【管理资料】液压系统污染控制-EATON汇编
设备液压系统的污染控制

设备液压系统的污染控制大型设备及辅助设备的传动系统大多数采用了液压传动与控制,据调研及统计资料表明,液压系统的故障,70%以上是由于液压系统的污染所造成,液压系统的泄漏与系统污染也存在着直接的关系,泄漏的程度严重影响设备的传动功能以及调速效果,因此,找出液压系统污染的原因与控制措施,对于提高液压传动系统的效率具有不可忽视的实际应用价值。
1 液压系统污染因素分析液压控制系统的污染受诸多因素的影响,据现场调研以及实验测试,多由以下几方面引发。
1.1 系统关键部件设计不合理在系统设计中,液压油的清洁度等级、过滤装置的等级以及过滤器的设计安装位置是较为关键的环节,设计的合理性与否,决定了液压系统的功能和效率。
液压系统设计时,液压油的清洁度等级偏低,如,清洁度等级为NAS9级时,每100ml油液中含有杂质5~15?滋m大小的杂质颗粒数为12万多个,15~25?滋m的杂质颗粒数为2万多个,当液压系统选择的清洁度等级低于NAS9时,过滤精度相应较低,在系统安装冲洗时很容易达到设计要求,被视为合格,但实际上系统油液中含的杂质量远远超出了主要液压元件耐污染能力范围,从而磨损和堵塞液压元件,造成系统功率降低、泄漏甚至失效。
过滤器精等级也是相对关键的参数选择,过滤器滤材及滤芯制作精度是重要的技术指标,若选择制作不规范的滤材及滤芯,如标定5?滋m精度的滤芯,实际精度往往会超过20?滋m,滤芯的过滤比更达不到要求。
过滤器的安装位置不合理,会加剧液压系统的污染程度,只在回油管路上设置过滤器,而吸油管路和压力管路上不设置过滤器,若油箱内油液被污染,极易通过液压泵输入系统,造成油泵磨损出现泄漏、控制阀内部结构卡滞等故障,致使系统失效。
1.2 设备机械杂质污染液压元件在加工、装配、储存和运输等过程,碎屑和污垢都有可能存在于尚未使用的液压传动装置中,在运行中的液压泵、控制阀、密封件等正常磨损所产生的脱落物以及剥落的油漆涂料碎渣等,都是液压系统的污染源。
有效控制冶金机械的液压系统污染的方法(二篇)
有效控制冶金机械的液压系统污染的方法冶金机械液压系统工作环境一般都是处在高温、高压、高速、高负荷、高粉尘、高湿度变化等条件下,在安装、调试、使用、维修、保养过程中,液压系统中的油液容易受到污染和产生化学质变,而使液压系统产生多种故障。
例如,冷、热连轧机液压APC、AWC、AGC、AJC等系统采用了电液伺服阀、高频响应比例控制阀、恒压变量柱塞泵等。
由于电液伺服阀精度高,对油液污染敏感性强,极易产生故障。
大量高精度的液压系统故障70%~80%是由于液压油液的污染造成的,对整个系统危害极大。
因此,必须对液压系统的污染实施全过程监测和控制,保证液压系统的工作可靠性和液压元件的使用寿命,保证冶金机械设备各项指标的正常运行。
1液压油液污染的主要原因及危害1.1液压油液污染原因液压系统中的污染物主要是指混杂在油液当中的各类固体颗粒、水、空气、质变化学成分、微生物等。
主要原因有以下三个方面:1.1.1外界侵入污染物液压系统和元件在使用过程中,外界的粉尘颗粒通过往复伸缩的活塞杆、注入系统的油液和流回油箱的回油、油箱的通气孔等进入油液中。
此外,对液压系统进行维护时,拆装密封件、阀体等带入的棉纱、橡胶等污染物。
如高炉的举升装置、送料系统等液压系统。
1.1.2系统制造污染物液压系统及其元件在制造、装配、存储、运输过程中,系统本身就存在的原始污染物,如毛刺、切屑、飞边、沙粒、磨料、焊渣、锈片、油漆、密封胶、纤维、冲洗液等。
冶金机械当中对于单个零、部件组成的液压系统,则是由于零部件不洁而带入的污染物。
1.1.3系统生成污染物冶金机械液压系统大部分都是在高温、高压、重载的条件工作,致使液压油液高温下产生化学质变,腐蚀金属表面,产生金属颗粒、锈滓,润滑不良,产生部分磨料。
而高压、重载使得液压油剥落金属表面颗粒,加速密封元件的老化,产生金属和非金属颗粒污染。
1.2液压油液污染的危害1.2.1固体颗粒固体颗粒污染物主要由金属颗粒、沙粒、橡胶颗粒、纤维和积碳等物质组成。
液压系统污染控制

液压系统污染控制液压系统污染的控制贯穿于液压系统的设计.制造.安装.使用和维护的整个过程.其基本内容和目的主要是通过污染的预防及控制措施.使系统的污染度保持在系统关键液压元件的污染耐受度以内.从而达到合理的平衡.以保证液压系统的工作可靠性和元件的使用寿命.液压系统中的污染物总量等于系统中原有的污染物加上侵入系统的污染物减去消除掉的污染物一由此可见.对液压系统油液的污染控制主要有两种措施:一是防止污染物侵入系统.二是对系统油液进行过滤净化.1 液压系统污染的预防1.1 清洗污染物对元件和系统进行彻底清洗.消除加工组装过程中残留的污染物1.2 控制污染物侵入采取防止污染物侵入系统的措施.控制从外界侵入的污染物一a.在油箱呼吸孔装设高效能的空气滤清器b.注入系统的新油必须经过严格过滤,c.采用高性能的密封元件.1.3 采用高效能滤油器在液压系统中采用高效能的滤油器.以使其在工作中不断滤除内部产生和外界侵入的污染物2 液压系统污染的控制从技术和经济的观点出发完全去除系统油液中的污染物是不现实的最实际的选择是通过有效的污染控制措施使油液的樗染度和系统元件的污染耐受度之间达到合理的平衡.由此合理的选用过滤器便成了有效控制油液污染的首要问题2 1 过滤器的作用过滤器在液压系统中的作用主要有以下两个:一是控制元件的污染磨损二是防止樗染物引起故障一前一种过滤器要求具有足够高的过滤精度原则上应能有效的滤除尺寸接近污染敏感元件关键运动副动态油膜厚度的颗粒污染物.这类过滤器担负系统的主要过滤作用.一般安装在系统的压力油路和回油路中.