焊工工时定额标准
焊接工时

1.00
1.09
1.18
14-16
0.22
0.29
0.40
0.49
0.63
0.72
0.82
0.92
1.10
1.20
1.31
1.41
18-20
0.27
0.35
0.48
0.59
0.76
0.87
0.99
1.11
1.32
1.45
1.58
1.70
22-24
0.32
0.42
0.57
0.70
0.90
1.04
1.86
2.39
2.76
3.13
3.50
4.19
4.59
4.98
5.38
45
0.98
1.29
1.76
2.15
2.78
3.20
3.63
4.06
4.86
5.32
5.78
6.24
50
1.16
1.54
2.10
2.56
3.30
3.81
4.32
4.83
5.78
6.33
6.88
7.43
55-56
1.32
1.74
2.37
2、焊接定额单位为H/米,以焊缝长度计算。
3、双面角焊缝按一面焊缝长度计算,工时取工时定额1.2系数计算。
4、碳弧气刨清根取工时定额的0.1系数.
5、通风状态较差的焊缝焊接取工时定额2-2.5系数计算。
规格(长度)
<250
250-400
400-500
500-600
600-700
焊接H钢制作工时定额标准

各工序工时定额计算方法1.数控下料按板材下料标准计算详见【焊接H钢工时定额标准(数控下料)】。
2.(蓝色)×2-为组立机组立的工时定额。
详见【焊接H钢工时定额标准(组立机组立)】。
3.(黄色)×4为龙门焊焊缝4道的工时定额。
详见【焊接H钢工时定额标准(龙门焊机焊接)】。
4.焊后矫正机矫正从表中直接查出。
5.(绿色)为抛丸机除锈的工时定额(含转运至车间外喷漆现场)。
单纯抛丸时按55%计算。
6.蓝色的40%为向车间外转运和装车的工时定额。
7.终矫(特殊情况下第二次在矫正机上矫正)按表中的50%。
8.火焰调直水平弯曲时按表中的50%,高度方向调直T=(腹板高度mm/10000+0.1)/m。
9.H钢高度m×0.8为底、面漆各一道喷漆的工时定额(深蓝)。
详见【焊接H钢定额标准(喷漆)10.龙门焊以外焊缝按焊接定额。
6mm焊脚时0.2h/m,断焊系数1.2;立焊系数1.4;仰焊1.8.11.H钢形状的立柱零件装配系数:a.单牛腿座时系数3.5.b.双牛腿座时系数4.6.c.无牛腿座时()2.9.注:表中数据乘系数钢立柱零件装配工时。
12.钢板长度需接长时的工时定额详见【焊接H钢工时定额标准(接板)】。
13.以上为每米的工时定额,除有说明外所有工序均包含吊运和翻转工时。
14.本定额制定依据是【劳动定额计算和管理手册】,宽裕度与起重机结构件一致--均按60%计算。
15.本定额标准除数控下料外是按山东某钢构集团公司计件工资标准(按每工时5元)换算得出。
山东贝特起重机有限公司2013.。
)】。
喷漆)】。
计算。
得出。
2013.09.02时。
下料工时。
十六。
焊接工时定额

A102 11 11 11 11 11 11 11 11 11 11 11 11 11 11 11
每立方毫米平均更换焊条时间 单位(min)
每米焊缝清理所需时间 (min)
每米清理
每米焊缝清理所需时间 (min)
每米清理
每米焊缝生理所需时间 (min)
每米生理按每米焊
工件翻转
5
行走时间
5
碳弧气
焊接工时定额计算
焊接截面积计算
