装配线的平衡具体计算题
生产与运作管理第4版课后习题参考答案机工版

5
平均
13 13.2 25 24 7 5.4 12 10.2 13 14.2
3.解: 本题考察学生对抽样法建立标准时间的掌握程度。 根据这样的条件,可以计算出标准时间: 7 u 8 u 400 y 500 u 90% u (1 10%) 0.443 小时。
4. 解:该题目也是考察抽样法建立标准时间的。 计算如下:
教师要提示学生,如下几点:
1)装配线平衡中对不同工序进行组合时,不能破坏原来工序的先后顺序关系,也就是说,进入前面工 作地的工序要比后面工作地的工序先完成。
2)装配线平衡结果不是唯一的,可以有很多不同结果。 3)装配线平衡效果可以用一定的平衡标准来衡量(如书中的时间损失系数,平滑系数等)
该题目的时间损失系数为:13.2% 7.
1.0
A
C
0.4 D
0.6
0.4
0.4
E
G
H
0.9
0.6
0.7
F
I
J
1.0
0.4
K
M
(2)计算节拍:
r
Fe N
8 u 60 30 220 /(10 2%)
2.0045 | 2 (分钟)
(3)计算最小工作地数目:
S min
¦ ª
«
ti
º »
«¬ r »¼
ª0.4 1.5 1.0 0.4 0.6 0.9 0.4 0.4 0.6 0.7 1.0 0.4 º
的办法得到的,该题目的计算过程如下:
根据专家打分与各个因素的权重可计算三个备选方案的评分:
ª0.154º
««0.077»»
««0.085»»
B
>R@3u10 >W @10u1
装配线的平衡具体计算题-文档资料
问题:如果市场要求每天生产100台电风扇,节 拍时间如何确定?
答案:
需要的节拍时间= 每天的生产时间 每天的生产量
= 420分钟/天 100台/每天
=4.2分钟/台
9
装配线平衡例-确定理论最少的工作站数量(2 )
问题:这个装配线,工作站的最少数目是多少?
答案:
理论最大工作站数目为Nt,则:
Nt= 工艺总时间 节拍时间
3
1
2
1.2
2
0.5
1
1
1
1
0
1.4
工作站 2
工作站 3
C (4.2-3.25)=.95
16
2
1.2
1
A
B
G
C
D
E
3.25
1
.5
工作站 1
A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2)
空闲= .2
1.4 H
F 1
工艺 A C D B E F G H
后续工艺数 时间 (Mins)
7
装配线平衡例:
• 下面是一个电风扇装配工序:
工艺 A B C D E F G H
时间 (Mins) 工艺说明
2
安装座架
1.2 安装开关
3.25 装配电机罩
1
将电机罩装上座架
0.5
安装叶片
1
装配安全罩
1
装电缆
1.4
测试
总时间
11.35
前工艺
无
A
无
A, C D E B
F, G
8Hale Waihona Puke 装配线平衡例-确定节拍时间(1 )
考试必备【生产运作管理】经典计算题(带解释和答案)

考试必备【⽣产运作管理】经典计算题(带解释和答案)考试必备【⽣产运作管理】经典计算题(带解释和答案)重⼼法求⼯⼚设置地1、某企业决定在武汉设⽴⼀⽣产基地,数据如下表。
利⽤重⼼法确定该基地的最佳位置。
假设运输量与运输成本存在线性关系(⽆保险费)。
Y=(800*2+900*5+200*4+100*5)/(800+900+200+100)=.所以最佳位置为(,)。
