STEP Y=0000.00 LI INC
步骤 4 L CH. 102 [REPEAT ]
0004 FROM 2 STEP
ENTIA STEP
8 TIMES
按“OBJ”键选择 REPEAT 命令,使程序从第二步到第 四步循环 8 次,单片支架点胶完成。按“ENT”键进入 第五步,按“MODE”键保存 102CH。在使用 REPEAT 命令时,要注意移动的方向要一致,移动的距离要一致, 调用的子程序要一样才能使用。在这里 101 是两排灯的 程序,第一步调用时就点完两排,第三步调用时就点完 四排,300 的机器在重复时把第三步的也包含在内,要 重复 8 次共 16 排。加上第一步的两排共 18 排。如果产 品有 20 排则重复 9 次就可以。300S 的机器在重复时则 不包含第三步的两排,只要重复 7 次就可以了。
3→——————————
4→REPEAT:设定指定的几个命令的重复使用及使用次数;
5→JUMP:跳跃到指定的步骤;
武藏SHOTMASTER300DS培训教材

一、 各种模式间的转换及含义
外部模式,即可通过外部按键和PLC 教导器上的按键操作 程序通道,跟机台上的通道拔码上的数值对应(1-99) 程序执行的起始步骤
编程模式,在此模式将点胶动作通过PLC 教导器写入
程序通道 程序步骤 手控模式 速度数据 系统参数
测试模式,程序通过PLC 教导器上的按键单步执行 程序通道
程序执行的起始步骤
OBJ+0: I/O 端口检测 OBJ+2:时间计数器检测
OBJ+1: 计数值检测 JOG :手控模式
自动模式,程序通过PLC 教导器按键可自动运行 程序通道
程序执行的起始步骤
Ⅰ、程序编写画面的进入方法:
查找步骤 插入步骤 删除步骤 复制通道 删除通道
复制矩阵
Ⅱ、各指令的含义
0):PTP MOTION
1)CP MOTION
2
3
3: TIM. IN JMP 1/2 4: BIN. IN JMP 2/2
4
6
8
四、速度相关数据的设定
12。
武藏300机械手编程
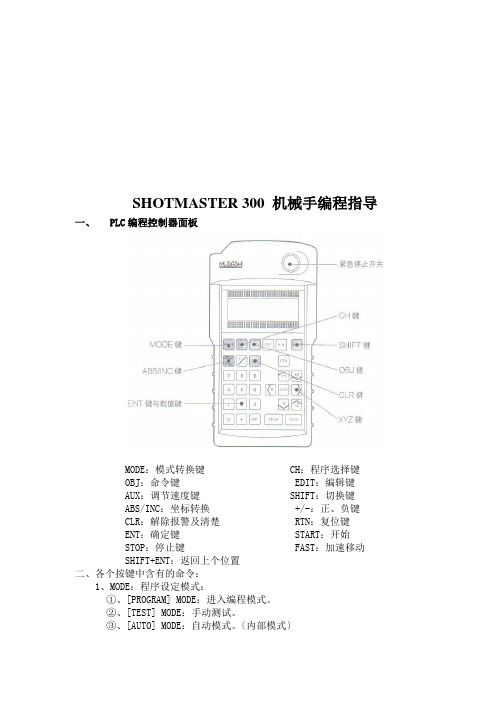
SHOTMASTER 300 机械手编程指导一、PLC编程控制器面板MODE:模式转换键 CH:程序选择键OBJ:命令键 EDIT:编辑键AUX:调节速度键 SHIFT:切换键ABS/INC:坐标转换 +/-:正、负键CLR:解除报警及清楚 RTN:复位键ENT:确定键 START:开始STOP:停止键 FAST:加速移动SHIFT+ENT:返回上个位置二、各个按键中含有的命令:1、MODE:程序设定模式:①、[PROGRAM] MODE:进入编程模式。
②、[TEST] MODE:手动测试。
③、[AUTO] MODE:自动模式。
〔内部模式〕④、[RS—232C]电脑控制模式⑤、[PRINT]程序打印模式⑥、[EXT]MODE:自动运行模式。
〔内、外部模式〕2、OBJ:0、 MOVE:以系统默认的速度移动①、TIMER:上一个命令的延时②、SUBROUTINE:插入子程序.④、REPEAT:对某段程序有限次数的循环⑤、JUMP:步骤跳跃⑥、CP LINELINE:画直线CURVE:划弧线CIRCLE划圆⑦、OUT点胶命令.Ⅰ、Ⅲ点胶:1—1:1 停胶: 1—1:0Ⅱ、MPP-1抽胶:1—4:1Ⅲ、吸气:1—6:1Ⅳ、吐气:1—7:1⑧、OFFSET:将当前坐标改为原点坐标17、MOVE Z:Z轴上下调节。
3、EDIT:(在[PROGRAM] MODE条件下)①、STEP CALL调出步骤②、INSERT插入命令③、DELETE删除步骤4、AUX:(在[PROGRAM] MODE条件下)①、ORIGINE.SPEED.XYZ:复位时候的移动速度.②、JOG.SPEED:编程移动时的速度.③、JOG.HIGH.SPEED:高速.④、PTP.SPEED:点到点的移动速度.⑤、PTP.SLOPE.TIME:点到点的加速度.⑥、SOFT.LIMIT: X.Y.Z的最大行程.⑦、SPEED 可设定速度三、编程方法:1、我们机械臂是利用绝对坐标和相对坐标进行编程。
MUSASHI武藏点胶机点胶方案

深圳市******有限公司Shenzhen City ****** Technologies CO.,Ltd深圳地址:深圳市****************** 电话: 传真:苏州地址:苏州市****************** 电话: 传真:杭州地址:杭州市****************** 电话:传真:天津地址:天津市************ 电话: 传真:致贵公司:***电子有限公司日期:2011-11-11收件人:____ 发件人:_______电话:_____________ 电话:_____________MUSASHI中国大陆区一级代理工程联络单尊敬的客户:首先感谢您对武藏产品的认同,我们将为您提供更加细致周到的服务,以下为敝司针对贵司的产品为贵司提供的点胶配置方案,敬请参阅。
一、武藏公司概况武藏公司为日本制造胶合机的专业厂商,已有31年的历史。
该司集研发、生产、制造、销售、维护为一体。
产品在日本市场占有率为85%以上。
二、客户新产品点胶工艺和要求客户新产品:①电脑鼠标芯片板(如图1),②型号A2633B IC芯片(如图3)。
产品A(图1)点胶要求:点胶目的:固定中心芯片(长2.45mm,宽1.75mm,高0.40mm),保护芯片周围的管脚引线及焊锡,粘接芯片保护盖。
客户胶水:胶水为客户自己配置的一种硅胶(黑色,成分不明),常温下胶水稳定,粘稠度较大(类似糖水)。
具体要求:在图1.1所示阴影部分点胶,胶水不能粘到中间的长方形芯片,点胶针头不能划断芯片周围的管脚引线,胶量控制保证保护盖盖上时不会有胶水溢出。
胶水固化条件:加热烘烤,温度120℃,加热时间:2小时。
产能要求:0.5k/h 以上图1 产品B (图3)点胶要求: 点胶目的:填充,密封,粘接芯片外壳及内核。
客户胶水:胶水为客户自己配置的一种填充胶,常温下胶水稳定,粘稠度较浠(和水类似) 具体要求:在图3.1所示阴影部分点胶,胶水充分填充间隙(长间距:0.35mm ,宽间距:0.50mm)部分,胶量要求正好平底面,没有外泄和微凹现象胶水固化条件:加热烘烤,温度160℃,加热时间:30分钟。
武藏点胶机编程MPP操作

300DS 机器人一、菜单讲解A 手持编程器菜单介绍(按“MODE ”键切换菜单)1. 外部模式画面(自动点胶画面)2. 程序模式画面(编写、修改程序)B MODE 菜单 CH 频道 OBJ 指令 EDIT 编辑 AUX 辅助 SHIFT 移动 ABS/INC 决对/相对坐标 +/-正负数输入 CLR 清除/删除 RNT 复位 ENT 确认 FAST 加速 START 开始 STOP 停止注意:手持式控制器必须在机器电源关闭情况安装与拆卸。
C 300DS 机器按键PROGRAM 频道显示 SHOT 吐胶 RESET 复位 STOP 停止 START 开始 切换频道时RESET 复位指示灯需要是亮的不然无法切换。
二、程序编写A.程序编写介绍a)程序模式功能介绍✧程序模式画面下按“CH”键,进入“频道选择”窗口,如下:✧在““001”(代表001频道,本设备支持99个频道),然后按“ENT”键确认,进入“CH .001”的“步骤设置”画面。
其画面显示如下:(编辑主程序时机器频道与主程序设置频道需相同)CH. 001(001频道,按[END]到下一个步骤)STEP (步骤)0001 (第几步,0001表示第1步)✧在“步骤设置”窗口按下“OBJ”键,进入“指令”窗口,可以在该窗口内选择本步骤所需要设置的指令进行设置。
✧完成程序编辑后按“MODE”保存程序。
※程序有两种坐标系:绝对坐标(ABS)相对坐标(INC)。
※在下面程序编写介绍中:?必须有参数输入,----必须删除,+可选择性输入参数。
b)现有程序点胶位置与高度修改✧按机械臂控制器上的“MODE”将画面切换到“TEST”按下机械臂控制器上的“START”机器会移动一步,按“START”直到针头下降到点胶位置。
观察针头在点胶材料的位置与高度,完成后按“RTN ”复位。
按“MODE ”切换回“PROGRAM ”画面,按“CH ”输入需修改频道,按“ENT ”进行频道“SETP 001”画面。
武藏式机械手编程软件MuCAD 中文说明书要点
未经武藏工程株式会社的许可,禁止对本产品进行复制和更改。
Microsoft Windows是美国 Microsoft Corporation在美国以及其他国家的注册商标。
其他本文中记载的公司名称、产品名称为各公司的商标或注册商标。