V型坡口计算公式 A=δ b+(δ -p)²tanα +2/3hc+2/3h1*c1+3φ +π r² 单边V坡口 面积 81.867137 86.67653807 92.06328942 98.02739103 104.5688429 111.6876451 119.3837975 127.6573002 136.5081531 145.9363564 155.9419099 166.5248136 177.6850677 197.922672 210.7376266 224.1299314 238.0995865 252.6465919 267.7709476 板厚δ 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 间隙 b 钝边 p 角度 α 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 2.5 3 2.5 3 2.5 3 2.5 3 2.5 3 2.5 3 2.5 计算公式 A=k²/2+kh 板厚δ 2 3 4 5 6 8 10 12 14 间隙 b 2 2 2 2 2 2 2 2 2 钝边 p 角度 α 焊缝高度h 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 30 此处计算碳弧气刨清根面积 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5
焊工加工时定额
焊工加工时定额简介本文档旨在介绍焊工在加工过程中的工作定额。
提供了焊接过程中所需的工时估计和相应的操作步骤,以便在项目计划和预算中进行合理的规划和控制。
工时估计根据我国焊工加工的实践经验和行业标准,以下是一些常见焊接任务的工时估计:1. 手工电弧焊接(钢结构):每米焊缝拉焊约需10分钟,角焊缝约需15分钟。
2. TIG氩弧焊接(不锈钢):每米焊缝拉焊约需8分钟,角焊缝约需12分钟。
3. MIG焊接(铝合金):每米焊缝拉焊约需6分钟,角焊缝约需10分钟。
请注意,以上估计仅供参考,实际工时可能受到多种因素的影响,如焊接技术水平、材料特性等。
操作步骤以下是焊工进行加工过程中常用的操作步骤:1. 准备工作:确保焊接区域清洁、干燥,并摆放好所需的焊接设备和材料。
2. 准备焊接材料:根据设计要求,选择合适的焊接材料,并对其进行切割、装配等预处理工作。
3. 装配夹具:根据焊接任务的特点,搭建适当的夹具以固定焊接材料。
4. 焊接准备:对焊接材料进行清洁和除锈处理,以确保焊接质量。
5. 进行焊接:根据焊接工艺要求,选择合适的焊接方法(手工电弧焊、TIG氩弧焊、MIG焊接等),按照规定的焊接顺序和参数进行焊接操作。
6. 焊后处理:对焊接完成后的焊缝进行检查、修整和打磨,以确保焊接质量和外观。
7. 清理工作区:清理焊接区域的焊渣、废料等,保持工作区的整洁。
以上操作步骤是常见的焊接加工流程,具体操作可能因项目要求而略有差异。
结论本文档介绍了焊工在加工过程中的工时估计和操作步骤。
通过合理的估算和规范的操作,能够帮助焊工在项目中高效地完成焊接任务,确保焊接质量和进度的控制。
然而,由于每个项目的具体要求和情况不同,建议根据实际情况进行具体的工时估计和操作安排。
工时定额计算标准

工时定额计算标准一.锯床工时定额计算标准1.工时计算公式:T=(k m T机+nT吊+T装卸)k2式中: k m—材料系数n—一次装夹工件数;n=1-2;k2—次装夹工件数修正系数,k2=1 ( n=1); k2=0.55 (n=2 )2.机动时间:T机2.1. 方料:T 机 = k B H 20式中:H-板厚mmk B - 材料宽度系数,查下表B<5050-8080-150>150k B0.95 1.0 1.05 1.082.2.棒料:T 机=D 24式中 D—棒料外径mm2.3. 管料:T 机=D—d022410000式中 d0—管料内径;mm2.4..方管:T机=H—H0*B0 208000式中: H —方管外形高mm;H0—方管内腔高mm; B0—方管内腔宽mm;3.吊料时间:T 吊=L 10004.