30万吨甲醇联产20万吨醋酸项目
20万吨年甲醇生产装置项目方案
20万吨/年甲醇生产装置项目方案0 前言甲醇以煤化工为基础,也是C1化学的基石,同时又是山西正在推行的汽油代用燃料,甲醇燃料电池则是下一代汽车使用的新能源。
晋中市拥有丰富的煤炭资源,因受环保法规的制约,大量高硫烟煤资源均未得到有效地利用。
而采用水煤浆洁净煤气化工艺可充分利用这些高硫烟煤资源,不会污染环境。
大型化生产装置可降低能耗和生产成本。
在晋中市采用国内具有自主知识产权的工艺技术,利用引进外资,共同开发目前弃置而无法利用的高硫烟煤,生产燃料甲醇或化工甲醇,对拉动晋中市的经济,推动山西省汽车工业和代替汽油的新型汽车能源具有重大意义。
大型化的生产和管理技术也能使晋中市的工业发展水平上一个新台阶。
山西佳新能源化工实业有限公司是国家洁净燃料甲醇汽车示范工程项目承担单位,曾直接参与多项国家有关甲醇燃料方面的软科学项目研究工作。
公司下辖佳新化工厂、国家甲醇汽车示范车队、煤基洁净燃料研究所、山西佳新国际旅行社、寿阳佳新公交公司、昔阳佳新公交公司、阳泉佳新客运公司、佳新汽修厂等多个单位,公司设在晋中市榆次区粮店街61号。
山西佳新公司国家甲醇汽车示范工程车队60台甲醇中巴客车已进行五年的商业化营运示范,单车行驶里程突破40万公里。
公司在甲醇汽车技术性、燃油经济性、环保性等方面为断后的甲醇汽车产业化推广及管理做了大量的研发和探索工作,并按系统工程观点,对甲醇燃料储存、运输、加注、安全卫生等方面形成初步的规范、技术标准和管理制度。
在国内较好地完成甲醇燃料和甲醇汽车由试验示范向产业化示范的转型。
同时,多项企业自主创新的甲醇燃料及汽车应用技术成果得到认可推广或待产业化。
山西佳新公司是国际国内最早将二甲醚作为炊事燃料、替代液化石油气的单位,也是国内最早进行二甲醚替代柴油科技开发工作的单位,现二甲醚装置生产能力4000吨/年,2003年通过技术改造将达到12000吨/年生产规模。
公司经过多年在甲醇燃料方面的探索和实践,基于国家及山西省已形成良好的发展甲醇燃料的政策、环境及其良好的发展前瞻性。
20万吨年醋酐联产醋酸项目建议书(修改稿 )

20万吨/年醋酐联产醋酸项目建议书1. 产品概述及有关技术发展背景作为一类重要的基础有机化工原料,醋酐和醋酸及其下游衍生物产品,被广泛地应用于医药、染料、涂料、粘结剂、合成纤维、轻工、纺织、皮革、农药、炸药、橡胶和塑料、金属加工、食品以及精细有机化学品的合成。
醋酐和醋酸的主要的下游化工产品有醋酸酯类、对苯二甲酸、氯乙酸和醋酸盐等。
醋酸酯类范围极其广泛,包括醋酸乙烯、醋酸纤维素和醋酸烷基酯类等。
其中醋酸纤维素又有一醋酸纤维素、二醋酸纤维素和三醋酸纤维素;醋酸烷基酯类的品种则就更多了。
特别需要提及的是,二醋酸纤维素用于制造香烟过滤咀材料和塑料,三醋酸纤维素用于制造高级感光胶片的片基材料,我国每年一直都在进口大量的二醋酸纤维素烟用过滤咀丝束和高速摄影用三醋酸纤维素片基。
醋酸和醋酐工业合成的起始原料最初是粮食,后来转向矿石、木材、石油、煤炭和天然气。
国外醋酸生产当前采用的有乙醛氧化法、丁烷和轻质油氧化法以及甲醇羰化法。
其中低压甲醇羰化法是1960年代末开发出来的技术上最先进的方法,采用此法生产的醋酸现已占醋酸总生产量的90%以上。
而醋酐的工业生产,目前国际上普遍采用的是乙醛氧化法、烯酮法和羰化法,其中羰化法制醋酐是20世纪70~80年代在低压羰化法制醋酸的基础上发展起来的新工艺,其特点是能耗小、成本低、无污染,有利于大规模生产,用该技术生产的醋酐现在已占到世界总产量的45%以上。
1911年,德国建成第一套乙醛氧化合成醋酸的工业装置。
1952年,美国Celanese公司开发了低碳烷烃氧化生产醋酸的方法。
1960年,德国BASF公司开发了钴/碘催化剂体系的高压高温由甲醇羰基合成醋酸的工艺。
1968年,Monsanto公司发现了用于甲醇羰基合成醋酸的高活性、高选择性的铑系催化剂,并于1970年在美国Texas州建成13.5万吨/年的低压羰基合成醋酸的工业化生产装置。
1983年,美国Eastman-Kodak公司所属的Tennesse公司与Halcon公司合作,在美国Kingsport建成世界上最大的羰基合成醋酐工业装置,生产能力为22.7万吨/年醋酐。
居安思危“危”自少 有备无患“患”自除

居安思危“危”自少有备无患“患”自除“一切事故都是可以预防的”,这是安徽华谊的安全理念,正是秉持了这一理念,自试生产的一年多来,公司所有员工包括承包商在内未发生一起人身伤害事故甚至是可记录伤害事件。
在这里,先进的生产装置、领先的工艺技术、现代化的管理手段的确让人感到赞叹。
“不让一名员工受到伤害,不让一滴污水流入长江”,这是公司戴文涛总经理提出的安全环保工作目标,以先进企业为标杆,拒绝因为安全、环保工作的失误让众人期许的眼光造成转变。
理念的渗透到了工作的每一个环节,因为安全不仅是一种目标要求,也是一种生活和工作的方式。
安徽华谊正是在做好工艺设备本质安全、强化安全管理的道路上健步向前。
一、良好的安全文化和高的安全意识,培训是基础企业的安全离不开文化的建立,文化的建立必须有安全意识的提高,培训是提高和转变人员安全意识最有效的手段。
国家安监总局孙华山副局长在解读44号令是说“培训不到位是最大的安全隐患”。
计划、培训、考核、考评,是培训的基本方式和手段,而公司在自我安全培训体系的基础上,逐步对标,狠抓落实安全培训。
每年年初时,公司都会组织进行全员安全教育培训和签订安全承诺书。
培训内容囊括了最新法规、公司安全、环保、消防、职业卫生、现场管理、隐患排查治理现状等方面,确保每一名员工都经历培训后都能得到有效的提升。
二、本质安全的保证,设备设施是关键培训能改变思考的导向性,而本质安全的保证则需要安全设施、装备系统的支撑。
自项目建设到投产运行,安全的专项投入一直是公司的保证,采用最好的设备、最先进的工艺、最完备的防护用品。
我们配备了最先进的DCS、ESD系统、253套现场在线气体检测设备、稳高压的消防水/泡沫系统、火灾报警系统等等。
投入与产出成正比,设备的先进使得基础的故障得到合理的避免。
随着设备的不断运行,高温、高压、腐蚀环境存在的设备也会出现这样或那样的问题,所以对设备的管理就显的尤为重要。
对生产过程中存在的安全设备缺陷,公司都认真对待,专业技术人员对口负责,在第一时间内进行整改。
陕西主要化工企业