后一种作用的过滤器精度较低主要作用是保护个别的元件.防止大颗粒污染物进入元件而引起元件的突发性损坏或动作失灵.过滤器的另一辅助作用.就是通过对过滤器上积留污染物种类的分析.帮助查找磨损部位.及早进行故障隐患的分析.及时进行相应的处理.防患于未然2.2 过滤器选用原则a.具有足够大的通油能力压力损失小b.过滤精度满足设计要求,c 滤芯具有足够的强度和纳污容量,d.滤芯抗腐蚀性能好可在规定温度下长期有效工作,e.滤芯的更换.清洗及维修方便在选择系统的主要过滤器时其精度的确定应考虑系统中关键元件能够耐受的油液污染度.系统的污染物侵入工作条件等斟素从污染磨损控制的观点出发.过滤器的精度应能保证有效地滤除尺寸接近元件运动付动态油膜厚度的颗粒因为这种尺寸的颗粒一旦进入到运动副的问隙内将引起元件表面磨损并使闻隙增大.从而使尺寸较大的颗粒进入间隙.引起进一步的磨损.造成严重磨损的连锁反应最终导致元件的失效.过滤器的尺寸或流量一般可根据系统的流量来确定.但还要考虑滤芯的使用寿命.在污染物侵入率一定的条件下.液压系统油液的污染度主要取决于过滤器的过滤精度然而过滤器的过滤性能往往受到一些实际因素的影响如液压系统内流量波动和过滤器滤芯的旁路泄漏都将降低过滤器的过滤性能.2.3 过滤器的位置及类型a.过滤器在液压回路中的位置取决于装入过滤器的目的:由于污染颡粒来自许多不同的污染源只有把大小和精度合适的过滤器直接装到元件的上游.才能给元件提供最大限度的保护.如果过滤器的功能是控制回路中的污染度则过滤器可装在任意一条主管路中.b.过滤器的类型取决于它在系统中的位置①吸油过滤器为防止液压泵从油箱吸油时将污染物吸人.一般在吸油口或吸油管中装吸油过滤器.吸油过滤器浸没在油箱底部.极易被污染物堵塞而引起吸空现象因此.在吸油口一般采用滤网式过滤器其作用主要用于阻挡大颗粒污染物进入液压泵.同时还可有效地去除悬浮于油液的气泡. ②压力油路过滤器压力油路过滤器主要用于保护系统中的关键元件.它必须能够承受系统的最高压力.并且能耐受在系统工作期间所产生的瞬时高压.该过滤器在压力差方面的限制不十分严格.③回油过滤器回油过滤器一般是低压装置可安装在回油管路或油箱上.它只对系统生成的污染物进行控制④油箱通气孔过滤器由于系统在工作期间能吸人相当量的磨料性污染物.因此加装通气过滤器是必要的但要有足够的通流能力.保证油箱通气顺畅.。
液压系统安装中的污染控制

液压系统安装中的污染控制1 液压系统液压传动技术在18世纪诞生后即得到迅猛进展。
今日,液压传动设备在各行各业得到广泛的应用,在现代化的大型生产线上体现得尤为充分。
马钢热轧H型钢生产线,液压油箱容积54 kL,液压马达38个,各种规格的液压缸多达717个,仅液压管线长达2万多米。
液压传动技术有其不行比拟的优点,这是它得以迅猛进展的主要缘由,与此同时,液压传动设备又有其脆弱的一面,其中抗污染力量低是突出的弱点。
据有关资料记载,液压故障有70%~80%是由油液污染导致的。
要保证液压系统正常、牢靠的运行,必需要保持系统的清洁。
2 系统污染的危害与缘由污染物混入系统后会加速液压零件的磨损、研损、烧伤甚至破坏或者引起阀的动作失灵或者引起噪声。
污染物会堵塞液压元件的节流孔或节流缝隙,转变液压系统的工作性能,引起动作失调甚至完全失灵,产生误动作造成事故。
灰尘颗粒在液压缸内会加速密封件的损坏,缸筒内表面的拉伤,使泄漏增大,推力不足或者动作不稳定、爬行、速度下降,产生特别的声响与振动。
还可能引起滤网堵塞,液压泵吸油困难,回油不畅而产生气蚀、振动和噪声,堵塞严峻时会因阻力过大而将滤网击穿,完全丢失过滤作用,造成液压系统的恶性循环。
系统污染的缘由许多,从污染产生气理来看,分为2种:(1) 制作、安装过程中埋伏在系统内部的污染物。
(2) 系统工作过程中产生的污染。
明显,系统制作、安装过程中埋伏的污染物多为切屑、毛刺、型砂、涂料、磨料、焊渣、锈片和灰尘等固体颗粒,它们对系统的危害比较大,必需在这一阶段加强管理,掌握污染,确保安装后的液压系统能够平安牢靠地运行。
3 液压系统制作、安装中的污染掌握3.1 液压零件加工的污染掌握液压零件的加工一般要求采纳“湿加工”法,即全部加工工序都要滴加润滑液或清洗液,以确保表面加工质量。
3.2 液压元件、零件的清洗新的液压件组装前,旧的液压件受到污染后都必需经过清洗方可使用,清洗过程中应做到以下几点。
有效控制冶金机械的液压系统污染的方法范文(三篇)

有效控制冶金机械的液压系统污染的方法范文控制冶金机械液压系统污染是保障系统正常运行和延长设备寿命的关键。
本文将从减少油品污染源、优化系统设计和定期维护保养三个方面,探讨有效控制液压系统污染的方法。
一、减少油品污染源1. 选择合适的油品首先,正确选择适应冶金机械液压系统要求的油品至关重要。
应根据设备的工作条件、温度、压力、速度等因素选择相应的油品,避免使用过高或过低的粘度。
此外,在选择油品时还应参考设备制造商的建议,确保选用的油品符合设备要求。
2. 加强油品存储和使用管理油品的存储和使用管理直接关系到液压系统是否会受到污染。
在存储过程中,应将油品放置于清洁、干燥、无尘的环境中,避免与水、灰尘等杂质接触。
在使用过程中,要使用干净的油漆桶或容器,并严格按照设备要求的加油量和加油时间进行操作,避免因过量加油或长时间使用造成油品变质和污染。
3. 控制油品的污染源冶金机械液压系统中的油品污染主要来自外部杂质和内部产生的杂质。
为了有效控制油品的污染源,可以在液压系统入口处设置油滤器和空气过滤器,过滤掉大颗粒的杂质。
此外,还可以通过加装油品过滤器和油水分离器等装置,有效去除油品中的微小颗粒、水分和空气。