1前言 (8)1.1前言 ......................................................................................................8 1.2台式机器人种类设置 .............................................................................8 1.3工作环境 ...............................................................................................9 1.4安装 ......................................................................................................9 1.5启动 ....................................................................................................10 1.6退出 ....................................................................................................11 1.7卸载 ....................................................................................................11 1.8和台式机器人的连接方法 ....................................................................11 1.8.1连接图 .................................................................................................. 11 1.8.2连接设置 (13)2关于MuCADⅣ (17)2.1功能介绍 .............................................................................................17 2.2指令、程序、项目 ...............................................................................17 2.3关于新功能 ..........................................................................................18 2.3.1旋转/翻转/伸缩功能 ............................................................................. 18 2.3.2图形发生器 ...........................................................................................18 2.3.3CAD画面的操作性提升 ........................................................................... 18 2.4MuCAD和MuPRO文件的兼容性 .. (19)3主画面 (20)3.1概要 ....................................................................................................20 3.2画面构成 .............................................................................................20 3.3基本操作 .............................................................................................21 3.3.1项目的新建 ...........................................................................................21 3.3.2项目的打开 ...........................................................................................21 3.3.3项目的保存 ...........................................................................................21 3.3.4打印 .....................................................................................................22 3.3.5撤销/恢复 .............................................................................................22 3.3.6使用说明书的显示 ................................................................................ 22 3.4工具栏一览 (23)4CAD画面 (24)4.1概要 ....................................................................................................24 4.2画面的显示方法 ...................................................................................24 4.3画面构成 .............................................................................................24 4.4图标一栏 .............................................................................................25 4.5图形对象的创建 ...................................................................................26 4.6图形对象的编辑 ...................................................................................29 4.6.1图形对象的选择 .................................................................................... 29 4.6.2剪切/复制/粘贴/删除 ........................................................................... 30 4.6.3通过拖拽进行移动/变形/复制 .............................................................. 30 4.6.4启动图形对象的编辑对话框 .................................................................. 31 4.6.5子频道化 ..............................................................................................31 4.6.6加工工具 ..............................................................................................32 4.6.7整体处理 ..............................................................................................36 4.7图形处理 .............................................................................................37 4.7.1复制 .....................................................................................................37 4.7.2变形(翻转/旋转/伸缩 ......................................................................... 