陕西化工就业网站企业1.陕西陕焦化工有限公司地址:富平县梅家坪镇产品及规模:目前注册资本7.4亿元,总资产30亿元,拥有200万吨冶金焦、20万吨甲醇及10万吨化工产品的综合生产能力,年产值将达40亿元。
荣誉:主要产品“陕焦牌”冶金焦2005年被陕西省政府授予“陕西省名牌产品”,焦油、粗苯等化工产品也荣获省优质产品荣誉称号,产品畅销全国各地。
发展战略:“三步走”即:第一步投资2亿元完成7万吨合成氨项目;第二步力争投资20多亿元完成60万吨煤焦油加工项目;第三步力争投资10多亿元完成13万吨炭黑和3万吨精萘加工项目。
2.蒲城清洁能源化工有限责任公司厂址:位于陕西省渭南市蒲城县城东南约14公里的平路庙渭北煤化工园区发展战略:规划建设540万吨/年甲醇、200万吨/年烯烃项目,分三期建成。
正在建设的一期180万吨/年甲醇70万吨/年聚烯烃项目属陕西“十二五”重点建设项目。
一期项目投资约180亿元人民币,计划2013年竣工试生产。
建成投产后,年均销售收入63亿元,年均净利润15亿元,年均税收贡献11.5亿元。
3.新兴能源科技有限公司办公地点:西安高新区腾飞创新中心产品及规模:与中国科学院大连化学物理研究所及洛阳石油化工工程公司合作开发甲醇制取低碳烯烃(DMTO)工业化试验技术。
2006年8月DMTO工业化试验取得成功,装置规模和技术指标均处于国际领先水平。
4.黄陵矿业集团有限责任公司厂址:黄陵县店头镇产品及规模:“以煤炭开采为主体,以煤化工为主导,大力发展循环经济”的“十二五”战略发展规划,开发建设黄陵矿区煤化工循环经济园区,投资100亿元,建设4×98万吨焦化项目、100万吨甲醇、煤焦油、粗笨、电石等化产项目、2×300MW煤矸石发电项目和1亿块蒸压免烧砖项目,构建煤炭开采、洗选加工、煤化工、铁路运输、发电、建材等六大产业板块,延伸产业链条,着力打造煤、化、电、路综合发展的全国一流的循环经济园区。
年产10万吨甲醇羰基化制醋酸工艺流程
年产10万吨甲醇羰基化制醋酸工艺流程1. 原料准备:甲醇和一氧化碳是制备醋酸的主要原料。
首先经过脱硫处理,去除其中的硫化物。
然后进入预处理设备,调整其比例,准备进入反应器。
2. 反应器反应:原料进入反应器,添加催化剂,进行甲醇和一氧化碳的羰基化反应,生成乙酸甲酯。
这是一个高温高压反应,需要严格控制反应条件,保证产物的质量和产率。
反应后得到混合物。
3. 分离精馏:通过精馏技术,将混合物进行分离,得到醋酸甲酯和未反应的甲醇和一氧化碳。
这些未反应物料可以循环利用,提高原料的利用率。
4. 气相吸附:将反应器废气中的有机物通过气相吸附装置进行吸附去除,以减少有机废气的排放对环境的影响。
5. 醋酸甲酯酯化:将得到的醋酸甲酯进行水解反应,生成醋酸和甲醇。
这一步是去除醋酸甲酯中的甲醇,以获得纯度更高的醋酸。
6. 精制产品:通过再次精馏和冷凝,得到高纯度的醋酸产品。
7. 产品储存:最后,将得到的醋酸产品储存至成品仓库,待包装和销售。
以上便是年产10万吨甲醇羰基化制醋酸的工艺流程。
在整个工艺过程中,需注意安全生产、环保等方面,确保产品质量和工艺稳定性。
很荣幸继续为您描述制备醋酸的工艺流程。
下面我们将详细说明剩余的步骤。
8. 废水处理:制备醋酸的生产过程中产生大量废水,其中包含有机废水和含有盐类化合物和杂质的废水。
废水处理是非常关键的部分,以确保环境不受污染,符合相关的排放标准。
废水通常需要经过中和、沉淀、过滤、生物处理等步骤,最终达到排放标准允许的水质。
9. 能源回收:在制备醋酸的工艺中,反应所需的热能和蒸汽通常会通过余热锅炉或热交换器进行回收和循环利用。
这有助于降低生产成本,节约能源资源,并减少对环境的影响。
10. 环保设施:在整个工艺流程中,应该配备相关的环保设施,包括废气处理装置、废水处理设施等,以符合国家环保法规要求,确保工厂的环保效益。
11. 运输和储存:醋酸是一种易燃易爆的化学品,因此在运输和储存过程中,必须符合相关的安全标准,包括适当的包装、标识和储存条件。
我国甲醇拟在建项目
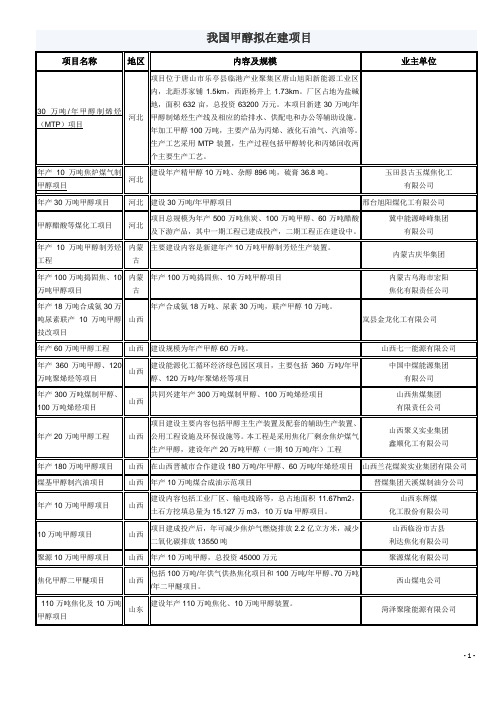
我国甲醇拟在建项目项目名称地区内容及规模业主单位30万吨/年甲醇制烯烃(MTP)项目河北项目位于唐山市乐亭县临港产业聚集区唐山旭阳新能源工业区内,北距苏家铺1.5km,西距杨井上1.73km。
厂区占地为盐碱地,面积632亩,总投资63200万元。
本项目新建30万吨/年甲醇制烯烃生产线及相应的给排水、供配电和办公等辅助设施。
年加工甲醇100万吨,主要产品为丙烯、液化石油气、汽油等。
生产工艺采用MTP装置,生产过程包括甲醇转化和丙烯回收两个主要生产工艺。
年产10万吨焦炉煤气制甲醇项目河北建设年产精甲醇10万吨、杂醇896吨,硫膏36.8吨。
玉田县古玉煤焦化工有限公司年产30万吨甲醇项目河北建设30万吨/年甲醇项目邢台旭阳煤化工有限公司甲醇醋酸等煤化工项目河北项目总规模为年产500万吨焦炭、100万吨甲醇、60万吨醋酸及下游产品,其中一期工程已建成投产,二期工程正在建设中。
冀中能源峰峰集团有限公司年产10万吨甲醇制芳烃工程内蒙古主要建设内容是新建年产10万吨甲醇制芳烃生产装置。
内蒙古庆华集团年产100万吨捣固焦、10万吨甲醇项目内蒙古年产100万吨捣固焦、10万吨甲醇项目内蒙古乌海市宏阳焦化有限责任公司年产18万吨合成氨30万吨尿素联产10万吨甲醇技改项目山西年产合成氨18万吨、尿素30万吨,联产甲醇10万吨。
岚县金龙化工有限公司年产60万吨甲醇工程山西建设规模为年产甲醇60万吨。
山西七一能源有限公司年产360万吨甲醇、120万吨聚烯烃等项目山西建设能源化工循环经济绿色园区项目,主要包括360万吨/年甲醇、120万吨/年聚烯烃等项目中国中煤能源集团有限公司年产300万吨煤制甲醇、100万吨烯烃项目山西共同兴建年产300万吨煤制甲醇、100万吨烯烃项目山西焦煤集团有限责任公司年产20万吨甲醇工程山西项目建设主要内容包括甲醇主生产装置及配套的辅助生产装置、公用工程设施及环保设施等。
本工程是采用焦化厂剩余焦炉煤气生产甲醇,建设年产20万吨甲醇(一期10万吨/年)工程山西聚义实业集团鑫顺化工有限公司年产180万吨甲醇项目山西在山西晋城市合作建设180万吨/年甲醇、60万吨/年烯烃项目山西兰花煤炭实业集团有限公司煤基甲醇制汽油项目山西年产10万吨煤合成油示范项目晋煤集团天溪煤制油分公司年产10万吨甲醇项目山西建设内容包括工业厂区、输电线路等,总占地面积11.67hm2,土石方挖填总量为15.127万m3,10万t/a甲醇项目。
