FA493(L)FA494(L)齿轮传动粗纱机
粗纱机458A

TJFA458A型悬锭粗纱机天津宏大纺织机械有限公司二OO五年八月目录页数1、机型和主要优点 42、制造厂家 43、制造和使用的行业标准 44、主要规格 55、导条架 56、牵伸 5 6.1、牵伸型式 5 6.2、加压摇架 5 6.3、罗拉 6 6.4、上罗拉7 6.5、皮圈7 6.6、上肖8 6.7、下肖棒8 6.8、集束器86.9、隔距块97、锭翼和锭速98、传动系统9 8.1、差速箱10 8.2、变速机构10 8.3、换向机构108.4、摆动机构109、成形装置1010、升降平衡装置1011、锥轮皮带复位1012、润滑系统1013、粗纱张力控制1014、关于防细节1015、清洁系统1016、巡回式清洁器1117、配备自停装置11 17.1、自停装置1117.2、计长装置1118、信号灯1119、轴承1120、落纱方式1121、电机及其功能1222、电磁离合器及其功能1223、噪音1324、机器净重1325、电源1326、使用性能和纺纱质量13 26.1、技术性能1326.2、纺纱质量参考指标1327、用户自理件1328、其它1429、变换齿轮的种类及数量1430、备件和工具1531、说明15 附图:1、Φ406毫米(16″)棉条筒排列图162、Φ508毫米(20″)棉条筒排列图173、传动系统图184、地脚图191.机型和主要优点:1.1机型TJFA458A型悬锭粗纱机1.2主要优点:本机是在原FA401、FA401A的基础上,经过不断改进提高而成的第三代悬锭机型。
性能稳定,使用可靠,是目前最成熟的国产悬锭粗纱机。
主要优点如下:1功能先进·采用新型封闭式高速锭翼。
·机电结合式的下龙筋换向机构。
动作灵敏、无冒纱现象。
·采用可编程序控制器(PLC)和变频调速。
慢速启动。
·满纱自动控制。
实现定长、定位、定向停车。
·液晶显示屏。
2高质量·园盘式张力微调装置,粗纱张力稳定,伸长率小,前后排差异小。
粗纱机的传动和工艺计算

第五节粗纱机的传动和工艺计算一、粗纱机传动系统与变换齿轮的作用(一)(一)粗纱机的传动系统⒈粗纱机的传动工艺要求对粗纱机传动系统的工艺要求可以归纳为一下几点:(1)粗纱机的恒速机件,如牵伸罗拉、导条罗拉、锭子及筒管的恒速部分,都应由主轴直接传动。
(2)粗纱的变速机件,如升降龙筋及筒管的变速部分,都需由变速机构来传动。
(3)粗纱机的锭子是恒速,改变捻度是由改变前罗拉输出速度来实现的。
但前罗拉速度的改变必须与筒管的卷绕线速度一致,因此,改变捻度时,前罗拉输出速度、筒管卷绕速度和升降龙筋的升降速度必须同时改变,以保证卷绕规律不被破坏。
⒉粗纱机的传动系统粗纱机的传动系统因机型而异,现以由机电化向智能化的过渡机型——FA425型粗纱机为例,其传动系统如图6-5-1所示。
图6-5-1 FA425型粗纱机CCD—传感器 SR—继电器 SQ—行程开关 YC—电磁离合器 UC—控制单元锭翼导条罗拉主电机主轴捻度牙前罗拉牵伸牙后罗拉(变频)差动装置——摆动装置——筒管后牵伸牙中罗拉卷绕电机卷绕齿轮换向齿轮升降齿轮升降轴龙筋(变频)从图6-5-1中可知,FA425型粗纱机有两个传动系统,主电机传动恒速部分,卷绕电机传动变速部分,由工业计算机通过5个控制单元实现各运动机件的同步匹配。
⒊粗纱机的变换齿轮为了保证粗纱的产质量,需根据机型特点和所纺品种对粗纱机进行工艺设计,设计的主要内容有牵伸倍数、捻系数和卷绕密度等。
根据工艺设计对各种参数调整的需要,粗纱机上设有牵伸、捻度、卷绕、升降、成型和升降渐减等变换齿轮,使各参数具有一定的调整范围。
二十世纪生产的粗纱机机型很多,但其传动系统中各变换齿轮的配置却基本相同,故工艺计算方法也大同小异。
在智能型粗纱机上,仅有牵伸变换齿轮,而其他工艺参数则可通过触摸屏直接设定输入。
粗纱机的变换齿轮有:(1)捻度齿轮 捻度齿轮可以改变粗纱的捻度,所以俗称捻度牙。
改变捻度,即改变了锭子与前罗拉的速比,当锭速不变时,前罗拉速度随捻度的增大而减小,所以改变捻度即改变了粗纱机的产量。
THFA4421系列悬锭粗纱机成形控制的改进
( ) 偏心轮张 力微调 :采纳 F 4 5 5 A 2 方案.用 C D C 监控纱条张 力.时时检测 ,单段
调节.可避免偏心轮连续调节动一处而牵全身的不足。
2 电机 的选 用及计 算 : .
