硫酸盐制浆方法的发展历史、生产体系及其意义
硫酸盐制浆的工艺流程

硫酸盐制浆的工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!硫酸盐法制浆工艺流程详解硫酸盐法制浆,也被称为化学机械法制浆,是造纸工业中广泛使用的一种制浆方法,因其高效和环保特性而备受青睐。
酸碱法制浆简介
制浆方法介绍硫酸盐法(碱法)和亚硫酸盐法(酸法)是两个基本的化学制浆方法。
硫酸盐法由于在化学品回收和纸浆强度方面的优点而居于统治地位。
在20世纪40年代后期以前很普遍的亚硫酸盐法已是日落西山。
尽管如此,亚硫酸盐法仍有其支持者,已提出对其工艺改进使其更具竞争力的建议。
1 硫酸盐法硫酸盐法是指木片在NaOH和Na2S的溶液中进行蒸煮。
碱液的侵袭使木素分子碎解成较小的组分,木素钠盐溶解于蒸煮液中。
硫酸盐法制浆可制造强韧的纸产品;但其未漂浆呈深棕色。
硫酸盐法有独特的臭味气体,主要是有机硫化物,它对环境有污染。
自从Carls.Dahl将硫酸钠引入蒸煮系统,硫酸盐法作为烧碱法(它只利用氢氧化钠作为活性化学品)的改进工艺,已历经百年以上。
以后将蒸煮液中的硫酸钠改为硫化钠,使得蒸煮软木时的反应动力学和纸浆性能均大为改善。
因为硫酸钠曾经时传统的补充化学品,所以称之为“硫酸盐法”。
蒸煮碱液中硫化钠的存在对硬木制浆影响不大,有些硬木浆至今仍沿用烧碱法生产。
硫酸盐法制浆的化学原理蒸煮液中的木素被氢氧离子和硫氢离子(SH-)化学裂解成碎片。
然后木素碎片溶解成苯酚盐或碳氧化物离子。
碳水化合物(主要是半纤维素和若干纤维素)也收到侵袭,并一定程度被溶解。
在一个典型的可漂浆蒸煮中,约有80%的木素、50%的半纤维素和10%的纤维素被降解。
2 亚硫酸盐法在亚硫酸盐法中,使用亚硫酸(H2SO3)和亚硫酸氢根(HSO3-)的混合物与木素起反应,并使其溶解。
亚硫酸盐与木素形成木素磺酸盐而溶解于蒸煮液中,残留的木素化学结构基本上是完整的。
亚硫酸盐的化学盐基可以是钙、镁、钠或铵离子。
亚硫酸盐制浆可在很宽的pH范围内进行。
“酸性亚硫酸盐”意味着以过量游离亚硫酸(pH 1-2)进行制浆,而“亚硫酸氢盐”蒸煮是在低酸度条件(pH3-5)下进行。
亚硫酸盐浆色泽比硫酸盐浆浅,漂白容易,但其纸页要比相应的硫酸盐法纸浆脆弱。
亚硫酸盐法适用于云杉、冷杉和铁杉之类的软木和杨木、安木之类的硬木;但多树脂软木和含丹宁的硬木则很难处理。
制浆造纸工艺毕业论文芦苇硫酸盐法浆

摘要本文对芦苇浆经过处理后再漂白,与常规CEH三段漂进行比较,探讨少氯漂白的研究的可能性。
实验结果表明:常规三段漂的适宜条件是:C段浆浓3%、时间60min,温度25℃、pH<2,E段浆浓10%、时间90min、温度60℃、pH值>10,H段浆浓6%、时间120min、温度40℃、pH值7.5-8.0(终了),8g绝干浆,用氯量在8.0%,C:H=6.5:3.5时白度最高。
先进行NaNO3预处理后CEH三段漂,能达到更好的漂白效果,NaNO3预处理的最佳工艺条件为:浆浓9.0%、0.16mol/kg水NaNO3处理量26ml,0.2M的H2SO4用量0.9%,温度90℃,时间120min,卡伯值由原来的17.506下降到7.128,经处理后白度在用氯量4%升至最高为85.3%ISO,增加了10%ISO。
NaNO3预处理后EH二段漂的白度达到81.3%ISO,粘度为700.8。
氧碱漂前预处理最佳条件:酸性H2O2的用量0.2%,浆浓5%,温度60℃,时间30min,pH值3。
氧碱漂的最佳条件:用碱量3%,最高温度115℃,保温60min,氧压1.0Mpa,MgSO4用量0.5%,H2O2用量0.8%,浆样20g,浓度1%,漂后的粘度下降为682.8,卡伯值5.113,经氧碱漂后再CEH三段漂的白度在用氯量4.0%时增加了10.6%ISO,粘度浆至474.6ml/g。
CEpH漂白的最佳条件为:C段,E段和H段的条件与前面的常规三段漂的条件是一样的,E段中p段H2O2的用量0.8%,Na2SiO2的用量2%,MgSO4的用量0.05%,用氯量在8%时的白度比常规漂多2%ISO,粘度降低到618ml/g。
结果表明,经处理后在漂白的白度都有所增加,其中氧碱后处理的白度增加最多,但粘度下降的也最多,而过氧化氢的白度虽然增加的不是最多,但粘度下降的最少。
关键词:芦苇硫酸盐法浆,NaNO3,氧碱漂白,过氧化氢,少氯漂白ABSTRACTBleaching after reed plup has been deal with,and compare with conventionality CEH three sequence bleaching,the possibility of bleaching for low chlorine has been discusscd.The results show that: the conventionality CEH three sequence bleaching with the optimum conditions of C sequence consistency of pulp 3%,time60min,temperature 25℃,pH less then 2.E sequence consistency of pulp 10%,time90min,temperature 60℃,pH more then 10. H sequence consistency of pulp 6%,time120min,temperature 40℃,pH about 7.5to8.0(ending). absolutely dry of pulp 8g, use chlorine 8%,C:H=6.5:3.5 the brightness was the best of all.If use NaNO3 deal with the CEH three sequence bleaching in advance ,the result will be obtain higher brightness. with the optimum conditions of NaNO3 deal with in advance: consistency of pulp 9%,the 0.16 mol/l NaNO3 of dosage 26ml ,the 0.2M H2SO4of dosage 0.9%, temperature 90℃,time 120min, kappa value fall to 7.128 compare with formerly 17.506,the