棉铜离子改性涤纶混纺纱的生产
涤棉混纺纱的生产流程
涤棉混纺纱的生产流程涤棉混纺纱是一种常见的纺织原料,由涤纶纤维和棉纤维混合而成。
涤棉混纺纱具有涤纶纤维的耐磨性和棉纤维的柔软透气性的优点,广泛应用于服装、家居纺织品等领域。
下面将介绍涤棉混纺纱的生产流程。
一、纤维准备涤棉混纺纱的生产首先需要准备涤纶纤维和棉纤维。
涤纶纤维是由聚酯合成纤维制成,而棉纤维则是从棉花中提取的。
在纺织工厂中,这两种纤维通常以原材料的形式进入生产线。
二、纤维混合涤棉混纺纱的生产过程中,涤纶纤维和棉纤维需要进行混合。
通常情况下,涤纶纤维和棉纤维按一定比例混合,以达到所需的纺织效果。
混合纤维的比例可以根据不同的产品要求进行调整。
三、纤维开松为了使混合纤维更加均匀,纤维需要进行开松处理。
这一步骤通常通过纺纱机来完成。
纺纱机会将纤维进行拉伸和梳理,使纤维间的交错更加紧密,提高纱线的质量。
四、纤维纺纱纤维开松后,就需要进行纺纱。
纺纱是将纤维进行加工,使其成为纱线的过程。
在涤棉混纺纱的生产中,常用的纺纱方法有环锭纺和气流纺。
环锭纺是一种传统的纺纱方法,它通过环锭纺纱机将纤维进行拉伸和扭转,形成纱线。
这种方法可以使纱线更加牢固,适用于制作耐磨性较高的纺织品。
气流纺是一种较新的纺纱方法,它利用高速气流将纤维吹散,并通过旋转的喷嘴将纤维捻合成纱线。
这种方法可以使纱线更加柔软,透气性更好,适用于制作舒适度较高的纺织品。
五、纱线整理纺纱完成后,纱线需要进行整理。
整理的目的是使纱线更加光滑、均匀,并去除其中的杂质。
整理通常包括浸泡、清洗、染色等工艺。
六、纱线检验在纱线整理完成后,需要进行检验。
检验的目的是确保纱线的质量符合要求。
常见的检验项目包括纱线的强度、断裂长度、扭力等。
七、纱线包装纱线检验合格后,需要进行包装。
包装通常采用纸管盘或塑料管盘的形式,以便于运输和储存。
八、成品质检成品纱线需要进行质检。
质检的目的是确保成品纱线的质量符合要求。
常见的质检项目包括纱线的细度、均匀性、外观等。
以上就是涤棉混纺纱的生产流程。
棉锦纶涤纶混纺面料研制
津 纺 织 科 技
总第16 期 9
棉锦 纶 涤纶 混 纺 Байду номын сангаас料 研制
李婧 许晶 李婷 侯永酷
( 天津天纺投资控股有限公司)
摘 要 :本文通过对纺纱、织造、染整等工艺阐述 ,对棉 、锦纶 、涤纶混纺面料设计生产 中所遇到的难点及解决方
法 进行 了讨论
关键词 :棉 锦纶 涤纶 混纺面料
织技术人 员对纺纱技术进行攻关,通过 多次试验 ,通过 工艺设备 的调整改进 。最终成功纺制了该混纺纱线 ,顺 利完成该项 目的设计开发。 锦纶: 清花—梳棉一予并一 、
2工艺流程设计
1 品设计 产
11 .设计要点 保证面料的舒适性 ,以棉为主体 ,这也是客户需求
涤 清 — 棉 予 一 }混 三 一 纱 细 一 筒 纶: 花 梳 一 并 一 并( 道) 粗 一 纱 络
28 .9
2. 96 08 .6 38 .3
短纤维率 %
机杂 m/0g g10 强度 C/tx N de
99 .
20 . 2 9 .4
1 4 4.
2 0
4l
4 4
42 .
1 . 04
1. 50
32织造工序 .
由于纱 线 有易 起静 电 、回 弹性好 的特 点 ,给 整经 浆 纱 带来 难度 ;加之 品种 紧度 大 ,组 织又 为31 1 变化提 /+ / 3
.