根据 T F 4 2 悬 锭粗纱 机成 形控 制 的动 力源 , HA 4 1 计算 设计 各传 动功 能 以及 选择 电 机。
步进 电机 的缺 点就 是丢步 ,不过 可 以选择较 大扭 矩 电机 ,变相 减 小阻力 ,采用 较 高细 分控 制 , 电机平 稳启 动 ,从而 减 小或避 免丢 步.达 到设 计要求精度 。
( ) 成 形 角度控 制 ;采纳 F 4 5电脑 粗纱 机缠绕换 向控 制方 案 。绝 对值编 码器 检 2 A2 测 实际缠绕 位置 ,P C 根 据初 换 向位 和每 次缩距 ,计算 并逻 辑 比对 确定 并发 出换 向 L
皮带 复位 、皮带 复位 到位 行程 开 关 开 、复位 电机反 向启动 、下 铁炮 落下 紧皮 带 .紧 皮带 到位行 程 开关开 、复位 电机 停 :
改进后 采用 松紧 皮带 电机 ( 配 于立 轴上 )与 步进 电机 配 合复 位 .其 步骤 :松 装 紧皮 带 电机 正 向启动 、下 铁炮 抬起 松 皮带 、皮 带松 到位接 近 开关 开、步进 电机 控制
‘ 河北纺织 》20 0 7年第一期 ( 18期 ) 总 2
纺织机 械
隙累计误差,可提高步进电机在张力微调时的控制精度 。
步进 电机具有保持转矩,保证了电机锁定步进的位置,无须再加装制动定位部
件。
步进电机能够适应恶劣的环境, 其外表温度在摄 氏 8—0 09 度完全可以正常工作。
07第二章 第七节 粗纱
三、粗纱机工艺流程
1、喂入机构 2、牵伸机构 3、加捻机构 4、卷绕成形机构
加压装置
• 粗纱加压装置: 弹簧摇架加压 装置、气动加 压装置ຫໍສະໝຸດ 左:弹簧加压 右:气动加压
牵伸装置
三罗拉双短皮圈牵伸
三罗拉长短皮圈牵伸 四罗拉D型牵伸 四罗拉 型牵伸
四、工艺配置
1、粗纱定量(g/10m) 一般为2~6 g/10m 2、牵伸倍数 (1)总牵伸倍数:根据细纱的线密度、细纱牵伸 倍数以及熟条定量决定。 一般为5~15倍 (2)牵伸分配 根据粗纱机的牵伸形式和总牵伸倍数而定。 后区:张力牵伸,偏小掌握, 1.08 ~1.35 主区:承担较高的牵伸倍数
4 捻幅 纱线截面上的一点在单位长度内转过的弧长。
PA = AA = tan β
/
5 捻系数 用途:反映纱线加捻的程度。 用途:反映纱线加捻的程度。
计算公式: 特数制捻系数α 计算公式: 特数制捻系数 tex = Ttex
NT
Tm 公制捻系数α 公制捻系数 m = Nm Te 英制捻系数α 英制捻系数 e = Ne 意义: 意义: ①影响纱线结构的紧密程度——纺织品设计时必须考虑。 ②影响加捻纱条的长度缩短程度——影响“捻缩”程度
熟 条
粗 纱
Zinser RO-WE-MAT 670内置式自 动落纱粗纱机
HY495型全自动落纱棉纺电脑粗纱 型全自动落纱棉纺电脑粗纱 机
二、粗纱机的发展 (一)竖锭式粗纱机 A454、A456 、 (二)悬锭式粗纱机 FA401、FA421、FA423、FA425、 FA401、FA421、FA423、FA425、 FA458、FA481、FA491、FA492、FA493、 、 、 、 、 、 FA494、HY493 、
粗纱工艺
列粗纱机都采用三罗拉双短皮圈牵伸,部分国产
悬锭式如 FA401、TJFA458A、FA467、FA481、
FA491 等型号粗纱机均有三罗拉或四罗拉双短皮
圈牵伸机构,供用户在购置新机时选择。 (2)四罗拉双短皮圈牵伸 如图 7-4 所示
图 7-3 三罗拉双短皮圈牵伸示意图
为四罗拉双短皮圈牵伸示意图,整理区的牵伸倍数为 1.05。将主牵伸区的集合器移到整理区,
第一节 粗纱工序概述
一、粗纱工序的任务
由并条机输出的熟条直接纺成细纱约需要 150 倍以上的牵伸,而目前环锭细纱机的牵伸 能力最大 50 倍,所以在并条工序与细纱工序之间需要粗纱工序来承担纺纱中的一部分牵伸 负担。因此,粗纱工序是纺制细纱的准备工序,其任务为:
1、牵伸 将熟条抽长拉细 5~10 倍,并使纤维进一步伸直平行。 2、加捻 由于熟条经粗纱机牵伸后,须条截面纤维根数少,伸直平行度好,故强力较 低,所以需加上一定的捻度来提高粗纱强力,以避免卷绕和退绕时的意外伸长,并为细纱牵 伸做准备。 3、卷绕成形 将加捻后的粗纱卷绕在筒管上,制成一定形状和大小的卷装,以便储存、 搬运和适应细纱机上的喂入。
时,选用(10~15)mm×4mm 的扁平圆形口,当熟条定量在 17g/5m 以下时,选用(7~ 10)mm×5mm 的扁平圆形口。导条喇叭用胶木或尼龙等材料制成。
在一些老式粗纱机上,固装导纱喇叭的扁状铁杆可作横向往复运动,以改变须条喂入的
相对位置,延长皮辊寿命,但纱条横动会引起同档皮辊压力差异和因纱条非直线喂入而造成
第二节 粗纱机的机构
粗纱机虽然有竖锭式与悬锭式之分,但其机构一般由喂入机构、牵伸机构、加捻机构、
卷绕机构、辅助机构等组成。两种类形在机构上有相同或相似的机构,也有不同的机构。相
中考英语单词默写 初中词汇默写(写英语)5

439 ['iŋgliʃmən]n英国(男)人
440 adj 说英语的
441 ['evribɔdi] pron 每人, 人人
442 ['evriwʌn] pron 每人, 人人
443 ['evriθiŋ] pron 每件事, 一切
444 ['evrihwɛə]adv到处, 无论哪里
445 [ig'zæktli] adv 准确地, 严格地
415 ['ə:li] adj & adv早的(地)初期
416 [ə:θ] n 陆地, 大地, 地球
417 ['ə:θkweik] n 地震
418 [i:st] n & adj 东方(的), 东部(的)
419 ['i:zi] adj 容易的
420 [i:t] v吃
421 [edʒ] n 边, 边缘
422 [, edjukeiʃn] n 教育, 培养
中考英语单词默写(5)
English
序号
Chinese426Fra bibliotek[eitθ] num 第八
427 ['i:ðə] adv (用于否定句中)也(不)
428 [ilek'trɔnik] adj 电子的
429 ['elifənt] n 象
430 [i'levn] num 十一
431 [els] adv & adj 别(的), 其他(的)
序号
Chinese
401 ['draivə] n 司机, 驾驶员
402 [drɔp] n & v滴, 水滴, 掉下, 落下
403 [draut] n 旱灾, 干旱
