120t转炉氧枪过程控制
转炉氧枪控制功能规格书
转炉氧枪控制功能规格书1氧枪倾动系统概述1.1 氧枪系统设备概述一座转炉的氧枪系统由机械和介质供应系统两部分组成。
机械设备包括有:两台氧枪横移车和两台氧枪升降车(左右装配)。
正常生产时,一台工作(位于转炉中心上方),一台备用(位于待机位),交替使用。
介质供应系统包括:氧枪冷却水、氧气、氮气阀门站及管道等。
氧枪横移车行走采用交流电机驱动,在工作位设有定位锁紧装置。
升降小车采用交流变频电机驱动卷扬升降,氧枪升降过程中速度可控制变化。
升降卷扬钢丝绳装有测力传感器。
氧枪设备系统组成:●升降卷扬装置●横移台车本体●升降小车●横移台车下部轨道●横移台车上部轨道●横移台车定位装置●升降小车导轨●氧枪本体●升降小车缓冲器●氧枪供氧供水软水管接头氧枪系统电器设备组成:1.2 转炉系统设备概述转炉系统有转炉炉体和倾动装置及润滑系统组成,倾动装置采用全悬挂扭力杆平衡型式。
四台交流电机驱动,两级减速机,扭力杆平衡装置平衡吸收转炉倾动时产生的扭振力矩的冲击,并将扭矩转化为垂直的拉力和压力。
转炉系统电器设备组成:1.3 转炉自动化系统概述本系统的监控采用西门子公司的S7系列PLC控制,每座转炉的氧枪倾动系统使用一套PLC控制。
主操作室设在主控制室,设有S7-400 PLC主站、多个远程I/O站以及HMI操作站。
整个系统接入转炉自动化控制系统的100M光纤环网之中,实现与其他系统间的信息交换。
2氧枪倾动系统主要设备基本参数2.1 氧枪系统设备1)氧枪升降装置(2套单独控制)升降速度:高速:m/min 低速:m/min升降重量:t卷筒直径:Φmm氧枪升降行程:mm驱动电动机:功率:110KW 额定转速:990r/min(50Hz时) 额定电压:380V,50Hz 事故电动机:功率:11KW 基速:1000r/min 额定电压:380V,50Hz制动器(正常工作时):制动力矩:2000—4000T-m 电压及功率:380V,50Hz;0.33KW 2)横移装置(2套单独控制)横移速度:m/min横移距离:mm车轮直径:Φ电动机:功率:1.1kW 转速:910 r/min 额定电压:AC380V,50Hz3)横移台车定位锁紧装置(1套)方式:电动液缸定位范围:±mm定位轮直径:Φ电液推杆:推力:N 行程:mm 推速:mm/s电动机:功率:1.5kW 额定电压:AC380V,50Hz4)钢丝绳张力传感器量程:10000Kg 最小分度数:Kg 数量:42.2 转炉系统设备转炉公称容量:120t 炉壳内容积:m3平均出钢量:120t最大出钢量:120t倾动形式:全悬挂四点啮合柔性传动倾动转速:转/分倾动角度:±360º电动机:功率:110 kW 额定转速:转/分额定电压:AC380V3氧枪倾动系统控制要求3.1 氧枪系统控制功能1)横移车的控制及定位锁紧的控制:横移车是在更换氧枪时,带着升降小车及氧枪一起横向移动的。
120T炼钢转炉设计 (2)
5.造渣制度
石灰加入量的计算公式 : Q=2.2([Si%]铁水+[P%])×R/(CaO%)有效 ×W铁水×1000 式中:Q—石灰加入量(㎏/炉);[Si%]铁水—为铁水硅成分;R—炉渣 碱度; W—铁水量(t);(CaO%)有效—石灰有效CaO含量;(CaO%)有 效=石灰CaO%-R×石灰SiO2%。 终渣碱度要求控制在2.6~3.5,具体数值取决于钢种对终点P、S含量的 要求、入炉铁水处理工艺、装入制度和操作工艺。碱度要求按照《钢种 生产技术操作标准》。 采用分批加入的操作工艺,一般第一批渣料在开吹的同时加入,加入量 为总量的2/3,第二批料在前期渣化好后分批加入,视化渣情况,在4~7 分钟内加完。
钢水
倒炉出钢 前
测温管
插入钢水 400~ 500mm,时 间 5s 均匀
MgO、P2O5、 FeO、TFe等
根据需要
渣
第一次倒 炉出钢前
样勺
CaO、SiO2、 根据需要
钢水
第一次倒 炉出钢前
样勺
稳、准、 快、满、 盖
C、S、P、 Mn
所有非用 副枪取样 的炉次
10.溅渣护炉示意图
溅渣护炉
吹炼前期随第一批料加入轻烧白云石
根据供氧压力、供氧流量、纯吹时间,
8.脱氧合金化
合金加入量(kg)=目
标成分%—钢水残余成 分%/合金成分%×合金 收得率% ×钢水量(㎏/ 炉) 出钢到1/4时开始陆续加 入合金,3/4时应加完 合金应加在钢流上。
脱氧合金示意图
9.测温取样
取样类型 取样时间 取样、测 温方式 取样、测 温要求 分析元素 取样频率
6.温度制度
① ②
120吨转炉电气设备使用规程
2.8 .5 风机启动后,岗位人员应时刻点检和观察风机系统设备的运行情况,发 现设备运行有下列情况时,立即通知有关人员。
2.8 .5.1 风机前轴承温度》=75度,振幅》=6.3mm.。 2.8 .5.2 风机后轴承温度》=75度,振幅》=6.3mm.。 2.8 .5.3 电机定子温度1》=110度。 2.8 .5.4 电机定子温度2》=110度。 2.8 .5.5 电机定子温度3》=110度。 2.8 .5.6 粘性离合器出口温度》=50度。 2.8 .5.7 烟气温度》=100度。以上是报警的参数并在电脑画面 上均有显示。 2.8 .6风机系统如发生故障,相应风机保护动作,风机跳车的各参数如下: 2.8 .6.1风机前轴承温度》=85度,振幅》=11mm.。 2.8 .6.2风机后轴承温度》=85度,振幅》=11mm.。 2.8 .6.3电机定子温度1》=120度。 2.8 .6.4电机定子温度2》=120度。 2.8 .6.5电机定子温度3》=120度。 2.8 .6.6进口烟气温度》=130度。 2.8 .6.7粘性离合器进口油压《=0.1MPa.
