推件板脱模机构设计要点 PPT
模具的推板脱模,你真的会吗?

模具的推板脱模,你真的会吗?
推板脱模
推板脱模如图8.3.1所示。
此机构适用于深筒形、薄壁和不允许有顶针痕迹的胶件,或一件多腔的小壳体(如按钮胶件)。
其特点是推力均匀,脱模平稳,胶件不易变形。
不适用于分模面周边形状复杂,推板型孔加工困难的胶件。
8.3.1 机构要点
推板脱模机构要点:
(1)推板与型芯的配合结构应呈锥面;这样可减少运动擦伤,并起到辅助导向作用;锥面斜度应为3~108,如图8.3.2所示。
(2)推板内孔应比型芯成形部分(单边)大0.2~0.3mm,如图8.3.2所示。
(3)型芯锥面采用线切割加工时,注意线切割与型芯顶部应有/0.1mm的间隙,如图8.3.3所示;避免线切割加工使型芯产生过切,如图8.3.4所示。
(4)推板与回针通过螺钉连接,如图8.3.1所示。
(5)模坯订购时,注意推板与边钉配合孔须安装直司(直导套),推板材料选择应相同于M202。
(6)推板脱模后,须保证胶件不滞留在推板上。
8.3.2 推板机构示例
(1)如图8.3.4所示,此模一件多腔,线切割加工型芯、推板、固定板。
推板模通常采用球形拉料杆,浇道只在前模开设,如图8.3.5所示。
此推板模线切割线将米仔位留在型芯内,防止胶件滞留在推板上,如图8.3.6所示。
(2)如图8.3.7所示,此推板模固定板在推板内。
特点:使后模板B 变小,减少线切割加工量。
模具上固定板用螺钉、圆柱销与托板连接,结构如图8.3.8所示。
线切割加工线将圆柱位留在型芯内,使胶件能顺利脱模,如图8.3.9所示。
推出机构设计优秀课件
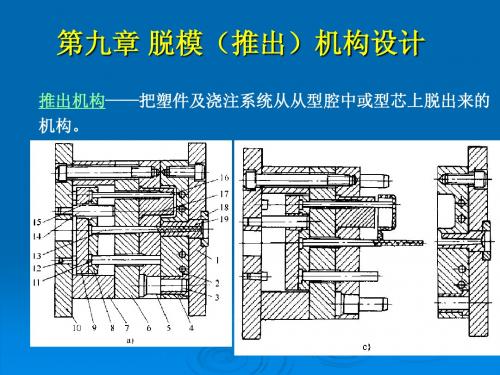
第9章 推出机构设计
2.按模具结构分类 (1)简单脱模机构 又称为一次脱模机构,包括常见的推
杆、推管和推件板等脱模机构。 (2)二次脱模机构 一些特殊形状的制品,当采用一次脱
模时,易产生变形、损坏甚至不能从模内脱出的现象, 为了顺利脱模必须对制品进行第二次推顶。 (3)双脱模机构 在动模和定模两边均须设简单脱模机构。 (4)顺序脱模机构 对于形状复杂的制品,为了顺利脱模, 需要设置多个分型面并按一定顺序分型。 (5)带螺纹塑件的脱模机构 通过模内自动旋转,使制品 从螺纹型芯或型环上自动脱出。
第9章 推出机构设计
成型推杆的截面形状
第9章 推出机构设计
(2)推杆的固定形式
第9章 推出机构设计
2.推杆的配合
第9章 推出机构设计
3.推杆推出机构设计要点: (1)推出位置的选择: 1)推杆应在塑件的非主要表面上,以免因推出痕迹影响塑
件外观。 2)推杆的位置应设在脱模阻力大、强度刚度大的部位。 3)在型腔排气困难的部位,应设置推杆,以便利用推杆与
孔的配合间隙排气,如制品最低点处,或靠近制品拐角 处。
第9章 推出机构设计
推杆的位置
第9章 推出机构设计
(2)推杆数量: 1)在制品的筋、凸台、支撑等部位,应多设推杆; 2)若制品的某个部位脱模阻力特别大,应在该处增加 推杆数目。推杆数量越多,推出效果越好。
(3)其他设计要点 1)推杆不宜设置在制品薄壁处,以免塑件变形或损坏, 当结构特殊,需要推顶薄壁处时,可采用盘形推杆。 2)在注射状态,允许推杆侵入塑料件表面不超过0.1mm。 3)推杆材料多用45号钢或T8、T10碳素工具钢。推杆淬 火硬度为50HRC以上,局部淬火长度应为配合长度与 1.5倍推出行程之和,表面粗糙度在Ra1.6mm以下。
第四章-推出机构的设计6PPT优秀课件
5)脱模力的大小与注射工艺有关 注射压力越大,包紧型芯的力越大,所需脱模力越 大;