表4
浆料名称 南皮_ 19 PA 0 P A 8 79 V 5 V 2
重 量
占 主浆料百分比
S 一 渗透剂 H 5 Q1 C -8
4g k
8 %
打卷,在此期间将原料上下翻动 ,使溶剂充分渗透到棉
中空涤纶与棉混纺纱的生产
大 , 层闻棉 柬粘 附力 增加 , 棉 因此 易出现棉 卷 棉层
粘 连 现象 。针对 中空 涤 纶纤 维 的特性 , 我们 采 取 了三项措施 : 1 将 A 7 () 0 6型成卷 机 第二根 紧压罗
拉 加温 , 棉层 表面 熨 平 , 柬 伏 贴 ;( ) 理 棉 使 棉 2合 卷 加压 , 层本 身加 压要重 , 加棉层纤 维 的抱合 卷 增
( 山东基德 纺织 科技 有限公 司)
纤 维 与黑 涤纶原 料 排 包 的合 理 性 , 照 设计 排 包 按
O 前言
中空涤纶 纤 维具 有 良好 的保 暖性 , 系杜 邦 公
司仿 真北极 熊 毛 的 中空 特征 而 研 制 的新 型纤 维 , 它能 将温 暖 的空 气 包 在 纤维 中 , 与外 界 冷 空 气 隔 离 , 用此 纤维 制成 的布料 , 有舒适 、 暖 、 盈 使 具 温 轻 的特 点 。所 有 特许制 造商 均可 将用该 纤维 纺制 的
1 配棉
目前 , 公 司 使 用 美 国 杜 邦 公 司 生 产 的 T 我 ・
7 7 型 中空涤 纶纤 维 , 度 为 1 5 de , 度 为 2W 细 . t 长 x
ห้องสมุดไป่ตู้
度 ;3 改 进 针 布 型 号 , () 锡林 采 用 释 放 性 能 好 的
A 21 C 8 5×0 8 5型针 布 , 夫 采用 转 移 能 力强 的 16 道 A M0 2×0 8 0型 针 布 , 试 验 , 维 转 移 率 由 I 3 19 经 纤 56 . %提 高 到 9 1 , . % 盖板 选 择 7 2型针 布 , 于 0 优
3 m。在 实 践 中 , 们 在 原 料 管 理 上 特 别 注 重 8m 我
棉铜离子改性涤纶混纺纱的生产
进行 介绍 。
1 原 料 性 能
铜 离 子 改 性 涤 纶 纤 维 指 标 : 度 13 tx 细 . 3 de ,
作 者 简介 : 治 海 ( 9 5 ) 男 , 理 工 程 师 , 密 ,6 5 0 孙 17 ~ , 助 高 2 10 收 稿 E期 :0 0 0 — 1 t 2 1 -5 1
关 键 词 : 铜 离 子 改 性 涤 纶 纤 维 ; 梳 棉 ; 纺 纱 ; 合 ; 量 不 匀 率 精 混 并 重 中 图 分 类 号 :S0 . T1 2 4 文 献 标 志 码 : B 文 章 编 号 :01 45 21 )1 0 1 3 10— 1 (00 1- 4- 7 0 0
摘 要 : 为了顺利 的纺制 出棉铜 离子改性 涤纶混纺纱 , 开清棉 工序提 高纤维转移 率; 梳棉 工序适 当分梳 纤
维 ; 条 工序 采 用三 道 并合 ; 纱 采 用适 宜的 捻 系数 , 止 意 外 牵伸 ; 纱 采 用 重 加 压 、 小 的后 牵 伸 倍 数 和 钳 口 并 粗 防 细 较
强 、 于织造 等 特 点 。铜 离 子 改 性 涤纶 纤 维 用 于 便 纺制家 纺产 品 , 以改 善纯 棉制 品 的质感 , 决 日 可 解
A 3 E型 混 开 棉 机 — A 0 A 型 开 棉 机 — 05 F 16 F 36 A 0 A型并 条 机— A 0 A型并 条机 F 36
隔 距 、 大 的后 牵伸 隔距 ; 筒 适 当 降低 络 纱 速 度 、 严 电清 参 数 设 置 , 棉/ 离子 改性 涤 纶 6 / 1 . x混 纺 较 络 加 使 铜 9 3 7 t 9 e
棉与涤纶混纺本色纱线-最新国标
棉与涤纶混纺本色纱线1 范围本文件规定了棉与涤纶(棉型纤维)混纺本色纱线的术语和定义、产品分类、标记、要求、试验方法、检验规则和标志、包装。
本文件适用于环锭纺(含传统环锭纺、赛络纺、紧密纺、赛络紧密纺)生产的棉与涤纶混纺本色纱线。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2543.1 纺织品纱线捻度的测定第1部分:直接记数法GB/T 2910.11 纺织品定量化学分析第11部分:纤维素纤维与聚酯纤维的混合物(硫酸法)GB/T 3292.1 纺织品纱线条干不匀试验方法第1部分:电容法GB/T 3916 纺织品卷装纱单根纱线断裂强力和断裂伸长率的测定(CRE法)GB/T 4743-2009 纺织品卷装纱绞纱法线密度的测定GB/T 8170 数值修约规则与极限数值的表示和判定FZ/T 01086 纺织品纱线毛羽测定方法投影计数法FZ/T 01050 纺织品纱线疵点的分级与检验方法电容式FZ/T 10007 棉及化纤纯纺、混纺本色纱线检验规则FZ/T 10008 棉及化纤纯纺、混纺纱线包装标志3 术语和定义本文件没有需要界定的术语和定义。