2.7.4 蓄热器送汽时先打开出口阀门后,在缓慢开入口阀门三分之一(进行预 热),预热后入口阀门全部打开。
2.7.5 蓄热器压力不得超过2.45Map。 2.8 二次除尘风机系统
版本:A 更改:0
120吨转炉电气设备使用规程
编号:QE0/03005 G .1 没有厂调度室和动力部有关人员的指令,任何人不得启动除尘系统高压 引风机。 2.8 .2 启动风机前应对风机进行盘车并检查风机系统各阀门所处的位置。 2.8 .3 启动风机前应检查下列设备: 2.8 .3.1风机高压柜指示是否在运行位。 2.8 .3.2风机稀油站是否准备好。 2.8 .3.3风机油箱是否加热。 2.8 .3.4粘性离合器是否在低速状态。 2.8 .4 启动风机时要联系好,既可在机旁启动也可以在电脑画面启动。
120吨转炉氧枪参数

120吨转炉氧枪参数
转炉氧枪是用于在转炉炼钢过程中喷吹氧气的设备,其参数通常包括氧气流量、氧气压力、喷嘴直径、喷嘴数量、喷吹角度等。
首先,氧气流量是指单位时间内通过氧枪的氧气体积,通常以立方米/小时(Nm3/h)为单位。
氧气流量的大小直接影响到炉内氧气的供给量,从而影响到炉内的氧气浓度和炉内的氧气吹吼情况。
其次,氧气压力是指氧气在氧枪内的压力,通常以兆帕(MPa)或千帕(kPa)为单位。
氧气压力的大小影响到氧气从喷嘴中喷出的速度和能量,对炉内的氧气吹吼情况和氧气混合情况有一定影响。
喷嘴直径是指氧气从氧枪中喷出时的喷嘴孔径大小,通常以毫米(mm)为单位。
喷嘴直径的大小直接关系到氧气的喷射速度和范围,从而影响到氧气在炉内的分布情况。
喷嘴数量是指每个转炉氧枪上的喷嘴数量,通常根据转炉的具体工艺要求和炉型设计来确定。
喷嘴数量的多少会影响到氧气的总喷射量和喷吹范围。
最后,喷吹角度是指氧气喷嘴的喷吹方向与水平线的夹角,通
常以度(°)为单位。
喷吹角度的选择会影响到氧气在炉内的喷射
范围和混合情况,从而影响到炉内的氧气利用效果和炼钢过程的控制。
总的来说,转炉氧枪的参数设计需要根据具体的转炉工艺要求、炉型特点和操作经验等因素综合考虑,以实现最佳的炼钢效果和能
耗控制。
安钢120t顶底复吹转炉氧枪设计及应用的开题报告
安钢120t顶底复吹转炉氧枪设计及应用的开题报告一、研究背景及意义在钢铁冶炼过程中,转炉炉衬磨损、铁水温度控制、氧气吹吸等问题一直是制约转炉冶炼稳定性和产能的关键因素。
为此,针对顶底复吹转炉氧枪的设计及应用进行深入研究,有着重要的理论和实践意义。
目前在转炉冶炼中,常采用顶吹和底吹的方式进行氧气吹入,但是这两种方法各有缺陷。
顶吹虽然吹氧速度快,但因为首次吹氧时气流不能有效地达到炉底,导致炉底热量不足、铁水温度低,从而降低了产量。
而底吹因为是从炉底吹入,能较为均匀地进行加热,但吹氧速度比较慢,且不能解决转炉炉衬磨损的问题。
因此,顶底复吹的方式能够综合两种吹氧方法的优点,提高转炉冶炼效率。
而氧枪的设计则是关键因素之一,氧枪要具有足够的抗腐蚀性、耐高温、耐磨损等特性,同时还要能够满足顶底复吹的需要,使得氧气能够更均匀地进入转炉,达到更好的冶炼效果。
因此,对于安钢120t顶底复吹转炉氧枪的设计及应用进行研究,可以为钢铁冶炼行业的生产提供较好的技术支撑。
二、研究内容及方法本研究主要围绕安钢120t顶底复吹转炉氧枪的设计及应用展开,具体内容包括:1. 对安钢120t顶底复吹转炉的工艺过程进行分析,分析其存在的问题,找出通过氧枪设计及创新解决问题的关键点。
2. 分析氧枪材料的性能,选择合适的材料进行设计。
3. 设计适合安钢120t顶底复吹转炉氧气枪的结构,并进行性能测试。
4. 分析氧枪在实际生产中的使用效果,结合冶炼数据和实践经验进行分析。
本研究主要采用文献调研、实验测试以及数据分析的方式开展。
三、预期成果及意义本研究的预期成果主要包括:1. 设计开发出适合安钢120t顶底复吹转炉氧气枪的新型结构,并进行性能测试,验证其优越性。
2. 增加对钢铁冶炼过程的认识,提高转炉冶炼效率,改善铁水质量。
3. 扩大顶底复吹转炉的应用范围,提高其在钢铁冶炼行业中的地位和重要性。
四、预期研究难点1. 如何选择适合安钢120t顶底复吹转炉的氧枪材料,避免磨损和腐蚀问题。
炼钢厂120t转炉工艺技术操作规程
1 三炼钢厂120吨转炉工艺技术操作规程目录一、转炉工艺技术操作规程二、转炉底吹调试技术规程三、转炉底吹操作规程四、炉后挡渣操作规程五、倒渣技术操作规程六、炉下钢、渣包车技术操作规程七、废钢准备技术操作规程八、铁合金技术操作规程九、备料上料技术操作规程十、吹气调温技术操作规程十一、喂线机操作规程十二、铁包使用操作规程第一章转炉工艺技术操作规程一、转炉主要工艺参数:炉型:筒球型公称吨位:120t转炉平均出钢量:125t,最大出钢量:135t炉容比:0.9~1.0(V/T)高宽比:1.65~1.85(h/d)二、基本检测要求:1、原材料及成品计量1.1 入炉前的铁水、废钢等主原料必须计量。
1.2 造渣材料及铁合金必须计量。
1.3钢水、钢坯必须计量。
2、气体计量2.1 炉前操作室必须配备吹炼氧气及溅渣氮气压力、瞬时流量和累计流量等显示表并确保正常使用。
2.2 炉前操作室必须配备底吹氮气及氩气压力、瞬时流量和累计流量等显示表并确保正常使用。
3、转炉设备用水计量:3.1 炉前操作室必须配备氧枪冷却水压力、流量表并确保正常使用。
3.2 炉前操作室必须配备水冷炉口、水冷炉帽、水冷托圈冷却水压力及进出水流量表并确保正常使用。
4、测温4.1 吹炼终点倒炉必须测温。
4.2 出钢完毕钢水吹气处理前后均要测温。
5、枪位指示5.1必须配备氧枪喷头高度指示标尺。
6、化学分析:6.1吹炼前应知道铁水的成份(每炉钢兑铁水后,必须把铁水成份Si、Mn、S、P 和温度通报给炉长)。
6.2吹炼终点必须取样,炉前工将钢水样送炉前化验室快速分析元素(C、Si、Mn、P、S),并将结果告之炉前。
6.3要求每班每炉座做一次终点炉渣化学成份分析(CaO%、MgO%、SiO2%、FeO%)。
三、主要原材料技术条件1、铁水铁水执行GB717—1998标准2、废钢铁2.1含铜<0.30%,不得混有铅、锌、锡等有色金属、耐火材料、泥沙、水泥、油物、封闭器皿、橡胶、爆炸物和易燃易爆品及有毒物品。
炼钢120T转炉水系统设施安全操作规程A4
炼钢120T转炉和连铸水系统设施包括循环水泵房、平流池、旋流井和连铸配水室等。
其中循环水泵房包含软水间和过滤间。
依据120T转炉给排水系统工艺图水系统主要设备包括:水泵、自清洗机械过滤器、快速过滤器、软水系统、蒸发空冷器、冷却塔等。
水泵:结晶器供水泵数量:3台,使用方式:2用1备。
控制方式:直接启动,工频运行。
连铸二冷水供水泵数量:2台,使用方式:1用1备。
控制方式:直接启动,工频运行。
连铸设备供水泵数量:2台,使用方式:1用1备或同时使用。
控制方式:变频控制。
低压净环供水泵数量:2台,使用方式:1用1备。
控制方式:变频控制。
中压净环供水泵数量:2台,使用方式:1用1备。
控制方式:变频控制。
平流池上塔供水泵数量:2台,使用方式:1用1备。
控制方式:直接启动,工频运行。
干法除尘供水泵数量:2台,使用方式:1用1备。
控制方式:变频控制。
干法除尘上塔泵数量:2台,使用方式:1用1备。
控制方式:直接启动,工频运行。
氧枪供水泵数量:2台,使用方式:1用1备。
控制方式:直接启动,工频运行。
软水供水泵数量:2台,使用方式:1用1备。
控制方式:变频压力控制。
中心水泵房和平流池水泵供水开车准备如下:1.水池中必须补满水。
2.打开供水泵组出口的过滤器进出口阀门,接通过滤器电源,关闭过滤器排污阀。
打开各个用户点阀门,使供回水管道畅通。
3.如果水泵电机检修安装完后,需要验证泵的转向,如果转向不对,应更换三相电机中两相导线即可。
4.开车前,打开水泵进口阀门(全开),用水将泵灌满,以排出泵中空气,然后打开排气阀,待排完气后,关闭排气阀。
此外还应检查管路连接是否漏水,如漏水则需相应处理。
5.当低水位启动水泵时(水池水位不满时),打开排气阀,无水排出时则应向相应的水池内补水,直到能排出水来才能启动水泵。