1.某跨国连锁超市企业在上海市有3家超市,坐标分别为(37,61)、(12,49)、(29,20)。
现在该企业打算在上海建⽴分部,管理上海市的业务。
假设3家超市的销售额是相同的。
(6.3.24)(1)⽤重⼼法决定上海分部的最佳位置。
解:因为3家超市的销售额相同,可以将他们的销售额假设为1.上海分部的最佳位置,也就是3家超市的重⼼坐标,可以这样计算:x=(37+12+29)/3=27y=(61+49+20)/3=(2)如果该企业计划在上海建⽴第四家超市,其坐标为(16,18),那么如果计划通过,上海分部的最佳位置应该作何改变解:增加⼀家超市后,重⼼坐标将变为:x=(37+12+29+16)/4=y=(61+49+20+18)/.4=37成本结构1、某商店销售服装,每⽉平均销售400件,单价180元/件,每次订购费⽤100元,单件年库存保管费⽤是单价的20%,为了减少订货次数,现在每次订货量是800件。
试分析:(1)该服装现在的年库存总成本是多少(15000元)(2)经济订货批量(EOQ )是多少(163件) (1)总成本=(800/2)*180*20%+(400*12/800)*100=15000元(2)EOQ=HDS 2=800/)12*400(100*12*400*2=163件(3)EOQ 总成本=(163/2)*180*20%+(400*12/163)*100=5879元(4)年节约额=15000-5879=9121元节约幅度=(9124/15000)*100%=%2、某⾷品⼚每年需要采购3000吨⾯粉⽤于⽣产,每次采购订货⼿续费为300元,每吨产品的年库存成本为20元,请计算该⾷品⼚采购⾯粉的经济订货批量EOQ 。
生产运作计算题总汇
第三节 库存控制的基本模型
对于单周期库存确定最佳订货批量可以采用3种方法: 对于单周期库存确定最佳订货批量可以采用3种方法:
(一) 期望损失最小法 (二) 期望利润最大法 (三) 边际分析法
第三节 库存控制的基本模型
二、期望损失最小法
期望损失最小法就是比较不同订货量下的期望损失, 期望损失最小法就是比较不同订货量下的期望损失,取 就是比较不同订货量下的期望损失 期望损失最小的订货量作为最佳订货量。 期望损失最小的订货量作为最佳订货量。 设库存物品的单位成本为C 单位售价为P 设库存物品的单位成本为C ,单位售价为P,若在预定 的时间内卖不出去,则单价只能降为S(S<C) 卖出, 的时间内卖不出去,则单价只能降为S(S<C) 卖出,单件超 储损失为C0=C C0=C若需求超过订货, 储损失为C0=C-S;若需求超过订货,则单位缺货损失为 CU=P设订货量为Q 期望损失为E (Q)。p(d)为需求量 CU=P-C,设订货量为Q时,期望损失为EL(Q)。p(d)为需求量 时的概率。 是d时的概率。
i=1 m
= To = Σ t i + (n-1) • tL =50+(200-1) ×12=2438min
i=1
m
Top = n•Σ t i - (n-1) • Σ min( tj, tj+1 )
i=1 j=1
m
m-1
=10000- (200-1) ×(4+4+6+6+10)=4030min =
三种移动方式的比较
例:有一装配线由12道工序组成,各工序的单件时间及 有一装配线由12道工序组成, 12道工序组成 先后顺序如下图所示,节拍为10分钟/ 10分钟 先后顺序如下图所示,节拍为10分钟/件,试进行装配线平 衡。
装配线平衡具体计算题.pptx

为什么要进行生产线平衡?
观看视频 你看到了什么?
