IE七大手法之双手操作法(双手法)
IE七大手法及案例

防呆法之 自动原理
3.自动原理 以各种光学、电学、力学、机构学、化学等原理来限制某些动作的执行或不 执行,以避免错误之发生。目前这些自动开关非常普遍,也是非常简易的 “自动化”之应用。 (1)以“浮力”的方式来控制 例:抽水马桶之水箱内设有浮球,水升至某一高度时,浮球推动拉杆,切断
水源。 (2)以“重量”控制的方式来完成 例:电梯超载时,门关不上,电梯不能上下,警告钟也鸣起。 (3)以“光线”控制的方式来完成 例:自动照相机,光线若不足时,则快门按不下去。 (4)以“时间”控制的方式来完成 例:洗手间内的“烘手机”,按一次只有“一分钟”,时间一到自动停止。
防呆法之 自动原理
(5)以“方向”控制的方式来完成 例:超级市场内进口及出口之单向栏栅,只能进不能出。或只能出不能进。 (6)以“电流”用量的方式来完成 例:家庭的电源开关皆装置保险丝,用电过量时,保险丝就熔断,造成断电。 (7)以“温度”控制的方式来完成 例:家庭内冷气机之温度控制,冷度够时,自动停止,温度上升时,自动开启
双手法 动改法
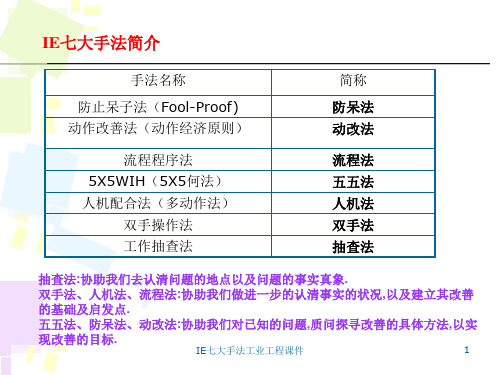
IE七大手法简介
授人以鱼,不如授人以渔!
名称 动改法 防呆法 五五法 双手法
人机法
流程法 抽查法
目的 改善人体动作的方式,减少疲劳使工作更为舒适、更有效率. 如何避免做错事情,使工作第一次就做好的. 借着质问的技巧来发掘出改善的构想. 研究人体双手在工作时的过程,借以发掘出可改善之地方.
判断以下防呆用的是什么原理?
治具上面贴有 不一样的颜色
相符原理
机器工作时需手同时下 压绿色按扭方可
保险原理
AB C
AB C
相符原理
断根原理
相符原理
断根原理
手机壳生产混穴的防呆改善
精选改善IE七大手法
与材料、零部件、机械、治具、工装夹具等相关而发生的偶然的、非周期性作业变动、或者是突发的障碍导致临时追加作业(例清扫)等的时间,在预定的正常作业时间内不能包含的延迟时间。例如: 组装 3% 检查1%班组长\检查人员口头上临时联络说明,导致作业微微受影响。 作业场所突发某个原因需要稍微清扫作业台面。作业切换(例换工具)造成动作损耗。 微小的作业中断(工作中断、物料滑下)。
二、人的效率——动作分析
(SOP/标准工时制作)
动作分析与经济性
动作分析或称动作研究是对生产活动中的全部作业动作进行观测分析,研究人的各种动作浪费,从而寻求省力、省时、安全、经济的作业方法,是IE基础手法之一。动作分析目的: 1) 事前知道从事生产的直接人工或成本 2) 提高员工效率,降低人工成本 3) 降低劳动强度
标准时间构成
标准时间
主作业时间
准备时间
单位作业时间
正常作业时间
价值作业时间
余裕“宽放”作业时间
附带作业时间
主作业时间: 是指具有作业的直接目的或者是使零件、材料发生有用的形变、质变等变化的过程中所用的时间。准备时间: 1) 作业者进行空箱回收、隔板拿取、拆带 、拆塑 料袋等; 2) 修理时间(设定工序时每一个工序并不含,只有人 工成本计算\人员设定等是计算)。
一、如何做程序分析----方法研究 (SOP制作)
为防止生产作业无遵循,特以书面方式达成各种指导书以落实产品之标准化作业。三大类程序分析:
程 序 分 析
作业流程分析
联合作业分析
产品工艺分析
程序分析(SOP制作)目的?