否则不允许启动水泵。
6.二冷水供水泵、结晶器供水泵和氧枪供水泵等需要关闭各个泵组出水阀门或阀门开度调到10°以下。
使用变频启动的水泵不需要关闭阀门或阀门开度调到10°以下。
济钢120t转炉烟气冷却过程控制系统

济钢120t 转炉烟气冷却过程控制系统The Control Syste m of Fuel G as Cooling Proce ss for 120T on Converter in Jinan SteelWorks苗 青1 张淋云1 陈晓冰2 王 宁2(济南钢铁集团总公司自动化部1;济南冶金建设开发公司2,济南 250101)0 引言120t 转炉炼钢系统是济钢2000年贷款投资的大型顶底复吹转炉炼纲工程,是济钢“十五”发展蓝图的重点项目,转炉烟汽冷却系统是济钢120t 转炉炼钢过程控制系统中的一个重要控制系统。
烟汽冷却系统主要用以降低转炉烟气温度,净化回收转炉煤气,同时利用水的汽化回收转炉烟气中物理热和蒸汽,保证整个炼钢系统有安全和稳定的工况。
本系统自投产以来,运行稳定,操作安全可靠,充分利用了能源,为120t 转炉炼钢的顺利运行提供了重要保证。
1 工艺简介转炉烟汽冷却系统分为汽化冷却和烟气净化两个子系统。
转炉烟汽冷却系统工艺流程如图1所示。
图1 转炉汽化冷却、烟气净化系统工艺流程图在转炉吹炼过程中,由于剧烈的氧化反应,会有大量的炉气(转炉煤气)从炉口溢出。
炉气中含有86%左右的C O 和少量的C O 2,温度约为1450℃。
炉气出炉口后,与少量的空气(一般将空气过剩系数控制为011)发生燃烧,烟气的理论燃烧温度可达2000℃左右。
转炉汽化冷却装置的目的是收集转炉冶炼过程中的高温烟气并将其冷却下来,以满足下一步除尘及煤气回收的要求,保证转炉炼钢的安全生产和生活使用,降低转炉炼钢的生产成本。
转炉烟汽冷却系统采用强制循环汽化冷却和自然循环汽化冷却相结合的方法(即复合冷却),具有能回收蒸汽、安全可靠、使用寿命长等优点,不足之处是系统及操作复杂。
复合冷却是较为先进的烟气冷却方式,目前国内外大、中型转炉多采用该种方式,上海宝钢250t 转炉、唐钢120t 转炉均采用该种方式,投产后运行良好。
来自汽化冷却系统的900℃烟气经过溢流文氏管后被冷却到72℃。
120吨转炉工艺技术操作规程

3.9、供氧:零位按+100mi控制,根据化渣情况合理调整枪位。
1、按分阶段定量装入
炉龄(次)
1〜5
6〜
铁水
炉容比
V/T1
0.905
炉口直径
d0
mm
2618
溶池直径
d1
mm
4774—
溶池深度
h1
mm
1300
出钢口直径
d2
mm
160
炉底总厚度
mm
720
炉底直径
mm
4190
炉衬总厚度
mm
炉底:970+70大面处:740+115出钢面:640+70
氧枪参数:
长度21.9m
直径:①273,①168
工作压力:0.75-1.0 MPa
出钢温度:1700—1780C;
3.5、开新炉补SiFe量:按含[Si]1.0%配加
1.0—铁水含[Si]%
SiFe量=X铁水量+(1300-1)x4(Kg)
SiFe含Si%
t:铁水实际温度 一般情况下:(仅供参考)
铁水含[Si]%
0.3
O.4
O.5
O.6
0.7
0.8
SiFe配加量Kg
950
800
700
T100 300 600 800 1300 1300 1300C
⑤开吹5000NrVh,逐渐增加到8000NrVh左右流量吹氧,按对比温差,增减氧气流量,
150分钟结束。
2.4、烘炉后炉况检查:
2.4.1、烘炉结束,提起氧枪至最高位;
2.4.2、抽出测温热电偶;
120t转炉炼钢电气自动化方案
120t转炉炼钢工程电气自动化方案11.5 电气自动化及仪表11.5.1概述建设120吨氧气顶吹转炉,一台板坯连铸机。
予留一台4机4流方坯连铸机。
11.5.2供配电11.5.2.1供电原则根据就近供电的原则,炼钢厂区设35kV变电所一座(详见35KV 变电所叙述部分),转炉车间的高压电源均来自35kV变电所.依据低压配电深入负荷中心原则,按负荷情况在厂区内分散设变电所和配电设施.35kV变电所以放射式主供炼钢车间变电所、吊车变电所、除尘变电所、水泵房变电所、连铸车间变电所、煤气加压站变电所、OG风机、转炉二次除尘风机、二次除尘风机、地下料仓除尘风机等。
11.5.2.2低压变电所设置根据厂区负荷分配情况,设7座车间变电所。
1).设两台1600 kVA变压器,负责厂房跨的所有吊车供电.2). 在转炉加料跨旁建一转炉车间变电所,其中设两台1250 kVA变压器,负责整个转炉车间低压供电.3). 在二次除尘设两台500 kVA变压器,负责一、二次除尘系统低压供电.4). 在循环水泵房建一低压变电所,设四台1600 kVA变压器,和一台1000 kVA变压器(其中1000 kVA变压器高压电源由厂方提供,用于事故水电源),负责整个转炉及板坯连铸机的水处理系统低压供电;5). 在地下料仓皮带通廊下建一低压变电所,设2台630 kVA变压器,负责地下料仓、污泥脱水间、沉淀池等系统的低压供电; 6). 在连铸跨新建的两台连铸机附近建一低压变电所,设两台1250 kVA变压器,负责两台连铸机低压供电。
7)在煤气加压站附近建一低压变电所,设两台630 kVA变压器,负责煤气加压站及煤气柜的低压供电8)在空压站毗邻建一低压变电所,设两台1250 kVA变压器,负责空压机等的低压供电.该变电所按二期设计.所有的变压器6 kV高压电源均引自35kV变电所。
各个变电所低压负荷如下:11.5.3电气传动11.5.3.1 转炉本体转炉的倾动及氧枪提升均采用交流变频调速装置控制,倾动系统共3套,每个转炉的4台电机分别由4台变频器控制。
120 t转炉倾动失控事故典型案例分析及措施

120 t转炉倾动失控事故典型案例分析及措施摘要:文章结合新疆八一钢铁二炼钢1#120 t转炉倾动失控事故典型案例分析,从逻辑联锁、电气保护、过程状态监控、设备管理等方面,论述保证转炉倾动系统安全运行的具体防范措施。
关键词:失控;程序;网络;角度;联锁加强转炉倾动系统的操作和设备及控制系统的维护以及事故应急响应制度,对于避免倾动异常操作及倾动控制系统失控恶性事故的发生意义重大,文章从一次典型转炉倾动失控事故分析事故防范措施。
1工艺及硬件简述①转炉倾动传动系统由4台交流变频调速电机拖动,4台电动机4点齿合全悬挂形式,通过扭力杆装置进行力矩平衡,4台电动机同步启动运行及制动,根据工艺要求可以在0.13~1.3 rpm之间进行倾动速度调节,转炉倾动可以在±360°旋转运动。
转炉冶炼周期内,主要的倾动过程:兑铁水及加废钢过程、测温取样过程、出钢过程、倒渣过程。
其出钢通过炉后控制台手动操作转炉向炉后倾动,倾动角度由0°逐渐变化-101°,使炉内钢水倒入钢水包后,手动操作转炉向零位倾动并停止在零位,该过程执行时间约5 min,其出钢倾动过程的危险性最大及安全控制要求高。
②倾动控制特点及倾动功能。
重载,倾动转矩大,定位精度高,控制难度大;倾动中工作频率变化大,4台电动机驱动同一负载,要求自动化控制系统的同步性及随动性好;联锁条件多,如与氧枪枪位、倾动托项圈冷却水及OG等系统联锁;高温、高压液体作业危险性大,易造成设备及人身安全事故。
③自动化系统构成。
自动化系统采用美国罗克韦尔PLC,控制器采用1756 L62,I/O采用1756系列,下位软件为RSLogix 5000,上位软件为Intouch等构成,现场过程信号AI/AO,DI/D0输入输出模块完成,现场I/O及编码器通过DriverNET连接到主站PLC,变频器等通过1765-CNBR连接在ControlNET总线上,PLC、服务器、上位监控操作站三者之间采用工业EntheNET总线构成。
交流变频器在120吨转炉炼钢氧枪控制中的应用

交流变频器在120吨转炉炼钢氧枪控制中的应用交流变频器在120吨转炉炼钢氧枪控制中的应用摘要:近年来,随着变频技术和控制技术的不断发展,变频技术以精度高、通用性强、工艺先进、操作方便以及公认的显著节能效果,被认为是企业技术改造和产品更新换代的理想调速装置。