37 4.7.3图形发生器 ...........................................................................................42 4.8画图支持功能 ......................................................................................45 4.8.1放大缩小 ..............................................................................................45 4.8.2标尺 .....................................................................................................45 4.8.3喷嘴位置 ..............................................................................................46 4.8.4轨迹 .....................................................................................................47 4.8.5十字光标 ..............................................................................................47 4.8.6辅助线 ..................................................................................................47 4.8.7网格 .....................................................................................................48 4.8.8对齐 .....................................................................................................48 4.8.9凡例 .....................................................................................................49 4.8.10涂布起点的选择 .................................................................................... 49 4.8.11打开程序画面 .......................................................................................49 4.9外部图形数据 ......................................................................................49 4.9.1关于DXF数据和Gerber数据 .................................................................... 49 4.9.2外部图形数据的读取方法 ...................................................................... 50 4.9.3外部图形的显示和隐藏 ......................................................................... 51 4.9.4作为外部图形能够读取的CAD对象 ......................................................... 51 4.9.5输入后的使用方法 ................................................................................ 51 4.10图像文件 (51)4.10.1图像的读取方法 (52)4.10.2图像显示位置的修正 ............................................................................. 53 4.10.3图像透明度的修正 ................................................................................ 54 4.10.4镜头歪斜的修正功能 .. (54)5程序画面 (56)5.1概要 ....................................................................................................56 5.2画面的显示方法 ...................................................................................56 5.3画面构成 .............................................................................................56 5.4指令的输入 ..........................................................................................57 5.5指令的编辑 ..........................................................................................59 5.5.1剪切/复制/粘贴/删除 ........................................................................... 59 5.5.2步骤的插入 ...........................................................................................60 5.5.3步骤的分割 ...........................................................................................60 5.5.4ABS/INC转换 .......................................................................................61 5.5.5子频道化 ..............................................................................................62 5.6使用Excel的复制、粘贴 ......................................................................63 5.6.1从MuCADⅣ粘贴到Excel ......................................................................... 64 5.6.2将Excel中的涂布程序粘贴至程序画面 .. (64)63D轨迹画面 (66)6.1概要 ....................................................................................................66 6.23D轨迹画面的画面构成 ........................................................................67 6.3画面的显示方法 ...................................................................................68 6.4显示设置 .............................................................................................68 6.53D轨迹画面的操作 ...............................................................................69 6.5.13D轨迹画面的显示切换 ......................................................................... 