4 产品分类、标记4.1棉与涤纶混纺本色纱线产品以不同生产工艺、混纺比及线密度分类。
4.2 环锭纺的生产工艺包含传统环锭纺、赛络纺、紧密纺及赛络紧密纺。
4.3棉与涤纶混纺本色纱线的生产工艺过程和原料代号用英文字母表示:赛络纺代号为AA、紧密纺代号为JM、赛络紧密纺代号AA JM,传统环锭纺生产工艺代号不作标识;精梳纱线代号为J,普梳纱线不作标识;涤纶代号为T,棉代号为C。
4.4产品混纺比以公定质量比表示,一般按纤维含量递减顺序列出,当两种纤维含量相同时,纤维含量排列顺序可任意。
4.5 棉与涤纶混纺本色纱线标记时,应在线密度前标明纱线的生产工艺(或代号)、原料名称(或代号)及其混纺比。
涤棉混纺纱的生产流程
涤棉混纺纱的生产流程涤棉混纺纱生产的难点是既要保证生产顺利、防止粘缠、降低纱疵、减少棉结、稳定比例,又要尽量使用回花,因此在各工序的工艺设计、专件选择、空调管理、运转操作等方面应注意。
下面是涤棉混纺纱的生产流程:1)棉:清花→梳棉→预并→条卷→精梳2)涤:清花→梳棉→预并3)棉+涤:混并1→混并2→混并3→粗纱→细纱→络筒清梳工序在清花工序,棉纤维可按正常纯棉纱的方法生产,涤纶则要防止粘卷和破卷,可采用夹粗纱、加热和重加压等方法来解决。
在梳棉工序,在加强对棉分梳的同时,不可忽视对涤纶的分梳,否则成纱棉结和疵点也会比较高,尤其对精梳涤棉纱,以及一些有单染要求的涤棉布种,如涤纶分梳不良,单染棉后布面会显露出很多白色涤纶棉结和粗节,严重影响布面外观。
要加强涤纶的分梳,可选用密度较大的针布,如锡林针布选用AC2525×01560型。
锡林盖板隔距适当偏紧掌握,产量和生条定量适当偏低,有条件的话,加装预分梳板和固定盖板等分梳元件。
并粗工序专件选用。
为兼顾条干和生产顺利,并条胶辊硬度宜选用邵尔A82度,粗纱胶辊宜选用邵尔A75度,并进行适当的涂料处理。
并条工艺对于涤棉混纺纱,并条工序的重点是速度、并合数、后牵伸配置及条子定量。
对于精梳涤棉混纺品种,出条速度不能过高,否则易导致意外牵伸和飞花纱疵,一般以280 m/min以下为宜。
并合根数以6根为宜,过多则需提高牵伸倍数。
由于涤纶和棉纤维的伸缩性能不同,混合条子有一定的弯曲和起皱,如果后牵伸倍数小,条子在后区没有伸直,进入主牵伸区后会造成牵伸力波动太大而出“硬头”,因此,后牵伸倍数不能过小,一般头并以1.5~1.6倍、二并1.3~1.4倍、末并1.25~1.30倍为宜。
另外,条子定量不能过轻,否则会使须条过薄,在集束区产生破边,形成“大疙瘩”纱疵,这种情况在二并更容易出现。
以JT/C 65/35 18.3 tex纱为例,一、二、三并定量可选22 g/(5 m)、22 g/(5 m)、21 g/(5 m)。
涤棉混纺纱的生产流程(一)

涤棉混纺纱的生产流程(一)涤棉混纺纱的生产介绍涤棉混纺纱是一种由涤纶和棉纤维混合制成的纱线。
它结合了涤纶的耐久性和棉纤维的吸湿性,具有舒适度和耐用性的优点。
本文将详细介绍涤棉混纺纱的生产过程。
原料采购1.纱线制造工厂首先需要采购涤纶和棉纤维作为原料。
2.选择优质的涤纶和棉纤维供应商,并与其建立长期合作关系。
3.需要确保原料的批次和质量稳定。
混纺配比1.根据产品要求和市场需求,制定涤棉混纺纱的配比方案。
2.配比方案通常包括涤纶和棉纤维的比例、纤维长度等指标。
3.由经验丰富的工艺师根据配比方案进行相应的计算。
纤维预处理1.涤纶和棉纤维需要先进行预处理,以去除杂质和提高纱线质量。
2.涤纶经过熔融纺丝和拉伸工艺,形成纤维丝。
3.棉纤维经过开松、清洗和除尘等工序,确保纯净度。
混纺纱线生产1.将经过预处理的涤纶和棉纤维按照配比方案混合,形成纤维混合物。
2.将纤维混合物送入纺纱机进行纺纱工艺。
3.在纺纱机上,纤维经过拉伸、加捻等工序,形成涤棉混纺纱线。
纱线检验和包装1.从纺纱机取下纱线,并经过丝光、染色等处理,提高纱线品质。
2.对纱线进行严格检验,包括强度、细度、色牢度等指标。