产品工艺分析
工序:指一个(一组)工人,在一个工作地 上,对作业对象进行加工,到变换次 工作为止所进行的一切连续的活动。例如:对加工一个零件来说,使用的设备和 工作变了,工序就变了。常见产品生产工序有哪些种类? 大概有:加工、搬运、停滞、检查。
IE精益生产的七大手法
級別
一
運動樞軸
指節
人體運動部份
手指
動力作範圍 手指節之長度速度1體来自消耗最少動作力量
最弱
疲勞度
最小
時
間
以25mm為主
0.0016分
二
手腕 + 手掌 手掌之張度
2 少 弱 小
0.0017分
三
肘 + 前臂 前臂之長度
3 中 中 中
0.0018分
四
肩 + 上臂 上臂之長度
4 多 強 大
五
身軀 +肩 上臂+身軀彎曲
IE七大手法之四 — 五五法
18
3.2 何处最需要改善 ※ 您的时间非常富贵,应妥善运用;挑最重要的事情优先做! 瓶颈的地方是最值得改善的,顺利的地方留待以后有时间再去研究. 耗时多的地方往往是改善的好机会. 紧急情况由于材料、工具设备或公文制度造成时间及人力的浪费~是极需改善的地方. 浪费须要改善的事物,往往不是显而易见的,除非您小心的观察,否则日过一日在浪费的情况下而 不自觉~细心地找出材料、时间及人力的浪费. 3.3 工作之构成 每一工作均包含三部份: 1.预备: 时间和劳力花在诸如调整机器,放置加工物等准备工作上. 2.操作: 实际工作,附加价值于产品上. 3.收拾: 时间和劳力花在诸如取下加工物,处置残余物屑,存放或清理等工作,无生产性的动作.
IE七大手法之二 — 动改法
14
原则13: 尽可能将二种工具合并. EXL: 将两种功能不同的印章,修改成具有两种功能的单独印章. 原则14: 工具物料预放在工作位置.
手 別
左 手
右 手
手 指 別 小無中食食中無小
能 力 順 序8 7 5 3 1 2 4 6
IE七大手法

C 有关工具设备之原则
十八、依手指负荷能力分配工作原则 :
手別 手指別 能力順序 左 手
小 8 無 7 中 5 食 6
十九、手柄接触面积尽可能大原则 : 说明 : 任何依赖手来操作之部位, 其力量之来源是藉手掌与物 体之接触面及摩擦力而传达到工具或机器. 若接触面积及 摩擦系数愈大. 而且手掌之单位面积之受力愈小, 可使操 作较轻松愉快而且皮肤较不易受伤. 此乃为何大多数的工 具其手柄或握把之部分均设计成曲面状之原因.
B 有关工作场所之布置与环境之原则
十一 : 利用重力送料, 愈近愈佳
零件物料之借给, 应利用重力喂料及各种盛具送至 工作点, 愈近愈佳. 说明 : 零件盒底部设计成倾斜面使零件能以重力方式自 动喂料到前缘地方而减少动作之距离及方式 如果零件 太重不易自动喂料时也可采用震动喂料的方式来达成 此目的. 产品做好之后, 最好能以重力方式自然落至成 品盒处, 以减少手之搬运或移动而减少疲劳及缩短时间
B 有关工作场所之布置与环境之原则
十三、照明通风原则 :
作业场所的灯光应保持适当的亮度和光照角度,这样,作业者的 眼睛不容易感到疲倦,作业的准确度也能有所保证。此外,良好的通 风、适当的温湿度也是环境布置上应重点考虑的方面。
B 有关工作场所之布置与环境之原则
十四、工作台面、桌椅高度适当原则 :
作业场所的工作台面、桌椅的高度应该处于适当的高度,让作业者 处于舒适安稳的状态下进行作业。 工作台面的高度还会因操作的内 容不同而有所差异。 如:使用打字机的工作台面高度大约为60CM为宜;而进行组装时工 作台面高度大约为85CM较为适当。此外,椅子的高度应与工作台面 的高度相称,而且椅子最好有靠背,必要的时候还应配备脚踏板使 作业环境尽可能舒适。
精益生产ie之七大手法

精益生产ie之七大手法包括:
1.防呆法:如何避免做错事情,使工作第一次就做好的精神能够
具体实现。
2.动改法:改善人体动作的方式,减少疲劳使工作更为舒适、更
有效率,不要蛮干。
3.流程法:研究探讨牵涉到几个不同工作站或地点之流动关系,
藉以发掘出可资改善的地方。
4.五五法:借着质问的技巧来发掘出改善的构想。
5.人机法:研究探讨操作人员与机器工作的过程,藉以掘出可资
改善的地方。
6.双手法:研究人体双手在工作时的过程,藉以发掘出可资改善
的地方。
7.抽查法:借着抽样观察的方法能很迅速有效地了解问题的真相。
IE 七大手法简介

动改法
意义 为配合人体手臂及手之动作,将有关之事物,归纳出最省力劣时的动
作原则,用以检视工作场所及操作效率是否有值得改善之处,以减少 工作人员的疲劳并提高工作效率
动作改善原则为”颉而勃斯(BILBRETHS)所首创称为”动作经济 与效率法则”.指经若干详加研究改地而成,称之为”动作经济原则” 为更易表现其含义,我们称之为”动作改善原则”
度的技能.