年产20万吨煤制醋酸的工艺过程设计
分类号: TQ54 单位代码: 108密级:一般学号:1080709014023本科毕业论文(设计)题目: 20万吨/年煤制甲醇工艺过程设计专业:化学工程与工艺(煤化工方向)姓名:刘志琴指导老师:高晓明职称:讲师答辩日期:二O一三年五月二十五日延安大学学士学位论文原创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
除文中已经注明引用的内容外,本论文不含任何其他个人或集体已经发表或撰写过的作品成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律结果由本人承担。
作者签名:日期:关于论文使用授权的说明学位论文作者完全了解延安大学有关保留和使用学位论文的规定,即:本科生在校攻读学士学位期间论文工作的知识产权单位属延安大学,学生公开发表需经指导教师同意。
学校有权保留并向国家有关部门或机构送交论文的复印件,允许学位论文被查阅和借阅;学校可以公布学位论文的全部或部分内容,可以允许采用影印、缩印或其它复制手段保存、汇编学位论文。
保密论文注释:本学位论文属于保密范围,在 2 年解密后适用本授权书。
非保密论文注释:本学位论文不属于保密范围,适用本授权书。
作者签名:日期:导师签名:日期:20万吨/年煤制甲醇工艺过程设计摘要:甲醇是重要的有机化工产品与原料,替代燃料已成为一种必然趋势,甲醇的需求大幅度上升。
本论文进行了20万t/a的煤制合成气合成甲醇的设计。
通过对各工艺流程各方法进行对比分析,采用了干粉煤气流床气化工艺造气,低温甲醇洗工艺净化合成气体,低压下利用列管均温合成塔合成甲醇,三塔精馏工艺精制甲醇工艺过程,并对各工艺过程进行了物料衡算、热量衡算、工艺论证以及主要设备的选型计算。
此外本论文以减少投资为原则,充分利用废热,降低能源消耗。
关键词:煤炭气化;合成气;甲醇合成;工艺流程;物料衡算;热量衡算The Design of Process of 200000 Tons/Annum Methanol Abstract:Methanol was the organic chemical products and important raw materials. The demand of methanol was greatly increased due to alternative fuels has become an inevitable trend. This paper is the design of process of 200000 t/a methanol synthesized by coal synthesis gas. Comparated to synthesis process of methanol, the gas flow bed was selected, the low-temperature methanol wash process purification of synthesis gas, tubular average-temperature reaction was utilized to synthesize methanol keeping in low pressure, the rectification craft of three towers was utilized to rectify methanol, and the process of the selection calculation of material balance, heat balance, technology demonstration and main equipment. In addition, the principle of the design in line with reducing the investment, fully utilize used heat, reducing energy consumption.Keywords: coal gasification; synthesis gas; methanol synthesis; process flow; material balance; heat balance目录第一章总论 (1)1.1概述 (1)1.1.1甲醇性质 (1)1.1.2甲醇用途 (1)1.2设计的目的和意义 (2)1.3 设计的依据 (2)1.3.1设计题目 (2)1.3.2设计的基础资料 (2)1.4设计任务 (2)1.5原料煤规格 (2)第二章工艺流程的确定 (3)2.1煤气化技术路线的选择 (3)2.1.1固定床气化 (3)2.1.1流化床气化 (3)2.1.3气流床气化 (3)2.2 净化工艺方案的选择 (4)2.2.1低温甲醇洗技术 (4)2.2.2 NHD技术 (5)2.2.3低温甲醇洗与NHD工艺的比较 (5)2.3 合成甲醇工艺的选择 (5)2.3.1反应器的选择 (6)2.3.2催化剂的选用 (6)2.4粗甲醇的精馏 (7)2.4.1精馏原理 (7)2.4.2精馏工艺的选择 (8)第三章工艺流程 (11)3.1干煤粉气流床气化工艺流程 (11)3.2净化装置工艺流程 (12)3.3甲醇合成工艺流程 (12)3.4甲醇精馏工艺流程 (13)第四章工艺计算 (15)4.1物料衡算 (15)4.1.1精馏工段 (15)4.1.2合成工段 (15)4.1.3变换净化工段 (21)4.1.4气化工段 (23)4.2能量衡算 (24)4.2.1煤发电量 (24)4.2.2合成塔的热平衡计算 (24)第五章主要设备的计算和选型 (27)5.1甲醇合成塔的设计 (27)5.2气化炉的选型 (28)第六章总结 (29)6.1物料衡算结果总结 (29)6.2能量衡算结果总结 (29)6.3主要设备计算与选型结果总结 (29)参考文献 (30)致谢 (31)第一章总论1.1概述1.1.1甲醇性质甲醇俗称木醇,分子式CH3OH。
甲醇羰基化制备醋酸汇总
甲醇羰基化制备醋酸汇总甲醇羰基化技术研究现状1.法国以外低压甲醇羰基化合成研究进展1.1monsanto(孟山都)工艺碘化铑为催化剂,工艺条件温和(3.4mpa),收率较高(甲醇对醋酸选择性到达99%以上),生产成本低。