3.合格的纱线将被卷绕成纱锭或纱管,然后进行打包和标识。
成品质检和出厂1.对纺好的涤棉混纺纱进行最终质检,确保质量符合标准和要求。
2.符合质检要求的涤棉混纺纱将被放入仓库进行储存。
3.出厂前,按照客户订单的要求,将涤棉混纺纱整理、打包,并安排发货。
结论涤棉混纺纱的生产过程经过严格的原料采购、混纺配比、纤维预处理、纺纱、检验等环节。
通过这些工艺,可以生产出质量稳定、符合市场需求的涤棉混纺纱线。
这种纱线具有涤纶和棉纤维的优点,可被广泛应用于纺织行业。
优点涤棉混纺纱具有多种优点,使其成为纺织行业的理想选择:1.耐久性:涤纶纤维具有出色的耐久性,使涤棉混纺纱更加耐用,不易磨损或变形。
2.吸湿性:棉纤维具有良好的吸湿性,能够吸收和释放体内和外部的湿气,使涤棉混纺纱具有良好的透气性和舒适度。
改性涤纶棉Viloft绢丝混纺面料的开发
(t o o rnho S adn n i e ueC p a C . Ld ) 5 C t nB ac f h n ogWat r r ai l o ,t. o l t aV t t
绢丝 、 纤 维 的 混 纺 比 例 分 别 为 4 % 、0 、 棉 0 2%
1 % 、0 , 0 3 % 以增 加可 纺性 , 提高 纱线 强力 , 大 限 最 度 地 发挥 各种 纤维 的优 良特性 。面料组 织结 构为
5 3直 贡 + 53横 贡 , 纬纱 均 为 1. e , 密 / / 经 47t 经 x
棉投 料前 对原 料进行 预处 理 , 洒水 及抗静 电剂 , 喷
混 和 生 条 干 定 量 2 . / 锡 林 转 速 0 5 g5 m,
30rmn 刺 辊 转 速 80 / i,道 夫 转 速 3 i, / 2 rrn a 2 / i, 林 与 盖 板 隔 距 0 2 m、 .0 m 1rmn 锡 .3m 02 m、 02 02 0 2 .0mm、.0mm、.3mm, 力牵 伸 12 张 .7倍 , 给棉 板 ~刺 辊 隔 距 03 m, 辊 ~锡 林 隔 距 .0 m 刺 0 1 .8mm, 锡林 与道 夫 隔距 0 1 m。经 测 试 , .3m 混 和生条 条干 C .% , V35 生条 重量不 匀率 4 1 。 .% 343 并条 工序 .. 并 条机 前 罗拉 速度 130rri, 2 an 其他 主要 工 /
表 1 纤 维 物 理 指 标
乳酸 , 促进 新 陈 代 谢 , 速 消 除疲 劳 , 复 活 力 。 快 恢 Vlt if是一 种新 型木 浆纤 维 素纤 维 , 有 较好 的强 o 具 力、 弹性 , 其扁 平截 面 所构成 的 大量空 间 气囊 可 且
超细涤/棉混纺纱的生产实践

利 用超 细涤纶 短纤 开发 了 5 9t . x×2的 T J 5 e / C6 /
常规 纤 维为 0 9~16 /m 。 . .8gc 由此 可见 , 维 的弯 曲刚 度 与纤 维 的细 度 之 间 为 纤 平方 关 系 , 就是 说 当细 度减 为原 来 的 1 1 也 /0时 , 弯 其
L Xio pi g U a — n
( h nhi o 1 o o i , h g a2 0 9 C ia S aga N .9C t nM l S a hi 00 0, hn ) t l n
Ab t a t o p o e t ep o e t so 5 tx sa l oy se n n t pe c t n be d d y m d g a a te t o me a s r c :T rb o t rp r e f h 0. 6 d e tp ep l e t r d l g sa l o o ln e a a u r e h f r d y h i t e a o n n e m q ai .P o e sn a a tr r p i z d a n w p o e s r ui ” kn i e ss p r tl d s i nn a fe h i e s d a n u ly t rc s ig p rmee s ae o t mi e a e r c s o t d n n ma i g S v r e a aey a p n i g y l n m at r e Sl r r w ” t v i s t p t a e p o u e e e u i r d c . s e o h v r d c d b t rq a t p o u t u l y