★忙闲不均 ★浪费资源 ★ 效率低
第5页/共30页
1. 装配线设计与平衡方法 (1)确定装配流水线节拍。 (2)计算装配线上需要的最少工作地数。 (3)组织工作地。 (4)计算工作地时间损失系数 / 装配线的效率。
第6页/共30页
装配线平衡例:
• 下面是一个电风扇装配工序:
空闲= .2
1.4 H
F 1
工艺 A C D B E F G H
后续工艺数 时间 (Mins)
6
2
4
3.25
3
1
2
1.2
2
0.5
1
1
1
1
0
1.4
工作站 2
工作站 3
C (4.2-3.25)=.95 空闲 = .95
D (4.2-1)=3.2 E (3.2-.5)=2.7 F (2.7-1)=1.7 H (1.7-1.4)=.3 空闲 = .3
后续工艺数 时间 (Mins)
6
2
4
3.25
3
1
2
1.2
2
0.5
1
1
1
1
0
1.4
工作站 2
工作站 3
C (4.2-3.25)=.95
空暇= .2
第15页/共30页
2
1.2
1
A
B
G
C
D
E
3.25
1
.5
工作站 1
A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2)
1.4 H
1.4 H
F 1
工艺 A C D B E F G H
计算题

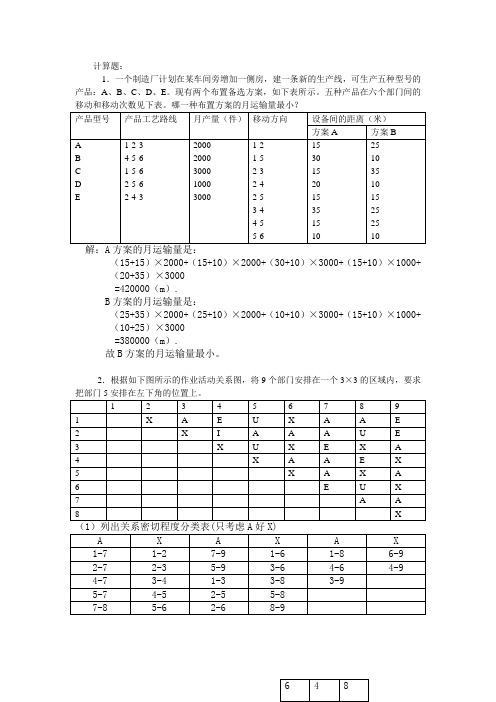
计算题:1.一个制造厂计划在某车间旁增加一侧房,建一条新的生产线,可生产五种型号的产品:A、B、C、D、E。
现有两个布置备选方案,如下表所示。
五种产品在六个部门间的移动和移动次数见下表。
哪一种布置方案的月运输量最小?(15+15)×2000+(15+10)×2000+(30+10)×3000+(15+10)×1000+(20+35)×3000 =420000(m).B方案的月运输量是:(25+35)×2000+(25+10)×2000+(10+10)×3000+(15+10)×1000+(10+25)×3000 =380000(m).故B方案的月运输量最小。
2.根据如下图所示的作业活动关系图,将9个部门安排在一个3×3的区域内,要求把部门5安排在左下(2)据上表编制A 主关系簇和X(3)安置所以部门如右图3.一产品装配线计划每小时出产300件产品,每小时用于生产的时间是50分钟。
如下表所示是装配工序、每道工序的作业时间及紧前工序等信息。
(1)画出装配工序先后顺序图。
(2)该装配线的节拍是多大?(3)计4.一装配线计划每小时装配200件产品,每小时的用于生产的时间是50分钟。
如下表所示。
(1)画出装配工序先后顺序图。
(2)该装配线的节拍是多大?(3)每小时装配200件产品的最小工作地数。
(4)进行装配线平衡,使时间损失率最小。
X 关系簇第5章计算题: l .一个管理人员欲制定一个金属切削作业的时间定额。
共对此操作观测了50次,每次的平均时间是10.40分钟,标准偏差是1.20分钟,操作工人的工作效率评定为125%。
假设宽放率是16%,请确定该项作业的标准时间。
解:正常时间为:10.4×125%=13(分)标准时间为:13×(1+16%)=15.08(分)2.观测一项作业,共60次,平均每次观测到的作业时间是1.2分钟。
计算题
计算题:1.一个制造厂计划在某车间旁增加一侧房,建一条新的生产线,可生产五种型号的产品:A、B、C、D、E。
现有两个布置备选方案,如下表所示。
五种产品在六个部门间的移动和移动次数见下表。
哪一种布置方案的月运输量最小?(15+15)×2000+(15+10)×2000+(30+10)×3000+(15+10)×1000+(20+35)×3000=420000(m).B方案的月运输量是:(25+35)×2000+(25+10)×2000+(10+10)×3000+(15+10)×1000+(10+25)×3000=380000(m).故B方案的月运输量最小。