防错法
功用 积极:使用任何错误,绝不会发生 消极:使错误发生的机会减至最低程度
应用范围 任何工作无论是在机械操作,产吕使用上,以及字处理上皆可应用 到.
防错法
基本原则
(一)使作业的动作轻松
难于观察,难拿,难动等作业变得难做,变得易疲劳而发生失误,区分颜色失误,区分颜色 使得容易看,或放大标示,或加上把手使得拿,或使用搬运器具使动作轻松.
1.以”复写”方式来完成 2.以”透视窗”方式来完成 3.以”拓用”方式来完成 4.以”口诵”方式来完成 5. ”复诵”方式来完成 (八)层别原理 1.以线条之粗细或形状加以区别 2.以不同之颜色代表不同之意义 或工作之内容 (九)警告原理 (十)缓和原理
二.动改法(动作改善法)
省力动作原则 省时动作原则 动作舒适原则 动作简化原则
1
容易化
替代化 3
2
4
排除化
异常 检出
5
缓和 影响
防错法
应用原理 I
(一)断根原理 1. 藉”排除”的方法来达成 2.藉”不对称的形状“来达成
(二)保险原理 1.藉”共同”动作必须同时执行 来完成 2.藉”顺序”动作来完成 3.藉”交互”动作来完成
(三)自动原理 1.以”浮力”的方式来控制 2.以”重量”控制的方式来完成 3.以”光线”控制的方式来完成 4.以”时间”控制的方式来完成 5.以”方向”控制的方式来完成 6.以”电流”控制的主式来完成 7.以”温度”控制的方式来完成 8.以”压力”控制的方式来完成
IE七大手法之六双手法

——表示搬运、手移动的动作; D——表示等待,即手的延迟、停顿; ——表示持住,即手握住对象的动作; ——表示检查。
教案示例
记录起始点 及工作内容
绘制工作平面图
双手作业简图
双手作业简图
分析改善要点
采用5W1H提问技术: –有无操作可剔除? (改变动作顺序、改变工具及设备、改变工作场所的布置、 合并所用的工具、改变所用的材料、改变产品设计、夹 具动作迅速等) –有无等待可避免? (因动作的改变、因身体各部动作的平衡、双手同时动作 等)
生命没有回头路,事故没有后悔药。2 0.10.52 0.10.5 Monday, October 05, 2020
•
全员用心做得好,企业提升跟着跑。1 1:42:41 11:42:4 111:42 10/5/20 20 11:42:41 AM
•
严格规章制度,确保施工安全,治理 事故隐 患,监 督危险 作业。2 0.10.51 1:42:41 11:42O ct-205- Oct-20
•
牢记生产安全,事故与你无缘。2020 年10月5 日星期 一上午 11时42 分41秒 11:42:4 120.10. 5
•
安全用电,节约用水。消防设施,定 期维护 。2020 年10月 上午11 时42分2 0.10.51 1:42Oct ober 5, 2020
•
思一思,研究改善措施,试一试,坚 持不懈 努力。2 020年1 0月5日 星期一 11时42 分41秒 11:42:4 15 October 2020
分析改善要点
–有无动作可简化? (使用较好的工具、改变对象放置位置、改变工作台
高度等) –有无运送可简化? (因改变布置而缩短距离、因改变方向、因动作路线
IE——七大手法

二、动改法
有关人体动作方面:
(7)节奏轻松原则 在工作现场应尽量创造条件使作业者的动作没有限制
,这样在作业时,心理才会处于较为放松的状态。 (8)利用惯性原则
二、动改法
有关人体动作方面:
(9)手脚并用原则
一、抽查法
目的:帮助人们在最短的时间和最低的成本之下获得有关人与设备之间的有 用信息。
优点: 1、观测时间短,并可同时观测数部机器或操作人员之状况。 2、所被观测的对象所产生的干扰次数及时间较短。 3、调查时间较长,可排除因每日不同个别所造成之差异的干扰现象,因此结果
较为客观可靠。
一、抽查法
实施步骤: 1.确立调查目的与范围; 2.调查项目分类; 3.决定观测方法; 4.向有关人员说明; 5.设计调查表格; 6.试观测,决定观测次数; 7.决定观测时刻; 8.检查异常值作出结论。
七、流程法
符号定义:
主要工序
记号
定义
加工
使原料、零件或产品的形状、性 质进行改变的过程。
检验