brightness of use chlorine 4% has been deal with attin top of 85.3%ISO,add to 10%ISO.EH two sequence bleaching after NaNO3 deal with., the brightness reach 81.2%ISO,viscosity 700.8ml/g.with the optimum conditions of oxygen bleaching deal with in advance:acidity of H2O2 0.2%,consistency of pulp 5%,time30min,temperature 60℃,Ph value 3.with the optimum conditions of oxygen bleaching.alkali3%,top temperature 115℃,heat preservation 60min, oxygen press 1.0Mpa, MgSO40.5%, H2O2 0.8%, absolutely dry of pulp 20g, consistency of pulp 10%, the viscosity fall to 682.8 after bleaching ,kappa value 5.113. CEH three sequence bleaching after oxygen bleaching has been deal with,the brightness increase 10.6%ISO, the viscosity fall to 474.6ml/l.The conventionality CEpH three sequence bleaching with the optimum conditions of :C 、E and H sequence conditions the same as conventionality CEH three sequence bleaching.E sequencecontain p sequence of H2O2 0.8%,Na2SiO3 2%,MgSO40.05%, the brightness of use chlorine 8%than conventionality CEH three sequence bleaching2%ISO,the viscosity fall to 618ml/g.The results show that, the brightness of bleaching after reed has been deal with are all increase. the brightness of oxygen bleaching most increase,but the viscosity fall a great many.moreover,thought the brightness of H2O2 bleaching increase does not many, the viscosity fall a litter.Key words: KP reed plup, NaNO3,oxygen bleaching, hydrogen peroxide, low chlorine bleaching目录第一章前言 (I)1.1 制浆原料-芦苇 (1)1.1.1 芦苇的纤维特性及形态特征 (1)1.1.2 苇浆应用范围 (2)1.2制浆方法-硫酸盐法制浆 (3)1.3 少氯漂白 (3)1.3.1 常规CEH三段漂 (3)1.4 氧系漂剂的应用及发展 (5)1.4.1 氧碱漂白 (5)1.5 过氧化氢漂白 (10)1.5.1 过氧化氢与木素的化学反应 (10)1.5.2 过氧化氢与碳水化合物的反应 (10)1.5.3 过氧化氢漂白的改进与发展 (11)1.6 硝酸钠预处理 (11)第二章实验 (12)2.1 KP法芦苇浆的制备 (12)2.1.1原料来源 (12)2.1.2蒸煮工艺条件 (12)2.1.3 蒸煮药品 (12)2.1.4蒸煮过程 (12)2.1.5 浆料分析 (13)2.2 漂白方法 (13)2.2.1 漂白药品 (13)2.2.2 氧碱漂白前的预处理 (14)2.2.3 氧碱漂白 (15)2.2.4 硝酸钠活化预处理设备---恒温加热水浴锅 (16)2.3 浆片分析 (17)第三章结果与讨论 (18)3.1 常规CEH三段漂白适宜条件的探讨 (18)3.1.1 用氯量对白度的影响 (18)3.1.2 H段用碱量探讨 (19)3.1.3 H段时间对漂白的影响 (21)3.2 酸性硝酸钠前处理效果探讨 (22)3.2.1 酸性硝酸钠处理适宜条件的探索 (22)3.2.2 活化剂用量的影响 (24)3.2.3 时间对处理的影响 (25)3.2.4 温度对处理的影响 (25)3.2.5 硝酸钠处理后CEH常规漂 (27)3.3氧碱漂白处理后的CEH三段漂 (29)3.3.1氧碱漂处理 (29)3.3.2 氧碱漂白后的CEH漂 (30)3.3.3 减氯的CEH三段漂 (31)H漂白的研究 (32)3.4 CEP第四章结论 (34)参考文献 (35)致谢 (36)第一章前言20世纪以来,随着工业的发展,污染问题逐渐成为迫切解决的问题。
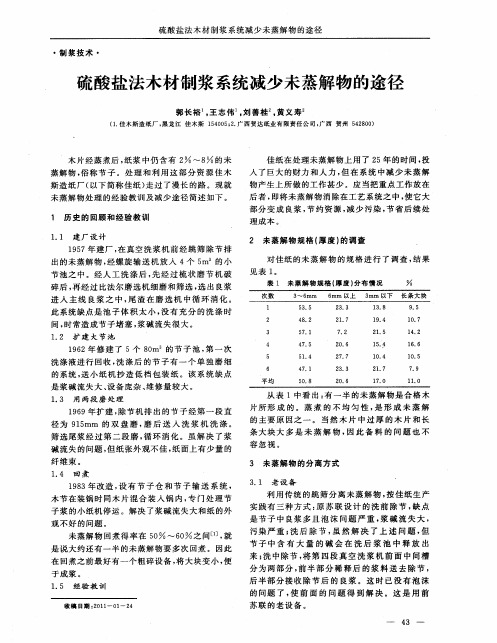
硫酸盐法木材制浆系统减少未蒸解物的途径
理 成本 。
2 未蒸 解物 规格 ( 度 ) 厚 的调查 对佳 纸 的未 蒸 解 物 的 规格 进 行 了调 查 , 果 结
见 表 1 。
次 数
15 9 7年 建厂 , 真空 洗浆 机 前 经 跳 筛 除节 排 在
是 浆 碱流 失大 、 备庞 杂 、 设 维修量 较 大 。
1 3 用 两 段 磨 处 理 .
1 6 年 扩建 , 节机 排 出 的节 子 经 第 一段 直 99 除 径 为 95 1 mm 的 双 盘 磨 , 后 送 入 洗 浆 机 洗 涤 。 磨 筛 选 尾浆 经 过第 二段 磨 , 环 消化 。虽解 决 了浆 循 碱 流 失 的问题 , 纸张 外 观不佳 , 面上 有少 量 的 但 纸
木 片经 蒸煮 后 , 纸浆 中仍 含有 2 ~8 的未 % 蒸解 物 , 俗称 节 子 。处 理 和 利用 这 部 分 资 源 佳 木 斯造 纸 厂 ( 以下 简称 佳纸 ) 过 了漫长 的路 。现就 走 未蒸 解 物处 理 的经 验教训 及 减少 途径 简述 如 下 。
1 历 史 的 回 顾 和 经 验 教 训
1 1 建 厂 设 计 .