2.根据如下图所示的作业活动关系图,将9个部门安排在一个3×3的区域内,要求把部门5安排在左下角的位置上。
(2)据上表编制A 主关系簇和X下图:(3)安置所以部门如右图3.一产品装配线计划每小时出产300件产品,每小时用于生产的时间是50分钟。
如下表所示是装配工序、每道工序的作业时间及紧前工序等信息。
(1)画出装配工序先后顺序4.一装配线计划每小时装配200件产品,每小时的用于生产的时间是50分钟。
如下表所示。
(1)画出装配工序先后顺序图。
(2)该装配线的节拍是多大?(3)每小时装配2005.利用以下因素评分,以最大综合得分为基础,选择地点A ,B ,C 中哪一个?X 关系簇第5章计算题:l.一个管理人员欲制定一个金属切削作业的时间定额。
共对此操作观测了50次,每次的平均时间是10.40分钟,标准偏差是1.20分钟,操作工人的工作效率评定为125%。
假设宽放率是16%,请确定该项作业的标准时间。
解:正常时间为:10.4×125%=13(分)标准时间为:13×(1+16%)=15.08(分)2.观测一项作业,共60次,平均每次观测到的作业时间是1.2分钟。
装配线计划
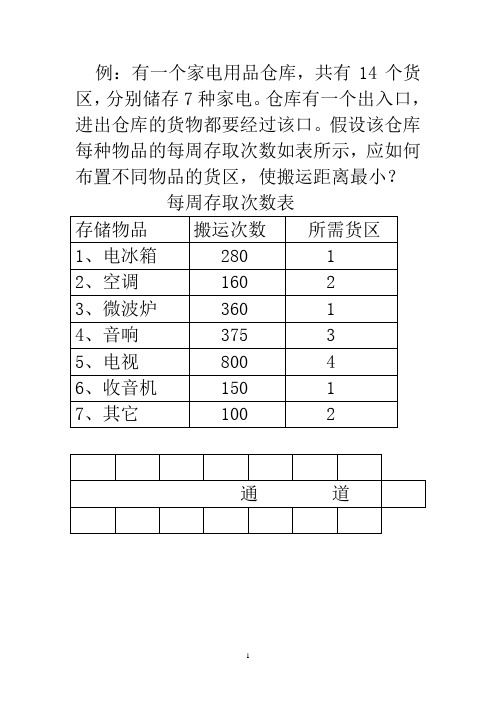
例:有一个家电用品仓库,共有14个货区,分别储存7种家电。
仓库有一个出入口,进出仓库的货物都要经过该口。
假设该仓库每种物品的每周存取次数如表所示,应如何布置不同物品的货区,使搬运距离最小?每周存取次数表4、生产线平衡步骤(1)用一个流程图表示作业先后关系(2)求出生产节拍 r = 计划期有效工作时间/计划期间计划产量 = Fe/N(3)计算满足节拍要求的最少工作地数S = 完成单件产品所需的总时间/节拍= ∑ti/r(4)将作业分配到各工作地(启发式分配规则)①从工作地1开始,从左向右给工作地分配作业。
②该工作地单件时间不超过工作地的剩余时间剩余时间 = 节拍—该工作地已分配作业单件时间之和③若干作业满足条件2a.分配后续作业数最多的作业b.分配加工时间最长的作业例1、一玩具要在一个传送带上组装,每天需生产500辆。
每天的生产时间为420分钟,下表中列出了玩具的组装步骤及其时间。
请(1)画出组装作业先后顺序图;(2)该组装线的节拍是多大;(3)求工作地最小数目。
玩具的组装步骤及其时间作业时间(秒) 紧前作业A 45 -B 11 AC 9 BD 50 -E 15 DF 12 CG 12 CH 12 EI 12 EJ 8 G,F,H,I K 6 J解:(1)画出流程图,表示作业先后关系FA BGD E H J KI(2)计算节拍节拍=每天的工作时间/每天的产量=420*60/500=50.4(秒/辆)(3)最小工作数目= 完成单件作业所需的总时间/节拍 =192/50.4=3.81最小工作地数目4个工作作作业剩余可安排的后续作业最时间最长地业时间时间紧后作业多的作业的作业1 A 45 5.4 无2 D 50 0.4 无3 B 11 39.4 C.E C .E EE 15 24.4 C.H. I CC 9 15.4 F.G.H.I F.G.H .I F.G.H.IF 12 3.4 无4 G 12 38.4 H .I H .I H.IH 12 26.4 II 12 14.4 JJ 8 6.4 KK 6 0.4 无例2. 一装配线计划每小时装配200件产品,每小时用于生产的时间是50分钟。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
答案:
需要的节拍时间= 每天的生产时间 每天的生产量
= 420分钟/天 100台/每天
=4.2分钟/台
装配线平衡例-确定理论最少的工作站数量(2 )
问题:这个装配线,工作站的最少数目是多少?