检验质量状况,和标准比较。
搬运 等待 储存
物品的位置发生改变的过程。 未能按计划处滞留状态。 按计划进行储存的过程。
示例:
七、流程法
三、双手法
图表记录格式:
三、双手法
分析改善要点:
1、尽量减少操作中的非加工动作 2、排列成最佳顺序 3、合适时合并动作 4、尽可能简化各动作 5、平衡双手的动作 6、避免用手持物 7、工作设备应合乎工作者的身材
目录
抽查法 动改法
流程法
IE 七大手法
人机法
双手法
IE七大手法
设定产能 实际产能 人均产能(单机台产能) 操作效率 OPE 损失分析 品质分析 改善前山积表
五、平衡的步骤
Steps 2: 消除生产浪费 七大浪费消除 [不良品浪费/动作浪费/过程浪费/过量浪费/ 库存浪费/移动浪费/不平衡浪费] 制作浪费改善前/后比较图, 报告中经验分享
五、平衡的步骤
Steps 3: 方法研究改善 程序分析 [四大原则/五大内容/六大步骤] 操作分析 [人机操作/联合操作/双手操作] 动作分析 [动素分析/动作经济原则]
Steps 4: 山积表平衡 联合操作的工站时间(S1-1>S1-2)
时间 t4 t3 t2 t1 S1-1 S1-2 S1-1 S1-2 工站 S1标准时间为:t2+t3; S1工站时间为:t4
五、平衡的步骤
S1工站时间=?
Steps 4: 山积表平衡 联合操作的工站时间(S1-1>S1-2)
时间 t4 t3 t2 t1 S1-1 S1-2 S1-1 S1-2 S1-1 S1-2 S1标准时间为:t2+t3; S1工站时间为:t4
3. 标准流程(续):
4.标准时间记录表
5. 标准山积表
6. 标准报告书:
四、工作抽样
工作抽样是在一段较长时间内,以随 机方式对调查物件进行间断的观测, 并按预定目的整理,分析调查的资料, 得出需要的结果.
时间研究和工作抽样的比较
工作时间 空闲
1 4 9 12 19 25 29 34 47 53 54 60min
符号的简化画法 符号的简化画法
○
—表示伸手或运送 表示伸手或运送
表示握取, ○ —表示握取,对准,使用及放下物件 表示握取 对准, 的动作
二、人机操作分析
双手法

Thanks
第 7页
第 2页
双手法作用
独臂式作业挖掘 价值流提升 布局合理化、动作规范化
IE七大手法 ---- 双手法
训前游戏 理论基础 工具介绍 实战解析
双手动作的平衡,左右手分工恰到好处
同时动作的条件 你对自己的双手
了解多少
第 3页
双手法使用工具
双手作业图
作业名称: 开始: 结束: 日期: 工作地点平面简图:
作业名称:外观检验及除静电 开始:双手空闲 结束:将产品放置于流水线
单手作业 伴有转身动作
第 5页
双手法具体案例
作业名称:外观检验及除静电 开始:双手空闲 结束:将产品放置于流水线
IE七大手法 ---- 双手法
训前游戏 理论基础 工具介绍 实战解析
18.10” 13. 52”
第 6页
The End
流水线 工 作 桌
IE七大手法 ---- 双手法
训前游戏 理论基础 工具介绍 实战解析
左右手动作内容及代表符号简图:
左右手动作统计:
核心动力是创新
第 4页
行动模式是改变
双手法具体案例
某电子产品外观检测&除静电
IE七大手法 ---- 双手法
训前游戏 理论基础 工具介绍 来自战解析作业内容:取产品 → 检外观→除静电→将产品置于流线
训前游戏
IE七大手法 ---- 双手法
训前游戏 理论基础 工具介绍 实战解析
E
C
R
第 1页
何谓双手法
意义
IE七大手法 ---- 双手法
训前游戏 理论基础 工具介绍 实战解析
以图表的方式,来记录操作者双手(足)的动作过程,借此记录来做进 一步之分析及改善。 适用范围 双手(双脚) 环境固定 高度重复
IE双手法
IE-设备 (好设备,才有好品质)
改良方法: 培 将零件盒除中间之外,皆分成二份,依
动作顺序对称排列
训
设计一个夹具使装配组件能放入夹具内。
教
材
IE工业工程部设备检修课 Tel: 8400 、8568、8569、8188、7016
IE-设备 (好设备,才有好品质)
动作顺序:
培
1.双手同时反向对称移动至橡皮零件盒处
训
教
THANK YOU!