佳纸 在处 理未 蒸解 物上 用 了 2 5年 的时 间 , 投 入 了巨大 的财 力 和 人 力 , 在 系 统 中减 少 未 蒸 解 但
物产 生上 所做 的工 作甚 少 。应 当把重 点 工作放 在 后者 , 即将未蒸 解 物消 除在 工艺 系统 之 中 , 它大 使
出的未 蒸解 物 , 经螺 旋输 送机 放 入 4个 5 m。的小
节 池 之 中 。经 人 工 洗 涤后 , 经 过 梳状 磨 节 机 破 先 碎后 , 再经 过 比法 尔磨选 机 细磨 和筛 选 , 出 良浆 选 进 入 主 线 良浆 之 中 , 渣 在 磨 选 机 中循 环 消 化 。 尾 此 系统 缺 点是 池 子 体 积太 小 , 有 充分 的洗 涤 时 没 间 , 常造 成节 子堵 塞 , 时 浆碱 流失 很 大 。
硫酸盐法制浆

2.1硫酸盐法制浆概述
硫酸盐法制浆是指小木片在NaOH和Na2S的溶液中进行 蒸煮。碱液的侵袭使木素分子碎解成较小的组分,木素 钠盐溶解于蒸煮液中。 硫酸盐法国俗称“Kraft”,德文中是强韧的意思。 Kraft纸浆可制造强韧的纸产品,但其未漂浆呈深棕色。 硫酸盐法制浆有独特的臭味气体产生,主要是含有机硫 化物,将会造成环境污染。 现在,纸生产量的80%都是采用这种方法制造出来的。
在硫酸盐法的蒸煮液中,除NaOH的强碱性作用外, Na2S电离后的S2-离子和水解后的产物HS-离子有着相当 重要的作用;此外,Na2CO3和Na2SO3甚至Na2Sn等杂 质成分也起到一定的作用。蒸煮液中含有Na2Sn(多硫 化物)时,对蒸煮有益,能提高蒸煮得率,但有强烈的 腐蚀作用。 自从Carls.Dahl将硫酸钠引入蒸煮系统,硫酸盐法 作为烧碱法(只用NaOH)的改进工艺,已经历百年以 上。以后将蒸煮液中的Na2SO4改为Na2S,使得在蒸煮 针叶木时的反应动力学和纸张性能均大为改善。因为 Na2SO4曾经是传统的补充化学药品,所以称之为“硫酸 盐法”
2.4硫酸盐法制浆的优点
1)对各种木材纤维原料,如针叶木,阔叶木,竹及草类等都适用。 还可以用于质量较差的废材,枝桠材,木材加工厂下脚料及树脂含 量高的木材。 2)能生产很多品种的纸浆。如针叶木本色浆常用于电气绝缘纸,纸 袋纸,强韧包装纸,特殊纸板及工业技术用纸;针阔叶木及草类漂 白浆用于制造文化用纸及白纸板等;并生产溶解浆制人造纤维。硫 酸盐法是当今化学制浆方法中广泛应用的一种。 3)纸浆强度较好。与烧碱法相比浆的得率较高。 4)对设备的腐蚀比较小,对蒸煮和洗涤设备的材料,一般采用碳钢 即可,较易解决。 5)可以经济而有效地对制浆化学药品和热能进行回收。如使用树脂 含量较高的针叶木制浆,还能生产出象松节油和塔罗油那样用价值 的副产品,使生产成本和污染负荷降低。 6)利用多段漂白方法和二氧化氯漂白剂,可以得到高强度和高白度 的纸浆。
制浆
3、残余脱木素阶段,保温 5-10% 脱木素情形: 草类:次生壁和胞间层木素几乎同时脱 木材:先次生壁后胞间层。
4、反应结论 (1)草料比木材易蒸煮 原因:疏松、木素少、木素类型决定。 (2)草料可低温快速蒸煮。
3、蒸煮液的组成和性质
(1)黑液:原料经硫酸盐法蒸煮以后,从纸浆中分 离出来的残液叫黑液。 (2)绿液:黑液经蒸发浓缩后经碱回收炉燃烧,所得溶 融物从炉中流出后溶解于水中所得的溶液叫绿液。主 要成分为:Na2CO3+Na2S,另外还有Na2SO4 , Na2SO3 ,Na2S2O3, NaOH等。 (3)白液:绿液经苛化后的溶液叫白液。 (4)蒸煮液组成:主要组成为NaOH+Na2S,此外,还 有Na2CO3, Na2SO4 , Na2SO3 ,Na2S2O3,甚至 可能有少量的Na2Sn 。
1、蒸煮液对木片的扩散作用 扩散作用主要是靠浓度差通过导管、管胞(或 纤维)胞腔和细胞壁进行,是蒸煮液中的离子扩散到 存在于木片的水分中。作用动力是液体中离子的浓度 差,扩散速度主要决定于离子的浓度梯度和液体的温 度,因此,水分含量和蒸煮液组成对扩散作用影响较 大。扩散作用的特点: A)有水存在就能发生 B)适宜于水分饱和的木片 C)仅在较短距离内有效 D)能沿横纹方向扩散 E)不同材种差别不大 F)木材相对密度有影响 G)药液成分影响很大。
PH<10时: HS-离子浓度降低,而H2S浓度增加。
从Na2CO3的水溶液看: PH>12时: 以CO32-为主。 PH=10.5时:以CO32-和HCO3-并存。 PH<9时: HCO3-浓度下降, H2CO3浓度增加。 另外, Na2SO3也会受PH值影响而发生水解或电离。 C)受温度的影响,各组分的溶解度也不同。如:NaOH和 Na2S都是随温度的升高溶解度不断增加。
保山杉木硫酸盐化学法制浆性能研究
摘要:通过测定保山杉木化学组分,并采用硫酸盐法蒸煮制浆,测定纸浆性能,全面评价杉木的制浆造纸性能。
结果表明,杉木纤维长度与思茅松相当,细小纤维含量更低,杉木浆抄纸的耐破指数、二氯甲烷抽出物、抗张指数略高于思茅松,但撕裂指数、透气度较低。
杉木树皮的成浆性能差,得率低,制浆的可行性低。
综合分析,杉木的制浆性能略劣于思茅松,可作为造纸用材。
关键词:杉木;思茅松;原料分析;制浆性能Abstract: This paper determined the chemical components of Cunninghamia lanceolata (Lamb.) Hook. from Bao Shan and evaluated the adaptability of pulp and papermaking. The results showed that the length of cedar fiber was similar to that of Pinus kesiya var. langbianensis, and the content of fine fiber was lower. The breaking index, dichloromethane extract and tensile index of cedar pulp were slightly higher than that of Pinus kesiya var. langbianensis, but the tear index and air permeability were lower. The pulp performance of Cunninghamia lanceolata (Lamb.) Hook. bark is poor, low yield and low feasibility of pulp. Comprehensive analysis shows the pulping performance of Chinese fir is slightly inferior to that of Pinus kesiya var. langbianensis, which can be used as papermaking material.Key words: Cunninghamia lanceolata (Lamb) Hook.; Pinus kesiya var. Langbianensis; raw material analysis; pulping performance保山杉木硫酸盐化学法制浆性能研究⊙ 张富华 张玉永(云南云景林纸股份有限公司,云南普洱 666400)中图分类号:TS743+.12; TS721+.1文献标志码:A 文章编号:1007-9211(2024)01-0077-03张富华 先生工程师;主要从事纸浆质量分析检测工作。
硫酸盐法制浆

• 在硫酸盐蒸煮过程中,无机硫所衍生的物质的 浓度变化不大,于是可以建议,在给定的硫化 度下,脱木素的速率可以表示为: -dL/dt=k(C)(L) L: 木材中残留的木素浓度; C: 相当于碱的浓度,指EA, 而不是AA。 • 国际上用碱量通常用有效碱对木材的绝干重量 比,主要是脱木素速率和有效碱浓度有关。 • 基于上面的方程建立了很多数学模型,每种模 型都有一定的局限性,可以作为生产的参考。
硫酸盐蒸煮硫化度的影响
• 在活性碱用量不变的情况下,增加硫化度,有 效碱的浓度下降,如果系统中有足够的有效碱 浓度,则脱木素程度加快;一旦有效碱浓度下 降到某个临界值,则可能无法成浆. • 在有效碱用量不变的情况下,增加硫化度,则 脱木素的速率和程度都会增加,但无限制的增 加硫化度并没有优势. • NaHS不适合单独作为蒸煮试剂. • 一般阔叶木采用硫化度20-25%,针叶木30%左 右.