装卸料时间及其它时间:L DT 装卸 =0.12+1800+840综上所述:方料: T=(0.12+n0.0519H+0.001L)k2-0.00013 H0*B0(min)圆料: T=(0.12+n0.0429D+0.001L)k2-0.0001 d02(min)n—一次装夹工件数;n=1-2;k2—次装夹工件数修正系数,k2=1 ( n=1); k2=0.55 (n=2 )二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定额:T= k* ( a + b a)3a—每块工时系数、见表b—剪角次数剪板工时系数表L0~100100~300300~600600~900900~12001200~15001500~18001800~21002100~24002400以上a0.50.60.70.80.91 1.1 1.2 1.3 1.5注:准备工时按100 件基数计算,每件0.2,共计 200 分剪板毛刺工时:T=0.3 + 处理长度 /400剪板校正T 校=k*T材料系数K=1~ 1.52.冲压每冲一次工时规格0~100100~300300~500a0.30.40.53..折弯工时定额计算方法折弯工时定额: t2=Σa i折弯工时定额系数表规格0~100100~300300~600600~900900~12001200~15001500~18001800~21002100~24002400 以上a0.50.60.70.80.9 1.0 1.1 1.2 1.3 1.5注:规格栏中,为折弯长度, a 为每折一刀的工时(理论计算:每刀0.15 分×折 1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时板厚V 切割速度 mm/min<1050010~ 3040030~ 60300T 风割=风割长度公式:×3+1.5 V修磨工时含补焊工时 : T 修磨 = T 风割 / 22.焊接单件工时: T 焊接 =T 工件装卸 +T 点焊 + T 全焊2.1 装卸工件工时: T 工件装卸 =(T01+0.2n)B式中: T01—装卸基本工时;(取 T01=0.2);n-- 工件数B-- 重量系数(见表)2.2.点焊单件工时: T= T02点焊式中: T02—点焊基本工时; J—点焊数; N—点焊时工件翻转次数;2.3. 全焊单件工时: T 全焊 = T03+0.1M+0.1N+L Σ/200+0.2NC式中: T03—全焊基本工时; M —焊缝段数;N—全焊时工件翻转次数;LΣ --焊缝长NC--- 焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时;重量系数( B)重量0~5kg5~10kg10~20kg20~30kg30~40kg40~50kg50~60kg B1 1.1 1.2 1.3 1.4 1.5 1.61、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20 分钟5、点焊螺母按 0.5 分钟一个四.钻床工时定额1、T=kT机+ T装卸其中 k—难度系数有工差要求k=1.5有深度要求k=1.1扩孔及攻丝k=0.8 2、机动时间 : T机L20406080100<φ100.6~1.07 1.59 2.11 2.63 3.15φ 10~φ 150.62~1.16 1.72 2.28 2.84 3.40φ 15~φ 250.76~1.42 2.11 2.79 3.48 4.17φ~φ350.97~1.812.693.574.455.3325φ 35~φ 50 1.42~2.65 3.93 5.22 6.517.80φ 50~φ 60 1.81~3.37 5.01 6.658.299.93注: L/D ≥8 时,须另增排屑时间60%。
焊接切割工时表
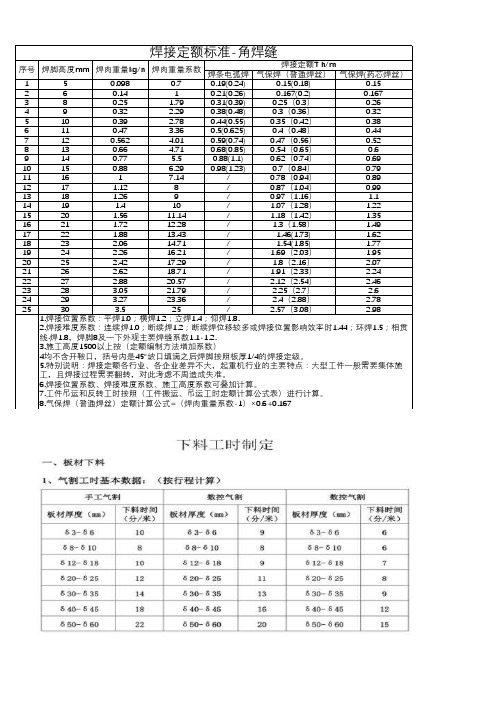