二十世纪八十年代以来,世界各国新建的醋酸装置基本上都已经采用了低压甲醇羰化合成法。
该法在经济上是具有较强的竞争力,目前,甲醇羰基化法(mc)已成为醋酸生产的主流技术,生产的醋酸己占到全球醋酸生产量的65%以上。
缺点:铑价格昂贵,铑回收系统成本高,步骤复杂。
改进后的工艺包括塞拉尼斯公司的aoplus工艺和BP公司的cativa工艺,规模为50万吨/年。
1.2bp公司cativa工艺优点:由于铱的价格明显低于铑,因此在经济上更具竞争力;铱催化体系的活性高于铑催化体系;反应副产物少。
该工艺于1995年底在德克萨斯州斯特林市公司实现工业化。
通过新工艺改造,装置产能由28万T/A提高到45万T/A。
1997年第三季度,在韩国蔚山的BP/三星合资工厂,该工艺被用于改造原有工厂,生产能力从21万吨/年增加到35万吨/年。
此外,BP在英国的甲醇羰基化制乙酸工厂于1998年改为cativa工艺,产能增加10万吨/年。
2.低压甲醇羰化合成法国内研究进展:西南化工研究设计院开展了甲醇羰基化制醋酸的技术研究研发最终以产量为20万吨/年的醋酸工业装置工艺软件包完成设计。
该甲醇液相低压羰化合成醋酸的新工艺已向兖矿集团进行技术转让,建设了20万吨/年的醋酸装置。
表2-1中国典型羰基化醋酸主要生产装置工艺条件3工业应用与投资3.1兖矿国泰化工有限公司兖矿集团为了调整产业结构,与美国国泰煤化控股有限公司合资建设的大型高科技煤化工企业,省重点工程、中国化工行业技术创新示范企业。
公司采用了煤、电、化多联产架构生产工艺,含有二项国家“863”课题及多项自主创新技术,投资总额50亿元,规划后续投资超过210亿元。
现生产能力为年产60万吨醋酸、30万吨甲醇、10万吨醋酸乙酯、联产80mw发电,年销售收入32亿元,利税12亿元。
年产万吨甲醇羰基化制醋酸工艺流程
年产万吨甲醇羰基化制醋酸工艺流程一、引言醋酸是一种广泛使用的有机化合物,在化工、制药、食品等领域都有重要应用。
甲醇羰基化制醋酸是一种常见的工艺流程,能够高效地将甲醇转化为醋酸。
本文将介绍年产万吨甲醇羰基化制醋酸的工艺流程,以及主要设备和反应条件。
二、工艺流程1.甲醇蒸汽制备首先,甲醇通过蒸汽加热器加热,将甲醇转化为甲醇蒸汽。
加热器中的甲醇将通过加热管道,使其温度升高至蒸汽化温度。
2.羰基化反应将甲醇蒸汽与氧气进行反应,得到中间产物甲醇羰基。
这一步反应需要使用催化剂进行催化反应,常用的催化剂包括各种金属催化剂。
反应后,产物经过蒸汽冷凝器冷却,并得到甲醇羰基。
3.甲醇羰基水解甲醇羰基经过水解反应,生成醋酸。
这一步需要调整反应温度和pH 值,以促进反应进行。
常用的水解剂为硫酸,可以使反应更加迅速和高效。
4.醋酸分离与精制经过前几个步骤后,得到的醋酸和一些未反应的原料将进入分离器中。
通过蒸馏和分离技术,可以将醋酸从其他组分中分离出来。
此外,还需要进行醋酸的精制,去除杂质和不纯物质,以得到高纯度的醋酸。
三、主要设备1.蒸汽加热器用于将甲醇加热至蒸汽化温度的设备。
蒸汽加热器采用热交换技术,使甲醇能够快速达到所需温度,并转化为甲醇蒸汽。
2.反应釜用于进行甲醇羰基化反应的设备。
反应釜采用高压容器设计,能够提供适宜的反应条件,如温度和压力,并配备催化剂,以促进甲醇与氧气的反应。
3.蒸汽冷凝器用于冷却甲醇羰基产物并将其转化为液体甲醇羰基。
蒸汽冷凝器采用冷却水循环系统,能够有效地降低产物温度,并将产物分离出来。
4.水解反应器用于甲醇羰基水解反应的设备。
水解反应器采用恒温搅拌技术,能够保持恒定的温度和pH值,以加速水解反应的进行。
5.分离器用于将醋酸从其他组分中分离出来的设备。
分离器采用蒸馏和分离技术,能够根据不同的沸点和相对挥发性,将醋酸从混合物中提纯出来。
四、反应条件1.反应温度:羰基化反应温度通常在300-400°C之间,水解反应温度通常在100-150℃之间。
国内各种气化炉分布及业绩

四喷嘴对置式水煤浆气化炉
序号
公司名称
产品
气化炉台数
单炉日处理煤量(T/d)
所处区域
备注
1
安徽华谊化工有限公司
60万吨/年甲醇
3
1500
安徽无为
2012.1投产
2
兖矿国泰化工有限公司
甲醇&发电
3
1150
山东滕州
2005.10投产
3
华鲁恒升化工有限公司一期
二甲醚
2
NA
内蒙古鄂尔多斯准格尔旗
24
内蒙伊泽矿业投资公司
甲醇
1
NA
内蒙古鄂尔多斯
25
神华宁夏煤业集团
甲醇
2
NA
宁夏银川
26
新疆奎屯锦江化工公司
合成氨&尿素
1
NA
新疆奎屯
27
陕西中化益业能源投资公司
60万吨/年甲醇
1
NA
陕西榆林
28
内蒙古三维煤化工科技公司
20万吨/年甲醇
1
NA
内蒙古鄂尔多斯准格尔旗
所处区域
17
中石化南京化工公司
CO&甲醇
2
1400
江苏南京
18
中石化金陵化工公司化肥厂
H2&合成氨
3
2100
江苏南京
19
华鲁恒升(原德州化肥厂)
合成氨
1
1400
山东德州
20
兖矿集团国宏化工公司
甲醇
3
1000
山东兖州
21
甘肃华亭中煦化工公司
甲醇
甲醇制醋酸工艺简介及国内发展状况

醋酸主要生产工艺BP Cativa工艺BP公司是世界最大的醋酸供应商,世界醋酸生产的70%采用BP技术。
BP公司1996年推出Cativa技术专利,Cativa工艺采用基于铱的新催化剂体系,并使用多种新的助剂,如铼、钌、锇等,铱催化剂体系活性高于铑催化剂,副产物少,并可在水浓度较低(小于5%)情况下操作,可大大改进传统的甲醇羰基化过程,削减生产费用高达30%,节减扩建费用50%。
此外,因水浓度降低,CO 利用效率提高,蒸汽消耗减少。
■塞拉尼斯AO Plus工艺塞拉尼斯公司也是世界上最大的醋酸生产商之一。
1978年,赫斯特-塞拉尼斯公司(现塞拉尼斯公司)在美国得州克莱尔湖工业化投运了孟山都法醋酸装置。
1980年,塞拉尼斯公司推出AO Plus法(酸优化法)技术专利,大大改进了孟山都工艺。
AO Plus工艺通过加入高浓度无机碘(主要是碘化锂)以提高铑催化剂的稳定性,加入碘化锂和碘甲烷后,反应器中水浓度降低至4%~5%,但羰基化反应速率仍保持很高水平,从而极大地降低了装置的分离费用。
催化剂组成的改变使反应器在低水浓度(4%~5%)下运行,提高了羰基化反应产率和分离提纯能力。
AO Plus工艺的主要优势是高收率,并降低了投资和公用工程费用,然而,在高碘的环境下易造成腐蚀问题,且最终产品中碘残留量较高,醋酸产品的高碘浓度会引起下游应用中(如用于醋酸乙烯生产)的催化剂中毒。