二、优化系统设计1. 合理选择液压元件和管路在设计冶金机械液压系统时,应选择符合工作条件和压力要求的液压元件和管路。
优先选择质量可靠、耐磨损的液压元件,并保证各管路的密封性良好,防止油液泄漏和空气进入系统。
2. 设计液压系统润滑回路在液压系统设计中,应设置润滑回路,定期给液压系统润滑部分提供清洁的润滑油品,避免由于润滑不良导致的液压元件磨损和系统故障。
3. 优化系统的冷却和加热措施冶金机械液压系统在工作过程中会产生大量的热量,如果不能有效地进行冷却或加热,将会导致油品变质和系统故障。
因此,在系统设计中应设置合适的冷却装置,确保油温在合理的范围内。
同时,在低温环境下,还应设置加热装置,避免油品在低温下变稠影响系统正常运行。
液压系统污染控制技术

PPT文档演模板
液压系统污染控制技术
1. 液压系统简述
§ 1.1 液压系统的基本组成 § 1.2 液压系统的传动介质 § 2. 液压系统的污染物 § 2.1 污染物的定义 § 2.2 污染物的来源 § 2.3 污染物的危害 § 2.4 污染物特征描述 § 2.4.1 固体颗粒 § 2.4.2 水 § 2.4.3 空气
PPT文档演模板
液压系统污染控制技术
表1-2 液压系统对液压介质的性能要求
项目 压缩性
粘性 润滑性 安定性 破乳化性 抗泡沫性 防锈性
相容性
防火性 无毒性 可清洁性
PPT文档演模板
要求 压缩性应尽量小 温度与压力对油液粘度的影响小 对运动副间隙实现充分的润滑 对热、氧和水的敏感性小 液压油中的水很容易沉降分离 循环介质中气泡少 保护金属零件不受气泡和水的腐蚀 液压介质与液压系统的其他元件不互相产生有
PPT文档演模板
2020/11/25
液压系统污染控制技术
2.1 污染物的定义
§ 液压系统的污染物是指液压介质中存在的一 切对系统有危害作用的物质和能量。它包括 固体颗粒、水[1]、空气、化学物质、微生物、 静电、热能、磁场和辐射等。
§ [1] 对于含水液压液来说,水不是其污染物。 为便于叙述,以下所说液压介质主要指液压 油。
液压系统污染控制技术
2.4.2水
§ 水的污染特征描述主要有水的存在形式及其 含量。油液中的水有三种存在形式:溶解水、 乳化水及自由水
PPT文档演模板
液压系统污染控制技术
2.4.3空气
§ 与水类似,空气的污染特征描述主要有空气 的存在形式及其含量。油液中的空气也有三 种存在形式:溶解态、乳化态及自由态。
乙二醇 积碳
污染度等级液压系统液压系统的油液污染监测与控制
污染度等级液压系统液压系统的油液污染监测与控制造成液压系统油液污染的污染源有两个。
一是外部污染源:固体杂质、水分、油分及空气等进入液压系统,造成的液压油污染;二是内部污染源:油液在系统中不断循环,会发生物理和化学性能的变化,或因相关零部件的磨损而产生的油液污染。
对液压系统油液进行污染监测,从而确保元件的使用寿命,延长相应故障的时间间隔。
1污染控制的原理液压系统中元件的污染耐受度和油液的污染度之间存在着矛盾。
它严重影响着液压元件的工作可靠性和使用寿命。
改善的方法可以从对液压元件在设计参数、结构和材质等方面进行改进,来提高元件耐污染性能;同时,可以采取一些控制污染的措施,使系统油液的污染度保持在关键液压元件的污染耐受度内。
实践证明,这是一种比较实用的方法。
控制液压系统油液污染的方法可以采取清洗元件或系统和使用高效能的滤油器等有效措施来实现。
同时,尽量避免污染物侵入系统。
2油液污染控制的措施2.1 液压系统和元件的清洗液压元件的残留污染物在加工或装配过程中不可避免的存在着,这就决定了必须采取有效措施进行清洗。
对元件和系统清洗的目的就是提高油液的清洁度,最大限度地减少或消除设备的早期故障。
反之,没有得到合理清洗的元件接入系统后,污染物对元件运动表面的切削、粘着、冲蚀以及机械振动,往往会导致系统响应缓慢、控制失灵甚至造成元件提前失效。
比如研磨或划伤零件表面产生的磨屑,会堵塞控制孔口,甚至导致运动副卡死等。
2.1.1 对液压元件的清洗对元件的清洗净化,应该从最初的制造工序开始,尤其彻底清除由装配带来的污染物,确保元件的清洁度。
对元件净化的过程,可分为铸件的清理、加工零件的粗洗和精洗。
常采用喷丸或在旋转筒中翻滚等方法来清除铸件表面粘结的型砂和氧化物。
也可使用化学方法清洗。
清除加工残留物、腐蚀物和油脂等则是粗洗的主要过程。
精洗的对象则是对于元件清洁度要求极高的零件,一般可以采用超声波清洗和蒸汽浴清洗。
超声波清洗的原理是利用激烈的超声波冲击力,对在超声波槽内浸泡的元件,实行超声波冲击,使得零件表面的污染物脱离而进行的清洗。
水泥机械液压系统的污染及控制范文(二篇)

水泥机械液压系统的污染及控制范文水泥机械液压系统在运行的过程中会产生污染问题,主要包括液压油污染、胶管老化、内泄漏和外泄漏等。
这些污染问题会导致液压系统的正常运行受到影响,降低设备的工作效率,增加设备的故障率,并且会对环境造成一定的污染。
因此,对水泥机械液压系统的污染问题进行控制和管理显得尤为重要。
首先,液压油污染问题是水泥机械液压系统中常见的污染问题之一。
液压油在长时间的使用过程中会出现氧化、水分、杂质、沉积物等问题,从而导致油质量下降,对液压系统产生不利影响。
为了控制液压油污染,可以采取以下措施:1.定期进行液压油的更换和维护。
定期更换液压油可以有效防止油的老化和污染,保持液压系统的正常运行。
同时,对液压油进行过滤和脱水处理,可以去除其中的杂质和水分,提高油的质量。
2.加强液压油的密封管理。
合理的密封设计和选用优质的密封件,可以有效避免液压油的泄漏和外界污染物的进入。
定期检查和更换液压油封,消除泄漏现象,保持液压系统的完整性。