焊条电弧焊气保焊(普通焊丝)气保焊(药芯焊丝)150.0980.70.19(0.24)0.15(0.18)0.15260.1410.21(0.26)0.167(0.2)0.167380.25 1.790.31(0.39)0.25(0.3)0.26490.32 2.290.38(0.48)0.3(0.36)0.325100.39 2.780.44(0.55)0.35(0.42)0.386110.47 3.360.5(0.625)0.4(0.48)0.447120.562 4.010.59(0.74)0.47(0.56)0.528130.66 4.710.68(0.85)0.54(0.65)0.69140.77 5.50.88(1.1)0.62(0.74)0.6910150.88 6.290.98(1.23)0.7(0.84)0.79111617.14/0.78(0.94)0.891217 1.128/0.87(1.04)0.991318 1.269/0.97(1.16) 1.11419 1.410/ 1.07(1.28) 1.221520 1.5611.14/ 1.18(1.42) 1.351621 1.7212.28/ 1.3(1.58) 1.491722 1.8813.43/ 1.46(1.73) 1.621823 2.0614.71/ 1.54(1.85) 1.771924 2.2616.21/ 1.69(2.03) 1.952025 2.4217.29/ 1.8(2.16) 2.072126 2.6218.71/ 1.91(2.33) 2.242227 2.8820.57/ 2.12(2.54) 2.462328 3.0521.79/ 2.25(2.7) 2.62429 3.2723.36/ 2.4(2.88) 2.782530 3.525/ 2.57(3.08) 2.981.焊接位置系数:平焊1.0;横焊1.2;立焊1.4;仰焊1.8.2.焊接难度系数:连续焊1.0;断续焊1.2;断续焊位移较多或焊接位置影响效率时1.44;环焊1.5;相贯线·焊1.8,焊脚8及一下外观主要焊缝系数1.1-1.2.3.施工高度1500以上按(定额编制方法增加系数)4均不含开鞍口,括号内是45°坡口填满之后焊脚按照板厚1/4的焊接定级。
焊接工时定额标准(发布版-焊接)
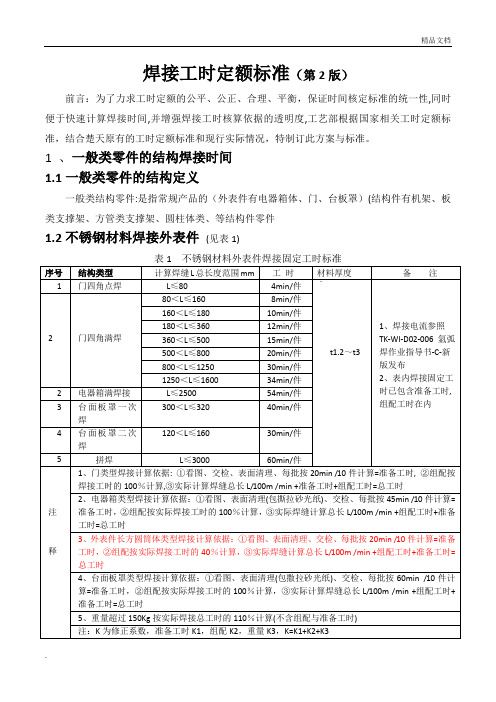
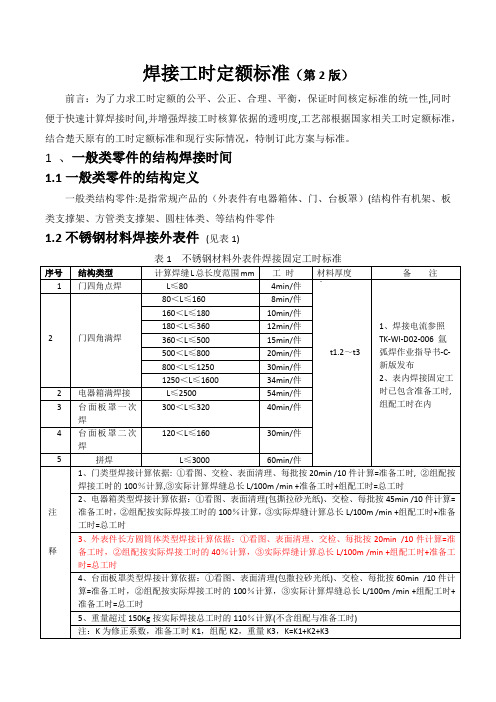
焊接工时定额标准(第2版)
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1.1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
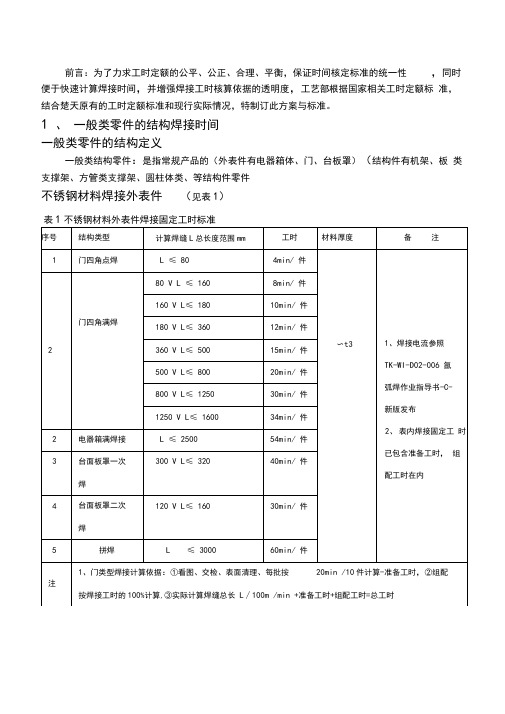
1.2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1.3圆柱体焊接件(见表2)
1.4机架焊接结构件(见表3)
1.5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1.6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制: 会审: 批准:。
电焊焊接工时定额标准
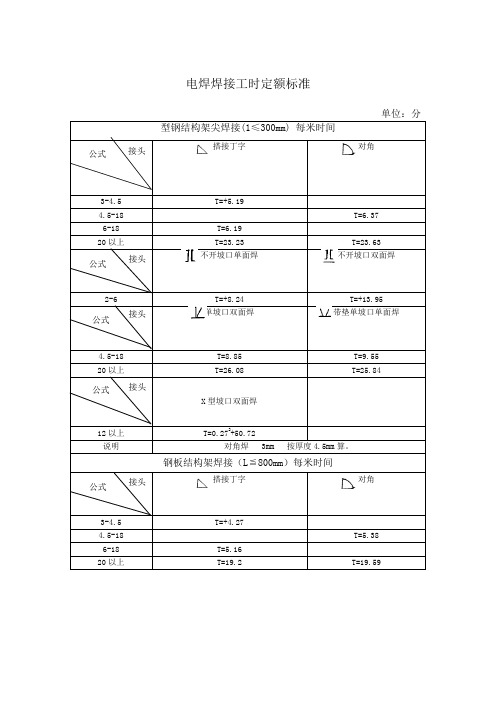
电焊焊接工时定额标准单位:分型钢结构架尖焊接(1≤300mm) 每米时间搭接丁字对角3-4.5 T=+5.194.5-18 T=6.376-18 T=6.19 20以上T=23.23 T=23.63不开坡口单面焊不开坡口双面焊2-6T=+8.24 T=+13.95单坡口双面焊带垫单坡口单面焊4.5-18 T=8.85 T=9.55 20以上T=26.08T=25.84X 型坡口双面焊12以上 T=0.272+50.72说明对角焊 3mm 按厚度4.5mm 算。