69 6.5.23D轨迹画面的鼠标操作方法 .................................................................. 69 6.6执行调试的功能 ...................................................................................69 6.7执行时间的计算功能 (71)7频道列表 (72)7.1概要 ....................................................................................................72 7.2画面构成 .............................................................................................72 7.3频道的新建 ..........................................................................................73 7.4频道的编辑 (73)7.4.1剪切/复制/粘贴/删除 ........................................................................... 73 7.4.2说明编辑/频道编号更改/编辑上锁 ....................................................... 73 7.4.3CAD画面/程序画面/3D轨迹画面的显示 .................................................. 74 7.5文件输出输入 ......................................................................................74 7.5.1文本输出输入 .......................................................................................74 7.5.2频道列表的文件输出 ............................................................................. 74 7.5.3从.mc3文件读取频道 ............................................................................ 74 7.6频道的发信/执行 .................................................................................75 7.6.1频道的发信 ...........................................................................................75 7.6.2频道的执行 (75)8通信控制器 (77)8.1概要 ....................................................................................................77 8.2启动方法 .............................................................................................77 8.3画面构成 .............................................................................................77 8.4频道数据 .............................................................................................78 8.4.1频道数据的收发信 ................................................................................ 79 8.4.2频道执行 ..............................................................................................80 8.5速度设置 .............................................................................................81 8.6IO监视 .................................................................................................81 8.7手操器 (82)9环境设置 (83)9.1概要 ....................................................................................................83 9.2启动方法 .............................................................................................83 9.3通信 ....................................................................................................84 9.4坐标系 .................................................................................................84 9.5自动编程 .............................................................................................85 9.6图像数据 .............................................................................................86 9.7IO名称 .................................................................................................87 9.8CAD画面显示① ....................................................................................89 9.9CAD画面显示② ....................................................................................90 9.10程序画面显示 ......................................................................................91 9.11打印设置 .............................................................................................91 9.12其他 (92)10指令说明 (93)10.1指令一览表 ..........................................................................................93 10.2详情 ....................................................................................................94 10.2.1各指令的阅读方法 ................................................................................ 