注射时模具温度越高,所需的脱模力越小;
塑件在模内停留时间越长,所需的脱模力越大。
6)脱模力的大小与成型塑件的塑料品种有关 同一模腔中多个凹凸形状之间由于相对位置引起塑 料收缩 应力以及塑件与模具型腔之间粘附力在脱模 力计算过程中 有时也不可忽略。
• 配合长度: • 当d<5mm, S 可取12~15mm; • 当d>5mm时, S=(2~3)d (d为推杆直径),配
➢ 按模具结构分 ➢一次推出机构 简单脱模机构 ➢二次推出机构 塑件经过两次不同的动作
才能脱模 ➢浇注系统凝料推出机构 ➢定、动模双向顺序推出机构 ➢螺纹推出机构等.
推出机构分类
➢
➢
➢
➢
➢
➢
➢
多元联合式脱模。
二、推出机构的设计要求 12 2
1. 尽量使塑件留在动模上 注射机推出装置通常在动模一侧,开模过程中
最好保证塑件留在动模上,这样模具结构较为简 单。 2. 保证塑件不变形、不损坏
确分析塑件与型腔各部位的附着力的大小,选 择合理的推出方式和推出部位,使脱模力合理分 布。 3. 保证塑件外观良好
推出塑件的位置应尽量选在塑件的内部或对塑
4. 结构可靠 推出机构应工作可靠,运动灵活,具有足 够的强度和刚度。
3.脱模力计算 受力分析:
∑Fx=0
F摩cosα-F脱-F正sinα=0
F脱= F摩cosα-F正sinα
F摩=f·F正
F正=pA
f—摩擦系数(0.15~1.0)
p—因塑件收缩对型芯产生的单位正压力(12~20MPa)
第10讲 脱模机构设计 PPT

10.1 脱模机构概述 10.2 脱模力的计算 10.3 推出零件尺寸的确定 10.4 简单脱模机构 10.5 定模脱模机构 10.6 双脱模机构 10.7 顺序脱模机构 10.8 二次脱模机构 10.9 转动脱模机构 10.10 流道凝料的脱模机构
10.1 脱模机构概述
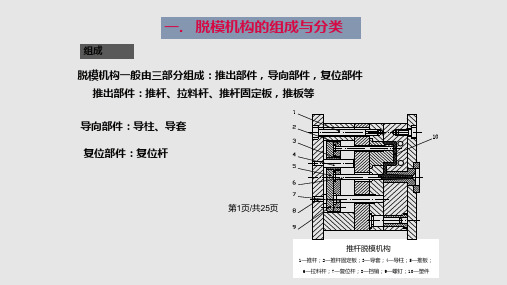
10.1.1 脱模机构的组成
10.2.1 影响脱模力的因素
F摩 ( F正F脱 si ) n
Fk 0 F摩 c o s F 脱 F正 s i n 0
F脱F正 1(ccooss ssii nn)
F 脱 F 正 ( c o s s i ) A n ( c p o s s i )
10.2.1 影响脱模力的因素
F 脱 F 正 ( c o s s i ) A n ( c p o s s i )
a. 推杆应设置在制品的内侧。 b. 如果必须设在其外表面时,可在推杆工作 端面加工一些装饰性标志。
大的地方。
推杆的位置 1-推杆(兼复位杆)2-塑件 3-推杆 4-型芯 5-盘形推杆
10.4.1 常见脱模机构的类型
1.推杆脱模机构
2)应设在塑件强度刚度 较大处。
推杆不宜设在塑件的薄壁
处,应尽可能设在塑件厚壁、
凸缘处及筋与筋或壁与筋的交点上,以免使塑件变形损坏。来自如必须设在薄壁处时,应
增大推杆截面积,以降低单位
10.1.3 推出机构的设计原则
2)塑件应滞留于动模。以便利用注射机推杆驱 动动模一侧的推出机构完成脱模动作。
3)保证良好的塑件外观。塑件的推出位置应尽 量设在塑件内部或对外观影响不大的部位。
4)脱模机构应动作灵活可靠、制造维修更换方 便。
对于生产批量不大的制品,应尽量选择简单的 脱模机构,以降低模具的制造成本。
推出机构的设计
图42 推出机构的导向装置
(5)推杆的注意事项;
1)推杆应尽量短,但在推出时,必须 将制品推出型芯(或型腔),并高于型芯 (或型腔)顶面5~10mm。