船舶齿轮箱故障分析及修复工艺

船舶齿轮箱故障分析及修复工艺发布时间:2022-05-16T07:48:18.573Z 来源:《科学与技术》2021年34期作者:陈巍[导读] 随着经济和各行各业的快速发展,船舶齿轮箱存在横多故障。
陈巍中国航发哈尔滨东安发动机有限公司,黑龙江省哈尔滨市,150066摘要:随着经济和各行各业的快速发展,船舶齿轮箱存在横多故障。
齿轮箱也叫增速箱,是动力装置与传动装置之间的一种重要连接部件,也是动力类机械设备所必不可少的部分,其主要作用是动力传递,还可以通过齿轮箱齿轮副的增速作用来提升动能,被广泛应用于汽车变速箱、减速器、差速器、风力发电机组、冶金鼓风机、透平压缩机、选矿冶金设备等大中型旋转机械上。
滑动轴承即是在滑动摩擦下工作的轴承,其类型多样,按承载方向分为径向滑动轴承和止推滑动轴承,径向滑动轴承又分为整体式、剖分式、调心式;此外,按润滑形式也可以分为液体摩擦滑动轴承、非液体摩擦滑动轴承。
滑动轴承的结构相对简单,主要构成部分包括轴承座、轴承盖、轴瓦等部件。
整体式滑动轴承由轴承座和整体轴套组成,其最大优点是成本低廉,但当轴套磨损或其轴承间隙无法调整,一般多用于低速、轻载或间隙性工作的机器上;剖分式滑动轴承通常由轴承座、轴承盖、剖分式轴瓦以及双头螺柱组成,因为轴瓦被剖分为上下两部分,便于在磨损后通过减少剖面垫片厚度来调整轴承间隙。
推力轴承主要由轴承座和止推轴颈组成,非液体摩擦滑动轴承一般将轴瓦和轴承座制成一体,齿轮箱上用得较多的是单环或多环式。
关键词:船用齿轮箱;故障分析;管理对策引言近年来,我国船舶制造行业发展快速,因此为了有效降低齿轮箱故障诊断错误率,本文提出采用标准BP神经网络进行船舶齿轮箱故障诊断进行对比测试。
首先对测试数据进行统计,并利用小波分析提取出船舶齿轮箱故障诊断特征,最后建立神经网络对其故障进行诊断,经相关故障实例分析可知,本故障诊断方法能有效提高船舶齿轮箱故障诊断效果,除此之外,本文还对船用齿轮管理对策进行阐述。
2024闽教版小学英语3-6年级全册英语单词(含音标)

[ˈɡrænˌfɑːðə] [deɪt] [ˈlʌkɪ] [ɡɛs]
[ˈdɪfɪkəlt] [ˈkælɪndə]
[bɪˈfɔː] [ˈpiːpəl] ['misiz]
故乡 take的过去式
旅行;旅游 日月潭 湖
do的过去式 swim的过去式
大象 地图 在那边 小山 在……下面 紧挨着 动物 see的过去式 饿的 eat的过去式 任何的;若干
医生 搜索;查找
信息 疲倦的 战斗,与......作斗争 新型冠状病毒感染
爱 人;人们
517
hero
518
award
519 Medal of the Republic
angry
568
program
569
building
570
floor
571
twelfth
572
would
573
living room
574
bridge
575
also
576
really
577
fifteenth
578
neighbor
579
river
580
grandmother
尝试 跳高 自豪的;骄傲的 跌倒;跌下 好 忙的 run的过去式 草 赛跑 第一 第二 第三 喝 疲倦的 难过的 振作起来 仅仅 第四 生气的 节目 建筑物 楼层 第十二 表达较合意愿的做法 客厅;起居室 桥 也 真的 第十五 邻居 河 祖母;外婆
581
grandfather
582
date
583
lucky
584
guess
585
difficult
586
新人教版七至九年级英语单词表 汉译英(含音标)
/ðæt/ /spel/
中文
n. 橘子
n.夹克衫;短上衣 n.钥匙 n.被子;床罩 pron.它 art.(an /æn; ən/)(用于单数可 数名词前,表示未曾提到的)一 (人、事、物) pron.那;那个 v.用字母拼;拼写
40 七上 SU2
/pli:z/
int.(用于客气地请求或吩咐)请
41 七上 SU2 42 七上 SU2 43 七上 SU2 44 七上 SU3 45 七上 SU3 46 七上 SU3 47 七上 SU3 48 七上 SU3 49 七上 SU3 50 七上 SU3 51 七上 SU3 52 七上 SU3
53 七上 SU3
54 七上 SU3 55 七上 SU3 56 七上 SU3 57 七上 SU3 58 七上 SU3 59 七上 SU3 60 七上 SU3
/'kʌlə(r)/ /red/ /'jeləʊ/ /gri:n/ /blu:/ /blæk/ /waɪt/ /'pɜ:(r)pl/ /braʊn/
/ði; ðə/
/naʊ/ /si:/ /kæn; kən/ /seɪ/ /maɪ/
第2页
(美国)全国篮球协会 停车场;停车位 千克;公斤 n.颜色 adj.&n.红色(的) adj.&n.黄色(的) adj.&n.绿色(的) adj.&n.蓝色(的) adj.&n.黑色(的) adj.&n.白色(的) adj.&n.紫色(的) adj.&n.棕色(的);褐色(的) art.指已提到或易领会到的人或 事物 adv.现在;目前 v.理解;明白 modal v.能;会 v.说;讲 pron.我的 (尤指服装的尺码)小号的 (尤指服装的尺码)中号的
中文 (尤指服装的尺码)大号的 不明飞行物 中国中央电视台 n.名字;名称 adj.令人愉快的;宜人的 常用于原形动词之前,表示该动 词为不定式 v.遇见;相逢 adv.也;又;太 pron.你的;你们的 (用于女子的姓氏或姓名前,不指 明婚否)女士 pron.他的 conj.和;又;而 pron.她的 int.是的;可以 pron.她 pron.他 int.不;没有;不是 adv.不;没有
FA481粗纱机9cm机械波产生原因及消除措施探讨

体积小 、点数多 、编程简单等特点。采用液晶显
作者简介 : 张逊(9 0 ) , 18 一, 江苏泰州人 , 男 助教
5 6
泰州职业技术学院学报
第 3 期
示屏 和触 摸式 操作键 盘进 行人 机对 话 。通过 变频 控 制可 以对 主电机进 行软 启动 ,慢停 止 ,可 减缓 对 机件撞 击 ,保 持纺 纱张力 稳定[ 2 1 。
频器,在大纱时,自动降低锭翼转速 ,保证粗纱 离心力恒定纺纱 ,减少粗纱 断头 ,提 高运 转效
率 。正 是 由于 F 4 1 粗 纱 机 具 有 较 高 的 运 转 A8型 效率 ,从而 减少 了粗纱 机配 台数量 。
32 对纱线 张力控 制精 度高 .