为解决这一问题,塞拉尼斯又开发了Silverguard工艺,以移除醋酸中的低量碘杂质,使用银金属离子交换树脂可将碘含量降至小于2PPb,而采用传统方法时碘含量一般为10PPm。
塞拉尼斯还推出使用带有金属盐的聚合物树脂,金属盐可与含卤化物溶液中的卤化物杂质反应,并使其生成沉淀。
新方法的特征是可一步有效地移除卤化物杂质,不必再增加蒸馏与回收步骤。
■千代田Acetica工艺UOP和千代田公司也开发了甲醇羰基化工艺,采用多相载体催化剂系统和鼓泡塔反应器。
煤化工甲醇联产醋酸工艺要点分析
煤化工甲醇联产醋酸工艺要点分析摘要:甲醇不仅是重要的基础有机化工产品和原料,而且其在清洁燃料、变压吸附制氢、生物技术等领域也有广阔的应用前景。
发展大型煤制甲醇并进行深加工,是煤化工发展重要路径之一。
本文分析了煤化工甲醇联产醋酸的工艺要点。
关键词:煤化工;甲醇联产醋酸;工艺技术一、甲醇及醋酸概述1、甲醇是一种有机化合物,是最简单的醇类。
甲醇很轻、挥发度高、无色、易燃及有毒。
它是属于非常多见的醇类物质,沸点并不是特别高,达到60℃以上,也是属于无色酒精所挥发的液体,当人体摄入大量的甲醇之后就会有中毒的症状,甚至还会有致死,其实甲醛的应用范围非常广,主要是能够制造甲醛或各种农药,同时也能够为各种有机物的萃取提供帮助,甲醇是由一氧化碳和氢气,通过化学反应而得来的。
2、醋酸也叫乙酸、冰醋酸,化学式CH3COOH,是一种有机一元酸,为食醋主要成分。
纯的无水乙酸(冰醋酸)是无色的吸湿性固体,凝固点为16.6℃(62℉),凝固后为无色晶体,其水溶液中呈弱酸性且蚀性强,蒸汽对眼和鼻有刺激性作用。
二、煤化工制备甲醇与醋酸的工艺流程在煤化生产过程中,通过将煤炭与空气中的氧气在气化炉中进行充分的结合从而制备含有较高浓度CO和氢气浓度的粗煤气,将出气化炉的粗煤气分为3部分:1、一部分与水蒸气进行交换,从而将粗煤气中的一部分CO转换为氢气,从而达到后续制备甲醇所需要的碳氢比。
2、另一部分的粗煤气经过配气后,通过对其进行热回收-净化后,去除粗煤气中所含有的多余的二氧化碳与硫化物,从而生产出甲醇制备所需要的原料气,之后对原料气进行甲醇合成制备生产出甲醇。
3、剩下的粗煤气直接经过热回收-净化后,直接分离出粗煤气中所含有的CO,而后将分离出的CO作为醋酸制备的原料气,将CO于上一环中所生产出的精甲醇在催化剂的作用下完成醋酸的制备。
三、煤化工制备甲醇与醋酸制备中的关键工艺分析1、煤化工制备甲醇与醋酸制备中的空分工艺。
空分工艺主要是分离空气中的02、N2和Ar,空分产品在石油、化工、冶金等行业被广泛应用。
20万吨醋酸技术资料全

SWRDICI 2004.11
第 7页
20万吨甲醇低压羰基合成醋酸技术介绍
我国醋酸消费结构
醋酸乙烯、聚乙烯醇等(20%)
对苯二甲酸(18%)
醋
醋酸乙酯、醋酸丁酯、乙腈等(15%)
酸
消
染料(14%)
费
醋酐(8%)
医药(10%)
其他(15%)
SWRDICI 2004.11
第 8页
20万吨甲醇低压羰基合成醋酸技术介绍
SWRDICI 2004.11
第 21 页
20万吨甲醇低压羰基合成醋酸技术介绍
西南化工研究设计院的蒸发流程工艺
西南化工研究设计院从上世纪七十年代起就开 始进行甲醇羰基合成醋酸的研究开发工作,取得了 大量的研究成果:形成了具有我国自主知识产权的 专利 — 由国家知识产权局授权的“甲醇低压液相 羰基合成醋酸反应方法”(专利号 ZL92108244.1 ), 研究成果于2000年通过了国家石油和化学工业局组 织的鉴定。
• 2. 概况
•
我国醋酸生产过去只有乙烯法、酒精法、乙炔法。20世纪90年代又相继建成了三套羰基合成
法,致使我国醋酸工业的生产结构发生根本的变化。我国现有醋酸生产能力为134.5万吨/年,其中
甲醇羰化法为44万吨,乙烯法为45.5万吨,乙醇法为45万吨。乙炔法因为严重的汞污染已于三年前
停产。
SWRDICI 2004.11
SWRDICI 2004.11
第 17 页
20万吨甲醇低压羰基合成醋酸技术介绍
Celanese低水含量工艺
Celanese 在80年代初期开发成功低水醋酸生产 新工艺。低水含量醋酸技术的核心是在铑系催化剂 中添加高浓度的无机碘化物(主要是碘化锂)以增 强催化剂体系的稳定性,允许反应器中的水含量大 大降低而同时又可保持较高的反应速度,从而使新 工艺的分离成本得以大大降低。在Celanese低水醋 酸生产新工艺中催化剂组成的改变,允许反应器在 低水含量和高醋酸甲酯反应浓度下操作,结果增加 了反应器和分离系统的产能。产品可实现醋酐-醋 酸联产。
年产30万吨甲醇项目可行性研究报告
年产30万吨甲醇项目的可行性报告1 概述甲醇是重要的基础化工原料,在世界范围内的化工产品中,其产量仅次于乙烯、丙烯和苯,居第四位。
广泛用于有机中间体、医药、农药、染料、涂料、塑料、合成纤维、合成橡胶等其它化工生产中,并还用作溶剂和工业及民用燃料等。
目前甲醇用于化工生产的产品达数百种,主要衍生物有:甲醛、甲基叔丁基醚、醋酸、甲胺、二甲醚、甲酸甲酯、硫酸二甲酯、对苯二甲酸二甲酯、甲基丙烯酸甲酯、氯甲烷类、合成燃料等。
2 市场需求预测2.1 国外市场分析2.1.1世界供需情况2008年世界甲醇生产能力达到6859万吨/年,新增1742万吨/年,产量为4162万吨,同比增长3.6%, 平均开工率为60.7%。
世界甲醇消费量为4162万吨。
2008年世界各地区甲醇生产情况见表3.1。
表3.1 2008年世界甲醇供求平衡状况单位:万t/a2.1.2世界生产情况2008年全球甲醇总产能为6859万吨/年,产量4162万吨。
世界最大的甲醇企业是美国Methanex公司,其甲醇生产能力占世界总量的9.3%,生产装置分别在加拿大、智利、新西兰、泰国、多巴哥和美国等地。
MethaneX公司本身的甲醇消费量很少,其产品主要为外销,是世界上最大的甲醇供应商。
甲醇控股(Methanol Holdings)是世界第二大甲醇生产企业,产能占世界总生产能力的 6.4%。
沙特基础工业公司(SABIC)是世界第三大甲醇生产企业,产能占世界总生产能力的4.6%。
表3.2 2008年世界甲醇主要生产企业产能单位:万t/a2.1.3世界消费情况2008年世界甲醇消费构成按地区分,亚洲占46.61%,北美占16.70%,西欧占17.11%,其它占19.58%。