答案:
理论最大工作站数目为Nt,则:
Nt= 工艺总时间 节拍时间
Nt= 11.35分钟/台 =2.702 或者3 4.2分钟/台
总作业时间=8.7
作业编号
A B C D E F G H I J K M
作业时间 紧前作业
0.4
-
1.5
A
1.0
A
0.8
A
0.6
B.C
0.9
D
0.4
E
0.4
G
0.6
F
0.7
I.E
1.0
H.J
0.4
K
要求:
假设每天工作 8小时,午间停机 30分钟休息, 每天的产量为 220单位,废品率为 2%。根 据以上数据,请完成:
3
1
2
1.2
2
0.5
1
1
1
1
0
1.4
工作站 3
C (4.2-3.25)=.95
空闲 = .95
2
1.2
1
A
B
G
C
D
E
3.25
1
.5
工作站 1
A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2)
空闲= .2
1.4 H
F 1
工艺 A C D B E F G H
后续工艺数 时间 (Mins)
D (4.2-1)=3.2 E (3.2-.5)=2.7 F (2.7-1)=1.7 H (1.7-1.4)=.3 空闲 = .3
装配线平衡例-确定装配线效率
工艺总时间 效率= 工作站数量×节拍时间
11.35分钟/台 = 3×(4.2分钟/台) =0.901
装配线平衡 —— 例
某装配线的工序顺 序及作业时间如下 表所示.
工作站 1
1.4 H
F 1
工艺 A C D B E F G H
工作站 2
后续工艺数 时间 (Mins)
6
2
4
3.25
3
1
2
1.2
2
0.5
1
1
1
1
0
1.4
工作站 3
2
1.2
1
A
B
G
C
D
E
3.25
1
.5
工作站 1 A (4.2-2=2.2)
1.4 H
F 1
工艺 A C D B E F G H
工作站 2
6
2
4
3.25
3
1
2
1.2
2
0.5
1
1
1
1
0
1.4
工作站 2
工作站 3
C (4.2-3.25)=.95 D (4.2-1)=3.2
空闲 = .95
2
1.2
1
A
B
G
C
D
E
3.25
1
.5
工作站 1
A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2)
空闲= .2
1.4 H
F 1
工艺 A C D B E F G H
后续工艺数 时间 (Mins)
6
2
4
3.25
3
1
2
1.2
2
0.5
1
1
1
1
0
1.4
工作站 2
工作站 3
C (4.2-3.25)=.95 D (4.2-1)=3.2 E (3.2-.5)=2.7
空闲 = .95
2
1.2
1
A
B
G
C
D
E
3.25
1
.5
工作站 1
A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2)
1
2
1.2
2
0.5
1
1
1
Hale Waihona Puke 101.4
工作站 3
2
1.2
1
A
B
G
C
D
E
3.25
1
.5
工作站 1
A (4.2-2=2.2) B (2.2-1=1.2) G (1-1=0)
空闲= 0
1.4 H
F 1
工艺 A C D B E F G H
工作站 2
后续工艺数 时间 (Mins)
6
2
4
3.25
3
1
2
1.2
2
0.5
装配线平衡例-工作站设计(3)
按以下条件向工作地分配小工序: 1)保证各工序之间的先后顺序。 2)每个工作地分配到的小工序作业时间 之和,不能大于节拍。 3)各工作地的作业时间应尽量接近或等 于节拍。 4)应使工作地数目尽量少。