Ke y wor ds:ul a fn b ;p l ese b e; l n s a l to t - e f er r i i oy trf r i o g—t p e co t n;s i n ng;bl n d y r pn i e de a n;p o e s;t c i a rc s e hn c lmea u e s r me t n
涤棉混纺纱的生产流程
涤棉混纺纱的生产流程一、纱线原料准备涤棉混纺纱的生产首先需要准备涤纶和棉纤维作为原料。
涤纶是化学纤维,通过聚酯化学反应合成,具有优异的耐热性和耐磨性。
棉纤维是天然纤维,主要由纤维素组成,柔软舒适。
在生产过程中,需要根据纱线的比例要求,将涤纶和棉纤维按照一定比例混合。
二、纱线混合在纱线混合环节,将准备好的涤纶和棉纤维按照一定比例送入混合机中进行充分混合。
混合机通过旋转搅拌,使两种纤维均匀混合,确保混纺纱的均匀性和稳定性。
混合后的纤维经过梳理,去除杂质和粗纤维,并形成纺纱的初步原料。
三、纺纱混合后的纤维经过梳理后,进入纺纱机。
纺纱机是将纤维进行细化、拉直和拉薄的设备。
在纺纱机中,纤维被拉伸成细长的纤维束,然后通过纺纱机的旋转运动成为纱线。
纺纱机的辊子会将纤维束旋转成纱线,并通过拉伸和加捻的处理,使纱线更加均匀和强度更高。
四、捻合纺纱后的纱线进一步进行捻合处理。
捻合是指将纱线进行旋转,使纤维间的纱线互相缠绕。
捻合的目的是增加纱线的强度和稳定性,提高纺织品的质量。
捻合的程度可以根据需要进行调整,一般分为低捻、中捻和高捻。
捻合后的纱线经过整理,去除杂质和不良纤维,形成最终的涤棉混纺纱。
五、成品纱质检生产的涤棉混纺纱经过捻合后,需要进行质量检验。
质检主要包括纱线的强度、细度、均匀度等指标的检测。
通过质检,可以确保生产出的纱线符合规定的质量标准。
质检合格的涤棉混纺纱可以进行下一步的加工和应用。
六、包装和存储合格的涤棉混纺纱经过质检后,需要进行包装和存储。
纱线通常以盘装或筒装的形式包装,并在包装上标注纱线的规格、批号和生产厂家等信息。
包装后的涤棉混纺纱可以进行存储和运输,以供后续的织造或纺织加工使用。
总结:以上是涤棉混纺纱的生产流程。
通过原料准备、纱线混合、纺纱、捻合、成品纱质检和包装存储等环节,完成了涤棉混纺纱的生产过程。
涤棉混纺纱具有涤纶和棉纤维的优点,广泛用于纺织行业,生产出的纺织品具有耐磨、耐热、柔软舒适等特性。
阳离子染料可染改性涤纶及其面料的研究进展
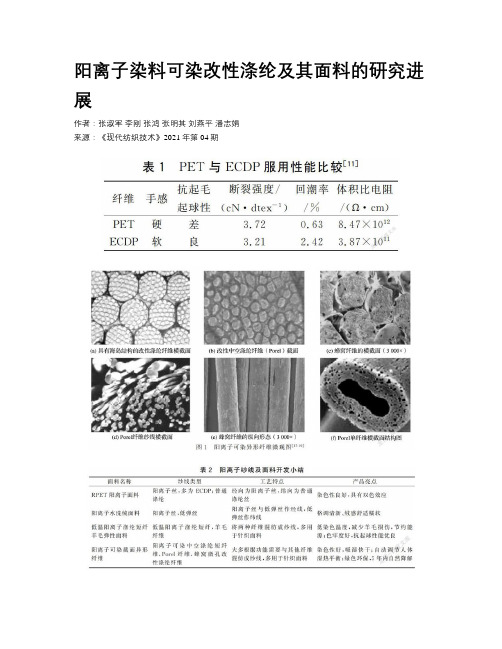
阳离子染料可染改性涤纶及其面料的研究进展作者:张淑军李刚张鸿张明其刘燕平潘志娟来源:《现代纺织技术》2021年第04期摘要:阳离子染料可染改性涤纶是市场上应用广,需求大,开发价值高的改性涤纶,为满足消费者对该产品日益提高的需求,本文通过了解阳离子染料可染涤纶聚酯纺丝原料、纺纱纤维和纱线织造等方面的研发现状和应用情况,分析和讨论了阳离子面料创新的研究成果和市场趋势,得到了阳离子涤纶多样化、功能化的创新方向,市场上产品在易染色的基础上复合了抗菌、抗静电或抗紫外等更多新功能,同时响应时代需求,更加注重和发展针织等更加环保节能、绿色低碳的生产方式。
关键词:功能性纤维;阳离子改性涤纶;面料开发;服用性能中图分类号:TS141.8文献标志码:A文章编号:1009-265X(2021)04-0115-06Abstract:Cationic dye modified polyester is widely used in textile market with high demand and development value. In order to meet consumers increasing demand for this product, the authors analyzed and discussed research results and market trends of cationic fabric innovation and obtained the diversified and functional innovation directions of cationic polyester based on understanding the R&D and application status of polyester