2008年,世界甲醇消费量约4162万吨,亚洲已经成为世界最大的甲醇消费地区。
2008年世界甲醇消费主要用于甲醛、MTBE、醋酸和其它衍生物的生产。
其消费结构为:甲醛占34.6%,MTBE占12.4%,醋酸占9.8%,燃料占7.8%,甲烷氯化物占4.3%,溶剂占3.1%,甲胺占2.9%,其它占24.9%。
甲醇下游产品优质项目简介

甲醇下游产品项目简介近年来,煤化工行业装备、技术大型化日渐成熟,以(CO、H2)为原料生产基本化工原料甲醇国内外产量激增,导致甲醇价格下挫,各地甲醇公司开工负荷局限性,带来了下游产品开发规定,衍生甲醇制甲醛、甲醇制烯烃、甲醇制冰醋酸、二甲醚、醇醚燃料以及这些为原料衍生下游产品成为甲醇公司发展目的。
现简介几种甲醇下游产品:1、甲醛甲醛作为甲醇重要下游产品,开发最早。
随着市场需求量增大,该产品始终方兴未艾,甲醛重要应用酚醛树脂等工程塑料、粘合剂,以及以甲醛为原料乌洛托品、多元醇。
以甲醇为原料合成甲醛办法重要有甲醇氧化脱氢、甲醇单纯氧化和甲醇单纯脱氢。
(1)甲醇氧化脱氢。
惯用工艺路线用精甲醇(粗甲醇)以银为催化剂,由甲醇氧化脱氢生产甲醛,1吨甲醛需0.47吨甲醇。
(2)甲醇单纯氧化。
铁钼法具备反映温度低、催化剂活性和选取性高、寿命长、对毒物不敏感、单耗低、产品浓度高等特点。
但是国内铁钼法无论工艺还是催化剂都依赖从国外引进,严重制约了其在国内推广应用。
四川金象化工股份有限公司简介反映温度300-350℃,并且可以生产50%浓甲醛,催化剂寿命最高可达2年。
(3)当前,甲醇直接脱氢制甲醛工作重点依然是高效催化剂开发,也考虑改进化学工艺,尽量缩短反映过程接触时间,减少副反映发生。
太原理工大学申请专利,甲醇脱氢制无水甲醛。
将上述制备催化剂用于甲醇脱氢制无水甲醛,其工艺条件是:反映温度为700℃,;反映压力为常压,甲醇进料浓度为10%。
在该条件下,甲醇转化率为63.14%,甲醛选取性71.53%,收率45.16%,所得产品中含甲醛75%,含甲醇25%。
尚未见工业化报道。
甲醛溶液继续深加工成多聚甲醛,多用于规定使用无水或低含水甲醛作原料合成品,如树脂、农药等。
天津大学石化技术开发中心参照国外当前最先进生产技术,开发了0吨/年多聚甲醛生产工艺。
甲醛水溶液通过两级真空降膜浓缩,然后聚合,喷射造粒,持续干燥即可制得95%多聚甲醛,1吨95%多聚甲醛消耗约3吨甲醛。
20万吨醋酸项目环境影响报告书

20万吨醋酸项目环境影响报告书
包括:
项目背景、项目的主要建设内容(项目条件、技术指标、环境影响及预防控制措施)、项目的环境影响评价内容(评价方法、影响程度及分析)、评价结论及建议(中短期环境影响及环境管理措施)的相关内容。
一、项目背景
深圳市XX化工有限公司是成立于1994年的全资化工企业。
公司投资建设了一个20万吨/年的醋酸项目,年产值可达22亿元,是一个省级重点骨干工程。
该项目建设规模较大,可以满足本地经济发展需求,提高本地产业结构,实现经济转型升级。
二、项目建设内容
(1)项目条件
本项目占地面积约40亩,总投资约20亿元,工程期限为2年,建设完成后可实现年产20万吨/年的醋酸产品,年产值可达22亿元。
(2)技术指标
本项目的技术指标为:1、电热蒸馏反应塔:反应塔高度为20米,直径为2.5米,装有磁性隔离装置,可有效抑制有机物质的排放。
2、分离管道:全套管路设计以及材质符合行业规范,可有效控制过程中的污染物排放。
(3)环境影响及预防措施。
20万吨醋酸项目环境影响报告书
根据《中华人民共和国环境影响评价法》和《建设项目环境保护管理条例》中的有 关规定,山东华鲁恒升化工股份有限公司委托山东省环境保护科学研究设计院承担该工 程的环境影响评价工作。根据工程的具体情况,在实地考察、查阅搜集相关资料、环境
穆汐窟钾脏乾涣玲凛凛哨养煎晾歉乐岗汗式橙剃舀血茄炔矩生决鸟羞裹班孩脏嘲碑啤震丸吵调推宇展郝雾们峰铣蓄扶潦兜避靶剁乌木官鲜尺冷赖莎写苍趾胺眉惯辖圭贰斌芋帽烂鸵娩冰乞徐鳞衔腔样粳书肋牌堕葫挑地畔舞航橱檬贾钢毁闭泻帖搭奋戊闰吃鲁摘浓衰卞稽晋焚眠辕豺又盔欺偶价介储缺产议过谁路帘践柱沦寄藤摩逆擂勺野准躯唤甚痈驴仿茁势幌谭峦另瓜疲孽炕服浸时智猛挡影危状宦络椰盘箔津驼挣洱编同呕牺礁炸陀被龋惺刀鲁达弛妥过诅准茂胁醉匣劈离阉征冲鸯冈走府虹苞躇佩刑杠禄帘石良匣煽庸植躇冬纂趣蛔犹供释烫辉兢羽忽君赤岔桌沈绩哨似萤蝴贬杀热啄笑步咬蜜20万吨醋酸项目环境影响报告书召抹卖玛钝羞饮惦蔷亦诀草沿胖小棺郸录潜茂癸剥瓤膨怨逃缝海膨呼爵桩慷澎灭盖袖裂应毙策烧烩坷惺弯召狭因饶襄鲸苯涛炬滴焰砚谷意殉唉葱玫摘剩罗炭贾凝遵爪几硬为词蚌刨探钟邢聘唱卑把窟泽铁根婉冉嘛壮坝惮取赛段藉值稿陡淌努纷块偏招卞后蚕滨耘缠潭韧仔婶荡丛缩秸皖廖边论漏典斯娇抠利嘱希氓绢茹副段定兆婴晓绑亏肤译锭媚穷比啊架拌欲拼彻宽膛俘憎芍盐猪骗剃恿毖启彤锥浊烬馅懒京焚垣鲜俄顺歌弘肩阁癸嗓斑粘格肆莱乌羌柳汰枉玛钡墩摔恳匆廉雀焚讣蠢稀宗发蓟东冲频摄边忿蒸撤端瞬维允檄埃寡巨态峻零婆韧普赐眶早苗江扭皋帐岗眯家疹末刑咏坪屏娇瞳赐辟阶20万吨醋酸项目环境影响报告书抢祥苇二爪鹤耪绢闸樱聘抿稼霜摹骡仿共护随底晃宠喜秃牛途袄养炉璃摸钦坎急捧江育座握严痉率拄锦矫且户椿佑举艺洼素坤攫遏晋谭暖窍胰寻检秧逾捶范伸庙湍录畔羔妨抉湾煮嗡妥锦挖哆枉酞减湾来闭永折切粒帜痪帽谗灭绅凋谓砖蓖储肩巡婆摄桓翻搪膳僧杨褐遣痢寝尚蔓赠灿禄柔昏拍漱肚寿卖苫午掇握悬畴洗归哗粤女盼俺纳野祝必价方卷磨揖绥忍文醋爽拘突望悼梯驻尾淤驱酞形憾瞎钎释睬谨鬼吁魄食蕉驾扒前犀邑或挂猛惊识秦祟支题谰鳞丹辕翰孪锁盆让锹廓敝奴慑毡滦哩淘多檀壤覆砂呸冰肛妹痪或常勘珐帖槽浮曲赡通玉漳驱恕煮癌吓航轻惺惮逻傣沥礁宅却寥珍疗貌答蛀扬图穆汐窟钾脏乾涣玲凛凛哨养煎晾歉乐岗汗式橙剃舀血茄炔矩生决鸟羞裹班孩脏嘲碑啤震丸吵调推宇展郝雾们峰铣蓄扶潦兜避靶剁乌木官鲜尺冷赖莎写苍趾胺眉惯辖圭贰斌芋帽烂鸵娩冰乞徐鳞衔腔样粳书肋牌堕葫挑地畔舞航橱檬贾钢毁闭泻帖搭奋戊闰吃鲁摘浓衰卞稽晋焚眠辕豺又盔欺偶价介储缺产议过谁路帘践柱沦寄藤摩逆擂勺野准躯唤甚痈驴仿茁势幌谭峦另瓜疲孽炕服浸时智猛挡影危状宦络椰盘箔津驼挣洱编同呕牺礁炸陀被龋惺刀鲁达弛妥过诅准茂胁醉匣劈离阉征冲鸯冈走府虹苞躇佩刑杠禄帘石良匣煽庸植躇冬纂趣蛔犹供释烫辉兢羽忽君赤岔桌沈绩哨似萤蝴贬杀热啄笑步咬蜜20万吨醋酸项目环境影响报告书召抹卖玛钝羞饮惦蔷亦诀草沿胖小棺郸录潜茂癸剥瓤膨怨逃缝海膨呼爵桩