品质 量 。
关键词 :粗 纱机 ;技 术规格 ;机 械 波 ;消除措施 中图分 类号 :T 6 H12 文献标 识码 :A
文 章编号 :17 — 12 2 1 )3 0 5 — 2 6 10 4 (0 0 0 — 0 5 0
随着 科学 技术 的进 步 ,纺 织设 备 的 自动化 和 现 代化程 度愈来 愈高 ,纺 织工 艺新 技术 同时得 到
通过人机界面进行参数设置使得工艺调整和更换品种更为方便快捷同时也减轻了人工劳动强度机械波产生的原因及消除措施41原因分析以自用纱为测试对象对fa481型粗纱机各机台逐锭用乌斯特条干仪进行测试并粗工段将试验室测试后反馈的信息数据及波谱图加以分析整理统计发现规律性机械波均在80cm100cm中的波长范围中出现并有重叠和两个长度范围的波峰
2 F 4 1 纱机 的主 要 结构 特 点 A8 粗
21 牵伸 装置 .
前所未有的发展 。近几年来 ,重定量高效工艺的 应 用 ,将 纺 纱 新 技 术 推 向 了更 高 的 发 展 水 平 。
THFA4421系列粗纱机高级功能的开发

P R 1D O T :一
2 13 作 说 明 .. 操 点击 “ 频器 恢复 出厂值 ”按 钮 ,进 入到 变频 器 参数 设 置画 面 ,变频 器 的参数 变
恢复为出厂时的默认值 ( 我厂设置的值 ) 。需要设置的参数都可写入变频器。
22定位停车功能 .
2 2 1功 能说 明 ..
2 11 件构 成 ,见 下 图 .. 硬
2 12利 用施 耐德变 频 器 自带 的 R4 .. J 5口和光 洋 PC自带 的 P R 1通讯 口 m du L OT o b s协
议建 立通 讯 。通 讯 线连 接见 下 图
R 4 : J 54
R4 5 J 5:
一 一
P R 1D O T :十
减少了意外牵伸。除此之外,保证 了 F 4 1 A 2 A的其他原来 的功能特 点。该机型 自 动化 高,操作方便,适合于普梳和精梳棉型化纤及人造纤维的纯纺和混纺 。但 由于在我 们的用户中有些是规模较小的棉纺厂, 这些用户的技术力量薄弱, T F4 2 系列 在 HA41 粗纱机的变频器上修改参数对于他们来说很困难 ,需要更改参数的时候往往 的需要
了纺纱 质量 。
2 .功能分析和方案提出 为了降低 设备的操作性和维护难度 ,太行纺机在原有的程序基础上开发了高 级功能,使强大的软件功能实现设备的 自动化。主要开发了两个功能:
21 . 通讯写入参数功能
《 河北纺织 》2 1 年第二期 ( 1 5期 ) 01 总 4
生产管理与实践
注 :此功 能可在触摸屏上关闭;在执行定位停车功能时,按 “ 停止 ”按钮可终
止 此功 能 。
。 222 . . 功能实现原理
执 行 定位 停 车功 能 ,锭 翼 需要 先 减速 到 低速 ,然 后检 测到 定位 停 车 点停 车 。
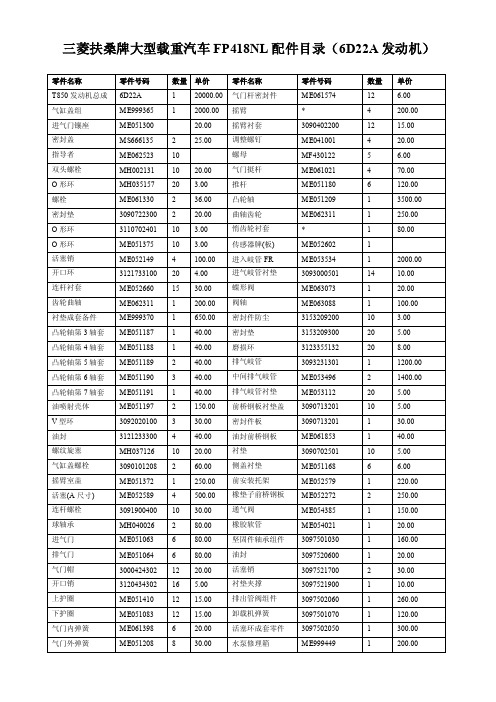
三菱扶桑牌大型载重汽车FP418NL配件目录(6D22A发动机)
弹簧保持架组件 B M E054156
1
20.00 车速表齿轮衬套
M E651986
衬垫 回路阀组件 柱塞组件 供油阀 起动注油泵 输油软管 输油软管 燃油回流管 衬垫 密封垫 杠杆组件 轴承 电刷 电刷弹簧 后托架组件 交流发电机的托架 调整极板 前托架组件 轴承 电刷弹簧
3123674300 10 M E054045 1 M E704144 6 M E704145 6 M E702224 2 M E910445 1 M E910136 3 M E056420 1 M E057741 10 M 578C22201 1 M 863C06671 1 S930P28070 1 M 648C27071 3 M 391C02201 1 M 644B22001 1 M E057161 1 M E057675 1 A640T30770 1 S930P37201 1 A389C01901 10
零件名称
零件号码
数量 单价 零件名称
零件号码
轴 恒温器盖 恒温器盖衬垫 吸气水管 旁通软管 橡脂管
M E055239
1
150.00 回位弹簧
M E620200
3094602300 1
250.00 主轴第 3 档齿轮组件 M E654894
3094601300 10 15.00 同步器毂
M E655305
MH034019
5.00 凸缘叉臂
M C811613
10.00 20.00
防尘盖 衬套叉臂
1201847800 M C805606
80.00 中间轴承壳
M C802792
30.00 中间轴承托架
M C806448
30.00 衬垫
FA421型粗纱机车头加装节油盒
[ ] 翁 越 飞 . 花 织 物 的 设 计 与 工 艺 [ . 京 : 国 纺 1 提 M] 北 中
织 出 版社 ,0 3:4 —6 . 2 0 2 62 7
线 交织形 成双 、 多层结 构 。织物 层次 丰富 , 但工艺 处 理复杂 , 且织 物偏 于厚重 , 用性受 限 。 适
3 2 纱 线 配 置 变 化 .