材
IE工业工程部设备检修课 Tel: 8400 、8568、8569、8188、7016
培
原则1:两手同时开始及完成动作 训 原则2:除休息时间外,两手不应同时空
闲 教 原则3:两臂之作应反向同时对称。
材
IE工业工程部设备检修课 Tel: 8400 、8568、8569、8188、7016
IE-设备 (好设备,才有好品质)
说明:
培
此三原则相互关连可一并来讨论。大多数
人均惯于一手持住东西另一手去工作。这是吾人
IE工业工程部设备检修课 Tel: 8400 、8568、8569、8188、7016
IE-设备 (好设备,才有好品质)
“双手、同时、对称”动作之范例——螺
培
钉之装配欲将一个螺钉弹簧华司平面华司及 橡皮华司,组合与下列的情形:
训
左手取一螺钉,回原位,持住
左手取一弹簧华司装上螺钉
教
再取一平面华司装上螺钉
材
动作顺序:如前述,惟距离较短,皆在正常工作范
围内。
IE工业工程部设备检修课 Tel: 8400 、8568、8569、8188、7016
IE-设备 (好设备,才有好品质)
第三次改良后的方法:
IE七大手法说法大全范文
改善(IE)七大手法一、防错法如何避免做错事情,使工作第一次就做好的精神能够具体实现.二、动改法改善人体动作的方法,减少疲劳使工作更为舒适、更有效率,不要蛮干.三、流程法研究探讨牵涉几个不同工作站或地点之流动关系,藉以发掘出可资改善的地方.四、五五法借着质问的技巧来发掘出改善的构想.五、人机法研究探讨操作人员与机器工作的过程,藉以发掘出可资改善的地方.六、双手法研究人体双手在工作时的过程,藉以发掘出可资改善之地方.七、抽查法借着抽样观察的方法能很迅速有效地了解问题的真象.意义一、防错法又称防愚法,其意义即是防止愚笨的人做错事.亦即,连愚笨的人也不会做错事的设计方法.狭义:如何设计一个东西,使错误绝不会发生.广义:如何设计一个东西,而使错误发生的机会减至最低的程度.因此,更具体的说”防错法”是::1.具有即使有人为疏忽也不会发生错误的构造一不需要注意力.2.具有外行人来做也不会做错的构造一不需要经验与直觉.3.具有不管是谁或在何时工作能不出差错的构造一不需要专门知识与高度的技能.功用1.积极:使任何的错误,绝不会发生.2.消极:使错误发生的机会减至最低程度.应用范围任何工作无沦是在机械操作,产品使用上,以及文书处理等皆可应用到,.基本原则1.使作业的动作轻松.2.使作业不要技能与直觉3.使作业不会有危险4.使作业不依赖感官.基本原理1.排除化:剔除会造成错误的原因.2.替代化:利用更确实的方法来代替.3.容易化:使作业变得更容易、更合适、更独特,或共享性以减低失败.适合化、共同化、集中化、特殊/个别化.4.异常检出:虽然已经有不良或错误现象,但在下一制程中,能够之检出,以减少或剔除其危害性.5.缓和影响:作业失败的影响在其波及的过程中,用方法使其缓和或吸收.应用原理1.断根原理:将会造成错误的原因从根本上排除掉,使绝不发生错误.2.保险原理:藉用二个以上的动作必需共同或依序执行才能完成工作符号.3.自动原理:以各种光学、电学、力学、机构学、化学等原理来限制某些动作的执行或不执行,以避免错误之发生.目前这些自动开关非常普遍,也是非常简易的”自动化”之应用.4.相符原理:藉用检核是否相符合的动作,来防止错误的发生.5.顺序原理:避免工作之顺序或流程的前后倒置,可依编号顺序排列,可以减少或避免错误的发生.6.隔离原理:藉分隔不同区域的方式,来达到保护某些地区,使不能造成危险或错误的现象发生,.隔离原理亦称保护原理.7.复制原理:同一件工作,如需做二次以上,最好采用”复制”方式来达成,省时又不错误.8.层别原理:为避免将不同之工作做错,而设法加以区别出来.9.警告原理:如有不下沉的现象发生,能以声光或其它方式显示出各种”警告”的讯号,以避免错误的即将发生.10.