spinning material dyed by cationic dyes, spinning fibers and yarn weaving. The products on the market are combined with more new functions such as antibacterial, antistatic or anti-ultraviolet functions based on easy dyeing. To respond to the needs of the times, more attention is paid to the development of more environmentally friendly, energy-saving and low-carbon production methods such as knitting.Key words:functional fiber; cationic dye modified polyester; fabric development; wearability涤纶自1941年问世,1953年投入工业化生产后,凭借其低廉的价格和一系列优良性能,如强度高、弹性好、热塑性好、耐磨性好以及耐腐蚀等,大量应用于衣料、床上用品、装饰布料、国防军工用品以及其他工业用纤维制品。
涤纶与阳离子改性涤纶混纺纱染色实践

普通的涤纶聚对苯二甲酸乙二酯存在吸湿性低染色性能差容易积聚静电易起毛等缺点随着日常生活水平的提高人们对于衣着的打扮及使用已不是简单的保暖需求而是既要求面料挺括不易皱又要保持手感柔软既要有光泽又要颜色鲜艳
阳离子改性涤纶生产工艺探讨
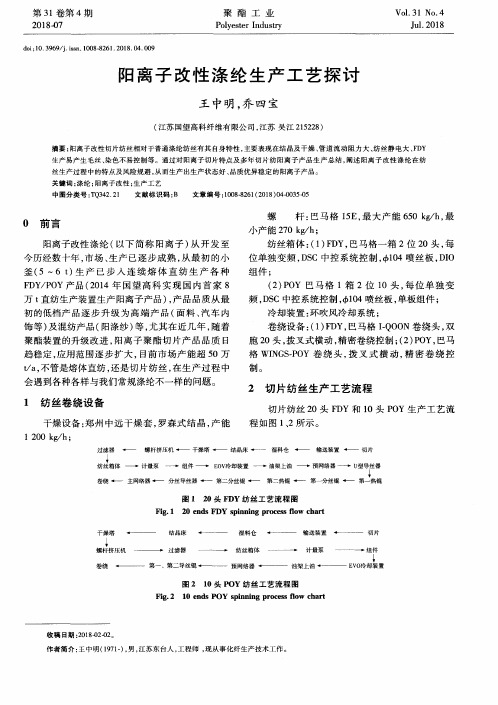
摘要 :阳离子改性切片纺丝相对于普通涤纶纺丝有其 自身特性 ,主要表 现在结 晶及 干燥 、管道流 动阻力大 、纺 丝静电大 、FDY 生产易产生毛丝 、染色不易控制等 。通过对 阳离子切 片特点及 多年切片 纺阳离子产 品生产总结 ,阐述 阳离子 改性涤 纶在纺 丝生产过程 中的特点及风险规避 ,从而生产 出生产状态好 、品质优异稳 定的阳离子产品。 关键 词 :涤 纶 ;阳离 子 改 性 ;生 产 工 艺 中 图分 类号 :TQ342.21 文 献 标 识 码 :B 文 章 编 号 :1008—8261(2018)04 -0035-05
釜 (5~6 t)生 产 已 步 入 连 续 熔 体 直 纺 生 产 各 种 组 件 ;
FDY/POY产 品 (2014年 国 望 高 科 实 现 国 内首 家 8
(2)POY 巴 马 格 1箱 2位 10头 ,每 位 单 独 变
万 t直 纺生 产装 置生 产 阳离子 产 品 ),产 品 品质从 最 频 ,DSC中控 系统 控制 ,+104喷 丝板 ,单板 组件 ;
1 纺丝卷绕设备
2 切片纺 丝生产 工艺流程
切片 纺 丝 20头 FDY和 10头 POY生 产工 艺 流
干燥 设备 :郑 州 中远 干燥 套 ,罗森 式 结 晶 ,产 能 程如 图 1、2所 示 。
1 200 kg/h;
过 滤 器 +一 螺杆 挤 压机 ·一 干 燥塔 + 一 结 晶 床 -一 湿科 仓 +一 输送 装 置 +~ 切 片
阳离子 切 片指 标 还 是 采 用 涤 纶 切 片 指标 项 目, 从 指标 上看 ,阳离子 黏度 比常规 涤纶 低很 多 ,说 明纺 丝 温度及 成 纤强 度要 低 ;DEG含 量 比 常规 涤 纶 DEG 含量 高 ,主要 影 响 纺 丝 温 度 和染 色 。各 项 目对 生 产 的影 响 与常规 涤 纶 是 一 样 的 ,这里 不 一 一 叙 述 。 由 于 阳离子 的染 色 机 理 与 常 规 涤纶 不 同 ,在 切 片 指标 中表 征切 片染 色 深浅 的磺 酸基 团含量 目前 未 找到有 效 的实验 方 法 ,从 切 片 指 标 上 无 法 判 断 切 片 成 纤 后 染 色 变化 情况 。如何 通过 检测 磺 酸基 团 的含量 来 判 断 阳离子 切 片 的染 色 变 化趋 势 ,需 要 检 验 工 程 师们 攻 关解 决 。 目前 解 决 问 题 的方 法 是 将 切 片 进 行 染 色 ,然 后检 测 染色 后切 片 的 L、 、b值 来 判 断 切 片 的 染 色变 化趋 势 。当然 ,阳离 子 切 片染 色 与 分 子 的取 向 、结 晶 、DEG含量 有 一定 的关 系 ,但 主导 因素 是磺 酸 基 团 的含量 。