其次,胶管老化是水泥机械液压系统中常见的污染问题之一。
胶管老化会导致胶管变硬、脆化和开裂,从而引起泄漏和污染。
为了延长胶管的使用寿命和控制胶管老化,可以采取以下措施:1.定期检查和更换胶管。
定期检查胶管的状况,发现老化和磨损问题及时更换,避免胶管的失效和泄漏。
2.加强胶管的保护和维护。
正确使用和保养液压系统,避免胶管的过度拉伸和挤压,防止胶管在使用中受到冲击和摩擦,延长胶管的寿命。
另外,液压系统的内泄漏和外泄漏也是水泥机械液压系统中常见的污染问题。
内泄漏是指液压系统中由于密封不良而引起的液压油泄漏问题,外泄漏是指液压系统中由于管路破裂、接头松动等导致的液压油泄漏问题。
为了控制内泄漏和外泄漏的问题,可以采取以下措施:1.加强液压系统的密封管理。
定期检查和更换液压系统中的密封件,保证密封的完整性和有效性,减少内泄漏的发生。
2.加强液压系统的管路管理。
定期检查和更换液压系统中的管路和接头,保证管路的完整和接头的紧固,减少外泄漏的发生。
水泥机械液压系统的污染及控制范本
水泥机械液压系统的污染及控制范本水泥机械液压系统在工作过程中容易出现污染问题,主要污染源有机械内部的磨损颗粒、油污和氧化产生的胶质物质等。
这些污染物会对液压系统的工作稳定性和寿命造成影响,因此对水泥机械液压系统进行污染控制和管理至关重要。
下面将详细介绍水泥机械液压系统的污染及控制范本。
一、水泥机械液压系统的污染源1. 机械内部磨损颗粒:机械内部的磨损颗粒是液压系统污染的主要源头之一。
在水泥机械的工作过程中,摩擦和磨损会产生大量的金属颗粒,这些颗粒会随着液压油进入系统,进而造成系统污染。
2. 油污:油污是液压系统中常见的污染物之一。
水泥机械工作环境复杂,容易产生灰尘、沙粒等杂质,这些杂质进入液压系统后会与油份混合,形成油污。
3. 胶质物质:水泥机械液压系统中的液压油在工作过程中容易发生氧化和热分解,产生胶质物质,这些物质会黏附在阀芯和液压泵等部件表面,引起卡滞、故障等问题。
二、水泥机械液压系统的污染控制方法1. 定期更换液压油:定期更换液压油是防止水泥机械液压系统污染的基本措施。
根据使用环境和工作强度,制定合理的液压油更换周期,及时清除系统中的污染物。
2. 安装过滤器:在水泥机械液压系统中安装过滤器是常见的污染控制措施。
过滤器可以有效过滤液压油中的颗粒和油污,保持液压系统的清洁。
3. 清洗液压系统:定期对水泥机械液压系统进行清洗,清除系统内的胶质物质和沉淀物,防止阀芯、泵和管路等部件的堵塞。
4. 提高油品质量:选择优质的液压油对于水泥机械液压系统的污染控制非常重要。
选用符合工作条件和设备要求的液压油,可以减少氧化和热分解产物,降低胶质物质的生成。
5. 加强维护和保养:加强水泥机械液压系统的维护和保养,定期检查液压油的污染程度和机械部件的磨损状况,及时进行维修和更换,避免污染物的积累和扩散。
三、水泥机械液压系统的污染控制管理1. 建立液压系统管理制度:建立科学合理的液压系统管理制度,明确责任和任务,明确液压系统的日常维护保养及污染控制的管理要求。
有效控制冶金机械的液压系统污染的方法(三篇)

有效控制冶金机械的液压系统污染的方法液压系统污染是指系统中存在各种各样的杂质,比如颗粒物、杂质和空气等,这些杂质会对液压系统的正常工作和寿命产生不良影响。
因此,有效控制液压系统污染是非常重要的。
下面我将介绍一些有效控制冶金机械液压系统污染的方法。
1. 合理选择液压油液压油是液压系统中最重要的介质之一,选择合适的液压油可以有效降低系统污染。
通常情况下,冶金机械液压系统要求选用抗磨液压油,这种油具有较强的冲洗能力和良好的悬浮性能,能有效清除系统中的杂质。
2. 定期更换液压油液压油在使用过程中会逐渐老化,老化后的液压油不仅会降低系统性能,还会导致系统污染。
因此,定期更换液压油是保证液压系统正常运行的重要措施。
3. 加强液压系统的密封性液压系统的密封性直接影响系统的泄漏情况和杂质进入情况。
因此,在液压系统中要加强密封件的设计和安装,确保密封件的正常运行,减少泄漏,防止外界杂质进入系统。
4. 定期清洗液压系统定期清洗液压系统可以有效去除系统中的污垢和杂质。
清洗液压系统时要注意采用合适的清洗剂和清洗方法,确保系统彻底清洗。
5. 安装过滤器和油冷器安装过滤器可以有效过滤掉液压系统中的颗粒物和杂质,保持系统的清洁。
同时,安装油冷器可以有效降低液压油的温度,减少系统的泄漏和杂质产生。
6. 加强维护保养定期检查和维护液压系统,保持系统的正常工作状态。
比如,清洗油箱、更换密封件、调整液压系统的工作压力等。
7. 加强操作管理操作人员要加强液压系统的操作和管理,注意操作规程,避免操作过程中对系统造成冲击和振动,导致系统污染。
总之,有效控制冶金机械液压系统污染是一项综合性的工作,需要从多个方面入手。
通过选择合适的液压油、定期更换液压油、加强液压系统的密封性、定期清洗液压系统、安装过滤器和油冷器、加强维护保养以及加强操作管理等措施,可以有效控制冶金机械液压系统的污染,保证系统的正常工作和寿命。
有效控制冶金机械的液压系统污染的方法(二)在冶金机械液压系统中,污染是一个常见的问题,会导致机械故障、降低工作效率和寿命,甚至危及人员安全。
水泥机械液压系统的污染及控制(2篇)

水泥机械液压系统的污染及控制在水泥机械中用到各种液压系统,如立磨和辊压机的辊子加压系统、球磨机静压润滑液压系统、采用液压挡轮的回转窑液压系统等,这些液压系统的可靠性和寿命在很大程度上取决于液压元件和液压油的清洁度,而清洁度主要取决于液压系统中液压油的污染程度。
在生产使用中发现,水泥机械液压系统的失效有70%是由于液压油的污染引起的。
因此,必须对液压系统的污染予以控制。