缓和原理:以藉各种方法来减少错误发生后所造成的损害,虽然不能完全排除错误的发生,但是可以降低其损害的程度.二、动作改善法简称为”动改法”,是:省力动作原则;省时动作原则;动作舒适原则;动作简化原则动作改善原则可分为三大类二十项.三大类分为:1.有关于人体动用方面之原则,共包含8项:(1).两手同时开始及完成动作;(2).除休息时间外,两手不应同时空闲;(3).两者动作应反向同时对称;(4).尽可能以最低级动作工作;(说明:欲使动作迅速而轻易,唯有从动作距离之缩短,以及动作所耗体力减少上着手.欲达到此目的,其实际对策则为选取级次最低之动作,使动作范围缩小.并使物料及工具尽可能靠近手之动作范围内.工作时,人体之动作可分为下列五级)(5).物体之”动量”尽可能利用之:但需用肌力制止时,则应将其减至最小度.(6).连续曲线运动较方向突变直线运动为佳.(7).弹道式运动较轻快.(8).动作宜轻松有节奏.2.有关于工作场所之布置与环境之原则,共包含6项.(9).工具物料应置于固定处所.(10).工具物料装置应依工作顺序排列并置于近处(11).利用重力上料,愈近愈佳:零件物料之供给,应利用重力上料及各种盛具送至工作点,愈近愈佳.(12).利用重力堕送(13).适当之照明(14).工作椅高度适当舒适.3.有关于工具和设备之设计原则,共包含6项.(15).尽量以足踏/夹具替代之工作(16).尽可能将二种工具合并.(17).工具物料预放在工作位置.(18).依手指负荷能力分配工作.(19).手柄接触面尽可能加大(20).操作杆应尽可能少变更姿势.三、流程法目的:学习以符号及有系统化的方法,来观察记录一件工作完成的过程.意义:流程图为一种图表,以适当之符号来表现,观察及记录一件工作完成的过程.适用范围:1.该件工作必需经历一个以上的不同地点的动作,才能完成.2.该件工作,必须经由一个以上的人来完成.如:厨师制作糕饼之过程;病人之医院挂号,看病,取药之过程.功用1.用以记载现行工作之过程.2.依1之记录,加以质问,寻求改善之地方.3.用以比较改善前及改善后之差异情形.IE七大手法在IE中有很多与数字有联系的东西,比如IE七大手法就是我们常常提到而且常常用到的知识。
IE七大手法工业工程课件
IE七大手法工业工程课件
11
擋板
NG 點膠前和點膠後未清楚區別
OK
點膠前和點膠後清楚區別
IE七大手法工业工程课件
12
– 藉“不对称的形状”来达 成
IE七大手法工业工程课件
13
IE七大手法工业工程课件
14
• 2.保险原理:藉用二个以上的动作必需共同或依序执行才 能完成工作,藉“共同”动作必须同时执行来完成。
例:“先进先出”架用来以正确的测试顺序分派 产品。当一盒产品拿出使用时,另一盒产品滑下 ,保证正确的次序。
IE七大手法工业工程课件
40
防错十大原理
• 6.隔离原理:藉分隔不同区域的方式,来达到保 获某些地区,使其不能造成危险或错误的现象发 生。隔离原理亦称保获原理。
– 例:家庭中危险的物品放入专门之柜子中加锁并置于 高处,预防无知的小孩取用而造成危险。
IE七大手法工业工程课件
35
檢查PCB治具
PCB背面零件過多,背檢無法檢查完全, 套上套板可以避免漏檢查
IE七大手法工业工程课件
36
DPS-200PB-138 A
---- 出 貨 段
之前 量線 材
客戶反饋卡 鉤變形
之后 量線 材
卡鉤防止變
形并防呆
IE七大手法工业工程课件
37
防错十大原理
• 5.顺序原理:避免工作之顺序或流程前后倒置, 可依编号顺序排列,可以减少或避免错误的发生。
对某一产品所需的部件预先清点 出来交给工人。如果产品批装配 完成后仍有部件剩余或者是部件 不够,马上就知道有异常发生。 这种检查方法可防止产品在缺件 的情况下流入市场。
IE七大手法工业工程课件
33
IE七大手法工业工程课件
IE七大手法-双手操作法