2)推杆与其配合孔一般采用H9/h9的配 合并保证一定的同轴度,使其在推出过程 中不卡滞,配合长度为推杆直径的1.5~2 倍,通常不小于12mm。
图43 推件板推出机构
注意:对大型深腔容器,尤其是软质塑件,用推件板推出 时,应当设置进气装置。
塑料模具设计与制造
3)推杆通过模具成型零件的位置,应尽量避 免开冷却通道。
4)在确保制品质量与顺利脱模的前提下, 推杆的数量不宜过多。以简化模具和减少 对制品质量的影响。
4、推件板推机构
(1)定义:推件板推出机构用于深腔薄壁 的壳体塑件以及不允许有推杆痕迹的塑件。
(2)特点:推件板与制品的接触面积大, 因而推出的力大而均匀,制品可平衡推出; 推件板推出机构无需专设复位杆,它依靠分 型面闭合便可使推出机构复位如图43所示:
3、推杆推出机构 推杆推出的优点:推杆加工简单、更换方便、推出效果好。
(1)推杆分布及位置 推杆的推出形式及推出方法如图39所示:
图39 推杆推出机构
(2)推杆形状图40所示:
图40 推杆的形式
(3)推杆的固定形式:如图41所示推杆固 定形式
图41 推杆的固定形式
(4)推出机构的导向
导向装置是为了防止在推出过程中推 板和推杆固定板歪斜和扭曲而折断推杆或 发生运动卡滞现象在推出机构中设置的装 置如图42所示。
塑料模具设计与制造
推出机构又称脱模机构,作用是将塑料制品 及其浇注系统凝料从型芯上或者凹模内推出 来。 1、对推出机构的要求:
(1)不使塑件变形或损坏; (2)不损伤塑件的外观及使用要求; (3)结构可靠。
塑料模具课件_脱模机构
3.模内旋转的脱模方式
(1)螺纹塑件的止转形式
模具设自动脱螺纹机构时塑件外形有止转结构,通常为花纹。
常用模内旋转脱螺纹机构主要有手动脱螺纹和机动脱螺 纹两种。
(2) 手动脱螺纹机构
(3) 机动脱螺纹机构
原理:利用开模时的直线运动,通过齿轮齿条的运动,使 螺纹型芯作回转运动而脱离塑件。 图为,锥齿轮脱螺纹型 芯结构,它用于侧浇口多 型腔模,螺纹型芯只要作 回转运动就可脱出塑件。
p—因塑件收缩对型芯产生的单位正压力(12~20MPa) A—塑件包紧型芯的侧面积(mm2)
F脱= pA(f·cosα-sinα)
总脱模力等于F总=F脱+F大气(大气压力影响:引气、不引气) 以上对脱模力的计算是一种比较粗略的方法。 计算脱模力是为了校核设备的顶出力是否足够,以及校核推出 元件的刚度强度及可靠性。
为减少脱模过程中推件板与型芯之间的摩擦,两者之间留有0.2~ 0.25mm的间隙,并采用锥面配合,以防止推件板 偏斜溢料,锥面 的斜度约取3~5˚左右,图 (b)。
引气装置: 对于大型深腔薄壁容器,推板脱模时 塑件部易形成真空, 使脱模困难,甚至还会使塑件变形或损坏,应在凸模上附设引 气装置,如图(推件板引气)。(推件板不引气)
加粗,增加刚性。
顶盘式推杆:锥面推杆,推出面积较大,适合于深筒形塑件 推出。
b)
c)
d)
2.推杆的固定及配合
(1)推杆的固定
2.推杆的配合
推杆固定板上的孔为d+1mm;推杆台阶部分的直径为
d+5mm;推杆固定板上的台阶孔为d+6mm。推杆与固定 板配合长度为S(一般采用H8/f8配合)
S 可取12~15mm;当d>5mm时, S=(2~3)d (d为推杆直径),配合部分表面Ra=0.8μm。 推杆与塑料接触并与孔经常摩擦,因此多采用热处理后硬度 高的材料制作。推杆材料常用T8A、T10A等碳素工具钢 (50 ~ 54HRC自制推杆)或65Mn (46 ~ 50HRC市场上的 推杆标准件)
塑件脱模机构设计PPT演示课件

拉料杆头部 应淬火到
HRC50以上.