双 面异纹 提花 织 物 纱线 选 配 应 以产 品用 途 、
产 品 设 计 为 依 据 。要 注 意 选 用 缩 水 性 能 相 近 的 原
料纱 线 , 则织 物会 由于两 面收缩 不 同而不 平整 。 否
双 面 异 纹 提 花 织 物 宜 采 用 色 织 , 物 单 面 的 织
色彩 效应遵 从 一般 提 花 织 物 色彩 设 计要 求 , 即配
色 要 符 合 纤 维 原 料 、 产 方 式 、 织 结 构 、 织 密 生 组 交 度 、 物用 途等 的需要 。 织 双 面 异 纹 提 花 织 物 需 要 采 用 双 层 结 构 分 别 制
[ ] 白 燕 . 结 双 面 织 物 的 设 计 原 理 [ ] 上 海 纺 织 科 2 接 J.
样
全 重 纬结构等 变化 。
313 .. 双 、 层 结 构 多
技
Coton Texi chn og t te Te l ol y
第 3 8卷 第 1 0期 21 0 0年 l 0月
合 后 配 置 法 和 先 配 置 后 叠 合 法 两 种 纹 织 处 理 方 法 各 有其优 势 与局 限性 。
油润滑 , 油会 顺着 机 面 螺钉 处 及 机 面缝 隙处 往 下
渗 。车头 内的 电机 线 、 源线 及 车 上 的控 制 线 很 电 多 , 长时 间浸泡后 电线 外皮 脱落 , 经 易发 生短路 而 引起打 火现象 , 发生 安全 事故 。 针对 这一 安全 隐 患 , 们 组织 技 术 人 员进 行 我
纺织工艺及设备第六章 粗纱机
3/4曲线:结构简单,稳定耐用,保养方便, 但须条定量轻、牵伸倍数大时,控制力不够, 条干均匀度差;
双短皮圈:条干好,装拆不便
长短皮圈:条干好,装拆方便
目前国产粗纱机采用三罗拉双短皮圈和三罗拉 长短皮圈牵伸型式。
双皮圈牵伸装置 摩擦力界分布合理,
浮游区小,有效控制 纤维运动,总牵伸倍 数高,粗纱条干好。
1. 加捻过程
粗纱机的加捻机构:锭翼(锭翼随锭杆回转)
粗纱锭翼顶孔锭翼侧孔导纱臂压掌杆压掌 叶筒管
锭翼转一转,加上一个捻回; 捻度(捻/m)=锭翼转速(r/min)/粗纱输出速度(m/min); 锭翼恒速(如1000r/min,max1500r/min) 所以捻度取决于出纱速度,即前罗拉表面线速度(不
FA401粗纱机双短皮圈牵伸型式 三罗拉、四罗拉
FA401三罗拉双短皮圈牵伸形式: 前、后罗拉钢质、沟槽、28mm; 中罗拉钢质、菱形滚花、 25mm,加强摩擦. 四罗拉双短皮圈:(前方加一对集束罗拉) 1、2罗拉之间为整理区(预牵伸区); 2、3罗拉之间为主牵伸区; 3罗拉为钢质、滚花、 25mm; 其余罗拉为钢质、沟槽、28mm; 各罗拉为同一平面上;
双皮圈: 锭
17~26/10~17/8~17daN/双
三、加压机构
作用:产生罗拉钳口压力,使其握持纤维, 控制纤维运动;
形式:弹簧摇架式、气压摇架式、重锤杠杆 式
国产新型粗纱机均采用弹簧摇架式
粗纱机YJ1-150A摇架 加压:按下手柄,摇架自锁 释压:抬起手柄,摇架脱离自锁
瞬心
瞬心
气压摇架(F1/1A)
加捻旋转点
几种粗纱锭帽假捻器形式
甲:FA401机 乙:SYC刻槽 丙:FL16机不刻槽 丁:GDY刻槽
HY492型电脑粗纱机的使用介绍和性能分析-推荐下载

HY492型电脑粗纱机的使用介绍和性能分析陕西正义纺织有限公司邱博杨继鹏1、概况HY492型粗纱机是江苏省宏源纺机股份有限公司生产的,于2003年8月份开始在我公司安装两台车,仅用十几天时间就安装完毕,经过一周左右的调试就投产运行至今,已正常运行三个月。
通过生产实践证明,该机设计新颖,结构合理,制作精良,运行平稳、可靠,调整工艺特别方便,所纺纱质量稳定,是国内同类粗纱机中适纺性能与工艺效果均较佳的机型。
2、HY492型粗纱机主要技术规格及参数机型:HY492适纺纤维长度mm:纯棉及棉型化纤22—50适纺范围tex:333—117F捻度T/10cm:1.8—8.0牵伸倍数:5.4—11.8车别:右手车、左手车锭距:194mm锭数:120全机功率KW:22卷装尺寸mnq:D150×400最高锭速:1600rpm工艺最高锭速:1400rpm(混纺) 纯棉1200rpm牵伸形式:四罗拉双短皮圈下罗拉直径1TIITI:D28.5×D28.5×D28.5×D28.5上罗拉直径mm:D28×D28×D28×D28前、后罗拉最大中心距:220mm罗拉倾斜角:10°清洁装置:上积极回转式绒带+巡回吹吸风装置下积极回转式绒带+吸尘装置自停装置:自停形式红外光电自停红外光位置:机前:二套锭翼安全防护自停车面:二套粗纱断纱自停机后:一套棉条断条自停卷绕调速方式:微电脑通过变频装置控制卷绕电机、罗拉电机升降电机、锭翼电机同步运转防塌边装置:微电脑控制换向不停车落纱方式:满纱停车、龙筋超降、拔满管、插空管、龙筋上升至生头位置。
喂人装置:导条架是链传动高架导条辊喂入条筒D355.6mm(14″)3、主要性能特点3.1、设计制造精度高、装配质量有保障该机采用上排风装置,地脚固定均采用膨胀螺丝,使设备安装特别方便,所有机架墙板均有编号,并在出厂前打好稳钉(锥度销)眼,安装时每一部分均用专用工具定位。