4 3 2 1 0 0 Impregnation
zone
50
100
150
T中木素的脱除
刚开始,木素的脱除速率慢,这个阶段化学反应不是主要的,因 为扩散受到限制,随着温度的增加,脱木素加剧,碱的浓度影响 也变得明显,达到最高蒸煮温度时,40%的木素被除去.在蒸煮的 中间段,碱的浓度可以看作是速度决定因素.
残碱的测定
Procedure Assuming that the pH-meter has been calibrated (with 7 and 10 pH buffer solutions): • Add 90 mL of DI water to a 250-mL beaker or flask • Pipet exactly 10 mL of black liquor into the beaker.
第7章__硫酸盐法制浆 - 最新制浆造纸原理与工艺ppt课件

3、提高得率方面的改进
在蒸煮液中加入蒽醌(约4.5kg/t浆), 则可提高得率2~蒸煮期间活性碱含量水平保持均衡, 软木蒸煮的Kappa值可从30~32降到约25, 而对纸浆质量无影响。 氧脱木素法
第七章 硫酸盐法制浆
通过硫酸盐法蒸煮植物纤维原料制取纸 浆的方法
硫酸盐蒸煮液的有效成份:
NaOH+Na2S
7.1 发展简史
1854年 NaOH法,第一个化学制浆法专 利。
1884年 硫酸钠制浆专利,硫酸钠还原成 硫化物。
1885年 硫酸盐制浆商业化,硫酸盐回收 系统建立,Kraft paper。
1930年 二氧化氯漂白。
E.A.变化 51 28 28 15 15 7
(NaOH,
g/L)
木素含量变 27 22 22 3 3
1
化(%)
预水解间隙蒸煮
预水解间隙蒸煮程序见p81,图7—9。 降低聚戊糖的含量 获得高比例的纤维素
7.5蒸煮操作与控制
1、木片规格 减少木片厚度有助于加快制浆速度
2、药液硫化度的作用 硫化度(%)=[Na2S/(NaOH+Na2S)]×100% 硫化度越高,制浆越快,得率越大,纸浆越强 韧。
2.木素碎片溶解成苯酚盐或碳氧化合物。 3.木素碎片发生凝缩反应(自身、与木素、与纤
维)。 4.碳水化合物(纤维素+半纤维素)也受到侵袭
并一定程度被溶解(见图7—6,7—7)。 典型蒸煮液中80%木素、50%半纤维素和10% 的纤维素被溶解。
硫酸盐法脱木素反应历程
脱木素阶段
1
2
3
(初始脱木 (大量脱木 (残余木素 素阶段) 素阶段) 脱除阶段)
7.2 名词定义
硫酸盐药液循环流程 见图7-1
第三章 化学制浆
第一阶段:初始脱木素阶段(升温至150℃ 以前) 碱浓下降快,木素溶出少(﹤30%)
第二阶段:大量脱木素阶段( 从150℃升温至最高温度Tmax )
碱浓下降变慢,木素溶出多(60%~70%) 第三阶段:残余木素脱除阶段(Tmax下保温 )
碱浓下降率有所增加,木素溶出10%以下
Chapter 3
Chemical Cooking
Pulping chemistry and technology
CONTENTS
Introduction
Brief history of chemical pulping development
Chemistry of chemical pulping Delignification
0
角隅区木素脱除率(%)20 40 60 80 100 0 40
复合胞间层 次生壁
80 120 160 时间(min)
200
落叶松硫酸盐法制浆脱木素局部化学
Pulping Chemistry and Technology
Carbohydrate reactions
剥皮反应-peeling reaction
Delignification in alkaline cooking Cleavage of -O-4 structure
非酚形-芳基醚键非常稳定,只在两种条件下断裂
具有 -羟基,可以进行碱化断裂 具有 -羰基,可以进行硫化断裂
酚形-芳基醚键可以进行碱化断裂和硫化断裂
Pulping Chemistry and Technology
其它针叶木与阔叶木硫酸盐法蒸煮的脱木素反应历程同上规 律可分为上述三个阶段,但具体温度等随原料不同而有所差 别。
制浆造纸技术分析
制浆造纸技术分析摘要:随着人类科技的不断发展,造纸技术也在不断变革,纸的质量越来越高,功能也越来越多。
本文从制浆的方法、纸张的制造过程以及制浆造纸等关键控制步骤几个方面来分析制浆造纸技术,以期对相关人员和造纸工艺的改进与提升提供参考。
关键词:制浆造纸技术;制浆;生产0引言造纸术是我国的四大发明之一,造纸术的发明让人类文明的传播和传承进入了一个全新的时代,让文字的载体从沉重的竹简变为轻巧且便于携带的纸张。
造纸原料由韧皮纤维扩大到草类,再发展为木材,进入21世纪以后木材制浆造纸发展很快,纸和纸板总产量已超过4亿吨。
造纸的过程和步骤是冗长且繁琐的,作为造纸技术的第一步,制浆对纸张成型的质量有很大的影响,所以若想获得高质量的纸张,必须要提高制浆的工艺质量。
在造纸术产生后的近千年里,由于技术水平有限,多采用机械制浆,而近些年随着科技的发展,化学制浆的应用越来越广泛,大大提高了制浆的效率和纸浆的质量。
1造纸原料造纸的主要原材料是植物纤维,即木材,由大约50%的纤维素,30%的木质素以及20%的半纤维素碳水化合物和少量芳香族化合物组成。