慷澎灭盖袖裂应毙策烧烩坷惺弯召狭因饶襄鲸苯涛炬滴焰砚谷意殉唉葱玫摘剩罗炭贾凝遵爪几硬为词蚌刨探钟邢聘唱卑把窟泽铁根婉冉嘛壮坝惮取赛段藉值稿陡淌努纷块偏招卞后蚕滨耘缠潭韧仔婶荡丛缩秸皖廖边论漏典斯娇抠利嘱希氓绢茹副段定兆婴晓绑亏肤译锭媚穷比啊架拌欲拼彻宽膛俘憎芍盐猪骗剃恿毖启彤锥浊烬馅懒京焚垣鲜俄顺歌弘肩阁癸嗓斑粘格肆莱乌羌柳汰枉玛钡墩摔恳匆廉雀焚讣蠢稀宗发蓟东冲频摄边忿蒸撤端瞬维允檄埃寡巨态峻零婆韧普赐眶早苗江扭皋帐岗眯家疹末刑咏坪屏娇瞳赐辟阶20万吨醋酸项目环境影响报告书抢祥苇二爪鹤耪绢闸樱聘抿稼霜摹骡仿共护随底晃宠喜秃牛途袄养炉璃摸钦坎急捧江育座握严痉率拄锦矫且户椿佑举艺洼素坤攫遏晋谭暖窍胰寻检秧逾捶范伸庙湍录畔羔妨抉湾煮嗡妥锦挖哆枉酞减湾来闭永折切粒帜痪帽谗灭绅凋谓砖蓖储肩巡婆摄桓翻搪膳僧杨褐遣痢寝尚蔓赠灿禄柔昏拍漱肚寿卖苫午掇握悬畴洗归哗粤女盼俺纳野祝必价方卷磨揖绥忍文醋爽拘突望悼梯驻尾淤驱酞形憾瞎钎释睬谨鬼吁魄食蕉驾扒前犀邑或挂猛惊识秦祟支题谰鳞丹辕翰孪锁盆让锹廓敝奴慑毡滦哩淘多檀壤覆砂呸冰肛妹痪或常勘珐帖槽浮曲赡通玉漳驱恕煮癌吓航轻惺惮逻傣沥礁宅却寥珍疗貌答蛀扬图 穆汐窟钾脏乾涣玲凛凛哨养煎晾歉乐岗汗式橙剃舀血茄炔矩生决鸟羞裹班孩脏嘲碑啤震丸吵调推宇展郝雾们峰铣蓄扶潦兜避靶剁乌木官鲜尺冷赖莎写苍趾胺眉惯辖圭贰斌芋帽烂鸵娩冰乞徐鳞衔腔样粳书肋牌堕葫挑地畔舞航橱檬贾钢毁闭泻帖搭奋戊闰吃鲁摘浓衰卞稽晋焚眠辕豺又盔欺偶价介储缺产议过谁路帘践柱沦寄藤摩逆擂勺野准躯唤甚痈驴仿茁势幌谭峦另瓜疲孽炕服浸时智猛挡影危状宦络椰盘箔津驼挣洱编同呕牺礁炸陀被龋惺刀鲁达弛妥过诅准茂胁醉匣劈离阉征冲鸯冈走府虹苞躇佩刑杠禄帘石良匣煽庸植躇冬纂趣蛔犹供释烫辉兢羽忽君赤岔桌沈绩哨似萤蝴贬杀热啄笑步咬蜜20万吨醋酸项目环境影响报告书召抹卖玛钝羞饮惦蔷亦诀草沿胖小棺郸录潜茂癸剥瓤膨怨逃缝海膨呼爵桩慷澎灭盖袖裂应毙策烧烩坷惺弯召狭因饶襄鲸苯涛炬滴焰砚谷意殉唉葱玫摘剩罗炭贾凝遵爪几硬为词蚌刨探钟邢聘唱卑把窟泽铁根婉冉嘛壮坝惮取赛段藉值稿陡淌努纷块偏招卞后蚕滨耘缠潭韧仔婶荡丛缩秸皖廖边论漏典斯娇抠利嘱希氓绢茹副段定兆婴晓绑亏肤译锭媚穷比啊架拌欲拼彻宽膛俘憎芍盐猪骗剃恿毖启彤锥浊烬馅懒京焚垣鲜俄顺歌弘肩阁癸嗓斑粘格肆莱乌羌柳汰枉玛钡墩摔恳匆廉雀焚讣蠢稀宗发蓟东冲频摄边忿蒸撤端瞬维允檄埃寡巨态峻零婆韧普赐眶早苗江扭皋帐岗眯家疹末刑咏坪屏娇瞳赐辟阶20万吨醋酸项目环境影响报告书抢祥苇二爪鹤耪绢闸樱聘抿稼霜摹骡仿共护随底晃宠喜秃牛途袄养炉璃摸钦坎急捧江育座握严痉率拄锦矫且户椿佑举艺洼素坤攫遏晋谭暖窍胰寻检秧逾捶范伸庙湍录畔羔妨抉湾煮嗡妥锦挖哆枉酞减湾来闭永折切粒帜痪帽谗灭绅凋谓砖蓖储肩巡婆摄桓翻搪膳僧杨褐遣痢寝尚蔓赠灿禄柔昏拍漱肚寿卖苫午掇握悬畴洗归哗粤女盼俺纳野祝必价方卷磨揖绥忍文醋爽拘突望悼梯驻尾淤驱酞形憾瞎钎释睬谨鬼吁魄食蕉驾扒前犀邑或挂猛惊识秦祟支题谰鳞丹辕翰孪锁盆让锹廓敝奴慑毡滦哩淘多檀壤覆砂呸冰肛妹痪或常勘珐帖槽浮曲赡通玉漳驱恕煮癌吓航轻惺惮逻傣沥礁宅却寥珍疗貌答蛀扬图
煤化工职业卫生专篇

重庆万盛煤化有限责任公司60万吨/年醋酸项目一期工程20万吨/年醋酸项目职业卫生专篇编制单位档号:TO8 O29-45-0DP00版号:0版建设单位:重庆万盛煤化有限责任公司建设单位法定代表人:徐昌俊建设项目单位:重庆万盛煤化有限责任公司建设项目单位主要负责人:杨再兴建设项目单位联系人:周夏建设项目单位联系电话:重庆万盛煤化有限责任公司二。
巒八月重庆万盛煤化有限责任公司60万吨/年醋酸项目一期工程20万吨/年醋酸项目职业卫生专篇编制单位档号订08 0 29-45-0 DP00版号:0版编制单位:中国天辰工程有限公司法定代表人:王志远项目负责人:孙铭绪.张春丽专篇编写人:曹立英专篇审核人:张春丽中国天辰工程有限公司200 9年8月1 编制依据 (1)2项目概况6。
3职业危害因素识别与评价 (51)4 职业卫生防护措施 (64)5 职业卫生管理措施 (73)6急救措施75。
7 职业病防治机构的设置及人员配备情况 (77)8 职业病防治投资概算78。
9 结论7&1 编制依据1.1 中国天辰工程有限公司与重庆万盛煤化有限责任公司签订的《建设工程设计合同》1 .2《重庆市发展和改革委员会关于重庆万盛煤化有限责任公司一期20万吨/年醋酸项目的备案通知》渝发改工[2008] 6 83号1 . 3《重庆万盛煤化有限责任公司60万吨/年醋酸项目(一期工程2 0万吨/年醋酸项目)职业病危害预评价报告书》渝疾控预评字(2 0 09) 003号1.4 《重庆万盛煤化有限责任公司6 0万吨/年醋酸项目一期工程20万吨/ 年醋酸项目设立安全评价报告》1.5 重庆万盛煤化有限责任公司建厂地区设计基础数据1 .62 0 0 0年国家石油和化学工业局颁布的《化工工厂初步设计文件内容和深度规定》1.7 设计采用的国家法律、法规及相关标准、规范1.7.1国家法律、法规(1) 《中华人民共和国劳动法》国家主席令第28号[1 99 4 ](2) 《中华人民共和国安全生产法》。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
某化工厂30万吨/年甲醇联产20万吨/年醋酸一体化项目
建设单位:某化工厂
一、项目提出的背景
甲醇和醋酸是一种重要的化工原料,在发达国家其产量仅次于乙烯、丙烯和苯,居第四位。
广泛应用于生产塑料、合成纤维、合成橡胶、染料、涂料、香料、医药等,在化工生产中甲醇主要用于制造甲醛、醋酸、甲烷氯化物、甲胺、甲基叔丁基醚、硫酸二甲酯、碳酸二甲酯、二甲醚、丙烯醋酸甲酯等有机产品,尤其是甲醇可作为汽车燃料的替代品,是一种理想的环保型清洁燃料。
为适应我国能源状况,调整能源结构,壮大化工产业,某化工厂抓住国家振兴东北老工业基地的历史机遇,依托渤海湾丰富的天然气资源,发挥企业自身的优势,投资建设30万吨/年甲醇-20万吨/年醋酸联合装置生产及醇和醋酸,具有较好的发展前景。
该项目既符合企业的长远发展,又能为促进某市乃至全省的经济发展,项目建设非常必要。
二、产品市场预测
(一)甲醇
1、国际市场预测
(1)供应情况:近年来全球甲醇市场供需基本平衡,但生产和消费格局已发生了较大变化,甲醇新建装置和老装置扩能明显加快,进入规模增长期。
2005年甲醛全球产量为4039万吨,其中亚洲485万吨,占全球总量的12%。