29
利用凝料推板脱出针点浇口凝料
塑料成型模具
顶销3的作用是 确保首先从A面 分型,把浇注系 统凝料从流道 中脱出.
限位杆6、7决 定第一、二次 分型的距离。
凝料推板与定 模板间用锥面 配合。
30
利用凝料推板脱出针点浇口凝料
塑料成型模具
开模前,注射机喷咀先后退,浇口衬套在压缩弹簧的作 用下移动并与浇注系统凝料分离。再从A面分型,凝料从 主流道中脱出。分型距离由决定于限位杆。然后从B面分 型,拉断浇口。
22
塑料成型模具
浇注系统凝料的脱出
浇注系统凝料的脱出、自动坠落和与制品的自 动分离是整个生产过程实现自动化的环节之一. 浇注系统凝料与制品的自动分离能提高效率缩 短后加工时间,减少人的体力劳动。 内容:
设计合理的浇口形式,比如:潜伏式浇口、针点浇 口等。 设计合理的浇口自动脱落方式。
23
普通浇注系统凝料 脱出和自动坠落
塑件脱模 机构设计
1
双脱模机构
塑料成型模具
有时由于制品形状的特殊性使制件会 留于定模一边,或者留于动、定模的 可能性都存在,这就必须在定模设计 脱模机构,或在两个半模都设顶出机 构即双脱模机构。
定模顶出机构
2
双脱模机构
塑料成型模具
下图在动定模都设有气动脱模机构。在开模时, 先开启定模进气阀,制品随型芯脱出,关闭定 模电磁阀;开模终止时,动模电磁阀开启,制 件从型芯脱出。
开模时,压块1通过 压棒推动滑块切断 主浇道中的细丝。
35
塑料成型模具
带螺纹塑料制品 脱模机构
36
带螺纹制品的脱落模
非旋转脱出螺纹
强制脱模 GIF 动画
第10讲-脱模机构设计-PPT

推杆的位置 1-推杆(兼复位杆)2-塑件 3-推杆 4-型芯 5-盘形推杆
10.4.1 常见脱模机构的类型
1.推杆脱模机构
2)应设在塑件强度刚度 较大处。
推杆不宜设在塑件的薄壁
处,应尽可能设在塑件厚壁、
凸缘处及筋与筋或壁与筋的交
点上,以免使塑件变形损坏。
如必须设在薄壁处时,应
增大推杆截面积,以降低单位
大家有疑问的,可以询问和交流
可以互相讨论下,但要小声点
10.2 脱模力的计算
概念
(1)定义:指将塑件从型芯上脱出时所需克服的阻力。 包括:
成型收缩的包紧力; 不带通孔的壳体类塑件的大气压力; 机构运动的摩擦力; 塑件对模具的粘附力;
10.2.1 影响脱模力的因素
(2)影响脱模力的因素
型芯成型部分的表面积及其形状. 收缩率及摩擦系数. 塑件壁厚和包紧型芯的数量. 型芯表面粗糙度. 成型工艺:P注、t冷.