一﹑雙手操作圖概念-畫法
一般画法: ❖O ——表示操作,即握取、放置、使用、放手的动作; ❖——表示搬运、手移动的动作; ❖D——表示等待,即手的延迟、停顿; ❖——表示持住,即手握住物件的动作; ❖——表示检查。
二﹑分析改善要點
分析、改善操作的要点: ❖尽量减少操作中的动作; ❖排列成最佳顺序; ❖合适时合并动作; ❖尽可能简化各动作; ❖平衡双手的动作; ❖避免用手持物; ❖工作设备应合乎工作者的身材。
二﹑分析改善要點
采用5W1H提问技术: ❖有无操作可剔除?(改变动作顺序、改变工具及设备、 改变工作场所的布置、合并所用的工具、改变所用的材 料、改变产品设计、夹具动作迅速等) ❖有无等待可避免?(因动作的改变、因身体各部动作的 平衡、双手同时动作等) ❖有无动作可简化?(使用较好的工具、改变物件放置位 置、改变工作台高度等) ❖有无运送可简化?(因改变布置而缩短距离、因改变方 向、因动作路线变化等)
4
工時由原來的﹕ 18.10”
13. 52”
等待
將成品放回流水 線(伴有轉腰動作)
作業員 一般工作台
ห้องสมุดไป่ตู้
成品
左手
0 2 2 1
5
右手
1 0 2 2
5
四﹑實例
After Improvement 作業員
左手
右手
成品
將上一個成品放 回流水線 同右手
同右手
取PE袋
從流水線取成品 除產品靜電 檢查產品外觀 將產品裝入PE袋
左手
0 0 2 2
4
右手
1 0 2 1
一﹑雙手操作法概念
5.双手作业分析的特征 ➢ 主要研究对象是操作者的双手 ➢ 借助于双手作业图进行分析
精益生产经典课程6.双手法[4872]
![精益生产经典课程6.双手法[4872]](https://img.taocdn.com/s3/m/bf5e55cdf90f76c661371acc.png)
正常工作范围:在坐着的状态双手的正常活动可以到达的
范围,称为正常工作范围,大约在37~40公分的范围内。
16
IE七大手法
丰田生产模式TPS学习
双手法实例讲解: 实例1:对加工完的一批轴套零件检查其长度并装入套筒。
轴
套筒
尺 验装完毕者
工人
布置图
17
IE七大手法
工作:检查轴的长度及装入套筒 开始:双手空时--用品在台上 结束:装好一只放在旁边
1 3
3
等待测定长度 带轴至近中央处离身体最近一排的套筒 插入套筒内
操作者
改良方法
左手 3
右手 3
3
3
1
1
7
7
19
IE七大手法
丰田生产模式TPS学习
双手法实例讲解:改善效果分析
改善后使双手动作数目均减少,同时达到双手同时对称
的动作原则,也取消了下列3种无效的动作:
一只手持物,另一只手的往复动作。
5
IE七大手法
丰田生产模式TPS学习
双手法的简介:
双手操作法,也叫双手作业分析法,简称为“双手法” , 是研究人体双手在工作时的过程,藉以发掘出可改善的地方。 以图表的方式,来记录操作者双手(足)的动作过程,藉此记 录来做进一步的分析和改善。
6
IE七大手法
丰田生产模式TPS学习
双手法的目的:
有一个古老的故事说:“上帝造人为何要给一个嘴巴, 二个眼睛,二个耳朵以及二双手呢?”
丰田生产模式TPS学习
工作:检查轴的长度及装入套筒 开始:双手空的,用品在台上 结束:装好一只 工具:两支标准长的尺固定在台上
轴 套筒
标准长的尺
左手
同右 1
IE七大手法胡天明课件

丰田五五法发问﹕
“为什么机器停了?”“因为超负荷﹐保险丝断了。”“为什么超负荷运转?”“因为軸承部分的润滑不夠。”“为什么润滑不夠?”“因为润滑泵汲不上油来。”“为什么汲不上油来?”“因为油泵磨損﹐松动了。”“为什么磨損了?”“因为沒有安装节检程式﹐混进了铁屑。”
六大提问技術分析表
第一次提问
第二次提问
(5W1H)
魔鬼藏在細节里
五五法发问实例
打破常规,追根究底 ------ 5Why?