钢板结构架焊接(L ≦800mm )每米时间搭接丁字 对角3-4.5 T=+4.274.5-18 T=5.386-18 T=5.16 20以上T=19.2T=19.59接头公式公式 接头公式 公式 公式 接头接头接头不开坡口单面焊不开坡口双面焊2-6 T=+6.78 T=+11.58单坡口双面焊 带垫单坡口单面焊4.5-18 T=7.48 T=7.91 20以上 T=21.48 T=21.36 20以上T=26.08T=25.84X 型坡口双面焊 12以上 T=0.242+36.26说明对角焊 3mm 按厚度4.5mm 算。
自动焊接时间准终:在平地上25分,在转台上144分。
T=自动焊接时间特征吊装工件校头尾按板拉焊线吊装焊机轨道校焊机轨道装焊药调正出线头开关电源 调速试机 清扫焊药返工件合计 总计第一层 10 3.5 1.5 2 2 1.5 3.5 0.5 3 3 10 40.5 121第二层 1 1.5 3.5 0.5 3 3 11.5 第三层 1 1.5 3.5 0.5 3 3 11.5 第四层 1 1.5 3.5 0.5 3 3 11.5 第五层 1 1.5 3.5 0.5 3 3 11.5 第六层 1 1.5 3.5 0.5 3 3 11.5 第七层 1 1.5 3.5 0.5 3 3 11.5 第八层11.5 3.5 0.53311.5辅助时间说明本时间是根据不同钢板厚度确定焊接层次的如板厚50mm 焊接层次为8层,时间为121分。
焊接工时定额标准
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
不锈钢材料焊接外表件(见表1)
表1不锈钢材料外表件焊接固定工时标准
圆柱体焊接件(见表2)
表2 (圆柱体焊接加工材料:不锈钢,碳钢)焊接工时标准
机架焊接结构件(见表3)
表3 (机架焊接加工材料:不锈钢,碳钢)焊接工时标准
机架断焊焊接结构件(见表4)
表4 (机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
方管框架焊焊接结构件(见表5)
表5 (方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018
年1 月31 日
编制: 会审: 批准:。
焊接工时定额标准(发布版-焊接)(第2版)
焊接工时定额标准(第2版)
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1.1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
1.2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1.3圆柱体焊接件(见表2)
1.4机架焊接结构件(见表3)
1.5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1.6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制: 会审: 批准:。
工时定额编制标准(焊接)
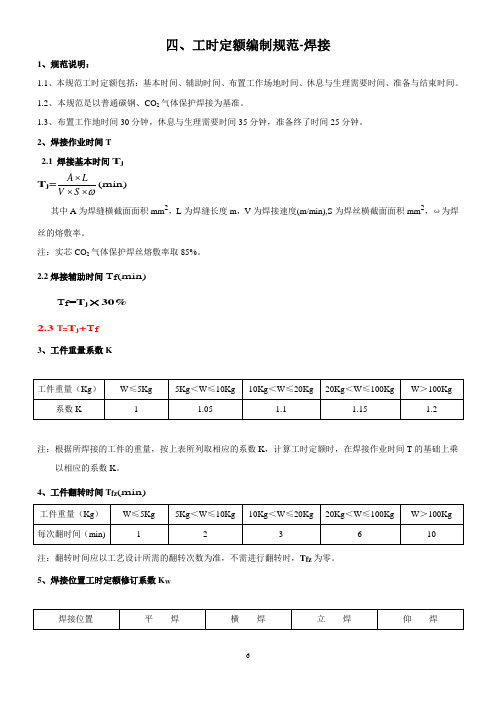
1、规范说明:1.1、本规范工时定额包括:基本时间、辅助时间、布置工作场地时间、休息与生理需要时间、准备与结束时间。
1.2、本规范是以普通碳钢、CO 2气体保护焊接为基准。
1.3、布置工作地时间30分钟,休息与生理需要时间35分钟,准备终了时间25分钟。
2、焊接作业时间T2.1 焊接基本时间T j T j =ω⨯⨯⨯S V LA (min)其中A 为焊缝横截面面积mm 2,L 为焊缝长度m ,V 为焊接速度(m/min),S 为焊丝横截面面积mm 2,ω为焊丝的熔敷率。