对于生产批量很大的制品,为提高生产率,可 采用结构比较复杂、自动化程度比较高的脱模机构。
10.1.3 推出机构的设计原则
5)推出零件应有足够的强度、刚度和硬度。 6)合模时应正确复位。并保证不与其他模具零 件相干涉。 7)脱模行程应恰当。应保证推出零件运动的初 始位置和终止位置恰当合理,以保证制品可靠脱模。
由上面的式子可以看影响因素脱模力的大小主要有以下几点:
(l)主要与塑件包络型芯侧面积的大小有关。型芯的侧面积越大,所需的脱 模力也越大。 (2)与型芯的脱模斜度有关。脱模斜度越大,所需的脱模力越小。 (3)与型芯的表面粗糙度有关。表面粗糙度值越低,型芯表面越光洁,所需 的脱模力就越小。 (4)与塑件的结构有关。塑件厚度越大、形状越复杂,冷却凝固时所引起的 包紧力和收缩应力越大,则所需的脱模力越大。 (5)与注射工艺有关。 注射压力越大,则包紧型芯的力越大,所需脱模力越大; 脱模时模具温度越高,所需的脱模力越小; 塑件在模内停留时间越长,所需的脱模力越大。 (6)与成型塑件的塑料品种有关。不同的塑料品种,由于分子的结构不一样, 因而它们的脱模力也不一样。
塑料模具选修课件:第9章 推出机构设计
第九章推出机构设计§9.1 推出结构的结构组成与分类§9.2 推出力的计算§9.3 简单推出机构§9.4 二次推出机构§9.5 定、动模双向顺序推出机构§9.6 浇注系统凝料的推出机构§9.7 带螺纹塑件的脱模–使塑件及其浇注系统凝料从模具(凸模或凹模)中脱出的机构,又称为脱模机构。
–动作方向与开启模的运动方向一致的,通常由安装在注射机上的顶杆或液压缸来完成。
–推出机构设计的合理性与可靠性直接影响到塑件的质量,因此也是注射模设计的一个重要环节。
1. 推出机构的组成(典型结构)§9.1 推出结构的结构组成与分类–推出部件:Ø推杆、拉料杆、推杆固定板、推出板–推出导向部件:Ø推杆导柱、推杆导套–复位部件:Ø复位杆–其他:Ø支承钉推杆固定板垫板支承钉推出板拉料杆推杆导柱推杆导套推杆复位杆a)合模b)塑件及系统凝料推出2. 推出机构的分类–按驱动方式分:Ø机动推出机构Ø液压推出机构Ø气动推出机构Ø手动推出机构–按推出元件的类别分:Ø推杆推出机构Ø推管推出机构Ø推板推出机构–按模具结构特征分:Ø简单推出机构Ø二级推出机构Ø定模推出机构Ø浇注系统自动切断推出机构Ø带螺纹塑件的推出机构3. 推出机构的设计要求①尽量使塑件留于动模一侧Ø塑件留于动模,推出机构简单,否则要设计定模推出机构。
②保证塑件在推出过程中不变形不损坏③推出位置尽量选在塑件内侧,保证塑件外观良好④合模时应使推出机构正确复位⑤工作可靠、运动灵活、制造和更换容易顶针压下时留下的痕迹(顶白/Visible ejector marks )由于顶出导致的强烈变形(Deformation during demolding)在下部凹陷区由于强行脱模而导致的变形§9.2 推出力(脱模力)的计算–脱模力:将塑件从型芯上脱出时所需克服的阻力–包括:Ø成型收缩的包紧力及脱模时的摩擦力Ø不带通孔的壳体类塑件的大气压力Ø机构运动的摩擦力Ø塑件对模具的粘附力l开始脱模时瞬间所要克服的阻力,称为初始脱模力,以后脱模所需的力称为相继脱模力,后者比前者小l所以计算脱模力的时候,总是计算初始脱模力。
第五章注射模具推杆推出机构设计(示范课课件)
2)保证塑件不变形损坏。
3)力求良好的塑件外观。 二、脱模力
一般而论,塑料制件刚开始脱模时,所需克服的阻力 最大,即所需的脱模力最大。
5.5 推出机构设计
5.5.2 脱模机构的分类
1、按动力来源分
1)手动推出机构 2)机动推出机构
3)液压和气动推出机构
2、按零件类别分类 1)推杆推出机构 2)推管推出机构 3)推件板推出机构 4)多元综合推出机构 3、按结构特征分类 1)简单推出机构 2)二级推出机构 3)浇注系统推出机构