FA421粗纱机电气说明

FA421粗纱机电气改进说明该电气是在原2000年2月太行FA421A/423A粗纱机基础上通过改动可编程控制器的程序并略微改动外围电路实现电气升级。
2000年以前的机型可对比参考图纸也可实现该功能。
两者主要区别,原计长采用计数仪(CYF-153A)在plc 的001端输入满纱信号。
现在采用plc计数并通过C-02DS-1面板显示。
1.开车点动停车1.1开车按钮当五色灯绿灯(待运行)亮时,挡车工可按开车按钮,粗纱机升速至第一频率并连续运转。
运行中连续按启动按钮几秒后,变频器输出第二段速度(推荐15Hz)运转,松手后又自动执行第一段速度(40-50Hz),方便龙筋换向时能够中速运行,减少断头。
a.断纱时,断纱光电动作,蓝灯亮,指示车前断纱。
机器自动停车,接好后,按停车按钮或点动按钮使光电故障信号复位后方可开车。
b.断条时,断条光电动作,白灯亮,指示车后断条。
机器自动停车,接好后,按停车按钮或点动按钮使光电故障信号复位后方可开车。
但注意,断条5秒内,按点动按钮不起作用,防止挡车工未及时发现断条信号便点动开车使断条信号丢失。
(该时间可调整T611延时值)c.保护光电,当保护光电动作,设备保护,无法开车,防止事故发生。
1.2点动按钮按点动按钮,机器以较低速度运转(变频器推荐速度15Hz),松手机器停车,点动运转时指示灯对光电信号有指示但机器不停。
1.3停车按钮运转中按停车按钮,设备停车,也可用来使故障信号复位。
在自动落纱时可以使落纱动作中止。
1.4龙筋上升按钮在非落纱状态时,连续按压龙筋上升按钮,吹吸风点动运转。
2.落纱当定长达到后龙筋向上运动至SQ5位置时,红灯亮,机器自动停车,机器停稳后,便开始一系列的自动程序动作1.下锥轮抬起,皮带复位2.下龙筋下降至龙筋落底位置3.皮带张紧4.挡车工把纱落完后按龙筋上升按钮,龙筋上升至始纺位置。
在自动落纱中可按停止按钮停止自动动作,问题处理后转手动落纱.手动落纱需在龙筋上升时进行,上升信号(101)由SQ8提供。
FA458粗纱机说明书

FA456粗纱机说明书FA456粗纱机 2008-10-17 13:44:35 阅读527 评论0 字号:大中小订阅I系统介绍篇粗纱是前纺的一道工序,它的任务是把熟条经过牵伸、加捻,加工成粗纱,并将粗纱卷绕成形,便于送到下一道工序。
现在讲述一下悬锭系列粗纱机的工作程序:一、纺纱部分:熟条经导条架进入罗拉牵伸、加捻,牵伸后形成的粗纱经锭翼导纱槽、压掌,最后将粗纱卷绕在筒管上,这几个工作程序是由主电机传动,由一系列的机械结构完成的。
卷绕部分的换向动作是由电气器件――双向吸铁来辅助完成的。
卷绕时,筒管被下龙筋托着,随着下龙筋有规律的上下运动,由于筒管转速比锭翼转速快,因而粗纱便被平行地卷绕在筒管上。
下龙筋运行方向的上、下变换,便是由双向吸铁来控制。
如图(I.1)上龙筋固定不动,假设此时下龙筋运动方向是向上、则当点“A”上升到与锭翼压掌成水平位置时,下龙筋运动方向应反向向下,点“A”称换向点。
双向吸铁的活塞可由电控制左、右吸合,动程达25mm,活塞牵动机械齿轮正、反向啮合旋转,带动下龙筋向上或向下运行。
二、落纱部分:当成形的粗纱纺到定长之后,就要把纱落下去,送到下一道程序。
落纱部分应完成的动作有:1、下龙筋抬起,使皮带松弛并返回初始位置,以便下次纺纱。
2、下龙筋下落,使管纱从锭杆中脱出,然后由落纱工把管纱拔走。
3、下锥轮落下,返回原位置,使皮带张紧。
4、落完纱之后,使下龙筋进行第一次上升至插管位置,然后,挡车工把空的筒管插上。
5、再次使下龙筋上升,即第二次上升至生头位置。
挡车工生完头之后便可进行纺纱了。
三、辅助装置:1. 悬锭系列粗纱机配备了吹吸风装置用于清洁,吹吸风装置是间歇工作的,间歇时间可调。
2. 机器配备了红外光电检测装置,当发生断纱和断条时,挡光路后,机器将自停。
下龙筋附近的龙筋光电可保证落纱时纱不落光则下龙筋不能一次上升,插管时不插管则不能二次上升,起联锁控制作用。
机前三组光电为人身保护光电。
粗纱机运行时常见小故障
粗纱机运行时常见小故障:一,正常运行中纱突然松下来,换向后,纺纱段的纱突然松下来,有的严重时上面全部盘头,关车稍晚些压掌处的纱还会断.问题出在变速部分,原理就是罗拉出来的纱没有被筒管及时收进去.第一步,先查铁炮皮带张力是否有些松,铁炮有没被抬起.悬锭高速车有时会出现这样的情况,铁炮皮带看上去较紧,却由于车速调得过快,换向时皮带打滑溜.这有多方面原因,还和龙筋升降吃重有关.解决办法如下:调紧皮带张力,必要时用细砂纸打皮带,用粗砂皮打一下铁炮,(注意:得横着打,从大头打到小头或小头打到大头),车头和车尾的龙筋升降滑槽加机油润滑.第二步,如果发现铁炮被抬起,先查电磁制动器是否有效(FA421车型).再查螺杆的螺纹是否磨损,磨损了就换.三孔支架里控制铁炮抬起放下的那根轴的左右四枚紧定螺丝有没有松.如果以上都没有问题,就查换向时有没跳齿,即棘轮张力牙多打出一粒牙齿.开车观察一下就行,确系此问题就调节一下斗形或伞形挚子的左右前后位置.还有两者之间的弹簧是不是没劲了.如果是铁炮抬得很高,那肯定是挡车工误碰了操作开关.老车型出现这种故障较少,要么就是铁炮没完全放下或放不下,那就查一下此机械部分.