94 10.2.2PTP移动 ................................................................................................94 10.2.3PTP速度 ................................................................................................95 10.2.4原点恢复 ..............................................................................................95 10.2.5选择式原点恢复 .................................................................................... 95 10.2.6W轴原点恢复 .........................................................................................96 10.2.7矩阵 .....................................................................................................96 10.2.8直线1 (97)10.2.9Line .....................................................................................................98 10.2.10直线 2...................................................................................................98 10.2.11弯头 .....................................................................................................99 10.2.12方括号 ................................................................................................ 100 10.2.13四边形 ................................................................................................ 101 10.2.14跑道 ................................................................................................... 102 10.2.15圆弧/圆1. (103)10.2.16Curve (104)10.2.17Circle ................................................................................................ 104 10.2.18圆弧/圆2........................................................................................... 105 10.2.19圆弧/圆3........................................................................................... 106 10.2.20椭圆弧/椭圆 ....................................................................................... 107 10.2.21云形线 ................................................................................................ 108 10.2.223D圆弧/圆 ........................................................................................... 109 10.2.233D Curve 2......................................................................................... 110 10.2.243D椭圆弧/椭圆 ................................................................................... 110 10.2.253D Curve 1......................................................................................... 111 10.2.26圆弧/圆+W ......................................................................................... 111 10.2.27直线输出 ............................................................................................ 112 10.2.28定时 ................................................................................................... 114 10.2.29重复 ................................................................................................... 114 10.2.30跳转 ................................................................................................... 115 10.2.31频道调用 ............................................................................................ 115 10.2.32步骤调用 ............................................................................................ 115 10.2.33停止 ................................................................................................... 116 10.2.34Jump END.. (116)10.2.35空白 (116)10.2.36等待输入 ............................................................................................ 117 10.2.37等待输入往返 ..................................................................................... 117 10.2.38Wait IN Up......................................................................................... 117 10.2.39输入跳转 ............................................................................................ 118 10.2.40定时输入跳转 ..................................................................................... 118 10.2.41Wait Timer IN................................................................................... 119 10.2.42二进制输入跳转 .................................................................................. 