5.5.3一次脱模机构
1 推杆脱模机构
5.5 推出机构设计
5.5.3 推杆推出机构和设计
1、推杆位置的设置 (1) 推杆应设在脱模阻力大的地方。如图5-71a所示,型芯 周围塑件对型芯包紧力很大。
5.5 推出机构设计
5.5.3 推杆推出机构和设计
(2) 推杆应均匀布置 (3) 推杆应设在塑件强度刚度较大处 2.推杆的直径 推杆在推塑件时,应具有足够的刚性,以承受推出力, 为此只要条件允许,应尽可能使用大直径推杆,当结构 限制,推杆直径较小时,推杆易发生弯曲、变形如图572所示。
4、推杆的固定与配合形式
1)推杆的固定形式
1)推杆的固定形式
1)推杆的固定形式
2)圆形横截面推杆的配合形式
5、推出机构的导向
推出机构的导向
5、推出机构的导向
推出机构的导向
6、推出机构的复位
1)推出机构的复位
1)推出机构的复位
1)推出机构的复位
2)弹簧复位
2)弹簧复位
3)气缸和油缸复位
图5-72 细长推杆易发生弯曲变形
3.推杆的形状及固定形式
图5-73所示是各种形状的推杆。A型、B型为圆形截面 的推杆,C型、D型为非圆形截面推杆。
第五节--推出机构的设计
第五节推出机构的设计在注射成型的每—循环中,都必须使制品从模具型腔和型芯上脱出,这种脱出制品的机构称为推出机构或脱模机构。
一、推出机构的设计要求(1)尽量使塑料制品留在动模上这是因为要利用注射机顶出装置来推出制品,必须在开模过程中保证制品留在动模上,这样模具结构较为简单。
(2)保证制品不变形不损坏为此必须正确分析制品与型腔各部位的附着力的大小,选择合理的推出方式和推出部位,使脱模力合理分布。
由于制品收缩时包紧型芯,因此脱模力作用位置应尽量靠近型芯,同时亦应布置在制品刚度、强度最大的部位(如凸缘、加强肋等处),作用面积也应尽可能大些,以免损坏制品。
脱模力的确定与抽芯力的计算相同,但要精准汁算复杂形状制品的脱模力比较困难,这是因为制品与型腔的附着力,尤其对型芯的包紧力,与制品的材料性质、制品形状、成型工艺参数、脱模斜度、型芯间距、型腔表面粗糙度等因素有关。
一般情况下,制品收缩率大,壁蜂、型芯尺寸人们复杂,脱模斜度小以及型腔表面粗糙度大约,脱模阻力就大,反之则小。
实际生产中常用类比法进行估算。
在确定脱模零件结构时,应综合考虑上述因素,以保证制品顺利脱模。
(3)保证制品外观良好也就是说,推出制品的位置应尽量选在制品的内部或对制品外观影响不大的部位。
(4)结构可靠即推出机构应工作可靠,运动灵活,具有足够的强度和刚度。
二、推出机构的分类1,按动力来源分类(1)手动推出机构常用于注射机不带顶出装置的定模一方,开模后,由人工操作推出机构推出定模中的制品。
(2)机动推出机构它利用注射机开模动作,通过推出机构推出制品。
(3)液压推出机构它是靠注射机上设置专用的液压推出装置进行脱模。
(4)气动推出机构它是利用压缩空气将制品吹出。
2,按模具结构分类(1)简单推出机构;(2)双推出机构;(3)二级推出机构;(4)带螺纹制品的推出机构。
三、简单推出机构简单推出机构又可分多种结构形式,常见的结构形式有下面几种。
1、推杆推出机构用推杆推出制品,尤其是圆推杆推出制品是推出机构中最简单、最常用的—种。
脱模机构解析PPT课件
4)考虑合模时推出机构的复位。 第3页/共25页
二. 脱模力的计算
当塑件从包紧的型芯上脱出所需要克服的阻 力称为脱模力,主要是塑件收缩引起的塑件 与型芯的摩擦阻力。 塑件刚开始脱模时,所需的脱模力最大, 称为初始脱模力;其后,脱模力的作用仅 仅为了克服脱模机构移动的摩擦力,称为 相继脱模力。 脱模力一般指初始脱模力。
双推板
三角滑块式双推板二次脱模机构
第15页/共25页
螺纹的脱模
强制脱出:弹性较好或较柔软的塑件,用于精度不高和小批 量生产的塑件