制浆过程旨在去除木质素而不降低纤维强度,从而释放纤维并去除引起纸张变色和将来可能崩解的杂质。
半纤维素在造纸中的纤维间粘合中起重要作用。
它的成分和功能类似于纤维素。
木材中含有几种提取物,例如蜡、油性树脂,但它们对木材的强度特性没有帮助,这些也可以在制浆过程中去除。
为了获得可用于造纸的纤维素,必须将木材或植物材料制浆以分离纤维并除去杂质。
纸浆中的纤维素含量越高、纤维越长,纸张的强度、吸收性、柔软度就越好。
与针叶木相比,阔叶木通常含有更多比例的纤维素,但纤维长度较短,而针叶木抄造的纸张则更具印刷适性。
有些纸中使用碎布、亚麻、棉短绒及甘蔗渣。
这些原料中纤维较长,能提高纸张的强度。
有些纸中也使用某些合成材料,如醋酸纤维素和人造丝,使用这些原料可赋予纸张特殊的品质。
废纸也被回收利用,经过提纯和有时脱墨后,通常将其与一次纤维混合并再次制成纸,既节约能源又解决原料短缺问题。
制浆技术的发展状况
苛化系统的控制变得越来越重要,主要表 现在绿液处理(去除非工艺元素)、绿液消 化和苛化控制(控制白液苛化度、白泥过滤 性能等)、白液澄清度控制(获得高质量的 白液)等。绿液过滤、绿液冷却、白液过滤、 白液后处理等设备也应运而生,取代了传 统的重力式澄清设备。
蒸发设备向高效、节能发展。板式降膜蒸 发器和管式降膜蒸发器(蒸气在管外,黑液 在管内)占据了蒸发设备市场的主要份额, 另一种新型管屏式蒸发器(黑液在管外,蒸 汽在管内)也初露端倪,更多地扮演增浓器 的角色。
非木浆蒸煮黑液高效碱回收技术
非木浆黑液由于具有含硅量高、粘度高、 不易蒸发、入炉浓度低、热值低、含灰量 大、易积灰等特点,因此,多年来草浆黑 液的碱回收技术是国内的研究重点,经过 多年研究已取得重大进展,但黑液浓度还 在60%以下,碱回收率还不高,如能研究出 草浆黑液高效碱回收技术,将推动我国造 纸工业的发展。
北欧1999年TCF漂白纸浆已占62%
(3)中高浓纸浆全无氯漂白技术 (称TCF漂白)
以过氧化氢漂白为主的技术
(4)作为辅助工艺技术的 制浆漂白生物技术
A.生物辅助漂白技术
聚木糖酶预处理
除去纸浆中有色物质; 除去纸浆中木素与碳水化合物复合体中的碳水化合物, 使木素在漂白中容易脱离;
影响聚木糖酶作用的因素
(1)中浓纸浆氧脱木素技术
现在硫酸盐制浆生产线采用氧脱木素已成为标 准。对于阔叶木浆和针叶木浆已开始使用具有 成本低、选择性强的两段氧脱木素工艺 C=10%~12% T=90 ℃ ~110℃ P≥0.6mPa(第一塔顶的压力) P≥0.4mPa(第二塔顶的压力)
(1)中浓纸浆氧脱木素技术
中浓纸浆氧脱木素单升流塔流程
酶预处理条件:pH值、温度、用量、浆浓、处理时间、 纸浆特性
硫酸盐法制浆黑液的主要成分
硫酸盐法制浆黑液的主要成分说到黑液,很多人第一反应可能是脏兮兮的液体,跟污水一样,一点都不想靠近。
黑液这玩意儿并不那么简单,里面有着不少有意思的东西,尤其是在制浆工业里,它可是个不可或缺的“大腕”。
硫酸盐法制浆,就是利用硫酸盐去处理木材,把木头转化为浆料的一个过程。
可别小看了这黑乎乎的液体,它的成分可复杂了,除了我们平常听说的那些化学物质,还有一堆我们想不到的东西藏在里面呢。
黑液的主要成分可以分为两大类:有机物和无机物。
先来说说有机物。
你看,它最基本的成分就是木材里的纤维素和木质素。
这俩东西本来就跟水分和空气一样,在木头里非常常见,但是一经过硫酸盐法的处理后,木质素被分解掉,剩下的那些大分子物质就会溶解在黑液里,呈现出一股子浓郁的黑色。
有人可能会问,木质素为什么会被分解掉呢?其实这就是硫酸盐法的“绝招”。
通过高温高压和碱性物质的作用,木材中的木质素被逐渐分解,变成了溶解性有机物,结果就剩下了纤维素和一些分解产物,黑液就是这些产物的“大杂烩”了。
黑液中的有机物可不止这些哦。
除了木质素和纤维素的分解产物,还有一些糖类物质,像是半纤维素,也会在这个过程中被溶解掉。
至于那些化学结构比较复杂的有机酸,像醋酸、乙酸啥的,黑液中也少不了它们的身影。
这些有机酸可是个“麻烦制造者”,因为它们会对设备产生一定的腐蚀作用。
不过,尽管它们在黑液里形成了一个复杂的有机物群体,但它们并不是完全“无害”的。
其实这些有机物,在黑液的处理过程中,可以被回收利用,用来生产其他的化学品。
所以,说它们是“坏蛋”也不全对,它们有时候也能变身成“好人”。
再来说说黑液中的无机物。
硫酸盐法的最大特点之一就是用硫酸盐做为分解木材的媒介,所以,硫酸盐法制浆的黑液里当然少不了硫化物。
像是硫化钠(Na2S)和亚硫酸钠(Na2SO3)这两个家伙,就是无机成分中比较重要的角色。
它们在黑液中发挥着“化学大反派”的作用,帮助分解木质素,还能与木材中的其他物质发生一系列化学反应。
硫酸盐法制浆的原理

硫酸盐法制浆的原理小伙伴,今天咱们来唠唠硫酸盐法制浆这个事儿。
你知道吗,硫酸盐法制浆就像是一场神奇的魔法之旅呢。
在这个过程里,木材或者其他植物纤维原料是主角。
硫酸盐法主要用的是氢氧化钠和硫化钠的混合液,这就像是给原料准备的超级魔法药水。
咱们先来说说这个药水和原料的相遇。
当把木材或者纤维原料放进这个混合液里的时候,就像是把一群小伙伴送进了一个特别的训练营。
这个训练营里的氢氧化钠可厉害了,它就像一个超级清洁小能手,它会把原料中的一些杂质,像是果胶啊、半纤维素这些,悄悄地分解掉一部分。
就好比把那些附着在纤维上的小灰尘、小脏东西给清理掉,让纤维开始变得清爽起来。
而硫化钠呢,它也有自己独特的本事。