119 10.2.43Binary IN........................................................................................... 119 10.2.44BCD-输入跳转 ................................................................................... 120 10.2.45BCD IN................................................................................................ 120 10.2.46输出 ................................................................................................... 120 10.2.47定时输出 ............................................................................................ 121 10.2.48Pulse OUT........................................................................................... 122 10.2.49固定输出 ............................................................................................ 122 10.2.50间断输出 ............................................................................................ 123 10.2.51二进制输出 ......................................................................................... 123 10.2.52BCD输出 .............................................................................................. 124 10.2.53计数BCD-定时输出 ............................................................................ 124 10.2.54Count OUT........................................................................................... 125 10.2.55输出复位 ............................................................................................ 125 10.2.56位移 ................................................................................................... 126 10.2.57θ修正 ................................................................................................ 126 10.2.58变量-设置 ......................................................................................... 126 10.2.59变量-加法 ......................................................................................... 127 10.2.60C.变量-加法 ..................................................................................... 127 10.2.61组变量-加法 ..................................................................................... 128 10.2.62VAR PAIR ADD..................................................................................... 128 10.2.63变量-移动 ......................................................................................... 128 10.2.64计数-设置 ......................................................................................... 129 10.2.65BCD计数-设置 ................................................................................... 129 10.2.66IN Count Set..................................................................................... 129 10.2.67计数+.................................................................................................. 130 10.2.68Count Up............................................................................................ 130 10.2.69输入计数+........................................................................................... 130 10.2.70IN Count Up (131)10.2.71计数-复位 (131)10.2.72输入计数-复位 .................................................................................. 131 10.2.73计数比较跳转 ..................................................................................... 132 10.2.74Count Jump......................................................................................... 132 10.2.75托盘设置1.......................................................................................... 132 10.2.76托盘设置2 (133)10.2.77P.SET .................................................................................................. 134 10.2.78单元格移动 .. (134)10.2.79P.MOVE (135)10.2.80排版 (135)10.2.81P.Return (135)10.3BCD ....................................................................................................137 10.4二进制形式 . (138)11故障处理 (139)11.1故障处理 ...........................................................................................139 11.2通信错误 . (140)12快捷键一览表 (142)1前言1.1前言MuCADⅣ是以台式机器人Ω系列/DS系列/100S-01/α系列为对象, 创建/编辑涂布图形的软件。
点胶机使用说明