模外脱出:活动螺纹镶块
第16页/共25页
对合螺纹型环成型时的脱出 齿轮齿条机动脱螺纹机构
第17页/共25页
第18页/共25页
第19页/共25页
第20页/共25页
3)直径和数量
保证足够的刚度。可设计成阶梯形 数量应保证顺利脱模且不损伤塑件表观
第6页/共25页
4)推杆材料及热处理要求
材料常用T8A,T10A或65Mn,碳素工具钢热处理要求硬度HRC50~54, 弹簧钢热处理硬度要求HRC50~54。
5)推杆固定形式
推杆
推杆
推杆
推杆
推杆
推杆
(a)
(b)
第7页/共25页
脱模机构的分类
1、按动力来源分:
1)机动脱模:注射机上设置机械或者液压顶出装置,通过该顶 出装置推动模具脱模机构顶出塑件。
2)手动脱模:开模后人工操纵脱模机构,多用于定模(定模部分 注射机未设脱模装置)
3)气动脱模: 利用压缩空气将塑件吹出。
2、按模具结构分
第2页/共25页
一次推出脱模(简单脱模)、二次推出脱模、动定模双向推出脱模、 顺序脱模、带螺纹塑件脱模等不同类型
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
推杆形式
图a为直推杆,尾部采用台肩固 定,是最常用的形式;
图c为阶梯推杆(有托顶针), 由于工作部分比较细,故在具 后部加粗以提高刚性,一般直 径小于2.5~3mm 时采用;
推杆形式
图b为矩形推杆(俗称为扁顶杆)。 这种推杆上端做成薄片状,为便于 加工其下端仍做成圆柱形,用来推 顶薄壁塑件的边缘、窄凸台或筋的 底部等,以增大其推顶面积,模板 上的推杆孔常用线切割方法加工。
先复位机构
① 回程杆(回针)复位 ② 弹簧复位 ③ 摆杆式先复位机构(回撞装置) ④ 蝴蝶夹先复位机构(回撞装置)
复位杆(回针)复位
弹簧复位
摆杆式先复位机构(回撞装置)
单蝴蝶夹先复位机构(回撞装置)
双蝴蝶夹先复位机构(回撞装置)
谢 谢!
• 导向 • 定距 • 摩擦 • 进气
推件板脱模机构设计要点
• 导向
推件板向前平移时 需要有可靠的支撑,一 般推件板上有四个导向 孔与模具的四根导柱配 合,并在导柱上滑动, 在设计导柱长度时应考 虑推出距离。
ቤተ መጻሕፍቲ ባይዱ件板脱模机构设计要点
• 导向 • 定距
推件板脱模机构设计要点
• 导向 • 定距 • 摩擦
气压脱模机构
多元脱模方式联合脱模机构
推杆与推件板联合推出机构
多元脱模方式联合脱模机构
推杆与推管联合推出机构
多元脱模方式联合脱模机构
推管与推板联合推出机构
先复位机构
① 侧抽芯底部有推杆或推管
先复位机构
① 侧抽芯底部有推杆或推管
先复位机构
② 定模斜滑块下有推杆或推管
先复位机构
③ 推块推出 ④ 斜顶头部有碰穿孔 ⑤ 圆推杆顶边
图d所示为盘式推杆亦称锥面推杆, 它加工比较困难,装配时与其他推 杆不同,需从动模型腔插入,端部 用螺钉固定在推杆固定板上,适合 于深筒形塑件的推出
推杆的配合
圆推杆的优缺点
优点: 制造简单、成本低、更换方便。
缺点: 推出位置有一定的局限性。对于加强筋、
制品边缘不好布置大推杆,小推杆推顶面积小。
推杆设计要点
① 顶出位置:包紧力比较大,或强度较高的骨位。 ② 防止爆边 ③ 不能有推杆痕迹的用推耳。 ④ 不要将推杆布置在镶拼处,如设置则对半分或镶圆套。
推杆设计要点
⑤ 长度大于10mm的实心柱应加加推杆,双推杆加镶针。 ⑥ 螺丝柱深度小于15mm,使用双推杆;
深度大于15mm,使用推管。
推杆设计要点
⑦ 加强筋加推杆。
选择推出的方式、推出的位置、推出零件的数量。 脱模力大的地方一般在骨位:侧壁、加强筋、螺丝柱等。 防止出现真空,设置进气装置。
3、合模时应使脱模机构正确复位 ,设置中托司。 4、顶出行程合理。
脱模机构的设计要求
1、塑件留在动模边。 制品粘定模的原因?