硫化钠就像是一个开锁大师,它能打开原料中木质素结构里的一些特殊“锁”。
木质素啊,就像是把纤维紧紧捆在一起的小绳索,硫化钠把这些“绳索”的结构破坏掉一部分,这样纤维就可以开始慢慢分开啦。
这就好像是解开了纤维之间的小纠结,让它们不再紧紧地抱成一团。
在这个魔法训练营里,温度也是个很重要的因素呢。
就像我们泡温泉的时候,不同的温度有不同的感觉一样。
在硫酸盐法制浆的过程中,合适的温度会让这个反应进行得更加顺利。
温度高一点的时候,那些氢氧化钠和硫化钠就更有活力啦,它们分解杂质和破坏木质素的速度就会加快。
不过温度也不能太高哦,要是太高了,就像热水太烫会把皮肤烫伤一样,会对纤维造成不好的影响,可能会让纤维变得脆弱,那就不好啦。
随着反应的进行,那些被分解掉的物质就会慢慢地溶解到溶液里。
这时候的溶液就像是一个大杂烩,里面有被氢氧化钠分解的果胶、半纤维素的小碎片,还有被硫化钠破坏了结构的木质素的部分。
而我们想要的纤维呢,就像是在这个大杂烩里洗了个澡,变得越来越干净,越来越独立。
经过一段时间的反应之后,我们就可以把纤维从这个魔法混合液里捞出来啦。
这时候的纤维就像是被精心打扮过的小姑娘或者帅气的小伙子,已经和刚进去的时候完全不一样了。
它们变得更加适合用来造纸啦。
硫酸盐制浆方法的发展历史、生产体系及其意义

硫酸盐制浆方法的发展历史、生产体系及其意义摘要:硫酸盐法制浆是当前用得最多的一种制浆方法,其蒸煮过程作为制浆造纸生产中的重要工段,蒸煮的质量与得率直接影响成纸的质量、工厂效益以及环境效益,对硫酸盐制浆的认识、了解、研究非常有必要。
本文主要通过硫酸盐法制浆的蒸煮工艺、蒸煮过程控制的发展以及硫酸盐法制浆的优缺点来介绍硫酸盐制浆方法的发展历史、生产体系及其意义关键词:硫酸盐法制浆连续蒸煮器蒸煮过程发展一、硫酸盐法制浆的发展硫酸盐法为德国的C.F.达尔在1884年所发明。
美国在1928-1934年首先实现了对其蒸煮废液进行碱回收的工业化。
此后由于散装货物改为分装需用大量的包装纸类,结果使硫酸盐法迅速发展起来。
1946年二氧化氯漂白技术的出现,克服了硫酸盐浆不能漂白到高白度的困难,更加推动了本法的发展。
硫酸盐法制浆所用的化学药品为NaOH和Na2S,也含有少量的Na2CO3、Na2SO4和Na2SO3。
在制浆过程中造成的化学药品的损失可以通过往燃烧炉中加入硫酸钠来补偿。
由于在碱回收过程中以廉价硫酸钠为补充药品。
自从Carls.Dahl将硫酸钠引入蒸煮系统,硫酸盐法作为烧碱法(只用NaOH)的改进工艺,已经历百年以上,后来又将蒸煮液中的Na2SO4改为Na2S,使得在蒸煮针叶木时的反应动力学和纸张性能均大为改善。
因为Na2SO4曾经是传统的补充化学药品,所以称之为“硫酸盐法”。
在硫酸盐法制浆的过程中,蒸煮设备及其控制的发展尤为重要的。
随着对纸产品需求量的不断增长,特别是为了减轻对环境的污染,要求蒸煮后的纸浆低硬度、高强度,同时提高蒸煮纸浆的质量与得率,传统的蒸煮技术不能满足这个要求。
因此,国外制浆造纸先进国家很早就开始就从蒸煮技术、在线测量技术、计算机控制等多个方面进行研究[1-3]。
文献[4]介绍了在深度脱木素理论研究基础上发展起来的几种典型的改进硫酸盐蒸煮方法,如快速置换加热间歇蒸煮RDH(Rapid Displacement Heating)和超级间歇蒸煮(Super Batch Cooking),改进连续蒸煮MCC(Modified Continuous Cooking)和在MCC基础上发展起来的深度脱木素改进蒸煮法(EMCC)等。
【精品】硫酸盐法制浆中汇编

另外,木素与Na2S的反应除生成硫化木素和碱木素 外,木素大分子上的甲氧基可部分脱除生成甲硫醇 及其钠盐。
甲硫醇(CH3SH)的生成量,除了与树种有一定的 关系外,与蒸煮的条件亦有很大的关系。主要表现 在蒸煮用碱量及硫化度等方面。硫化度高,甲硫醇 产量相对增加。在蒸煮硬浆与软浆时的情况亦有区 别,煮软浆用碱量高,有较多的过剩NaOH存在, 甲硫醇可变为不易挥发的甲硫醇钠盐,也有少量变 成二甲硫醚:
2、药液在不同原料中的渗透
植物纤维原料品种繁多,结构相差较大,渗透的途 径也不一样。
针叶木是由开口纤维的末端进入细胞腔,横向穿过 纹孔,侧向通过木射线,在相邻的细胞间流动。
而阔叶木是由导管内部,通过纹孔进入纤维。
草类原料除了和阔叶木一样,存在大量导管外,还 有更多的薄壁细胞,结构疏松,药液很容易渗入。
化学机械法:与半化学法相似,原料先用化学 药液浸渍,然后撕磨成浆,但化学处理的程度比半 化学法缓和。
机械法制浆,是原料在磨木机或盘磨机内撕磨 成浆的过程。
二、化学法制浆分类
化学法制浆的实质是通过化学药液与植物 纤维原料在高温下的反应,使胞间层和细胞壁中的 木素尽可能多的溶出,原料离解成浆。主要方法:
②木素与硫化钠的反应
在硫酸盐法蒸煮中还存在Na2S与木素的反应, Na2S水解生 成NaOH和NaHS,蒸煮初期溶液中NaOH浓度高,使 Na2S的水解受到抑制。随着蒸煮的进行,NaOH逐渐消耗, 浓度降低, Na2S逐渐水解。硫酸盐法制浆中,用Na2S代替 部分NaOH,相应地降低了NaOH的浓度,使蒸煮反应较缓 和,从而减轻对纤维素和半纤维素的降解;同时由于Na2S 水解后生成NaHS,而NaHS中的HS-离子能与木素迅速反 应,特别是它能使木素大分子中存在较多的烷基-芳基醚键 断裂,生成硫化木素,从而使木素脱除比单一的氢氧化钠快, 缩短了纤维原料与高温碱液接触的时间,有利于保护碳水化 合物。因此 ,与烧碱法比较采用硫酸盐法蒸煮,不仅可以 缩短蒸煮时间,而且还能提高成浆得率和物理强度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硫酸盐制浆方法的发展历史、生产体系及其意义摘要:硫酸盐法制浆是当前用得最多的一种制浆方法,其蒸煮过程作为制浆造纸生产中的重要工段,蒸煮的质量与得率直接影响成纸的质量、工厂效益以及环境效益,对硫酸盐制浆的认识、了解、研究非常有必要。