随着电力电子和微型计算机价格的下降,变频控制应用更加普及,因此发展十分迅速,在工业领域尤其在冶金行业的应用日益广泛。
氧枪升降的变频调速控制系统,是转炉炼钢控制系统中变频技术应用的技术含量最高的控制系统。
氧枪升降是典型的位能负载,靠钢丝绳牵引,按照炼钢工艺专业的要求,氧枪在升降过程中要实现慢速到快速以及快速到慢速的转换,且其停经的工艺检测点较多,在各工艺点要求准确停车。
尤其是在吹炼点,氧枪的枪位直接影响到炼钢的质量。
因此,应用变频器控制氧枪升降是氧枪调速控制系统的理想之选。
下面以本溪北营钢铁(集团)股份有限公司(下称北营公司)120吨转炉为例,设计以西门子6SE70系列变频器在氧枪升降设计中的应用以及在实际应用中出现的一些问题并提出改进措施。
关键词:交流变频器、控制、应用、改进1.1工作原理北营公司120吨转炉设备氧枪控制设计2套变频控制氧枪,在固定导轨升降,每台变频器都可以通过切换驱动两根氧枪,实现两套氧枪的灵活备用。
每套氧枪升降系统由一台110kW交流电动机传动,在生产过程中当工作氧枪发生故障时,可快速通过横移换枪等操作,使用备用氧枪继续生产。
氧枪系统有一套事故提升装置,不接入电网,由事故电池作为电源驱动事故电机升降,当氧枪系统停电时,可切换到事故电机将氧枪提起,氧枪停车时有抱闸系统实现。
由于1台变频器通过切换可以分别驱动1#、2#氧枪,变频器需定义2套电机参数组MDS,通过P578、P579来选择。
当变频器和氧枪对应时,B16(DigIn 4)=0选择第一套MDS,采用速度闭环控制;当变频器和氧枪交叉对应时,B16=1选择第二套MDS。
通过P590来选择2套BICO参数组。
炼钢120T转炉水系统设施安全操作规程A4
炼钢120T转炉和连铸水系统设施包括循环水泵房、平流池、旋流井和连铸配水室等。
其中循环水泵房包含软水间和过滤间。
依据120T转炉给排水系统工艺图水系统主要设备包括:水泵、自清洗机械过滤器、快速过滤器、软水系统、蒸发空冷器、冷却塔等。
水泵:结晶器供水泵数量:3台,使用方式:2用1备。
控制方式:直接启动,工频运行。
连铸二冷水供水泵数量:2台,使用方式:1用1备。
控制方式:直接启动,工频运行。
连铸设备供水泵数量:2台,使用方式:1用1备或同时使用。
控制方式:变频控制。
低压净环供水泵数量:2台,使用方式:1用1备。
控制方式:变频控制。
中压净环供水泵数量:2台,使用方式:1用1备。
控制方式:变频控制。
平流池上塔供水泵数量:2台,使用方式:1用1备。
控制方式:直接启动,工频运行。
干法除尘供水泵数量:2台,使用方式:1用1备。
控制方式:变频控制。
干法除尘上塔泵数量:2台,使用方式:1用1备。
控制方式:直接启动,工频运行。
氧枪供水泵数量:2台,使用方式:1用1备。
控制方式:直接启动,工频运行。
软水供水泵数量:2台,使用方式:1用1备。
控制方式:变频压力控制。
中心水泵房和平流池水泵供水开车准备如下:1.水池中必须补满水。
2.打开供水泵组出口的过滤器进出口阀门,接通过滤器电源,关闭过滤器排污阀。
打开各个用户点阀门,使供回水管道畅通。
3.如果水泵电机检修安装完后,需要验证泵的转向,如果转向不对,应更换三相电机中两相导线即可。
4.开车前,打开水泵进口阀门(全开),用水将泵灌满,以排出泵中空气,然后打开排气阀,待排完气后,关闭排气阀。
此外还应检查管路连接是否漏水,如漏水则需相应处理。
5.当低水位启动水泵时(水池水位不满时),打开排气阀,无水排出时则应向相应的水池内补水,直到能排出水来才能启动水泵。
否则不允许启动水泵。
6.二冷水供水泵、结晶器供水泵和氧枪供水泵等需要关闭各个泵组出水阀门或阀门开度调到10°以下。
使用变频启动的水泵不需要关闭阀门或阀门开度调到10°以下。
120吨转炉工艺技术操作规程

12日钢120吨转炉冶炼技术操作规程345炉型参数6氧枪参数:78长度 21.9m9直径:Φ273,Φ168工作压力:0.75-1.0 MPa 10马赫数Ma :1.9811喉口直径:38.9mm12出口直径:51mm13夹角:13 。
14120吨转炉冶炼技术操作规程1516转炉冶炼开新炉检查171819120吨转炉冶炼技术操作规程20转炉冶炼开新炉烘炉212223120吨转炉冶炼技术操作规程24转炉冶炼开新炉烘炉2526272829120吨转炉冶炼技术操作规程30转炉冶炼开新炉313233120吨转炉冶炼技术操作规程34转炉冶炼开新炉35363738120吨转炉冶炼技术操作规程39转炉冶炼装入制度4041424344转炉冶炼钢铁料装入46474849转炉冶炼钢铁料装入515253转炉冶炼供氧555657转炉冶炼供氧596061转炉冶炼供氧63646566转炉冶炼供氧6869 7071 120吨转炉正常吹炼顺序(冶炼周期35分)72 吹73 下 炼 点 提 下 提 74 枪 开 火 枪倒 枪 枪7576 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118119 120 121 122 123124 120吨转炉紧急停吹顺序125 吹 紧 126 顺127 下 炼 点 提 下 急 128 序129 枪 开 火 枪倒 枪 停 130 复131132 位133 134 135 (min 136 137138 待 吹 139 (8.0m 140 氧 141 枪 142 枪143 位 144 145 146 147148 149 150151 氧 紧急切断阀152 气 快速切断阀153 系 压力调节阀154 统 流量调节阀155156 氮 紧急切断阀157 气 快速切断阀158 系 压力调节阀159 统 流量调节阀160161162 163 480 164 底 主 165 管166吹 供 167 气168 系 流 169 量170 统 171 172 173 174 175 176 177178 120吨转炉停电或风机停止吹炼顺序179 吹 紧 180 顺181 下 炼 点 提 下 急 182 序183 枪 开 火 枪倒 枪 停 184 复185 加废钢 始 炉 止 186 位187 对 铁 水 吹炼 吹炼 测188 冶炼周期 装 料 期 前期 吹炼中期 后期 温 点吹 189 (min ) 2 2 3 9 3 2 2 190 冶炼计时191192 待 吹 点 193 (8.0m ) 194 氧 3.0m 195 枪 2.8m196 枪 2.6m197 位 2.4m198 2.2m 199 2.0m 200 1.8m2011.6m202 1.4m203204205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232233 120吨转炉冶炼技术操作规程234 转炉冶炼 供 氧2357、氧枪系统设备、介质主要技术参数 236 7.1、枪身参数及工作点、喷头标高 237238239 240241 7.3、介质参数:242 冷却水:压力1.6MPa ,给水温度≤40℃,回水≤50℃,流量Q =180m 3/h ;243 氧 气:供氧强度3.41~3.85Nm 3/t.min ,纯度≥99.60%,工作压力O.75- 1.20Mpa ; 244 氮气(溅渣):纯度≥99.6%,无袖、无水、使用压万0.8~0.9Mpa ; 245 7.4、升降及横移设备性能参数:246 7.4.1、氧枪用直流电机升降,横移为交流驱动; 247 7.4.2、升降速度:快速 40m/min ; 248 慢速 4m/min ;249 横移小车行程: 3.6m ;250 速 度: 3 m/min ;251 252253254255120吨转炉冶炼技术操作规程256转炉冶炼造渣257258 259260261 120吨转炉冶炼技术操作规程262 转炉冶炼 造 渣263264 265 266 267269270120吨转炉冶炼技术操作规程271转炉冶炼造渣272273275276120吨转炉冶炼技术操作规程277转炉冶炼开新炉278280281282 