注:实芯CO 2气体保护焊丝熔敷率取85%。
2.2焊接辅助时间T f (min) T f =T j ×30% 2.3 T =T j +T f 3、工件重量系数K工件重量(Kg )W ≤5Kg5Kg <W ≤10Kg10Kg <W ≤20Kg20Kg <W ≤100KgW >100Kg系数K11.051.11.151.2注:根据所焊接的工件的重量,按上表所列取相应的系数K ,计算工时定额时,在焊接作业时间T 的基础上乘 以相应的系数K 。
4、工件翻转时间T fz (min) 工件重量(Kg ) W ≤5Kg5Kg <W ≤10Kg10Kg <W ≤20Kg20Kg <W ≤100KgW >100Kg每次翻时间(min)123610注:翻转时间应以工艺设计所需的翻转次数为准,不需进行翻转时,T fz 为零。
5、焊接位置工时定额修订系数K W焊接位置 平 焊 横 焊 立 焊 仰 焊修正系数K W 1.01.21.31.46、宽放系数μ 宽放系数按25%计算7、计算焊接工时T DT D =T ×K(1+μ)K W +T fz =(T j ×(1+30%)×K )(1+25%)K W T=∑T D +T fz8、附: 对接焊缝坡口截面积计算公式: 8.1、I 形坡口对接焊A=hc b 34.+δ上式为双面焊,若单面焊则A=hc b 32.+δ8.2单边V 形坡口对接焊A=13232221tan )(hc hc p b ++-+βδδ上式为双面焊,若单面焊则A=hc p b 32221tan )(+-+βδδ8.3双边V 形坡口对接焊A=132322tan )(hc hc p b ++-+βδδ上式为双面焊,单面焊则A=hc p b 322tan )(+-+βδδ8.4 X 形坡口对接焊A=hc p b 3422tan )(.+-+βδδ 8.5其余类型接头焊缝型式参考8.1~8.4计算。
焊接工时定额标准(发布版-焊接)(第版)

焊接工时定额标准(第2版)
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1.1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
1.2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1.3圆柱体焊接件(见表2)
1.4机架焊接结构件(见表3)
1.5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1.6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制: 会审: 批准:
[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更好]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钣金件工时定额试行标准(2011-07-30)一、下料1.气割下料方管:按槽钢型号的倍。
2.成品下料半成品按毛坯下料的倍工时计算。
3.批量修正系数二、焊接1、室体类室体分半方法:不分半按下表计算。
分两半按下表计算,另加工时:6h/t。
分四半按下表计算,90h/t。
Q58系列:δ5—6板的,主室150h/t,辅室130h/t,δ8辅室110h/t,δ3—4辅室150h/t。
Q48系列:需要分半的130h/t,外形同Q37系列的110h/t。
2、提升机罩壳GTD45等斗提机110h/t。
宽度大于500mm的100n/t。
3、分离器壳,卸料罩,分离器料斗。
工时(h)=重量(t)*220h/t。
重量较小定额不足10h的加10h。
4、螺旋槽按长度计算,10h/米。
5、螺旋轴按长度计算,直径359以下4h/m,直径360以上,6h/m。