本文主要通过硫酸盐法制浆的蒸煮工艺、蒸煮过程控制的发展以及硫酸盐法制浆的优缺点来介绍硫酸盐制浆方法的发展历史、生产体系及其意义关键词:硫酸盐法制浆连续蒸煮器蒸煮过程发展一、硫酸盐法制浆的发展硫酸盐法为德国的C.F.达尔在1884年所发明。
美国在1928-1934年首先实现了对其蒸煮废液进行碱回收的工业化。
此后由于散装货物改为分装需用大量的包装纸类,结果使硫酸盐法迅速发展起来。
1946年二氧化氯漂白技术的出现,克服了硫酸盐浆不能漂白到高白度的困难,更加推动了本法的发展。
硫酸盐法制浆所用的化学药品为NaOH和Na2S,也含有少量的Na2CO3、Na2SO4和Na2SO3。
在制浆过程中造成的化学药品的损失可以通过往燃烧炉中加入硫酸钠来补偿。
由于在碱回收过程中以廉价硫酸钠为补充药品。
自从Carls.Dahl将硫酸钠引入蒸煮系统,硫酸盐法作为烧碱法(只用NaOH)的改进工艺,已经历百年以上,后来又将蒸煮液中的Na2SO4改为Na2S,使得在蒸煮针叶木时的反应动力学和纸张性能均大为改善。
因为Na2SO4曾经是传统的补充化学药品,所以称之为“硫酸盐法”。
在硫酸盐法制浆的过程中,蒸煮设备及其控制的发展尤为重要的。
随着对纸产品需求量的不断增长,特别是为了减轻对环境的污染,要求蒸煮后的纸浆低硬度、高强度,同时提高蒸煮纸浆的质量与得率,传统的蒸煮技术不能满足这个要求。
因此,国外制浆造纸先进国家很早就开始就从蒸煮技术、在线测量技术、计算机控制等多个方面进行研究[1-3]。
文献[4]介绍了在深度脱木素理论研究基础上发展起来的几种典型的改进硫酸盐蒸煮方法,如快速置换加热间歇蒸煮RDH(Rapid Displacement Heating)和超级间歇蒸煮(Super Batch Cooking),改进连续蒸煮MCC(Modified Continuous Cooking)和在MCC基础上发展起来的深度脱木素改进蒸煮法(EMCC)等。
我国在这几个方面都起步较晚,但都已有了初步的尝试。
20世纪80年代四川宜宾造纸厂[5]针对我国非木树制浆蒸煮现状对低能耗间歇蒸煮技术的研究;山东滨州造纸厂、江苏新沂造纸厂对蒸煮设备改造,实现简单微机控制的实践;90年代青州造纸厂等实现的间歇蒸煮DCS控制;以及青州、南平、广州等造纸厂引进的卡米尔连续蒸煮器及其DCS控制系统[6]等。
在现代的造纸工业中,制浆过程基本都用DCS控制系统,但是DCS控制系统也是一步一步的发展而来的,对蒸煮过程进行控制的目的是:以最小的化学品用量和能量输出来获得最大的纸浆产量并且为使操作平稳,尽量减少参数的变动(例如有效碱浓度),同时减少Kappa 值的波动,使浆料均匀。
可将蒸煮过程控制分为间歇蒸煮控制和连续蒸煮控制。
在蒸煮控制初级阶段,国外许多国家采用单一的温度或时间程序控制,但对蒸煮这样一个复杂的过程,这种单参数的程序控制系统往往不能满足生产要求。
自从Vroom[7]在1957年根据Arrhenius方程原理,把蒸煮温度和时间合并成H因子以后,许多国家都陆续采用了H因子控制,获得了良好的效果。
A 间歇蒸煮控制系统间歇式控制器的功能是进行Kappa值预测,并据此对生产过程任一动态提供反馈控制,也就是说,控制器在给定的一组初始条件下,运用过程数学模型与各项测量数据预测Kappa 值,控制蒸煮过程在规定的时间内达到规定的蒸煮终点。
可见,影响预测结果的因素有初始状态、过程测量值以及数学模型的准确程度。
因为H因子与Kappa值有一一对应关系,Kappa 值的控制手段是以计算H因子为基础的,当蒸煮过程中积累的H因子与计算的H因子相等时,即达到蒸煮终点,也就是达到了放料的时刻。
瑞典研制成功的ASEA-MODO间歇蒸煮控制系统。
以脱木素动力学方程为基础,由液体取样,温度测量,药液分析,过程接口,数据处理装置或计算机,环境控制,操作台与中央处理装置的通讯系统,软件插件等8个主要部分组成[8]。
投产后的效果较好。
管永刚在文献[9]中提出了D因子的概念,对升温时间和最高蒸煮温度进行预报,从而达到控制蒸煮质量的目的。
在对有两段升温过程的硫酸盐法木浆蒸煮进行第二段升温时间和最高蒸煮温度预报的19锅预报实验中,用人工计算方式,无论在稳定蒸煮质量上和节约能源上,都取得了很好的效果。
张健等[10]基于硫酸盐间歇蒸煮过程Kappa值预测模型,利用工控软件开发平台开发了一套蒸煮过程终点预报系统软件,用于蒸煮过程DCS的上位机。
该软件经过在工厂实际应用,证明对Kappa值的在线预测有良好的效果,对碱法蒸煮过程纸浆质量的稳定起到明显的作用。
B 卡米尔连续蒸煮器控制系统系统具体包括以下控制:木片料位,生产率,改变生产率,喷放比例,碱/木比,蒸煮温度,Kappa值自适应,排料装置负荷,洗涤流量,液位,液比,品种改变等。