1、污染的种类及危害造成水泥机械液压系统污染的原因很多,按污染物的类型大致可分为以下几种:(1)固体颗粒污染。
固体颗粒主要是指油中混入的切屑、焊渣、粉尘、锈片以及金属粉末等。
含有固体颗粒污染物的液压油类似于研磨金属加工面使用的研磨剂。
液压系统中的污染颗粒随着液压油的流动而遍布整个系统。
当通过泵、缸、阀各液压元件时,会加剧各摩擦副的磨损,产生出新的污染颗粒,造成恶性循环,大大降低元件的使用寿命,严重地威胁着液压系统的正常工作。
(2)空气。
空气可使油液的容积弹性系数降低和失去刚性,从而使元件动作失灵、反应变慢及损失功率;可引起气蚀、振动和噪声;可使元件氧化及油液失去润滑性能;特别是在高温高压的环境条件下,空气极易造成液压油氧化变质并生成有害物质,腐蚀金属机件。
(3)水。
油中混入一定量的水分后,会使油液变成乳白色。
当水与油液中的硫或氯结合时,就产生硫酸或盐酸,腐蚀金属机件,腐蚀后产生的锈片进入油中后,会产生极大的危害;水分若与金属粉末催化剂共存,将加速油的氧化,降低润滑性能和油的使用寿命。
(4)化学物质。
液压系统中常见的有害化学物质有溶解的污物,油液分解残余物及表面活性媒介物等。
它们会腐蚀机件,并使元件表面的污物分散到油液中去而难以清除,还降低过滤网附着污物的能力,常常使节流小孔堵塞。
(5)混入的其它油品。
不同品种、不同牌号的液压油其化学成分是不相同的。
当液压油中混入其它油品后,就改变了其化学组成,从而使用其性质也发生变化。
2、引起污染的原因液压系统的污染是由系统中的元件、管件、油料在加工、装配、储藏、运输过程中产生的。
液压系统污染控制与管理
液压系统污染控制与管理摘要:我国的制造业在发展的时候,需要使用到液压技术来完成很多部件的制作工作。
在实际的制造业发展的时候,液压系统污染控制管理工作非常的重要,需要将液压产生的污染进行控制,在科学管理措施中合理的解决污染问题。
随着我国的科学技术快速发展,各种机械工作高效率使用液压技术,而液压技术同自动化技术相互结合,进一步提升液压效果,推动我国的机械制造业发展。
液压系统在运行的时候,会合理科学使用液压油,这样不仅达到保护机械零件的目的,同时进行能量传输而完成液压工作。
本文对液压系统中的污染物进行研究,从而实施有效地控制和管理措施,减少液压系统污染物对生态环境的危害。
关键词:液压系统;污染;控制;管理引言机械制造业所创造的经济在国民经济中占有很大份额,而机械制造业的发展需要液压技术进行支持。
我国现代的液压系统在实际工作的时候,凭借其运行的功率重量比和自动化智能技术,提高了机械设备的制作精度,同时增强液压系统的控制能力。
我国的液压系统在运行的时候,由于各种原因,会导致污染物出现,其中污染物最多的是液压油的泄漏。
液压油所造成的污染同液压系统元件造成的污染高达80%以上,与此同时,液压油在液压系统中属于必不可少的部分,因在此进行液压系统污染控制工作的时候,需要从液压油污染出发,全面完成污染控制和管理工作。
同时生态环境建设工作需要落实环保工作,开展液压系统污染控制工作符合我国绿色发展要求,同时还能够提升液压系统的工作可靠性。
1.液压污染物的组成和危害我国机械制造业使用液压技术的时候,对于液压系统工作所产生的各类污染物需要进行合理的研究,从其组成部分及其危害两方面进行研究这样才能够制定出针对性控制管理措施。
而这些污染物中因为液压油的污染情况较为严重,因此对其污染物组成部分进行研究,能够发现这些污染物基本上都是液压系统中对液压系统运行有害的物质。
将其进行分类,主要有五类:(1)固体颗粒污染物;(2)具有腐蚀性的水:(3)酸类物质:(4)微生物;(5)辐射物质。
液压系统的污染控制
液压系统的污染控制液压系统能否正常工作,除系统设计、元件制造和维护外,工作介质的清洁度是一个十分重要的因素。
工作介质的污染将直接影响系统的工作性能和使元件过早地磨损,甚至造成设备事故。
大量事实表明,液压设备的工作可靠性与液压系统的污染状况有着密切的关系,控制液压系统工作介质污染已经成为保证设备安全、高效、经济运行的关键,必须充分重视。
一、液压系统污染的原因液压系统污染的原因是多方面的,但主要有两个因素:一是工作介质本身的变质产生粘度变化和酸值变化,二是外界污物混入工作介质内。
其原因主要有以下几方面。
1、系统设计方面的问题设计系统时,对可能引起污染的因素考虑不足,未采取有效的预防措施以使污染得到根本的防治,反而留下产生污染的隐患,使设备在以后的工作中出现难以治理的污染。
2、加工制造方面的问题设备加工制造阶段,从选购液压件、管道管件、密封件、工作介质,到加工装配,均未能严格按照技术要求认真进行,致使新制造的设备就已被严重污染无法进行正常工作。
3、使用维护方面的问题设备从搬运安装、环境选择,乃至工作介质的过滤、系统调整、生产操作和日常维护及检修,均未按照要求进行,从而使合格的液压设备,很快受到严重污染。
二、液压系统污染的类型及危害液压系统的污染主要是工作介质的污染。
由于液压油是液压系统主要的工作介质,因此必须重视工作油液的污染。
工作油液的污染包括空气、水分、固体颗粒、胶质等物的污染,其中固体颗粒是最普遍、危害作用最大的污染物。
1、固体颗粒的污染固体颗粒污染物主要有切屑、铸造沙粒、焊渣、灰尘、毛刺等。
⑴颗粒污染物进入液压元件的配合间隙,会使滑动表面摩擦加剧,或划伤配合表面,破坏其配合精度和表面粗糙度,使泄漏增加,甚至造成元件动作灵敏度降低或动作循环错乱。
⑵液压元件中的阻尼小孔和缝隙式控制阀口,若被工作油液中的污染物堵塞,将会导致液压元件不能正常工作。
例如先导型溢流阀,若污染颗粒堵塞阻尼小孔或者卡住先导滑阀,将使系统压力无法建立或无法调节;而对于流量控制阀,积聚在缝隙阀口处的污染物则会影响工作速度的稳定性。