? 首先: 安排后续工艺最多的工艺
2
1.2
1
A
B
G
C
D
E
3.25
1
.5
地的正常负荷。在产品品种多,产量不大的企业中, 组织流水生产时,可通过成组工艺来增大同种零件 的产量
两个重要的基本概念
1.节拍 节拍——流水线上连续出产两件相同产 品的时间间隔。 2.工序同期化 —— 使流水线各工序 /工作 地的单件作业时间与节拍相等或成整倍 数关系。 工序同期化是组织流水线的必要条件。
装配线平衡例:
? 下面是一个电风扇装配工序:
工艺 时间 (Mins) 工艺说明
A
2
安装座架
B
1.2 安装开关
C
3.25
装配电机罩
D
1
将电机罩装上座架
E
0.5
安装叶片
F
1
装配安全罩
G
1
装电缆
H
1.4
测试
总时间
11.35
前工艺
无
A
无
A, C D E B
F, G
装配线平衡例-确定节拍时间(1 )
问题:如果市场要求每天生产 100台电风扇,节 拍时间如何确定?
(1)画出装配图; (2)计算节拍; (3)最小工作地数目; (4)进行装配线平衡。
解: (1)画出装配图
(2)计算节拍
节拍?
8? 60 ? 30 ? 220?(1+2%)
2.0
(3)最小工作地数目
Smin
?
8.7 2.0
?
4.4
Smin ? 5
(4)进行装配线平衡
工作地 作业单元 作业单元时间 工作地时间 工作地时间损失
后续工艺数 时间 (Mins)
6
2
4
3.25
3
1
2
1.2
2
0.5
1
1
1
1
0
1.4
工作站 3
2
1.2
1
A
B
G
C
D
E
3.25
1
.5
工作站 1
A (4.2-2=2.2) B (2.2-1.2=1)
1.4 H
F 1
工艺 A C D B E F G H
工作站 2
后续工艺数 时间 (Mins)
6
2
4
3.25
3
三、装配线的平衡
(一)流水生产的基本概念 一)、流水生产的特点 二)、流水生产线的种类 三)、流水生产的组织条件
(二)装配线的平衡
(一)流水生产的基本概念
夏利汽车生产? 线流水生产——是加工对象按照一定的工艺 过程、规定的顺序和速度,连续不断地通过
各个工作地进行加工,完成工序作业的一种
生产过程组织形式。
空闲= .2
1.4 H
F 1
工艺 A C D B E F G H
后续工艺数 时间 (Mins)
6
2
4
3.25
3
1
2
1.2
2
0.5
1
1
1
1
0
1.4
工作站 2
工作站 3
C (4.2-3.25)=.95
D (4.2-1)=3.2 E (3.2-.5)=2.7 F (2.7-1)=1.7
空闲 = .95
2
1
0
1.4
工作站 3
C (4.2-3.25)=.95
2
1.2
1
A
B
G
C
D
E
3.25
1
.5
工作站 1
A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2)
空闲= .2
1.4 H
F 1
工艺 A C D B E F G H
工作站 2
后续工艺数 时间 (Mins)
6
2
4
3.25
? 2.按在流水线上加工对象的数目 ——单一对象流水线和多对象流水线
? 3.按流水线上的劳动对象是否移动 ——制件固定流水线和制件移动流水线
? 4.按流水线的节拍 ——强制节拍流水线和自由节拍流水线
? 5,按流水线的机械化程度 ——手工流水线和机械化流水线
? 组织流水生产的条件
组织流水生产需要具各一定条件,这些条件主要有: 1),产品结构和工艺要相对稳定。 2).产品、零件和部件的产量要大,足以保证工作