一、点胶机手持编程器说1.4 坐标轴控制区二、各程序代码所示含义:在手持编程器的功能键区(如图1.3所示),存在5个键,各个键所代表的含义为:MODE:模式转换键CH:选择频道键OBJ:命令选择键EDIT:编辑键AUX:辅助参数设置键三、编程过程:1、选择工作模式:自动点胶机操作使用说明需要编写程序时,首先打开点胶机的电源,然后利用点胶机手持编程器进行1.1 手持编程器 1.2 手持编程器按键控制区 在手持编程器的功能键区,利用MODE键进行模式的转换,每次按下MODE后,就会使现在的模式状态进行转变,转变为下一个模式。
在按下MODE键不同次数时,在编程屏幕显示区可以得到下面图片所示的几个功能模式:1.3 功能键区编程屏幕显示区2、选择所需编写的新程序的存储位置(即频道的选择):当我们想要进行新的程序编写的时候,我们应该连续按下手持编程器的功能按键区的“MODE”键,使手持编程器的编程屏幕显示区出现如图3.4的界面。
此时,机器处于编程模式,再按下手持编程器功能按键区的“CH”键,将会出现如下图3.5所示的界面:图3.4所示的工作模式,在此工作模式下,可以将点胶动作通过手持编程器进行写入,所以,当我们开始一个新的程序编写的时候,应该连续按下功能键MODE,使编程屏幕显示区内显示如图3.4所示界面,在此界面下继续进行下一步。
3.1 测试模式:此模式下,编辑好的程序通过手持编程器上的按键可以单步运行。
3.2 自动模式:此模式下,编辑好的程序通过手持编程器按键可自动运行3.3 外部模式:此模式下,即可通过外部按键和手持控制器上的按键进行操作。
3.4 编程模式:在此模式下,可以将点胶动作通过手持编程器进行写入程序。
3、程序的编辑:在命令选择键“OBJ”目录下各命令的含义如下:3.5 编程模式界面按下CH键后出现的界面 3.6 利用手持编程器数字键键入55后 在图3.5所示界面下,我们可以输入要编写的新程序的存储地址即程序存储的频道。
点胶机编程

点胶机编程点胶机的应用越来越广泛,也得到了越来越多的厂家的认可,但是对于点胶机的编程你又知道多少呢?下面就让我们来看看点胶机的编程到底是怎么一回事吧。
编程器各键功能:RTN复位OBJ指令CH频道MODE多功能键ENT确定CLR复位/删除ABS/INC绝对/相对坐标切换+/-正/负切换1、机械手300基本命令:NO:命令:内容:0---MOVE---X,Y轴移动距离设定(OBJ+0+ENT)1---TIMER---待机时间设定(OJB+1+ENT)2---SUBROUTINE---插入子程序(OJB+2+ENT)4---REPEAT---复制,从第几开始复制,几次(OJB+4+NET)5---JUMP---冲胶信号步骤跳跃(OBJ+5+ENT)6---CP LINE---选择类型(OBJ+6+ENT)LINE:画直线CURVE:划弧线CIRCLE划圆7--OUT--ON/OFF(开始01-1:1/结束01-1:0吐胶)(OBJ+7+ENT)8---OFFSET:将当前坐标改为原点坐标(OBJ+8+ENT)9---IN JUMP---冲胶信号(OBJ+9+ENT)16---PTP SPEED---X,Y轴的运动速度(OBJ+16+ENT)17---Z MOVE---Z轴移动距离设定(OBJ+17+ENT)18---Z PTP SPEED---Z轴的运动速度(OBJ+18+ENT)300程序编写方法:主程序(001CH):1. MOVE OBJ+0+ENT 第一颗产品定位(X=80.41 Y=224.04 ABS)2. Z MOVE OBJ+17+ENT 点胶时Z轴下降高度(Z=30.40 INC备注:在ABS情况下设定好之后一定要减掉单颗点胶程序Z轴的下降高度,再切换成INC)3. SUBROUTINE OJB+2+ENT调用单片点胶程序(100CH)4. MOVE OJB+0+ENT 从第一片到第二片的距离(X=0 Y=-27 INC)5. SUBROUTINE OJB+2+ENT 调用单片点胶程序(100CH)6. MOVE OJB+0+ENT 从第二片到第三片的距离(X=0 Y=-27 INC)7. SUBROUTINE OJB+2+ENT 调用单片点胶程序(100CH)8. MOVE OJB+0+ENT 复位原点(X=0 Y=0 ABS)9. Z MOVE OJB+17+ENT 复位原点(Z=0 ABS)10. 、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、END 单片点胶程序(100CH):1. SUBROUTINE OJB+2+ENT 调用单行1点胶程序(101CH)2. MOVE OJB+0+ENT从第一行到第二行的距离(X=0 Y=-3.8 INC)3. SUBROUTINE OJB+2+ENT 调用单行2点胶程序(101CH)4. MOVE OJB+0+ENT从第一行到第二行的距离(X=0 Y=-3.8 INC)5. REPEAT OBJ+4+ENT 从第一步开始复制,复制7次6. 、、、、、、、、、、、、、、、、、、、、、、、、、、、END单行1点胶程序(101CH):1. SUBROUTINE OJB+2+ENT 调用单颗点胶程序(103CH)2. MOVE OJB+0+ENT从第一颗到第二颗的距离(X=7 Y=0 INC)3. REPEAT OBJ+4+ENT 从第一步开始复制,复制19次4. SUBROUTINE OJB+2+ENT 调用单颗点胶程序(103CH)5. 、、、、、、、、、、、、、、、、、、、END单行2点胶程序(102CH):1. SUBROUTINE OJB+2+ENT 调用单颗点胶程序(103CH)2.MOVE OJB+0+ENT从第一颗到第二颗的距离(X=-7 Y=0 INC)3.REPEAT OBJ+4+ENT 从第一步开始复制,复制19次4.SUBROUTINE OJB+2+ENT 调用单颗点胶程序(103CH)5.、、、、、、、、、、、、、、、、、、、END单颗点胶程序(103CH):1. IN JUMP OBJ+9+ENT 冲胶信号(数据01-4 SPEP 003)2. JUMP OBJ+5+ENT 冲胶信号步骤跳跃(数据004)3. JUMP OBJ+5+ENT 冲胶信号步骤跳跃(数据001)4. Z MOVE OBJ+17+ENT Z轴下降高度(Z=7MM INC)5 OUT OBJ+7+ENT (吐胶开始信号01-1:1)6. TIMER OJB+1+ENT 待机时间(例0.08s 备注:一定要大于或等于控制器上的速度)7. OUT OBJ+7+ENT (吐胶结束信号01-1:0)8.Z PTP SPEED OBJ+18+ENT Z轴的运动速度(Z=300MM/SEC)9.Z MOVE OBJ+17+ENT Z轴上升高度(Z=-7MM INC)10.、、、、、、、、、、、、、END完成之后按MODE----RIN(复位)进入点胶画面(EXTI MODE)001 ANAEL0001 STEP并开始点胶。
武藏、ASM点胶机300DS机械手的操作及编程

STEP 4 OBJ+18+ENT
Z=200 mm/sec
Z轴移动速度/3、4号机不需此步骤
STEP 5 OBJ+17+ENT
MOVE Z=? ABS
点胶高度(Z减5)/3、4号机不需此项
CH100打点程序(不带抽胶检测)
步骤 按键(2号机/3、4号机) 指令内容(2/3、4号机)
15:EDN β CORR
(开始β角移动)
16:PTP SPEED (X、Y移动速度设定) ▲
17:MOVE Z
(移动Z轴)▲
18:PTP SPEED Z (Z轴移动速度)▲
19:LINE 3ห้องสมุดไป่ตู้
(线3)
20:LINE 4
(线3)
21:MOVE W
(移到W轴)
22:PTP SPEED W (W轴移动速度)
2:STEP TOOLS (步骤工具)
0:TIMER
------时间设定▲
1:REPEAT
------重复上述某段程序▲
2:JUMP
-----跳到某个步骤 ▲
3:CALL.CH
-----引用某个子程序 ▲
4:CALL STEP ---调用程序中某步
3:I/O IN (端口输入)
2:IN JUMP
----–条件转移▲
指令内容
指令解说
STEP 1 OBJ+2+ENT/OBJ+2+3 CH 101
调用CH 101程序点两列
STEP 2 OBJ+0+ENT/OBJ+0+0 X=-7.5 INC
移动到第三列第一颗材料上方
STEP 3 OBJ+2+ENT/OBJ+2+3 CH 101
武藏点胶机300DS 控制器 操作使用说明

控制器MPP-1使用说明一.按键功能说明:MPP-1画面4种模式切换图二.显示画面功能介绍2.1主画面(点胶显示画面)(1)主菜单5频道1/2画面Dis VOL 点胶量:0.00180克Dis TIME 点胶时间:0.2秒(2)主菜单5频道2/2画面REM 胶水残余报警量:0.000克COUNT 点胶统计(计数器):1268颗2.2点胶参数设定画面(1)设定画面:5频道1/4画面Dis VOL 点胶量:0.00180克Dis TIME 点胶时间:0.2秒ACCEL 加减速:0.01秒(2)设定画面:5频道2/4画面Shot CNT 填充一次胶设定的点胶颗数:60颗Fill Speed 胶水填充速度:8毫米每秒钟(3)设定画面:5频道3/4画面REM LOC 胶水残余报警设定量:0.000克(此功能一般不使用)Density 报警次数:1次SYR VOL 针筒装胶量设定:0.000克(4)设定画面:5频道4/4画面SuckVol 反转量:0.00000克(回吸量)Suck Time 反转时间:0毫秒Counter Cler 记数器清零2.3排胶参数设定画面Count 排胶次数:3次Rete 排胶速度:8毫米每秒按DIS 键开始排胶,要想停止排胶也按DIS 键。