更换保护膜
Panel Assembly
Hi-Pot
Assembly Test
Aging Test
FD
FV & 更换保护膜
OQC
1.为什么要更换保护膜?2.为什么要用硬式保护膜?3.为什么要这样设計呢?4.为什么不用別的呢?5.为什么不试一试偏光片自帶的保护膜?
1
装上工件
被装上工件
1
2
准备工作
加工
4
2
空闲
1
卸下工件
被卸下工件
1
2
移开工件
空闲
2时间Βιβλιοθήκη 0123
4
5
6
7
8
总周期时间 = 8个时间单位人的利用率 = 6/8 =75%机器的利用率= 6/8 =75%
改良方法二(理想情况):
时间单位
人
机器
时间单位
1
装上工件
被装上工件
1
2
移开工件
加工
4
2
准备工作
逐級提问
五五法原则表
五五法列表
5W2H
问 題
效 果
what
什么事
为什么这样做?
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分析改善要点
–有无动作可简化? (使用较好的工具、改变对象放置位置、改变工作台 高度等) –有无运送可简化? (因改变布置而缩短距离、因改变方向、因动作路线 变化等)
分析改善要点——总结
尽量减少操作中的无用功; 排列成最佳顺序; 合适时合并动作; 尽可能简化各动作; 平衡双手的动作; 避免用手持物; 工作设备应合乎工作者的身材。
IE七大手法之六 双手法
中山飞宇企业管理顾问有限公司 浙江纺织服装技术学院
双手法意义
意义
以图表的方式,来记录操作者双手(足)的动作过程, 借此记录来做进一步之分析及改善。
目的
1.用以记载操作者双手(足)的动作过程;
2.依之记录,加以质疑,寻求改善之地方;
3.用以比较改善前及改善后之差异情形.
应用范围
5
5
实例
改善之后
作业员
左手
将上一个成品放 回流水线 同右手 同右手 取PE袋
右手
从流水线取成品
成品
左手
除产品静电 检查产品外观 将产品装入PE袋 0 0 2 2
右手
1 0 2
1
4
13. 52”
4
工时由原来的﹕
18.10”
谢谢
中山飞宇企业管理顾问有限公司 浙江纺织服装职业技术学院
实例
改善前
改善前是单手作业﹐ 伴有转身动作
改善后 改善后是双手作业﹐ 节省工时﹐提高效率
实例
改善之前
左手 右手
从流水线取成品 (伴有转腰动作) 除产品静电 作业员 一般工作台 等待右手取成品 同右手 成品
左手
0 2 2 1
右手
1
同右手
取PE袋
检查产品外观
将产品装入PE袋
0
2 2
等待
将成品放回流水 线(伴有转腰动作)
教案示例
记录起始点 及工作内容
绘制工作平面图
双手作业简图 双手作业简图
分析改善要点
采用5W1H提问技术: –有无操作可剔除? (改变动作顺序、改变工具及设备、改变工作场所的布置、 合并所用的工具、改变所用的材料、改变产品设计、夹 具动作迅速等) –有无等待可避免? (因动作的改变、因身体各部动作的平衡、双手同时动作 等)
• 适用于以人为主的工作,即研究的对象为人体 的双手或双足;
• 专注于某一固定工作地点之研究; • 该件工作有高度重复性
双手操作图-画法 作业步骤及要点:
决定起始点﹕ 必须深入生产现场,仔细观察操作全过程, 决 定操作中的循环周期点和终点; 记录基本数据﹕ 作图时,先在左上角记录有关数据,如工 作名 称、现行方法、研究日期、操作者等等; 画平面布置图﹕ 在右上角画工作场所的平面布置图,描述 操作
双手操作图-画法
左右手作业简图: 图的中间分别记录左右手的动作。边观察、边 记录,一次只观察一只手的动作。左右手的同 时动作应画在同一水平位置。 数据统计﹕ 记录完成后,对左右手的动作数量分别进行统 计,统计结果写在右下方。
双手操作图——符号
○——表示操作,即握取、放置、使用、放手 的动作; ——表示搬运、手移动的动作; D——表示等待,即手的延迟、停顿; ——表示持住,即手握住对象的动作; ——表示检查。