液压系统污染度控制

液压系统污染度控制摘要:本文通过对液压系统污染度的危害和来源分析,提出液压系统污染度控制方法。
关键词:液压系统污染;液压系统污染度控制液压系统是以油液作为工作介质,利用油液的压力能并通过控制阀门等附件操纵液压执行机构工作的整套装置。
随着科学技术的发展,液压技术渗透到很多领域,不断地在机床、农业机械、汽车、船舶等行业中应用。
但是从使用角度来看,液压系统正常工作的首要条件是系统内部必须清洁。
1.液压系统污染的危害液压系统中的污染物,指在油液中对系统可靠性和元件寿命有害的各种物质。
主要有固体颗粒、水、空气、化学物质、微生物等。
液压系统发生故障中70%-80%是由于液压系统污染造成的。
液压系统的污染会导致液压元件磨损加剧,密封性能下降,容积效率降低,产生内外泄漏。
对于阀类元件来说,当污染颗粒进入运动副之间时,相互作用划伤表面,并切削出新的磨粒,加剧磨损,使配合间隙扩大,导致内漏或阀内串油;对泵类元件来说,污染颗粒会使相对运动部分(柱塞泵的柱塞和缸孔、缸体、配流盘;叶片泵的叶片顶端和定子内表面等)磨损加剧,引起配合间隙增大,泄漏量增加,从而导致泵的容积效率降低;对于液压缸来说,污染颗粒会加剧密封装置的磨损,使泄漏量明显增大,导致功率降低,同时还会使缸筒或活塞杆拉伤报废;对于液压导管来说,污染颗粒会使导管内部磨损加剧,甚至划伤内壁,特别是当液体流速高且不稳定时,会导致导管内壁的材料受冲击而剥落,最终导致导管破裂。
2.液压系统产生污染物的原因液压系统污染的原因主要有以下几种:a.固体污染物:来自液压系统的管道、液压元件如液压缸,胶管、泵、马达、阀、液压油箱等,在系统使用前未冲洗干净,在液压系统工作时,污染物九进入到液压系统中。
b.外界侵入的污染物:外界的空气、水、灰尘、固体颗粒,在液压系统工作过程中,通过液压缸活塞杆、胶管接头、液压油箱、空气过滤器等进入液压系统中。
C.内部生成污染物:液压系统组装、运转、调试及液压油变质也不断产生污染,直接进入液压系统中,如金属和密封材料的磨损颗粒,吸油、回油滤芯脱落的颗粒和纤维,液压油因油温升高、氧化变质而生成胶状物,吸油管路密封不严造成吸入空气等。
液压系统安装、调试中的污染控制

2011 9OCCUPATION176助于整个程序的理解。
四、头脑风暴法和演讲法、微观教学法的交替使用,让教学过程丰富多彩每一个项目模块都是一个完整的工作过程,学生都会经历“资讯(信息收集)→计划(拟定方案)→决策(制定方案)→实施→检查→评估(总结分析提高)”六个阶段,在计划和决策阶段,我们通常组织团队内部、团队之间进行演讲、讨论,运用头脑风暴法启发学生思考,在评估阶段,通常还采用反思法引导学生总结、分析,并提出改进意见。
多种教学方法的交替使用,使得教学过程变得丰富多彩,并充满乐趣。
五、有效引导激发学生的学习兴趣 兴趣是学生主动学习的动力之一,他们对学习的追求常常来源于兴趣。
凡是学生感兴趣的东西,就更容易激发学生的学习热情,引起学生的思考,学生若能有兴趣地学,教学就成功了一半。
因此在教学中,教师要把握时机,结合教材特点,把学生感兴趣的内容引入课堂,而这些内容越接近学生的日常生活,学生对所学知识就越容易理解,学生的学习兴趣也就越浓,从而更能提高学生学习的自觉性和主动性。
我们所选择的每个项目都应以实例为重点,多选择与我们的生活、生产密切相关的事件为实例,这样学生就会对所学内容感兴趣,认识到可以学以致用,就会激发他们的学习兴趣。
教师应积极利用这一点引导学生主动思考,从教师提出问题,激发学生的学习兴趣,引导学生分析问题、解决问题;到逐渐地由学生提出问题,自行分析问题、解决问题。
这样不但提高了学生学习PLC的兴趣,而且还提高了学生分析问题和解决问题的能力;同时让学生在享受成就感的同时培养起自信心。
六、充分运用实训、实习教学,增加感性认识创造条件模拟工作现场,集中时间进行专业系统的训练,使学生能在实训过程中熟练操作、发现问题、解决问题。
结合模块组织实训,实训项目由易到难,由简单到综合,配合全过程考核,不但能提高实践能力,达到理论和实践的融合,还能有效地培养学生良好的职业素质,为就业做好充分准备。
利用假期安排学生到企业参观、实习,实现最典型知识的“真刀实枪”式讲授和训练。
浅析液压系统污染物的产生与防控措施

浅析液压系统污染物的产生与防控措施液压系统是现代机械中至关重要的组成部分。
它们广泛应用于各种行业,如军事、工程、农业等领域,因为它们能够提供高功率和精确的控制,使得它们成为进行繁重工作的理想方案。
液压系统的运行过程中,会产生各种类型的污染物,这些污染物会逐步损害系统的正常运行。
本文将对液压系统污染物产生的原因和防控措施进行简要分析,以帮助读者更好地理解和应对这一问题。
液压系统污染物的产生原因液压系统污染物包括多种类型,如颗粒、水分、空气和化学污染物。
颗粒污染主要指粉尘、铁屑、泥沙等物质;水分污染包括水汽、露点和液态水;空气污染由氧气、氮气和微生物引起;化学污染引起的原因则是液压油和其他液体介质中携带的化学物质,如氧化物、酸和碱。
对于液压系统,污染物产生的原因主要有以下几点:1.制造过程中的污染:制造液压系统时,可能会存在杂质和油膜等残留物,这些成分会随着液压油一起进入系统之中。
2.容器和管道的污染:在运输和使用过程中,从容器和管道的制造材料里可能释放出污染物或附着物,如氧化物和铁锈。
此外,在填充油和维护管道时可能会发生污染事件。
3.环境介质的污染:环境介质、如空气、雨水以及其他介质,对液压系统也可能造成一定的污染。
例如,在户外使用液压系统时,风吹落叶、降雨等可能会影响系统的正常运作,并引入污染物。