涤棉混纺纱的生产流程
涤棉混纺纱的生产流程涤棉混纺纱是一种常见的纺织原料,其生产流程经过多个环节,从原材料的准备到成品的制造,每个环节都需要精心操作和控制,以确保最终产品的质量和性能。
下面将详细介绍涤棉混纺纱的生产流程。
一、原材料准备涤棉混纺纱的主要原材料是涤纶和棉纤维。
首先,需要将涤纶和棉纤维分别进行预处理。
涤纶预处理包括切割、熔融和拉伸,以消除纤维内部的张力,并使其具有较好的延伸性和强度。
棉纤维预处理包括除杂、开松和梳理,以去除杂质和纤维结团,使其具有较好的纺纱性能。
二、混纺在混纺环节中,将预处理好的涤纶和棉纤维按一定比例混合。
混纺的目的是使涤纶和棉纤维充分融合,形成均匀的纤维混合物。
通常采用纺纱机进行混纺,该机器配有多个滚筒,通过滚筒的旋转和纤维的拉伸,使涤纶和棉纤维进行有效的混合。
三、纺纱混纺完成后,需要进行纺纱。
纺纱是将混纺后的纤维进行细化和拉伸,形成纱线的过程。
在纺纱环节中,采用纺纱机进行操作。
纺纱机通过旋转和拉伸的方式,将混纺后的纤维逐渐细化和拉伸,形成细长且均匀的纱线。
纺纱的关键是控制纱线的粗细和强度,以及纱线的均匀度和拉伸度,以满足不同织物的需求。
四、捻线纺纱完成后,需要对纱线进行捻合。
捻线是为了增加纱线的强度和稳定性,使其更适合织造。
捻线一般采用捻线机进行操作,通过旋转和拉伸的方式,将纱线进行捻合。
捻合的程度可以根据不同需求进行调整,以获得不同强度和捻度的纱线。
五、整理捻线完成后,需要对纱线进行整理。
整理是为了去除纱线中的杂质、调整纱线的张力和粗细,并使其具有较好的光泽和手感。
整理一般通过整理机进行操作,该机器可以进行精确的控制和调整,以满足不同织物的要求。
六、成品制造经过整理的纱线可以用于织造不同类型的织物。
根据不同的需求,可以采用不同的织造工艺和设备进行操作。
织造的过程中,需要将纱线穿过织布机上的织机,经过织机上的梭子和织布机构,形成织物的纵横交织。
织造完成后,还需要对织物进行整理和加工,以获得最终的成品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
棉铜离子改性涤纶混纺纱的生产
孙治海
(山东省孚日集团股份有限公司)
摘要:为了顺利的纺制出棉铜离子改性涤纶混纺纱,开清棉工序提高纤维转移率;梳棉工序适当分梳纤维;并条工序采用三道并合;粗纱采用适宜的捻系数,防止意外牵伸;细纱采用重加压、较小的后牵伸倍数和钳口隔距、较大的后牵伸隔距;络筒适当降低络纱速度、加严电清参数设置,使棉/铜离子改性涤纶69/31 9.7 tex混纺纱得以顺利生产,且成纱质量达到了使用要求。
关键词:铜离子改性涤纶纤维;精梳棉;混纺纱;并合;重量不匀率
铜离子改性涤纶纤维是以涤纶为基体复合铜离子的纤维,由于铜离子的存在,该纤维具有铜金属的特殊颜色,并具有防静电、防辐射、可持久抗菌抑菌等功效。
铜离子纤维产品可广泛用于防静电织物、工作服、手套、服装,屏蔽电磁波军用产品,抗菌袜子、洗浴用品,蓄热制品等。
其产品与传统导电纤维相比具有质量轻、强力高、导电性能强、便于织造等特点。
铜离子改性涤纶纤维用于纺制家纺产品,可以改善纯棉制品的质感,解决日用纺织品的细菌滋生问题。
本文以棉/铜离子改性涤纶69/31 9.7 tex混纺纱为例,对其纺纱工艺进行介绍。
1原料性能
铜离子改性涤纶纤维指标:细度1.33 d dtex.长度35 mm,回潮率0.4%。
棉纤维指标:235级中长绒,马克隆值4.0,长度35 mm,品质长度38.4 l/lm,含杂3.O%,回潮率6.O%。
2纺纱工艺流程
铜离子改性涤纶纤维:A002D型抓棉机→A035E型混开棉机→FAl06A型开棉机→FAl41型单打手成卷机→FA231型梳棉机→FA306A型并条机→FA306A型并条机
棉纤维:.A002D型抓棉机→A035E型混开棉机→FAl06A型开棉机→FAl4l型单打手成卷机→FA231型梳棉机→FA306A型并条机→E32型条并卷联合机→E65型精梳机
调匀整并条机(三道) →FA42l型粗纱机→EJMl28K型细纱机→0R10N-M型自动络筒机
3各工序工艺参数的配置
由于棉纤维生产属于常规纺纱,以下主要介绍铜离子改性涤纶纤维的纺纱工艺。
3.1开清棉工序