Ф500以上的7h/m,Ф700以上的8h/m。
6、平台类带花纹板的,系数为1;不带花纹板的,系数为。
槽钢、角钢按每平方注:空格小于等于1200mm*1200mm的每平方减。
空格大于1200mm*1200mm的每平方减1h。
铺重型钢板网的平台,按照3h/m2计算网焊接工时,可上下浮动5%。
7、支柱类(1)、单根型钢立柱筋板底座(长+宽)/2≤450(长+宽)/2>4502h3h 斜筋板底座(长+宽)/2≤450(长+宽)/2>4503h不带筋板的底座顶板1h斜不带筋板的底座顶板(2)、中间有加强板的立柱规格[120以下[140~[160[180~220[250~320工时120分钟/米135分钟/米15分钟/米165分钟/米注: 连接板1米之内3件为标准计算,少1件减20分钟总工时= 定额(分钟)*柱长(mm)/(1000*60)+[筋板数/2-柱长(mm)*3/1000]*20分钟/60分钟+底座工时。
连接板件,上下板1h/件,三角筋板 h/件,,梯形筋板件。
(3)、规格[120以下[14~[160[18~22[25~32工时60分钟/米75分钟/米90分钟/米120分钟/米(4)规格[120以下[14~[160[18~22[25~32工时60分钟/米75分钟/米90分钟/米120分钟/米(5)、需组焊的支柱工时(h)=分件支柱工时+接头*A+筋板数量*BA B型钢小于200h,A=1筋板边长小于200h,B=1型钢大于200h,A=2筋板边长大于200h,B=2(6)、使用方管的支腿只计算两头堵板和筋板工时,标准按照同高度槽钢计算。
长度超过两米的每米加。
8、栏杆类(1)两根横梁,每格2h。
如图(a)(2)一根横梁,每格。
如图(b)9、辊道支架类(按支腿数量)不带支腿支腿[200以上支腿[160~[140支腿[120~[80米4h/支腿3h/支腿2h/支腿在辊道支架的基础上,槽钢带孔的每孔加3分钟,支腿带斜度的(如皮带机机架)每腿加,支腿长度超过800MM加.10、台车(1)、圆台车结构类别全钢板槽钢+钢板工字钢备注工时(h/t)δ〈12毫米93200250带斜斗的,根据分块加工时,上下浮动5%。
δ≥12毫米83δ〉16毫米73(2)、方台车/平车①、180—250mm槽钢或工字钢的平车,8h/m2。
②、台车:钢板加工字钢的I320—400,110h/t。
参照:外形同台车360h/件。
③、小于160mm槽钢或工字钢的,按照平台标准,5h/m2,空格大于800mm的减m2。
④、全部为I320—400的,包括上部铺钢板或重型钢板网的,60h/t。
(3)、转台①、全部为钢板的转台,3t以内的按照140h/t,3t以上的每加一t减10h:4t以内的130 h/t,5t以内的120h/t,6t以内的110h/t,以此类推。
②、工字钢或槽钢结构的同方台车。
全钢板钢板加钢板网辊道系列单面有板双面有板+公斤*重量+公斤*重量+公斤*重量米工时(h)=+1*(重量- 公斤)/ 公斤数量〈=30〈=50〈=80〈=100〈=150〉150系数1直径工时<330 mm≤540 mm>540 mm单法兰4h/米+1h6h/米+8h/米+2h 双法兰4h/米+2h6h/米+3h8h/米+4h14.辊道轴头焊接轴径工时≤70mm≤120mm≤150mm≤200mm≤250mm〉250mm85h/t17、钻孔.是16Mn板, *的系数((24h/件((4)、(5) 、2h/件(6) 、分离器大堵板类4h/件(7)、拼焊抛丸器垫板件(8)、内垫板1 h/件19、格子板工时(h)=筋板数*10分钟*系数/602122、23工时(h)=4+2*(重量)/24、砂库25总工时=3h+L米* 1h/米3件整板的5h/件。