120吨转炉冶炼技术操作规程283 转炉冶炼 造 渣2849、主要设备性能285 9.1炉顶高位料仓(每座转炉一套) 286287288 L-9设备性能289290120吨转炉冶炼技术操作规程291转炉冶炼温度制度292293294120吨转炉冶炼技术操作规程295转炉冶炼终点控制原则296297298299300120吨转炉冶炼技术操作规程301转炉冶炼出钢及脱氧合金化302303304305120吨转炉冶炼技术操作规程306转炉冶炼出钢及脱氧合金化307308309120吨转炉冶炼技术操作规程310转炉冶炼出钢及脱氧合金化311312313314120吨转炉冶炼技术操作规程315转炉冶炼出钢及脱氧合金化316317318319120吨转炉冶炼技术操作规程320转炉冶炼出钢及脱氧合金化321322323120吨转炉冶炼技术操作规程324转炉冶炼出钢及脱氧合金化325326327120吨转炉冶炼技术操作规程328转炉冶炼出钢及脱氧合金化3293304、主要设备性能及操作要点:3314.1 转炉普通铁合金加料系统:3324.1.1 设备概况:333由16个料仓(每个料仓设高低料位检测,每个料仓下设一台手动插板阀及一台振334动给料器),五个称量斗,一条皮带机C5组成。
120吨转炉机械使用规程
3.3 兑铁水时,须将转炉向前动30-45度,然后随着翻铁将炉壳逐渐倾 转至60-70度,防止铁水溅到炉外(新开炉除外)。 3.4 倾 动3.5转换炉 氧枪小
3.6 氧枪供氧压力在0.8-1.3MPa内可调。
3.7 下枪、提枪时,必须认真观察枪位.氧枪上升或下降到极限位置时 仍然运动,应立即停电向调度室和维修人员报告异常情况,派专业人员 进行处理。
2.1.6 通知维修人员向炉口、氧枪、下料口水套送水,要求炉口、炉帽 和托圈出水流量≥80m3/h,要求氧枪、下料水套出水流量≥30m3/h,检 查回水正常后方可生产。
2.1.7 换枪小车上必须备有二支枪,备用氧枪可随时投入生产的状态.小 车定位装置能够达到准确定位的状态。
2.1.8 氧枪计算机控制系统调试应达到信号功能准确、枪位控制精度为 20毫米之内;供氮系统也应调整无误,氮气压力在0.45MPa以上方可生 产。 2.2报告调度室通知除氧室软水加压,并向汽包和汽化烟罩送水,冬季 生产须打开引射蒸汽阀门,生产正常后则关闭,除氧软水压力在 1.9MPa以上方可生产,锅炉补水泵变频调节正常。 2.3计算机联锁信号准确无误,控制指令能准确到位。 2.4对各种设备、装置的具体要求内容: 2.4.1倾动系统具体要求如下:
4.8 停炉工作完成后,转炉车间认真填写生产记录,写明停炉的炉号、 原因、时间及进行停炉工作的内容情况。
4.9 停炉后,报告调度室通知维修人员。
5 除尘系统开炉与试运行 5.1蒸发冷却器系统的具体要求如下: 5.1.1各类计量仪表确认合格。 5.1.2蒸汽与水的切断阀及调节阀完好并能够正常调节,各管路及法兰没 5.1.3双摆阀动作灵活。 5.1.4应急排灰阀及储灰仓排灰阀应在关闭状态,正常排灰阀在打开状态 5.1.5输灰机运行平稳,无异常声音。 5.1.6各氮气系统处于正常。 5.2电除尘器系统的具体要求如下: 5.2.1各类计量仪表确认合格。 5.2.2双摆阀动作灵活。 5.2.3应急排灰阀应该在关闭状态,正常排灰阀在打开状态。 5.2.4一次输灰机、集中输灰机及斗式提升机运行平稳,无异常声音。 5.2.5各氮气系统处于正常。 5.2.6刮灰机运行正常,无明显刮卡现象。 5.2.7计算机系统应运行准确,控制信号能准确到位。 5.2.8各部阀门、管道打压合格,无泄漏.阀门应动作灵活,完整可靠。
120吨转炉倾动与氧枪控制系统

120吨转炉倾动与氧枪控制系统作者:王明王玉昌来源:《科技传播》2015年第18期摘要本文针对包钢120吨转炉倾动与氧枪控制系统进行设计,转炉倾动控制系统采用西门子6RA70全数字直流调速装置,并对开关抱闸进行分析。
氧枪控制系统构成位置闭环控制系统,位置反馈采用公式法实现雷格码转换,介绍了事故抬枪的方法;控制系统采用PLC S7-400系列与wincc7.0组态软件相结合,实现了对现场整体设备的自动监控。
关键字倾动;氧枪;传动中图分类号 TP2 文献标识码 A 文章编号 1674-6708(2015)147-0168-02倾动与氧枪系统在转炉系统中起着重要的作用,氧枪的定位精度直接影响到转炉吹炼的工作效率和吹炼时间。
同时,转炉倾动系统,在自由360o旋转时,要求电机运行电流平衡,保证倾动系统的稳定性、安全性。
1 转炉倾动与氧枪系统工艺介绍120吨转炉倾动采用全悬挂式传动系统。
工作原理为四台电机同时驱动,拖动一级减速机和二级减速机,二级减速机与转炉驱动端耳轴连接,将转炉炉体进行360o旋转,完成出钢、倒渣、兑铁、测温、取样等工艺流程。
氧枪通过升降装置将氧枪停在转炉熔池上方,将高速动能的氧气吹入转炉熔池,主要完成转炉顶吹氧气及氮气,从而完成钢的冶炼和溅渣护炉的任务。
2 倾动控制系统转炉倾动控制系统由四台西门子6RA70系列数控器组成,四台数控器采用一主三从的工作模式,一台数控器被设为主传动工作模式,其他三台数控器工作在从传动模式。
主传动数控器以速度/力矩工作模式工作,主传动数控器通过选择开关对两台数控器进行选择作为主控制器,并将数控器内数据组分为两组,主从数据组自动切换。
转炉上位机PLC系统通过数控器端口对主数控器进行给定速度,主数控器发送消息通过光纤环网至数控器其他三台从机,内容包括主机运行转速、力矩及运行指令等,从机利用Simolink光纤环网与主传动数控器连接,从而实现与主传动的速度和力矩分配的任务[1]。
120吨转炉氧枪设备本体安全参数优化和应用改进
第42卷第1期2020年2月甘㊀肃㊀冶㊀金GANSU㊀METALLURGYVol.42No.1Feb.ꎬ2020文章编号:1672 ̄4461(2020)01 ̄0009 ̄03120吨转炉氧枪设备本体安全参数优化和应用改进段秋萍(九江萍钢钢铁有限公司ꎬ江西㊀九江㊀332000)摘㊀要:针对九江钢铁炼钢厂转炉氧枪喷头冶金效果不佳及氧枪设备本体安全存在的问题ꎬ通过优化氧枪喷头参数ꎬ改善了喷头冶金效果ꎬ对喷头组件材质进行改进ꎬ优化供氧程序ꎬ实现了吹炼过程平稳㊁可控ꎬ设备本体安全性能显著提高的效果ꎮ方案实施后ꎬ基本杜绝了氧枪回火烧损漏水的设备事故ꎬ使得因为氧枪回火烧损漏水可能引发的重大安全险肇事故得到有效的控制ꎮ关键词:氧枪ꎻ参数ꎻ材质ꎻ程序中图分类号:TF724.3㊀㊀㊀㊀㊀文献标识码:AOptimizationandApplicationImprovementoftheSafetyParametersof120TonConverterOxygenGunEquipmentDUANQiu ̄ping(JiujiangPinggangIronandSteelCo.Ltd.ꎬJiujiang332000ꎬChina)Abstract:InviewofthepoormetallurgicaleffectofoxygengunnozzlesandthesafetyofoxygengunequipmentinJiujiangIronandSteelWorksꎬthemetallurgicaleffectofnozzlesisimprovedbyoptimizingtheparametersofoxygengunnozzlesꎬimprovingthematerialofnozzlescomponentsꎬandoptimizingtheoxygensupplyprogram.Thispaperrealizestheeffectofsmoothandcontrollableblowingprocessandimprovingthesafetyperformanceofequipment.Aftertheimplementationoftheplanꎬitbasicallyeliminatedtheaccidentoftheequipmentthatcausedtheoxygengunbackfiretodamagetheleakageꎬsothatthemajorsafetyandriskaccidentsthatmaybecausedbytheoxygengunbackfirelossleakagecanbeeffectivelycon ̄trolled.KeyWords:oxygengunꎻparametersꎻmaterialꎻprocedure1㊀引言氧枪是转炉炼钢的重要设备之一ꎬ转炉炼钢通过氧枪向炉内喷入超音速氧气射流ꎬ创造转炉炼钢所需的动力学和热力学条件ꎬ达到转炉炼钢所需的冶金效果ꎮ转炉氧枪的工作环境极其恶劣ꎬ在炉内高温金属㊁熔渣热流的反复作用和高频次的开氧㊁关氧过程中极易发生损坏ꎬ并可能引发设备和工艺安全事故ꎮ九江钢铁炼钢厂在生产实践过程中ꎬ为提高转炉氧枪设备本体安全ꎬ采取了一些措施进行改进ꎬ并取得较好效果ꎮ2㊀氧枪喷头参数的优化九江钢铁炼钢厂目前有2座公称120t转炉ꎬ转炉熔池深度1423mm㊁熔池直径4730mmꎬ炉身高7700mmꎬ炉口直径2667mmꎬ高径比1.63ꎬ炉熔比0.95m3/tꎬ供氧强度3.38Nm3/min tꎮ转炉投产期间ꎬ按120t出钢量设计的氧枪吹炼氧气流量为24000Nm3/hꎬ但实际平均转炉出钢量达到137.5tꎬ过程氧枪吹炼氧气流量为26000Nm3/hꎬ实际使用参数已偏离设计参数ꎬ导致过程氧压过高ꎬ操作过程不稳定ꎬ易发生喷溅烧损氧枪和造成氧枪枪管粘钢ꎬ并可能引发事故ꎬ需重新设计氧枪喷头参数ꎮ九江钢铁炼钢厂与山东崇盛冶金氧枪有限公司重新设计了九江钢铁炼钢厂273喷头ꎮ该喷头在120t转炉推广使用ꎬ获得较好地使用效果ꎮ2.1㊀氧枪喷头设计条件⑴供氧时间ꎮ九江钢铁炼钢厂120t转炉工程的工艺设备为铁水预处理-转炉-精炼设备-连铸ꎮ九江钢铁炼钢厂120t转炉氧枪从设计的生产能力和工艺匹配等角度考虑ꎬ合理设计转炉工序的冶炼周期为37minꎬ纯供氧时间为13~14minꎮ⑵供氧压力及流量ꎮ120t转炉平均出钢量为137.5tꎬ最大出钢量为145tꎬ根据实际的铁水和废钢状况及钢铁料消耗要求ꎬ并结合转炉冶炼代表性钢种的物料平衡和热平衡计算ꎬ转炉冶炼氧气耗量为44m3/t钢水ꎬ氧气流量(标准状态)为26000~28000Nm3/hꎬ供氧压力为0.8~1.3MPaꎬ供氧强度为3.3~3.4Nm3/min t[1-2]ꎮ2.2㊀氧枪喷头参数的设计⑴马赫数的选择ꎮ综合考虑ꎬ取M=2.0⑵计算工况氧压PoꎮPo=0.80MPa=8.14kg/cm2严禁使用氧压低于0.70MPaꎬ以防止氧枪回火事故的发生[3-4]ꎮ⑶计算氧流量Qꎮ由Q=吨钢氧耗ˑ出钢量ˑ60ː纯供氧时间=44ˑ137.5ˑ60/13ꎬ得出:Q=27923Nm3/h⑷计算喉口直径D喉ꎮQ=64ˑPoˑD喉D喉=53.6mm⑸计算出口直径D出ꎮD出=54.1mm⑹计算扩张段长度LꎮL=(54.1-41.7)ː2ˑtg3.5ʎ=100.8mmꎬ取为100mmꎮ⑺确定孔倾角aꎮ孔倾角a=12.5ʎ⑻四孔分布圆直径D孔ꎮD孔=150mm⑼操作枪位H操作基本枪位ꎮ枪位选择在30~40D出之内ꎮH=35ˑD出基本枪位:1896mm最高枪位:2167mm最低枪位:1625mm实际冶炼过程中ꎬ考虑氧气流对炉内金属液冲击深度的影响ꎬ实际控制枪位在以上值下调-400mm(经验值)[5-6]ꎮ实际过程控制枪位为:基本枪位:1496mm最高枪位:1767mm最低枪位:1225mm⑽冲击深度hꎮ冲击深度为熔池深度51%ꎮ3㊀对喷头组件材质进行变更由于转炉氧枪在使用过程中ꎬ存在有红渣溅入喷头的现象ꎬ可能会造成给氧时氧气回火的风险[7]ꎬ瞬间烧穿氧管导致大量高压冷却水由氧气通道进入炉内ꎬ处理不当ꎬ极易造成爆炸事故ꎬ对人员和设备安全有极大威胁[8ꎬ9]ꎮ图1㊀氧枪喷头回火烧穿喷头密封段㊁内管密封接管(内插管)实物图片图2㊀件4-氧枪喷头密封段内焊管改为1Cr18Ni9TI材质01㊀㊀㊀㊀㊀㊀㊀㊀㊀甘㊀肃㊀冶㊀金㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀第42卷㊀㊀原氧枪喷头组合密封段和氧枪内管密封接管(内插管)使用的均是普通碳钢ꎬ在实际使用过程中易会出现氧气回火瞬间烧穿密封部位ꎬ造成严重漏水ꎬ所以九江钢铁炼钢厂要求制造厂家变更ɥ273氧枪喷头密封段㊁氧枪内管密封接管(内插管)材质ꎬ使用不锈钢(1Cr18Ni9TI)管加工制造(图2)ꎬ利用其阻燃特性ꎬ可以有效减轻回火烧穿内管程度ꎬ降低氧枪喷头回火产生的危害[10]ꎮ4㊀对氧枪开氧和关氧程序进行优化设计4.1㊀转炉炼钢回火烧坏氧枪内管的原因分析转炉在冶炼高硅㊁高锰铁水情况下ꎬ氧枪在终点提枪时ꎬ由于高于闭氧点后氧枪迅速停止高压供氧ꎬ但由于炉渣起泡ꎬ氧枪喷头未完全脱离渣液活动范围ꎬ形成局部负压ꎬ造成钢水或渣铁吸入氧枪喷头内ꎬ再次下枪因开氧时容易造成回火烧坏氧枪内管导致漏水ꎮ4.2㊀氧枪开氧和关氧程序的优化改进原吹炼自动化控制模式为:选择 吹炼模式 ң满足一切吹炼联锁条件ң选择选择 自动模式 ң选择 自动下枪 ң氧枪进入转炉ꎬ枪位位置编码器到达开氧点(3240mm)ꎬPLC自动打开氧气切断阀ꎬ开始供氧ң过程吹炼ң确认结束吹炼ꎬ选择 自动提枪 ң氧枪上升ꎬ枪位位置编码器到达闭氧点(3040mm)ꎬPLC自动关闭氧气切断阀ꎮ重新设计吹炼自动化控制模式为:选择 吹炼模式 ң满足一切吹炼联锁条件ң选择 自动模式 ң选择 自动下枪 ң氧枪进入转炉ꎬ枪位位置编码器到达 开氮点 (4500mm)ꎬPLC自动打开氮气切断阀ꎬ开始供氮ң氧枪继续下降ꎬ枪位位置编码器到达开氧点(3240mm)ꎬPLC自动打开氧气切断阀ꎬ然后切断氮气切断阀ң开始供氧-过程吹炼-确认结束吹炼ꎬ选择 自动提枪 ң氧枪上升ꎬ枪位位置编码器到达闭氧点(3040mm)ꎬPLC自动打开氮气切断阀ꎬ然后关闭氧气切断阀ң氧枪继续上升ꎬ到达 闭氮点 (4550mm)ꎬPLC自动关闭氮气切断阀ꎮ4.3㊀氧枪开氧和关氧程序的优化改进后效果程序修改后确保了氧枪氧气关闭同时氮气开启㊁下枪开氧点动作之前氮气开启ꎬ使氧枪在炉内下枪与提枪全过程都保持正压ꎬ有效杜绝了钢水与渣铁进入氧枪喷头内ꎬ消除了回火烧损氧枪的隐患ꎮ5㊀结语九江钢铁炼钢厂通过对120t转炉氧枪设备本体安全的参数优化和应用改进ꎬ达到较好的使用效果ꎬ在各种冶炼条件下都得到了证实ꎬ完全适合九江钢铁炼钢厂原材料及操作条件ꎬ并实现了化渣快㊁喷溅少㊁操作稳定㊁安全性较高等良好的效果ꎮ参考文献:[1]㊀吴凤林ꎬ蔡扶时.顶吹转炉氧枪设计[M].北京:冶金工业出版社ꎬ1982:15 ̄22.[2]㊀李新林ꎬ刘海强ꎬ张振申.120t转炉氧枪喷头设计与应用[J].河南冶金ꎬ2006(04):36 ̄38.[3]㊀万真雅ꎬ薛立基.钢铁冶金设计原理(下册)[M].重庆:重庆大学出版社ꎬ1992:20 ̄43.[4]㊀王雅贞ꎬ李承祚.转炉炼钢问答[M].北京:冶金工业出版ꎬ2003:94 ̄113.[5]㊀陈木金.提高转炉氧枪枪龄的分析与应用[J].福建冶金ꎬ2017(05):20 ̄23.[6]㊀房晓亮.转炉炼钢氧枪抢位控制研究[J].炼钢ꎬ2017(01):8 ̄9.[7]㊀刁兴武.转炉氧枪粘钢原因及解决方案[J].黑龙江冶金ꎬ2011(01):31 ̄32.[8]㊀王克生.转炉氧枪工艺参数改进与应用实践[J].现代冶金ꎬ2010(02):38 ̄39.[9]㊀李炳源.转炉氧枪的选取与使用[J].炼钢ꎬ2003(03):46 ̄47.[10]㊀刘玉生ꎬ孙晓娟ꎬ杨晓江ꎬ等.转炉氧枪喷头工艺参数的优化与改进[J].山西冶金ꎬ2006(02):64 ̄66.收稿日期:2019 ̄05 ̄24作者简介:段秋萍(1974 ̄)ꎬ男ꎬ江西省萍乡市(县)人ꎬ助理工程师ꎬ本科ꎮ主要从事工作:钢铁冶金技术ꎮ11第1期㊀㊀㊀㊀㊀㊀㊀㊀㊀段秋萍:120吨转炉氧枪设备本体安全参数优化和应用改进㊀㊀㊀㊀㊀。
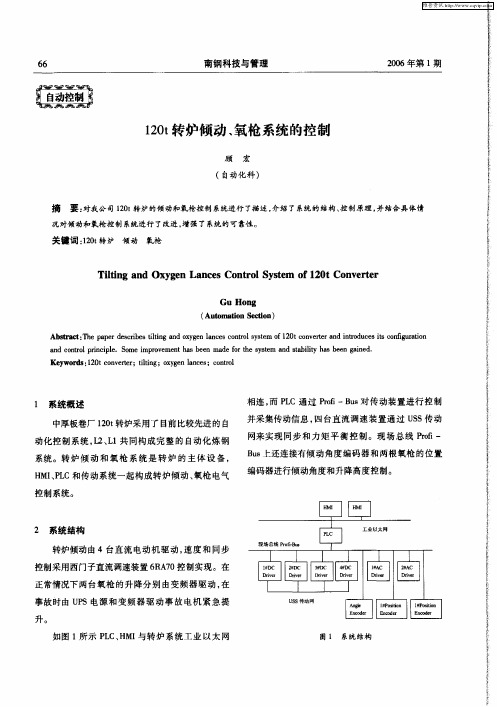
120t转炉倾动、氧枪系统的控制
维普资讯
20 年第 1 06 期
3 系统控 制原 理 3 1 倾 动 系统 .