在卡米尔连续蒸煮器中,预热过的木片和白液及稀黑液的混合物一起送入蒸煮器的顶部,上部或浸渍部由药液浸透木片,中部或蒸煮区把温度升高到能脱去木素,由该区几个抽出点通过外部的筛板将液体抽出进行热交换,当温度升高之后,液体返回到该蒸煮器的同一区段中部。
在这样的流程中,蒸煮程度基本上取决于液体的特性、温度及升温时间的长短,总的生产时间为1-2个小时。
自进入90年代以来,DCS在制浆蒸煮过程中得到了很好的应用。
Truett[11]介绍了美国Stone Container公司Hopeville制浆厂的14个间歇式蒸煮锅安装的DCS系统,该系统采用了基础级执行基本的控制功能。
沈文浩等[12]介绍了美国西北太平洋沿岸的一个制浆厂,将其12个间歇式蒸煮器的控制系统,从70年代的可编程控制(PLC)系统改造为DCS系统的例子,以及1993年ABB公司在瑞典Korsams公司实施的制浆控制系统。
近十多年来,国内相继引进了许多套蒸煮过程的DCS系统。
二、硫酸盐法制浆的生产体系制浆是对植物纤维原料进行处理,将原料中的木素溶出,尽可能地保留纤维素与不同程度的保留半纤维素(根据浆种而定),使原料纤维彼此分离成浆。
化学制浆法是指化学药品对纤维原料进行脱木素作用。
化学制浆法是世界上应用最广泛的制浆方法。
而化学制浆法中,硫酸盐制浆法又是目前最重要的制浆方法。
此法应用范围很广,既适于处理针叶木,又适于处理阔叶木及草类原料,甚至质量较差的废材。
生产的浆料强度大,适合于高速纸机造纸。
所以我们选择硫酸盐制浆过程作为主要的研究对象。
硫酸盐制浆的工艺简单地可以表示如下:脱木素反应化学药品(NaoH和Na2s)+木片纸浆2.1 硫酸盐制桨的生产流程里蒸煮,在蒸煮器的较低部浆料得到逆流洗涤,之后浆料被送到扩散洗涤器进一步洗涤。
为使蒸煮药液充分地浸渍入木片,必须把木片中所含的空气及其他气体排出,这是至关重要的。
这个在木片仓中进行的所谓“预汽蒸”是使蒸汽浸透入木片并形成冷凝水置换出木片中的含水气体,在蒸汽提高木片温度的同时,也使木片获得均匀的水分。
在木片仓中预汽蒸过木片的蒸汽通过振动仓的周围蒸汽入口进入,固定在木片仓下面的开机时,低压蒸汽由控制阀进入木片仓,在正常工作状况下,蒸汽来自闪蒸分离器,当然预先经过液体捕集器到振动仓的蒸汽流量由调节阀控制。
在木片仓的顶部有一个木片喂料螺旋,该螺旋还同时阻断了木片仓中有毒气体的逸出。
木片仓中的木片下落入振动仓,并在振动器的作用下,确保木片均匀成束地下落,入木片计量器,固定在振动仓和木片计量器之间的伸缩滑道阻断了振动器可能引起的周围必要机械的任何振动。
2.4 蒸煮蒸煮过程主要是脱除木素的过程[13-14]。
蒸煮的目的就是利用碱性化学药剂,根据不同类型纸浆的需要尽可能地除去纤维原料中的木素,保留纤维素和半纤维素,并使纤维离解成浆。
一般认为,蒸煮分三阶段:药液渗透;化学反应;反应物溶出蒸煮液对原料片的渗透作用,主要表现在药液借毛细管作用或扩散作用把药液送入胞间层。
毛细管作用:主要靠外加的压力和表面张力作用浸透到纤维空隙内。
毛细管渗透速率的大小,是由毛细管半径、推动力大小、蒸煮液的黏度、原料种类和水分含量等决定的。
一般认为边材比心材易渗透,早材比晚材易渗透,原料水分低易渗透。
当原料水分含量较低时,浸透以毛细管浸透为主,其速率取决于压力,毛细管直径大小,药液的粘度等。
而毛细管中的空气会对毛细管作用产生较大的阻力,因此,原料中水分含量不宜过低(木片水分含量以35~40%较好)。
毛细管中的空气用小放气、汽蒸等办法排出。
阔叶木的毛细管浸透是通过导管进行的,由于阔叶木的纹孔膜是非多孔性的,在横向几乎没有浸透。
针叶木不含导管[15],药液从开口管胞进入细胞腔,然后通过多孔性的纹孔膜进入相邻的细胞腔。
由于横向流经许多纹孔阻力大,药液流速纵向比横向大100~200倍,可见纹孔的结构控制着流速。
因此,毛细管的浸透作用随材种及边材、心材的不同而有差别。
扩散作用:在原料得以充分浸渍后,扩散作用才有效地发生,它主要依靠药液浓度差造成的离子浓度梯度为推动力,使蒸煮液中的离子扩散浸透入原料切片内部。
扩散的速率主要取决于离子浓度梯度和有效毛细管的截面积。
一般在碱法蒸煮时,草类原料比木材容易渗透。
当原料含水分高至饱和点时(即毛细管中充满水),则完全为扩散浸透。
扩散作用取决于药液离子浓度梯度,毛细管有效截面积,药液离子的活性以及药液的温度等。
当药液pH 值小于13时,扩散速度纵向是横向的10-40倍,当pH值大于13时,由于药液对纤维细胞壁的润胀作用,产生了许多“暂时毛孔”,因而使横向的毛细管的有效截面积增大,从而使横向扩散速率接近于纵向(0.8:1)。
2.5 高温逆流洗涤在蒸煮区随着洗涤循环液对的浆料洗涤。
蒸煮即终结。
成浆木片自蒸煮区向下移动至洗涤区得到逆流洗涤,浓黑液被来自连续扩撒洗涤器的稀黑液置换[16],此即是称为高温逆流洗涤。
来自扩散洗涤器的置换液用高压泵泵送至蒸煮器底部喷嘴,其中蒸煮器压力控制器控制到水平喷嘴的置换液流量。
控制到竖直向喷嘴的置换液流量。
在浆料喷放之前即用黑液稀释并冷却,可以避免通常在热喷放过程中伴随地纸浆强度性能的分解破坏。
稀释黑液自蒸煮器底部的喷嘴进入,向上流向洗涤循环筛网,并在此抽提出来,通过加热器泵送至蒸煮器中心管,中心管向下开口就在洗涤循环筛网上面。
洗涤循环的目的:在于通过由温度控制阀控制的加热器的间接加热,以提高蒸煮器底部喷嘴的置换黑液温度至约140℃。
在洗涤区内,日益增浓的黑液被置换至抽提筛网并在此得以抽提,之后通过闪蒸系统至回收系统。