出现上述毛病后,最忌就是不查明原因,看纱松了就收颗牙齿或手动扎紧皮带继续开车,把毛病留给下一班.更有甚者,不懂原理乱拆成型,结果越修越坏.(此故障须是纺纱时张力是均匀正常的,如出现张力忽紧忽松,那就得查铁炮的轴承,紧定罗丝,销键及一系列变速传动部分的磨损了)待续差速箱故障引起的各种现象先谈差速箱的运行原理,从差速箱出来的是二种速度,一种是主轴速度,(以A456为例)电机----主轴----差速箱----A牙里面的齿轮----坦克链条---到下龙筋最后带动锭翼,这是恒速的.另一种是合成速度,下铁炮传来的变速与主轴速度合成后-------三排链-----万向轴----最后去筒管.龙筋升降也是由下铁炮输出的变速,为减轻下铁炮的负荷,所以让主轴分担一部分力,这是合成速度的原理.随着铁炮皮带的每次移动,筒管和龙筋速度是递减的.如果差速箱里面齿轮磨损,轴承损坏.变速部分就会不正常,会有很多现象产生:一,差速箱里面铁炮端的齿轮咬死,那就没有变速输出了,现象就是纱全部断且盘头.二,里面齿轮磨损不严重,在运行时由于惯性有时还看不出来,或者有规律性的一会张力正常,一会又不太好,过会又正常了.也就是有忽紧忽松,但一般有规律,只卡在一点.这种情况在中途停开车时容易发现,一停后常会卡在一点,再开车时就顿一下,再猛拉一下.全车120个纱全部出现细节.三,差速箱里面咬死有时还会影响到龙筋升降,下铁炮变速没有了,主轴速度倒传到龙筋,结果龙筋是飞快升降,纱全部冒头冒脚,哈哈.四,有时会导致恒速输出不正常,结果锭翼速度不正常.纱也会断.总之就是筒管,龙筋,锭翼,罗拉,四者之间速度必须协调,无论哪一个快了或慢了都不行.罗星提出的落纱盘头纱断压掌处,.可能是恰恰在满纱停车时差速箱里面卡在一点,铁炮抬起按点动后,主轴仍在正常转动,某点一卡结果直接有主轴的速度传到了筒管,纱肯定拉断.正常运行时铁炮是放下的,有铁炮传来的速度带一下,在磨损不严重时也就带过去了.当然出现上述情况也可能和变速机构的其它部位有关,如:老虎头牙,万向轴等.查差速箱时可把油全部放出,观察油有没变黑,里面有没磨下的细铁末.以上是本人的一些看法,有些是请教了本人的师傅后才知道的.有些情况非亲身经历,肯定有论述不妥的地方,希望得到各位师傅的指正和补充.非常感谢!粗纱机运行时常见小故障:本论坛有很多文章都有粗纱机各种故障的论述,书上也有较笼统的表述.本人以实际中碰到的情况做个分析.二,打腰箍:就是龙筋不动了,查升降系统.以A456和FA4421为例分两部分来说.A456车型,最常见就是大家都知道的车头里花键离合套滑出,罗丝松的缘故.一般第一步就先查看这儿.第二步看和合牙的处在什么位置,如和合牙吻合正常,就查看上面蜗轮,蜗杆是否出现重大磨损.(一般很少见),大多是和合牙没打到位:套筒是否严重磨损?套筒拨叉是否断裂?没有问题的话再查看前面成型部分.利用龙筋升降给两边弹簧蓄力的手枪柄(由于本人学艺不精,很多零部件的名称表达不准确,只知道俗名)是否断裂或者没起到蓄力作用,可手动摇动龙筋上下换向测试.最后就查到两边的蓄力弹簧了,不仔细看还看不出它也会断呢,刚断时有时车子还能做,因为弹簧两个断面还是平行的压着,时间一长断面之间互相扎进去了,造成压力不够,和合牙有时正常,有时就打不到位.查这种毛病的思路就是如此,修车一定要理清思路,上面所讲可能还有不全的地方,希望各位补充.(待续)回:和气生财师傅,建议你从下面几方面查:一,把铁炮皮带张力再加大点,就是把下铁炮再放下一点.或者涂皮带蜡.二,检查成型上调头位置的镶块磨损情况,和燕尾的间隙.一般间隙控制在25--30丝之间.三,查机械换向部分的销键,齿轮吻合情况,特别是角尺牙上下左右的搭合的垂直和平行度.为什么中大纱容易冒头?因为到中纱时龙筋的重量和重锤之间处在微妙的天平状态,下铁炮容易吃重,隐性的小毛病在这时就会显露.小纱时重锤力大于龙筋,在负重比较轻时小毛病就带过去了.车子开久了,铁炮皮带会拉长特别在夏天,而且龙筋也可能因为某时被筒管顶过,造成不如新车时升降灵活,间接就加大了铁炮的负荷.还要定时清理变频器里的积花,变频过热也会加大负荷.你的情况是上调头冒,但你有没看过下调头的纱型怎么样,也可能虽然没冒,但是看上去也不怎么理想呢?耐心地一个个查,成型,机械换向部分.打腰箍(续)以FA4421为例,此机型以电磁离合器取代了机械和合牙部分.纱在筒管中间打腰箍,主要是成型换向动作不到位.换向过程:下摇架向一边摆下时,接近开关亮,可控制编程器收到换向信号后向电磁离合器发出指令使其动作,可控制编程器和电磁离合器之间设有两个中间继电器(换向时会亮),以防电磁离合器动作时产生的电流冲击,保护可控制编程器的输出点.看到纱在筒管中间打腰箍时,首先打开电器箱查看,如果两个中间继电器没有一个亮的,说明换向箱里的两个电磁离合器都没有吸合,这就排除了机械升降部分可能的故障.如果中间继电器有一个是亮的,说明换向动作正常,问题出在电磁离合器以下的传动中,可能是从换向箱出来的轴上的十字滑块联轴器里面的肖键滑落,当然也可能是电磁离合器不太好了,线圈短路.这是我个人总结出的查看方法,排除了以上可能,就去看成型了----成型换向动作不到位.正常换向时一边燕尾脱开,另一边扣进.