4件整板的(2+2)6h/件5件整板的(3+2)7h/件6件整板的(4+2)9h/件(1)面积小于等于1平米,工时(h)=1+面积*4+*手把数.(2)面积大于1平米工时(h)=面积*4+*手把数.注:空格大于800mm*800mm的每平方减28、吹风管工时(h)=2+吹风口长度(米)*329一件筋板 件 二件筋板件30、导轨框架(横截面周长小于1600毫米)(1) 不需组装焊接的工型或[型筋板6h/米工型加筋板7h/米口型7h/米(2)每有一处接头另加3h (3)、弯轨规格 120 140 160 180 200 220 250 280 300 320 360 400h /m4 5 6 7 8 9 长度 直径 定额≦550mm 25h/m ≦1000mm 30h/m >10000mm 50h/m套直径(mm)工时≤70 ≤120 ≤150 ≤200 ≤250 >250分钟/轴头 30 45 6090120 15033、振体按重量: 重量* 公斤+20h 参照以下:破碎框280h/t 。
振动槽体:使用焊条焊接240h/t ,特殊情况使用焊丝焊接的140h/t 。
砂线落砂机体:使用焊条240h/t ,使用焊丝140h/t ,焊丝焊条混合的200h/t 。
34、大料斗(天圆地方)重量(KG )≤5 ≤10 ≤15 ≤25 >2 5 系数12工时=重量*定额+法兰长度*4h/米板厚δ4δ5 >δ5定额100h/t90h/t80h/t 35、折弯件折弯次数12345678910111 2工时(分钟)11522533544555566长*宽(m2)≦≦≦1≦>系数12重量(kg)≦10≦25≦50≦100>100系数136、台架体10h/支腿37、管夹δ<6毫米 15分钟/件δ≥6毫米 25分钟/件38、滚筒5h/件39、架体12h/件40、皮带机头架12h/件41、皮带机尾架16h/件42、密封室注:上图工时标准各加1时/米。
折弯式的4h/m,三层筋板的5h/m,宽度超过一米的每米增加1h。
总工时=长度*系数+3时钢板法兰角钢法兰长度≤2200mm长度>2200mm长度≤2200mm长度>2200mm工时2h3h3h4h44、压辊支架工时=+横撑*横撑数 45、筛框 1h/件46、焊接导轨焊接道轨钢的:工时=2h+*长度/1000毫米[250焊接I100的,单根工字钢3h/m ,两根工字钢的4h/m 。
新式喷漆室导轨(四根筋板,钻孔攻丝的)7h/m 。
H 型钢焊接起重轨的5h/m ,辊子带式的12h/m 。
道轨接头:12—18kg/m 的3h/头,24—30kg/m 的4h/头。
47、平面电机座□30*30分上下两部分的喷漆室:工时=总面积*7h/m 2。
喷漆平台(包括组焊工时在内)25h h/m 2。
新式喷漆室,□60*60的280h/t 。
51、 烘干室 (1)、不带钢板 系数为1 带钢板 系数为工时=长度*10h/1000毫米+风管长度*7h/1000毫米+(空格+1)*30h/空格 参照:带风罩的=重量*200h/t ;不带风罩的=重量*180h/t 。
(2)、预热室壳:100h/t 52、小件工时=焊缝长度*1000毫米+(分件数-1)*1/3h/分件数53、 分选区调节架 4h/件30h/件56、 桶盖2h/件57、隔座4h/件58、分选区工时=40h+ 公斤59、冲压提升机观察门1h/件60、溢流箱8h/件61、螺旋轴支撑架3h/件62、砂库侧板4h/平方米63、溜槽2h/件64、皮带机梨式卸料架4h/件(1)按照同等高度的槽钢的倍计算67.其它(1)、SQ033-26A和-28A端护板气下料连同打磨入库40分钟/件。
(2)、螺旋叶片分四瓣拼接下料的,气下料连同拼接工时Ф501以上的4h/件,Ф500以下的3h/件。
(3)、砂线半成品槽钢钻孔的,3米以内的1h,每增加一米加,长度四舍五入。
(4)、重型钢板网拼接,每个接头5分钟。
(5)、砂线用车架30h/件,车体连接横梁35h/件,推体24h/件,中梁25时,“吊”型车架50时。
2011-07-30。