要想退出本画面而进入主画面需按Change 键可根据提示按RETURN 和RESET键返回。
2.4机器参数设定画面(1)机器参数设定5频道1/3画面Dis Wait :按Dis 键吐胶反应时间100毫秒Fill Wait :按Fill up 键填充反应时间1000毫秒ChangeWait :按Chang 键反应时间100毫秒(2)机器参数设定5频道2/3画面Unit :点胶记量单位克Baudrate :信号传输速率19200比特-aFill :反填充0.1毫米(填胶后向下压一点防止没填满)(3)机器参数设定5频道3/3画面DSOSignal :机器模式EXEC AutoFill :自动填充打开Selct Language :语言设定1英语2日语。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
调用CH 100程序
移动到第二列倒数第二颗材料 上方
STEP 8 OBJ+2+ENT/OBJ+2+3 CH 100
调用CH 100程序
STEP 9 OBJ+4+ENT/OBJ+2+1 FROM 007 STEP 13 TIME 重复第7-8步骤,重复13次
逆向点一片材料(CH 104)
步骤 按键(2号机/3、4号机)
4:I/O OUT (端口输出)
0:OUT
---------输出▲
5:CORRECTION(修正指令)
6:CORRECTION(修正指令)
0:SET VAR
----设定变量▲
1:ADD VAR ------变量加?? ▲
4:VAR.MOTION -----移动到变量位置▲
编程思想/步骤
编程思想/步骤:
STEP 4 OBJ+18+ENT
Z=200 mm/sec
Z轴移动速度/3、4号机不需此步骤
STEP 5 OBJ+17+ENT
MOVE Z=? ABS
点胶高度(Z减5)/3、4号机不需此项
CH100打点程序(不带抽胶检测)
步骤 按键(2号机/3、4号机) 指令内容(2/3、4号机)
编程举例(以3528 14*20支架为例)
点一颗材料 顺向点两列材料 顺向点一片材料 逆向点两列材料 逆向点一片材料 主程序
点一颗材料(CH100)
步骤 STEP 1
按键(2号机/3、4号机)
指令内容
OBJ+9+ENT/OBJ+3+2
01-5 ON 003 STEP
STEP 2 OBJ+5+ENT/OBJ+2+2
调用CH 100程序
STEP 4 OBJ+4+ENT/OBJ+2+1 FROM 002 STEP 13 TIME STEP 5 OBJ+0+ENT/OBJ+0+0 X=-7.5 INC
重复第2-3步骤,重复13次
移动到第二列最后一颗材料上 方
STEP 6 OBJ+2+ENT/OBJ+2+3 CH 100 STEP 7 OBJ+0+ENT/OBJ+0+0 Y=-3.9 INC
指令解说
STEP 1 OBJ+18+ENT/OBJ+6+0
Z=200 / X、Y、Z=200 mm/sec
Z移动速度/XYZ移动速度设定
STEP 2 OBJ+17+ENT
Z=0
ABS
Z轴复位/3、4号机不需此步骤
STEP 3 OBJ+10+ENT/OBJ+6+0
MOVE VAR〔0〕/MOVE VAR〔0〕 XY / XYZ移到点胶位置
1-1:0 / 27:0
STEP 8 OBJ+18+ENT/OBJ+0+1 Z=150mm/sec
STEP 9 OBJ+17+ENT/OBJ+0+0 Z=-1.5 mm INC
STEP 10 OBJ+18+ENT/OBJ+0+1 Z=300 mm/sec
STEP 11 OBJ+17+ENT/OBJ+0+0 Z=-3.5 mm INC
将针头移动到第一片材料上方 点第一片
STEP 5 OBJ+17+ENT/OBJ+0+0 X=0、Y=?、Z=75.03 INC STEP 6 OBJ+2+ENT/OBJ+2+3 CH 104
移动到第二片材料处 点第二片
STEP 7 OBJ+17+ENT/OBJ+0+0 X=0、Y=?、Z=75.03 INC STEP 8 OBJ+2+ENT/OBJ+2+3 CH 104
3号、4号点胶机指令表
0:PTP MOTION (移动工具)
0:PTP MOTION
(移动XYZ) ▲
1:PTP SPEED
(移动速度设定) ▲
2:RETURN
(返回原点)
3:SELECT.RIN
(原点回归顺序)
4:RETURN W
(W轴回归原点)
5:MATRIX
(设置阵列)
1:CP MOTION (画线指令)
6、按上述方法及步骤作反向点一片的程序。
7、主程序:
先将针头移到第一片支架的第一颗材料位置,用SUBROUTIN 或CALL CH指令引用上述点 一片材料的程序,即可完成点第一片材料;点完第一片材料后,将针头移到第二片材料处,引用 反向点一片的程序,即可点完第二片材料;同理,不管要点多少材料,先将针头移动到材料所在 位置,再根据实际情况引用正向或反向点一片材料的程序即可;上述设定材料点胶板上每片材料 点完后,使用JUMP指令跳到主程序的第一步,又从第一片支架材料开始点,周而复始。
4、点完一列后,使用MOVE指令将针头移到第二列,重复(粘贴)点一颗材料的程序,再用MOVE 指令将针头移到下一颗材料上方然后再重复(粘贴)点一颗材料的程序,最后用REPEAT指令重 复上述步骤即可将第二列点完。----点两列
5、先用SUBROUTIN 或CALL CH指令引用(粘贴)上面点两列的程序,再用MOVE指令移动到第 三列第一颗材料再次用SUBROUTIN 或CALL CH指令引用(粘贴)上面点两列的程序,最后用 REPEAT指令将一片材料点完。
STEP 1 OBJ+12+ENT/OBJ+6+0
X、Y=?/X、Y、Z=?VAR〔0〕 设定点胶位置(支架上方)
STEP 2 OBJ+12+ENT/OBJ+6+0
X、Y=?/X、Y=?Z=0 VAR〔1〕 设定点胶位置(试点位置)
CH 108移动到点胶位置
步骤 按键(2号机/3、4号机)
指令内容(2/3、4号机)
编程思想:可将编程理解为一个“复制”再“粘贴”的过程;
步骤如下:
1、先编好点一颗材料的程序;-----点一颗
2、将使用MOVE指令将针头移动到第二颗材料上方再重复(粘贴)点一颗材料的程序,即可将第二 颗材料点好;------点两颗
3、使用REPEAT指令,重复(粘贴)上述第2步,并指定重复次数即可完点一列;-----点一列
点胶机编程培训
工程部:梁华彪 2013-8-19
培训目的
在工作过程中遇到程序错误异常时, 大 部分人能找出程序错在哪里;
有小部分人会找出并更正错误的程序; 有个别人会做一个完整的程序;
主讲内容
一、点胶机300DS机械手操作 二、2号点胶机指令表 三、3/4号点胶机指令表 四、编程思想/步骤 五、编程举例(以3528 14*20支架为例)
逆向点两列材料(CH 103)
步骤 按键(2/3、4号机)
指令内容
指令解说
STEP 1 OBJ+2+ENT/OBJ+2+3 CH 100
调用CH 100程序
STEP 2 OBJ+0+ENT/OBJ+0+0 Y=+3.9 INC
移动到第二颗材料上方
STEP 3 OBJ+2+ENT/OBJ+2+3 CH 100
指令内容
指令解说
STEP 1 OBJ+2+ENT/OBJ+2+3 CH 101
调用CH 101程序点两列
STEP 2 OBJ+0+ENT/OBJ+0+0 X=-7.5 INC
移动到第三列第一颗材料上方
STEP 3 OBJ+2+ENT/OBJ+2+3 CH 101
调用CH 101程序点两列
STEP 4 OBJ+4+ENT/OBJ+2+1 FROM 002 STEP 9 TIME 重复第2-3步骤,重复9次
新程序可解决上述问题,原理:每次抽胶 后所点的第一点胶点在指定的载具里,然 后再返回要点胶的支架上方,从第二点胶 开始点在支架上,直到下一次抽胶再重复 上述动作。
备注:从本页开始,下文所讲解的内容为新程序
新程序举例
CH 109变量设定
步骤
按键(2号机/3、4号机)
指令内容(2/3、4号机)
指令解说
2:STEP TOOLS (步骤工具)
0:TIMER
------时间设定▲
1:REPEAT
------重复上述某段程序▲
2:JUMP
-----跳到某个步骤 ▲
3:CALL.CH
-----引用某个子程序 ▲
4:CALL STEP ---调用程序中某步
3:I/O IN (端口输入)
2:IN JUMP
----–条件转移▲
顺向点两列材料(CH 101)
步骤 按键(2/3、4号机)
指令内容
指令解说
STEP 1 OBJ+2+ENT/OBJ+2+3 CH 100
调用CH 100程序
STEP 2 OBJ+0+ENT/OBJ+0+0 Y=+3.9 INC
移动到第二颗材料上方
STEP 3 OBJ+2+ENT/OBJ+2+3 CH 100
15:EDN β CORR