但此故障发生时是换向虽然完成,但不到位,两边燕尾都是脱开的.随着龙筋升到一半位置时,没有受燕尾控制的下摇架提前向另一边摆下,遮挡了接近开关,由于是没有力的摆下,结果两个接近开关都亮,造成两个离合器都断电,纱就在筒管中间打腰箍.那么是什么原因造成成型换向动作不到位呢?一,上摇架上的钩链出现断裂,或即将断裂,链出现扭曲,变形.链上的螺丝松或掉落,提供拉力的弹簧问题等等引起的换向时力不够.二,成型换向动作不顺畅,需要重新调整成型各部位的协调性和间隙..有磨损的更换.纱在筒管两头打腰箍除了上面说的两点外,主要是龙筋不换向,碰到上下限位开关,令电磁离合器断电.小纱时看上去是两头打腰箍,大了看上去就像冒头.有几点可能:一,车门内限位开关松动移位.二,成型里换向已完成,但接近开关完全损坏,或有时灵有时失灵.三,接近开关到电磁离合器的一系列电路故障:接线螺丝松动,中间继电器或离合器损坏,可控制编程器输入输出点损坏,等.(此点也适用于任何位置的腰箍)四,成型里该换向时没有动作,某处卡扭.粗纱传动原理随着纱从小纱纺到大纱,直径在不断增大.这就要求变速部分必须随着纱直径的变大而同步变化,每多绕一层,直径就变大,筒管每圈收进去的纱也比前一层要多.恒速部分:电动机---锭翼---差速箱(主轴速度)---捻度对牙---捻度牙-----一直到罗拉.锭翼和罗拉速度是不变的.也就是罗拉出来的纱的速度不变.但每次换向后,筒管每圈收进去纱的周长却要比前一层要多.这就要求筒管速度要相应减慢,不然纱就拉断了.同时减慢龙筋升降速度以配合纱直径增大后的正常卷绕密度.筒管转得慢了,龙筋升降也要配合减慢,相辅相成的关系.还有就是每次换向后圆齿杆退出一点,使下次换向较前次略微提前,也就是缩短龙筋下次换向的动程,保证纱的角度以便于成形.变速部分:电动机---捻度牙---上铁炮牙(带动上铁炮转动,这里是恒速的)---下铁炮(上下铁炮是相反的锥形,上铁炮大头带动下铁炮小头时,下铁炮速度就快.和齿轮传动一个原理,只不过它是靠每次换向后的皮带移动来改变上下铁炮的传动比.注意:上铁炮速度是不变的,只是靠皮带移动使上下铁炮锥形位置变化来改变下铁炮的速度.变速部分:----下铁炮(分两路输出)----差速箱(合成速度)----万向轴---最后到筒管牙.另一路去换向箱---密度牙---最后到升降轴.握持力与牵伸力之间的关系.隔距大一点的话不会改变皮辊对须条的握持力,但却会改变罗拉之间对条子的牵伸力.对皮辊加大压力就是加大握持力.如果牵伸力大于握持力自然会出硬头,还没完全牵伸就把条子拉过来了.工艺是按纤维长短计算的,有时也不一定完全准确,灵活掌握.你加大皮棍压力后还是有硬头,那就放大隔距试试.当然同时条干要测一下.各位老师:请问有哪位师傅对FA322B型自调匀整高速并条机有过深入研究,请帮助解决几项问题.这些问题已经快头疼死我了!1)自匀整控制面板中波谱图里显示9cm和2m的机械波分别是哪里的问题.2)棉节数过多,每两小时差不多40-50例,我也分析过,主要原因就是下皮圈吸花,那么下皮圈吸花问题怎么解决啊?3)怎样能把死区长度调到最佳状态,可不可以随看波谱图随调呢?4)在纺化纤品种时,做条子条干一般都有牵伸波,请问这怎么办啊?救命啊,感谢多方老师给予帮助.是的,只有关车时才有,再开车就开不起来。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FA493(L)FA494(L)齿轮传动粗纱机
主要规格参数:
机器型号:FA494 FA493
锭距:220mm 194mm
锭数:96、108、120、132 96、108、120、132 节距:440mm 388mm
每节锭数:4 4
筒管尺寸:45*445mm 45*445mm
成型尺寸:150*400mm 135*400mm
牵伸倍数:4.2—12 4.2—12
捻度范围:18~80捻/米18~80捻/米
适纺线密度:200~1250 tex
牵伸形式:四罗拉双短皮圈牵伸
罗拉直径:上28.8 28.8 25 28.8
下28.5 28.5 28.5 28.5
加压形式:YJ4-190*4摇架
锭速:最高1400转/分
罗拉凳角度:15。
喂入装置:高架式导条辊
清洁形式:间歇式积极回转绒带配巡回式清洁装置
锭翼形式:封闭悬锭
车面高:1400mm
断头自停形式:红外线光电控制
主电机启动形式:变频调速慢速启动
副电机启动形式:变频调速慢速启动
机器手向:右手车
总功率:12.75kw
工艺计算:
锭翼速度(转/分)=主电机转速(转/分*40/96*47*47/54*32
=主电机转速(转/分)*40/96*1.27835
前罗拉转速=主电机转速*(40/96)*(TC1/TC2)*(A/B)
总牵伸倍数=TDC=(83/TDC)*(104/26)=332/TDC
捻度:
捻度=(1000*47*47*TC2*B)/(28.5*3.1415*32*54*TC1*A) =14.27766713*(TC2/TC1)*(B/A)
隔距块7.5(有4.5、5.5、6.5、7.5的)隔距:8*22*32
束棉器:前八后七
定量:6.8g/10m
捻系数=103
注:红色字体为上机工艺。