2、塑件在推出过程中不发生变形和损坏。 对模具包紧力和粘附力大小的分析与计算,合理地选择推
推件板脱模机构设计要点
①导向 ②定距 ③摩擦 ④进气
推块脱模机构
活动镶件脱模机构
气压脱模机构
采用压缩空气推出塑件,塑件受力均匀 且可以简化模具结构,由于不需要在模内设 推板及其运动空间,因此模具总高度可减小。 其推出力为塑件内腔投影面积与气体压强的 乘积,故断面尺寸越大的薄壁壳体越易脱出。
气压脱模机构
出的方式、推出的位置、推出零件的数量和推出面积等。 防止出现真空,设置进气装置。
3、合模时应使脱模机构正确复位 ,设置中托司。 4、顶出行程合理。
简单脱模机构
1、推杆脱模机构 2、推管脱模机构 3、推板脱模机构 4、推块脱模机构 5、气压模脱模机构 6、多种脱模方式联合脱模机构
推杆脱模机构(顶针脱模机构)
A)按驱动方式分 1、手动脱模 2、机械脱模 3、液压脱模 4、气压脱模
B)按模具结构分 1)简单脱模机构 2)定模脱模机构(前模顶) 3)顺序脱模机构 4)浇注系统凝料自动脱出机构 5)二级脱模机构(二次顶) 7) 带螺纹制件脱模机构
脱模机构的设计要求
1、塑件留在动模边。 制品粘定模的原因?
2、塑件在推出过程中不发生变形和损坏。 对脱模力(包紧力、粘附力)大小和位置的分析,合理地
推杆设计要点
⑧ 斜面设置推杆应防滑防转。
推杆设计要点:延时顶出
推杆大小及规格
推杆尽量取大些,常用直径为4~6mm。 推杆标准长度:100,150,200 使用有托顶针时,应注明托长。
扁顶的配合
推管推出机构
推管是一种空心的推杆,它适于环形、筒形塑 件或中心带有孔的塑件的推出。由于推管整个周边 接触塑件,故推出塑件的力量均匀,塑件不易变形, 也不会留下明显的推出痕迹。
推件板脱模机构 设计要点
脱模机构的典型结构
脱模机构的组成
①推杆、推管、推块、推板等推出零件。 ②推板、推杆固定板等推出零件的固定零件。 ③复位杆、弹簧等复位元件。 ④导向元件(中托边、中托司)。 ⑤齿轮、齿条、链轮、链条等脱螺纹系统传动零件。 ⑥限位元件:垃圾钉,限位块。 ⑦拉料杆。
脱模机构的分类
推管推出机构
推件板推出机构
① 应用于筒形、薄壁壳件、大型罩壳、不允许有顶出痕迹 的塑件。
② 特点:推出力大而均匀、运动平稳且无推出痕迹,但模 具结构较复杂,对非圆环形的塑件,其配合部分较难加 工。
③ 典型结构见图所示
推件板脱模机构(模架有推板)
推件板脱模机构(埋入推板)
推件板脱模典型结构
推件板脱模机构设计要点