3 11 主从控制 ..
南钢科技与管理
3 13 转炉倾 动速度 控制 ..
6 7
转炉冶炼工艺过程转动 角度及 速度控 制范 围见
表 1 。
l
图 2 倾 动速 度给定与 高低 速 区范 围关 系
3 2氧枪 系统 . 每座转炉 配置两套 氧枪 系统 , 原设 计一用 一备 , 后为了减少枪体粘渣改为一 根枪吹炼一 根枪溅渣 护
炉 。在正 常情 况 下氧枪 由两 台变频 装置 驱 动 , 可 并 交叉切换 , 在事故 状态下 工作 枪可 由 U S通 过一 台 P 小功率变频 器驱 动事故 电机紧急提升 。
分合闸控制 , 确认有 关连 锁信 号如 润滑 、 并 冷却 水 、
氧副枪 位置等 正常 与否 , 用 Po —B s 场总 线 利 r i f u现 P C能够及时获得有关传动装 置的状 态和实 时数据 L 如速度 、 电流 、 转矩 等和倾 动角度 信息 , H 上 就 在 MI 可以实时监视这些数据 。 转炉倾动速度给定 与高低 速 区范 围关 系和加减 速曲线见图 2 。
维普资讯
南钢科技与管理
20 06年第 1 期
10 转炉倾动 、 2t 氧枪 系统 的控制
顾 宏
( 自动化科 )
摘 要 : 对我公司10转炉的倾动和氧枪控制系统进行 了 2t 描述 , 介绍了系统的结构、 控制原理, 并结合具体情
况对倾动和氧枪控 制 系统进 行 了改进 , 增强 了系统的可靠性 。
6 A 0控制实现 , R7 每台电动机上有一 个速度 编码器 ,
120吨氧气顶吹转炉使用、维护、检修三大规程

120吨氧气顶吹转炉使用、维护、检修规程目录1、主要技术参数 (3)2、使用规程 (6)3、维护规程 (23)4、检修规程 (25)120吨氧气顶吹转炉1、主要技术参数1.1 转炉公称容量:120t平均出钢量:125t最大出钢量:135t炉壳外径:6400mm炉子全高:13600mm炉口直径:Φ2900mm倾动形式:全悬挂四点啮合柔性传动倾动速度:9-1.05 r/min倾动角度:正逆360°(或±360。
)驱动方式:交流变频调速最大工作倾动力矩:2100kNm倾动电机(4台):YZPBF355L1-10制动器(4台):YWB500-1250额定制动力矩:2000 N.m推动器:ytd/ed1250-60悬挂减速机:分减速机(4台)供氧系统1.2 氧枪氧枪外径:~ 273 mm氧枪长度:~18 000 mm喷嘴型式:4孔拉瓦尔吹炼氧气压力:1.0~1.2 MPa烘炉氧气压力:0.4 MPa冷却水流量:220 m3/h冷却水压力:1.0~1.2 MPa冷却水入口温度:≤35 ℃氧枪喷头设计平均寿命:200次1.3氧枪升降及横移装置的主要参数提升负荷:~6 t升降速度:高速:40 m/min,低速:4 m/min 升降行程:17700 mm驱动电机:110kW(交流变频)事故提枪电源:UPS电源,速度:4 m/min横移速度:4 m/min横移行程:4000 mm横移马达:2×1.1 kW1.4活动烟罩提升装置提升能力:10t提升行程:500 mm提升速度:3.7 mm/min电机:YZR200L-8/15KW/B3/H级制动器:YW315-500-600-WC.HR 制动力矩:600Nm 卷筒直径:500mm减速机:TRZ600-320.3-110C 减速比:320.3 1.5炉前挡火门技术规格型式:双扇侧开移动门下部分轨道形式:方钢驱动方式:电动走行式走行速度:16.4 m/min走行距离: 5.5 m(每扇)减速机:HNM20B-80-5.5 减速比:i=80电机功率: 5.5 kW×2结构型式:内挂铸铁板门上设有看火门和取样门。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
120t转炉氧枪过程控制杨锋,韩继金(济南钢铁集团总公司自动化部,山东济南 250101)摘要:介绍了济钢第三炼钢厂120t转炉氧枪的CRT上位计算机操作、PLC逻辑控制及自动升降枪定位吹炼等。
实践证明,氧枪过程控制系统的应用,保证了氧枪运行的安全、可靠、稳定、准确,实现了氧枪吹炼过程控制的基础自动化。
关键词:氧枪;过程控制系统;PLC;连锁保护;定位吹炼中图分类号:TF345.05 文献标识码:BLance Process Controlling of 120t BOFYANG Feng, HAN Ji-jin(The Automation Department of Jinan Iron and Steel Group, Jinan 250101, China)Abstract:The lance CRT operation, PLC logistic control and automatic orientation control etc is introduced. The application of lance process control system at No.3 steel making plant of Jigang has ensured the running of the lance safely, reliably, steadily and exactly, and has realized the basic automation of lance blowing process controlling.Keywords:lance;process control system;programmable logic controller;blocking protection;location blowing氧枪是转炉的关键设备之一,由于氧枪系统工艺复杂、操作繁琐、连锁保护多,因此,氧枪运行的安全性、可靠性、稳定性、操作简便及氧枪定位的准确是氧枪冶炼的先决条件。
氧枪的控制必须体现上述特点,解决以上问题是氧枪控制的关键。
1 氧枪系统工艺概述济南钢铁集团总公司第三炼钢厂(简称济钢第三炼钢厂)120t转炉有两套氧枪升降设备,各自有独立的升降、横移装置,且可互为备用,以便于维护检修,保证生产的连续。
2台升降小车分别装在2台横移换枪小车上。
1台处于工作位置时,另1台处于等待备用位置,每台都各有独自的驱动装置。
氧枪设有换枪小车定位锁紧装置。
当横移小车停在炉子中心工作位置后,启动电液缸定位锁紧装置,将其顶杆推入横移小车定位槽中,横移小车对中,使氧枪固定在吹炼口。
升降小车由交流变频电机驱动卷扬升降,氧枪升降过程中可控制速度变化。
横移车行走采用交流电动机驱动。
氧枪升降用变频电动机由A-B变频调速柜供电(变频调速柜电源由正常电源和UPS电源配合提供,保证在正常电源失电时由UPS电源实现紧急提枪操作),抱闸电动机和氧枪控制电源由UPS供电,其余设备均由MCC供电,电压等级为AC380V。
2 氧枪的控制2.1 工艺要求氧枪要能自由升降,并有高、低速选择,能准确地停止在规定的位置上,要求有较高的定位精度和可靠的安全性能。
氧枪提升下降速度应按照氧枪速度曲线进行,但机旁操作时不受速度曲线控制,在CRT上位机操作画面和机旁操作箱上有高、低速选择,选择高速即按高速40m/min运行,选择低速即按低速4m/min 运行。