防控措施对于液压系统的污染问题,可以从以下几方面入手进行控制:1.选择正确的油品:液压系统油应该选择高品质油,严格按照厂家建议使用。
同时,为了避免不同类型液压油之间的混用,最好在使用过程中不更换液压油。
如果必须更换,需要做到清洗油箱、管路和部件后再添加新的油。
2.保持清洁和干燥:液压系统部件应保持清洁干燥,避免污染物附着。
应定期进行清洗和检查,并采取适当的防尘措施。
3.使用高效过滤器:过滤器是液压系统中的一个重要部分,其作用是过滤和净化液压油,避免污染物进入系统。
在选择过滤器时,应根据系统工作的特点和所处环境来选择适当的过滤器。
液压系统的污染与控制

2012年第35期(总第50期)科技视界Science &Technology VisionSCIENCE &TECHNOLOGY VISION 科技视界近年来,液压传动入了一个新的发展阶段。
机械工程中液压油的应用越来越广泛。
液压油是液压机械的血液,具有传递动力、减少元件间的摩擦、隔离磨损表面、虚浮污染物、控制元件表面氧化、冷却液压元件等功能。
液压油是否清洁,不仅影响液压系统的工作性能和液压元件的使用寿命,而且直接关系机械能否正常工作。
液压机械的故障直接与液压的污染度有关,因而了解液压油污染和掌握控制液压油污染是液压系统正常工作的保障之一。
1液压油液被污染的原因是复杂的,多方面的不仅仅是内部的,还包括外部的。
油液的污染源可概括为系统残留的,内部生成的,以及外界的侵入。
1.1潜在原因造成的污染在液压设备设计之初,就没能将污染的客观渠道堵死。
首先,没有合理选用滤油器。
在泵的吸油口、重要元件的进油口、油箱的入口处均要设置不同精度的滤油器和合理的过滤精度。
其次,就是在制造、组装阶段、对元件和系统必须进行完全清洗。
液压元件在加工制造过程中,每一个元件都需要采用净化措施。
再次在液压元件的制造过程中,根据自身的条件可采用一些新的加工工艺,如采用“喷砂”工艺可去除阀块内孔的毛刺等。
为保证液压系统的可靠性和延长元件的使用寿命。
元件组装时,必须保持环境的干净,所有元件装配时,需采取干装配方式。
1.2外界侵入物的污染在液压系统工作过程中,风沙、固体颗粒水、分、灰尘、潮气等外来污染物,均可通过油箱透气孔和加油口以及阀门侵入系。
通过液压缸往复伸缩的活塞杆及管路连接处、注入系统中的油液、溅落或凝结的水滴、流回油箱等各种渠道侵入液压系统,使液压油污染。
还有在加油换油和维修过程中带入的污染物。
以及在液压系统的维修过程中,粗放操作,忽视了侵入物的污染,甚至有的不用过滤器,直接操作,导致异物侵入。
1.3液压油引入的污染物大多数人认为,新买来的液压油是干净的。
液压系统的污染控制技术资料
第五章液压系统的污染控制技术液压系统污染控制是一项系统工程,首先要求液压系统的使用与维护人员对污染控制的重要性有足够的认识,其次要求其对如何控制,只有充分有效的做好液压系统的污染控制工作,才能保证系统的可靠的运行。
由于大量污染物的存在,影响了液压系统的可靠运行,所以液压系统的污染控制显得尤为迫切和重要。
1. 液压系统的污染物1.1 污染物的定义液压系统的污染物是指液压介质中存在的一切对系统有危害作用的物质和能量。
它包括固体颗粒、水1、空气、化学物质、微生物、静电、热能、磁场和辐射等。
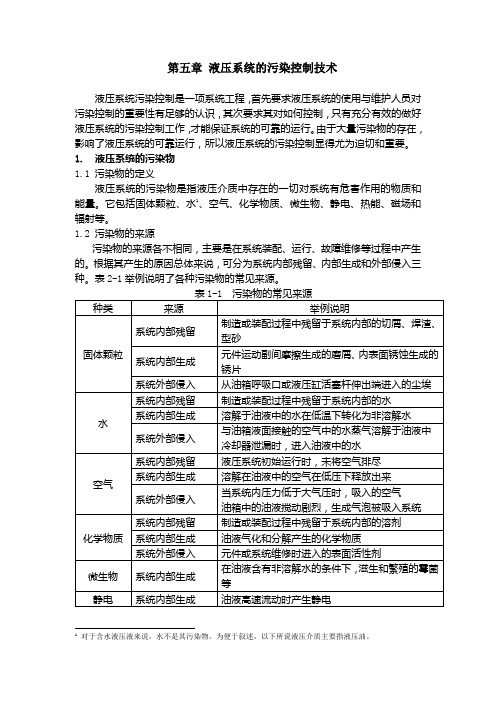
1.2 污染物的来源污染物的来源各不相同,主要是在系统装配、运行、故障维修等过程中产生的。
根据其产生的原因总体来说,可分为系统内部残留、内部生成和外部侵入三种。
表2-1举例说明了各种污染物的常见来源。
1对于含水液压液来说,水不是其污染物。
为便于叙述,以下所说液压介质主要指液压油。
1.3污染物的危害污染物对液压系统的危害是十分巨大的。
据统计,液压系统75% 以上的故障是由于油液及其污染造成的。
固体颗粒是液压系统中最主要的污染物,液压系统污染故障中的三分之二都是由固体颗粒引起的。
表2-2给出了各种污染物的危害。
1.4 污染物特征的描述液压系统中的污染物既有以物质形式存在的,如固体颗粒、水、空气、化学物质和微生物等,又有以能量形式存在的,如静电、热、磁和辐射等。
化学物质主要以其种类和含量来进行污染特征的描述;微生物除了能繁殖与游动外,其污染特征与固体颗粒相近;静电污染一般以电荷电压来描述其特征;热一般以温度的高低来描述其特征;磁一般以磁场强度来进行描述;辐射主要以其种类和能量来进行描述。
下面对液压系统的最常见的固体颗粒、水及空气的污染特征作一介绍。
1.4.1 固体颗粒描述固体颗粒污染特征的参数主要有颗粒的密度、堆积松散度、沉降性、分散性、迁移性、成块性、硬度、破碎性、尺寸、尺寸分布、浓度、形状等。
污染控制经常使用的特征主要有尺寸、尺寸分布和浓度等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
18
19
20
COMPONENT CLEANLINESS 液压元件使用油液的清洁度等级
美国NAS1638污染等级(100mL油液中的颗粒数)
污染度 等级
00 0 1 2 3 4 5 6 7 8 9 10 11 12
5~ 15 125 250 500 1000 2000 4000 8000
16000 32000 64000 128000 256000 512000 1024000
颗 粒 尺 寸 范 围 ( μ m)
15~ 25
25~ 50
50~ 100
22
4
1
44
8
2
89
16
3
178
32
6
356
63
11
712
126
22
1425
253
45
2850