铜离子改性涤纶纤维整齐度好,不含杂质,类似于涤纶纤维,开清棉采用“以梳代打、尽量少落”的原则,同时提高纤维的转移率,避免纤维过多的纠缠与搓揉。
试纺时,由于铜离子改性涤纶纤维数量较少,没有使用A002D型抓棉机,原料经过人工开松后,直接由A035E型混开棉机机后喂人。
批量生产时,减小A002D 型抓棉机打手下降动程和降低打手速度,做到勤抓、少抓,以减少纤维损伤。
降低A035E型混开棉机打手速度,缩小尘棒间隔距,放大打手与尘棒隔距,减少纤维的损伤。
使用防黏卷粗纱,棉卷定量400 g/m,综合打手速度900 r/min,保证棉网无破洞。
3.2梳棉工序
铜离子改性涤纶纤维在梳棉工序采用“小定量、中隔距、低速度”的原则,选针布状态较好的机台进行纺制。
为实现适度梳理,减少纤维损伤,放大刺辊~除尘刀隔距,降低刺辊转速,适当放大锡林~盖板隔距。
刺辊转速910 r/min,锡林转速360 r/min,道夫转速22 r/min,刺辊~锡林隔距0.18 mm,锡林~盖板隔距0.23 mm、0.20 mm、0.20 mm、0.23 mm,锡林~道夫隔距0.13 mm,梳棉出条速度80 m/min,定量13 g/5 m。
3.3预并条工序
铜离子改性涤纶生条中纤维弯钩较多,为提高纤维伸直度,须对其进行预并。
同时加大预并条胶辊压力,以降低生条重量不匀率,并提高条子条干水平。
罗拉中心距(前区×后区)47 mm×52iYlm,后区牵伸1.94倍,出条速度200 m/min,定量13.5 g/5 m,条干CV值3.5%,重量不匀率0.79%。
实际生产过程中发现,一次预并后的铜离子改性涤纶纤维伸直度和重量CV不理想,由于铜离子改性涤纶强力较好,不容易伸直,采用了二次并合,达到了质量要求,二次预并后区牵伸1.64倍,条干CV值2.7%,重量CV 0.60%。
3.4 并条工序
为保证两种纤维混和均匀,防止布面出现条纹,选用[)35 c型自调匀整并条机进行三道混并。
并条工艺采取“小定量、低速度”的原则,三道并条罗拉中心距(前区×后区)均为47 mm×52mm,头并采用2根铜离子改性涤纶预并条与4根棉精梳条并合,二并及末并均为6根并合。
并条其他工艺配置及质量见表1。
由表1可知,通过三道并合,条子的重量CV及条干CV均有明显改善,仅棉杂指标略有降低。
3.5 粗纱工序
为提高粗纱质量,选用配有国产超精罗拉和SKF弹簧摇架的FA42lA型粗纱机进行生产。
工艺配置:粗纱定量3.5 g/10 m,锭翼速度750 r/min,前罗拉速度174 r/min,后区牵伸1.21倍,钳口隔距4.0mm,轴向卷绕层数4.4圈/cm,径向卷绕层数16层/cm,设计捻系数95。
减少粗纱定长,以提高粗纱条干并便于细纱机牵伸。
粗纱条干CV 3.50%。
3.6 细纱工序
为有效控制纤维运动,提高成纱质量水平,摇架压力增加到0.15 MPa,采
用新型上销、邵尔A65度进口软胶辊,第二、三罗拉为国产超精罗拉,前罗拉为进口超精罗拉。
为有效减少成纱毛羽,采用1.9 mm小口径导纱钩,国产38 mm钢领,钢丝圈偏重掌握,机台区域相对湿度需控制在55%~65%。
细纱工序主要工
艺参数:设计捻系数400,后区牵伸1.21倍,总牵伸41.1倍,罗拉中心距(前
区×后区)43 mm×64 mm,钳口隔距2.5mm,锭速14 400 r/min,前罗拉速度
240 r/min。
成纱指标达到了较好水平:重量CV1.0%,条干CV 13.9%,一50%细节16个/km,+50%粗节30个/km,+140%棉结128个/km,条干CVb1.8%,单强CV 10.1%。
3.7 络筒工序
络纱速度降至600 m/min,以防止成纱指标的恶化,多次调试捻结参数至合适的数值,保证捻结强力达到原纱85%以上。
电清参数设置:棉结直径界限5.0倍,短粗节直径界限2.3倍,短粗节长度界限1.4 cm,长粗节以及双纱直径界
限1.32倍,长粗节长度界限25 cm,细节直径界限一18%,细节长度界限25 cm。
4 结束语
考虑到棉铜离子改性涤纶混纺纱的特点,铜离子改性涤纶纤维在开清棉和梳棉工序要少打轻梳。
由于铜离子改性涤纶纤维的金属光泽与棉纤维差异较大,并条工序需多次并合,并条道数过多会使精梳棉条过烂,但道数少,又会在布面上产生条纹现象,为此,铜离子改性涤纶纤维需要进行两道预并和三道混并为宜。
粗纱工序需合理设置粗纱捻系数及定长。
细纱工序应保证细纱摇架气压的稳定性及温湿度。
络筒工序应尽量减少纱线指标的恶化,使成纱质量达到使用要求。