2.2 控制原理首先测出本炉次的液面高度,通过模型计算推出其它炉次的液面高度。
然后根据工艺要求设定间隙值(氧枪喷口与液面之间的距离),间隙值与液面高度相加就是氧枪吹炼点的设定位置。
PLC对脉冲编码器发出的脉冲进行计数得出氧枪实际位置,它与设定值比较得出偏差值按速度—偏差控制曲线算出氧枪枪位停止值,控制氧枪升降。
当枪位停止值与实际值的偏差为零时,氧枪停止。
一旦间隙值改变,又出现设定值与实际值的偏差,自动方式下氧枪将自动停在一个新的位置上。
2.3 控制方式氧枪通常有四种控制方式:SDM自动、CRT自动、CRT手动、机旁手动、紧急手动。
SDM自动方式是由L2级计算机通过模型计算出氧枪位置设定值,并给L1级计算机发出枪位控制表,由PLC发控制指令执行枪位表,对氧枪进行自动控制。
CRT自动方式是在主操作台CRT上,由操作人员通过键盘给出氧枪位置设定值(需设定液面高度值,枪位置设定值是指氧枪喷头与液面之间的间隙值),由PLC自动地完成控制操作。
CRT手动方式是操作人员在操作台CRT上,手动操作高/低速、提/降枪操作按钮,由PLC完成氧枪控制。
机旁手动方式为独立于PLC的继电连锁操作,当调试或设备故障检修时可采用机旁手动方式。
紧急手动方式,在操作台上设有“紧急提枪”和“紧急停止”按钮,用于故障紧急处理。
自动方式受氧枪速度曲线控制,SDM自动、CRT自动方式时,氧枪升降速度根据速度曲线自动调整(见图1),CRT手动时,可在CRT上调整氧枪速度。
图1 氧枪升降速度曲线2.4 操作和运行过程氧枪操作有吹炼和换枪两种。
换枪操作只在CRT手动和机旁手动有效。
吹炼操作一般为SDM自动和CRT自动操作,只有在设备故障或出现不正常情况时采用CRT手动方式。
在自动方式冶炼未投入运行前,使用CRT手动方式控制冶炼。
图2 氧枪运行三级连锁控制如图2所示,正常吹炼时,氧枪停在等待位(H0)点,采用SDM自动方式时,由L2级计算机系统根据当前数据分析,自动设定氧枪枪位,然后当条件满足,发出吹炼命令。
用CRT自动方式时,由操作工根据画面显示数据手动设定氧枪枪位,发出吹炼指令。
氧枪接到吹炼指令后,从等待位高速下降,到开闭氧点时,氧气切断阀打开,开始吹氧,氧枪下降到定位变速点(H12)时,减速运行,以低速下降到吹炼位停止,开始吹炼。
如果吹炼过程中有枪位调整命令,氧枪就按照新的枪位调整,继续吹炼,直到氧气量达到设定值或发出提枪指令,氧枪即自动提升。
氧枪由吹炼位高速提升,到上升减速点时自动减为低速,到等待位运行停止,冶炼结束。
氧枪在开闭氧点和工艺下限位之间的位置变化通过程序枪位曲线来实现(来自L2级计算机模型或人工输入枪位表)。
通常情况下,氧枪处于待吹位(H2)。
当需要换枪时,首先提升到氧枪更换位(H0),进行横移台车的交换,而后新氧枪下降,氧枪停在待吹位,等待下枪吹氧的指令。
3 系统的操作权限氧枪控制系统共设两个操作地点,分别为转炉主控室操作(CRT及紧急操作台)、现场操作箱操作。
主控室紧急操作台上设紧急提枪和非常停止按钮。
各操作地点的设定操作权限:(1)现场具有优先操作权,现场操作箱上设置操作权选择开关。
(2)氧枪系统控制同时只能有一个操作点具有操作权。
(3)在主控室操作台操作紧急提枪和非常停止按钮,不受操作地点和操作权的约束。
遵循“停止优先”的原则,即按下“非常停止”按钮,机械制动器投入,氧枪立即停止升降。
(4)设备运行中,不能进行操作地点选择。
4 氧枪运行连锁保护方案氧枪运行的连锁保护主要有:氧枪定位连锁、电气连锁和仪表信号提枪连锁。
4.1 氧枪关键枪位的控制在氧枪关键枪位的控制上,采用三级定位控制(见图2),即行程开关控制、编码器枪位控制、主令控制器控制。
三信号并行,以先到信号为主,增加定位的准确性和控制可靠性。
每台氧枪提升卷扬装置上都配有编码器和主令控制器,编码器用于确定枪位和枪位高度的显示。
主令控制器取12个接点做为氧枪升降行程的补充限位,用于氧枪的连锁保护。
以上信号送入PLC。
(1)行程开关控制:工作氧枪升降导轨上设有4个行程开关,从上至下分别为:氧枪换枪超限位(HH)、氧枪换枪位(H0)、氧枪待吹位(H2)、设备下限位(LL)。
(2)脉冲编码器控制:使用德国图尔克E+H增量型旋转编码器,DC24V,1024脉冲/转。
氧枪升降行程由旋转编码器通过脉冲计数检测来实现。
为克服换枪、氧枪长度发生变化或钢丝绳长度伸缩时,产生的检测误差影响定位精度,采用二点校枪修正:当收到换枪位、待吹位限位信号时,PLC将两位置实际高度值输入,并以两高度值作为氧枪运行行程的基准点。
为克服旋转编码器长期运行产生累积初始值误差,采用编码器定位“清零”,当收到换枪位信号时,PLC向高速记数模块发出清零信号,记数模块输入信号清零。
在实际应用中证明,枪位反馈的修正和清零方法的使用,使氧枪枪位控制更可靠,枪位高度标尺的显示更准确,定位精度提高(误差不大于5P脉冲,满足工艺要求)。
依据公式(1):H f -HS-VLS=HJ(1)式中Hf —氧枪实际高度值, Hf=P ×1.006;HS—枪位设定值;P—旋转编码器反馈脉冲数;VLS—钢水液位设定值;HJ—氧枪降枪减速点高度值。
当HJ 与Hf相等时,PLC发出氧枪运行高速变低速指令“A”。
依据公式(2):Hf =HS+VLS+VER(2)式中VER—氧枪停枪经验值。
当氧枪实际高度值Hf等于三值之和时,PLC发出氧枪停止运行指令“B”(参见图3)。
图3 氧枪运行程序流程(3)主令控制器控制:在氧枪升降行程中增设以下12个控制点(见图2):HH:氧枪换枪超限位(机械限位LS1),氧枪换枪位极限共同作用可使氧枪换枪上升时停止在换枪位置。
H0:氧枪换枪位(机械限位LS2),氧枪换枪上升到此位时自动停止。
氧枪横移车可交换位置,实现新旧氧枪的更换。
H1:氧枪升降速度变速点(主令控制器接点SQ-1A),氧枪升降经过此点时,升降速度由高变低(上升时)或由低变高速(下降时)。
H11:下降减速点(主令控制器接点SQ-2A),氧枪下降经过此点时,速度由高变低。
H2:氧枪等待位(机械限位LS3),转炉不吹氧时,氧枪在此处等待。
H21:上升减速点(主令控制器接点SQ-3A),氧枪上升经过此点时,速度由高变低。
H3:氧枪开闭氧点(主令控制器接点SQ-4A),氧枪下降到此点时,氧气切断阀自动打开,氧枪上升到此点时,氧气切断阀自动关闭。
H12:定位变速点,氧枪下降到此点时,速度由高变低。
本高度由PLC根据设定吹炼位计算得出。
H:吹炼位(设定值),氧枪下降到此点时,自动停止吹氧冶炼。
本高度由计算机系统根据当前各系统数据计算给出,或由操作工根据具体情况设定。
H13:下降减速点(主令控制器接点SQ,7A),氧枪调试高速下降到下极限停止时的减速点。
H4:氧枪最低吹氧位(氧枪工艺下限),氧枪枪位设定最低点,枪位设定值不能低于此点,否则设定无效。
LL:氧枪下极限(机械限位LS4),氧枪下降保护极限,氧枪下降经过此点时,自动停止下降。
防止吹氧喷头插入熔池。
在实际应用中证明,以上控制点的投入,增加了氧枪运行的安全性,避免了氧枪运行的失控。
4.2 故障连锁信号的合理投入为保证转炉正常吹炼,在整个吹炼过程中,氧枪控制要具有以下联锁条件:(1)升降卷扬钢丝绳张力不小于4t或不大于1.8t时,报警并停止氧枪上升/下降。