506
90
5700
1012
180
11400
2025
360
22800
4050
720
45600
8100
1440
91200
16200
2880
DIRT INGRESS THROUGH MAINTENANCE 由于系统维护带来的污物
DIRT INGRESS THROUGH MAINTENANCE由于系统维护带来的污物
由于油缸活塞杆带来的污物
SYSTEM GENERATED DIRT 系统本身的污物(气蚀、磨损)
CLEANLINESS LEVELS 液压油清洁度等级
22/17/13
NAS:
8
2m 5 m 15 m 25 m 50 m 100 m
MIN 3214 832 119 7 0 0
MAX 3285 887 124 12 1 0
AVG 3250 860 122 9 0 0
122
ISO CLEANLINESS CODE ISO清洁度代码
Particles / 1 ml
]D0009 099 EUGE0 0E9JKO
00 909iiidsjr
The sample cylinder contains some fluid.
Press FLUSH to drain Target Pro
PARTICLE COUNTER 颗粒计数器
CONTAMINATION REPORT 污染物报告
122
860 3250
0.01 0.02 0.04 0.08 0.16 0.32 0.64 1.3 2.5
5 10 20 40 80 160 320 640 1300 2500 5000 10000
Range Code
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15 ISO 4406
16
Code
17 19 / 17 / 14
HUMAN POLLEN HAIR
.
GRAIN OF SALT
0 10 20 30 40 50 60 70 80 90 100 microns
CONTAMINATION COUNTING 污染物计数
CONTAMINATION CLASSIFICATION 污染物等级
> 2 m > 5 m > 15 m
PARTICLE COUNTER 颗粒计数器
Target Pro The sample cylinder
contains some fluid. Press FLUSH to drain
CO2
CO2
sfjdslj ;djg djg 0ad[g [jg i]0dig
]0d9ig 0d0g 00dg 099d =09 ]09 0ae9 00gi0 ]0d9]09 ]ierwEPO
>4000~ 80000
23
>20~ 40
12
>20000~ 40000
PISTON & BORE 柱塞与缸体孔
PISTON & BORE 柱塞与缸体孔
PISTON & BORE 柱塞与缸体孔
PISTON & BORE 柱塞与缸体孔
HYDRAULIC FAILURES 液压系统故障
Between 70 and 90% of all hydraulic system failures are caused by poor fluid condition
液压系统污染控制-EATON
基本液压系统
SPOOL DIRECTIONAL VALVE 换向阀阀芯
SPOOL CLEARANCE 阀芯公差
5µm
SPOOL CLEARANCE 阀芯公差
5µm
METERING EDGES 节流棱边
METERING EDGES节流棱边
PISTON PUMP 柱塞泵
182400
32400
5760
>100 0 0 1 1 2 4 8 16 32 64
128 256 512 1024
Nas与ISO清洁度等级对照表
每毫升油液中的颗粒数 代号 每毫升油液中的颗粒数 代号 每毫升油液中的颗粒数 代号
>5000000
30
>2500~ 5000
19
>2500000~5000000 29
>1300~ 2500
18
>1300000~2500000 28
>640~
1300
17
>640000~ 1300000 27
>320~
640
16
>320000~ 640000
26
>160~
320
15
>160000~ 320000
Байду номын сангаас25
>80~ 160
14
>80000~ 160000
24
>40~ 80
13
>2m
>5m
> 15 m
Example:
per ml
3250
860
VICKERS TARGET-PRO
Sample:
MACHINE 1
Date:
8.1.99
Sample Vol: 30ml
Flow rate: 50 - 25 ml/min
Reported values:
COUNTS / ml
ISO:
H YD R A U LIC SYSTEM FA ILU R ES
约 70到 90% 的液压系统故障是由于 液压油的污染造成 的
TYPICAL CONTAMINATION DAMAGE 典型的污染损坏
HYDRAULIC CIRCUIT 基本液压系统
IN-BUILT DIRT 内部污物
DIRT FROM NEW OIL 新油带来的污染物
REQUIRED
ACTUAL
LEVEL CLEAN LEVEL
DIRTY
FLUID SAMPLING 液压油取样
CONTAMINATION MEASUREMENT 污物测量
1 micron (m) = 0.000001 metre = 0.001 millimetre
CONTAMINATION VISIBILITY 污染物可视度