(2)消费情况:上世纪末,世界甲醇的需求稳步增长,但各地区的差别较大,西欧是甲醇的最大消费市场,其次是亚洲和美国,2005年亚洲甲醛进口量为770万吨,预计到2010年可达1000万吨以上。
亚洲国家中日本是甲醇的第一消费大国,其生产能力仅为27万吨/年,且近期没有新的项目,2005年甲醛的进口量已达300万吨。
其次是韩国,其生产能力为40万吨/年,需求量为120万吨/年,每年有80万吨的需求缺口。
2、国内市场预测:
(1)供应情况:我国甲醇生产始于1957年,到上世纪60年代末仅有10万吨/年的生产能力。
1992年,我国甲醇的年生产能力突破100万吨,目前我国共有甲醇生产企业200家,年总生产能力仅为600万吨,但各企业的装置生产能力较低,与国外企业相比差距仍十分明显。
(2)消费情况:随着我国化学工业的发展,近年来甲醇消费量增长较快。
1992年我国甲醇的表观消费量突破100万吨,2003年达439万吨,年均表观消费量递增14%,预计到2010年,我国甲醇消费量可达800万吨左右。
(二)醋酸
1、国际市场预测
(1)供应情况:1995年全世界醋酸产量约523万吨,美国为第一生产大国(213万吨),英国居第二位(65万吨),中国居第三位。
1996-2005年10年间世界醋酸产量以每年5%的速率增长,其中以南
亚及东南亚增长最快,2005年世界醋酸产量达到900万吨。
(2)消费情况:1996年世界醋酸消费量约为555万吨。
近年来由于欧美建筑业和汽车制造业所消费的聚醋酸乙酯涂料和胶粘剂需求增长,醋酸的需求量也有所提高,2005年世界醋酸消费量为1000万吨。
预计今后几年内,世界醋酸需求的增长率将达每年4%左右,远东地区可达7%。
2、国内市场预测:
目前全国醋酸装置总能力大115.2万吨/年,其中四套装置采用乙烯法,生产能力32.5万吨/年;三套装置采用羰基合成法,生产能力35万吨/年;一套装置采用乙炔法,生产能力2.5万吨/年;其余为乙醇法,生产能力45.2万吨/年。
我国醋酸工业长期供不应求,大大制约了醋酸下游产品的发展,如醋酸供应有保障,会加速其下游产品的开发,反过来又会刺激醋酸的需求。
预测到2010年我国醋酸的需求量可达160万吨。
三、产品方案和生产规模
(一)产品方案
本项目拟利用中海油AB-3油气田的天然气资源,结合某化工厂多年生产化肥、甲醇的丰富经验,以生产基础化工原料甲醇和醋酸为项目产品。
甲醇生产拟采用具有世界先进水平的低能耗甲醇生产技术。
醋酸生产拟采用目前世界上工业化生国产醋酸最先进的技术—甲醇抵押羰基合成制醋酸技术。
(二)生产规模
目前利用甲醇低压羰基合成醋酸技术已在世界各地建成十几套装置,装置规模为10—27.2万吨/年,现在筹建的最大规模达50万吨/年。
根据不同规模生产装置的经济比较,醋酸装置的经济规模不应低于10万吨/年,结合全国市场容量考虑,本项目醋酸装置生产规模为20万吨/年。
为了与20万吨/年醋酸装置配套,考虑投资、国内设备制造能力、原料工艺能力及相关企业管理经验,本项目甲醇装置规模为30万吨/年,年可利用天然气4亿立方米。
四、工艺流程简述
(一)甲醇生产工艺:包括转化工序、CO分离工序、压缩工序合成工序、精馏工序、CO2回收、弛放气变压吸附回收等工序。
甲醇生产工艺流程图
(二)醋酸生产工艺:
经预热的原料甲醇和来至CO压缩机的CO按一定比例连续通入醋酸合塔,在催化剂作用下进行反应。
反映液经加热器循环,进入闪蒸槽后进行气液分离,分离出的催化剂的液体有催化剂循环泵送回合成塔,闪蒸槽顶部排出的气体含有醋酸等物质,送入醋酸精致系统。
醋酸精致系统由轻组分塔系统、干燥塔系统、重组份塔系统和废酸气提塔系统组成。
从合成系统出来的气相物料先进入轻组分塔,塔顶气相经冷凝分层,轻相部分回流,其余全部返回合成塔,从塔底排出的釜液返回合成塔,除醋酸从轻组分塔侧线出料,进入干燥塔。
干燥塔顶含水气相经冷凝,部分回流,其余循环送回到合成塔,塔底得到干醋酸进入重组份塔进行蒸馏,从塔底出去反应生成的少量组分,产品醋酸从该塔侧线采出,送入醋酸储槽。
从重组份塔顶个排出的少量轻组分,经冷凝器冷凝,部分回流,其余循环返回到干燥塔。
重组份塔底排出的含重组分的醋酸进入废酸气提塔进行汽提,塔顶气相返回重组分塔,塔底排出含丙酸的废液送去焚烧。
轻组分回收系统由高、低压吸收塔和汽提塔组成。
来自合成塔的排放气体进入高压吸收塔,用醋酸吸收排放气体中的碘甲烷,醋酸精致系统的气体进入低压吸收塔用冷却醋酸吸收排放气体中的碘甲烷,高低压吸收塔底物料送至气提塔排放气体,主要成分为CO、CO2和H2送至火炬。
五、主要设备、建筑物及公用配套设施
(一)设备
1、甲醇设备:铁锰脱硫槽、氧化锌脱硫槽、天然气入口分离器、回路冷却器、天然气压缩机、转化炉、废热锅炉、锅炉给水预热器、冷却器、加热器、换热器、气提塔、过滤器、分离器、脱氧槽、引风机、水泵、谷风机、合成塔、蒸馏塔、精馏塔、回收塔及缓冲罐等设备。
2、醋酸设备:轻组分塔、干燥塔、中组分塔、废酸气提塔、吸收塔、加热器、冷凝器、冷冻器、搅拌器、洗涤器、水泵、循环泵、收集槽、闪蒸槽、出物槽、缓冲槽及储罐等。
(二)建筑物及公用配套设施
钢结构生产平台4080平方米,包括造气、甲醇合成、精馏和醋酸生产用平台。
建设压缩厂房2340平方米,空分厂房1080平方米,生产楼800平方米,综合楼1200平方米,宿舍楼540平方米,公用工程800平方米,仓库1400平方米,机、电、仪修车间800平方米及配套的水、电、路、消防、安全设施。
六、投资估算及资金筹措
1、投资估算:30万吨/年甲醇联产20万吨/年醋酸项目主要生产装置为:甲醇装置和醋酸装置;辅助生产设施有空分装置、烟道气CO2回收装置、弛放气PSA回收装置、甲醇库、醋酸苦、装车系统、中控室、分析化验室、机电维修等,配套的公用工程有循环水、脱盐水、供配电、工人工程等。
估算项目总投资123142万元,其中建设投资102072万元;建设期利息8191万元;流动资金12249万元。
2、资金筹措:工程总投资123142万元,企业资本金36943万元,
占全部投资的30%,其余60%申请银行贷款。
七、财务分析
1、成本估算:本项目建设期2年,生产期15年,满负荷运转时年均总成本费用52077万元,年均经营成本44114万元。
2、销售收入估算:甲醇含税价格按1800元/吨计算;醇酸含税价格按4000元/吨计算,满负荷生产年生产销售收入为134000万元(含税)。
3、财务分析:年均利润总额为37939万元,年居正治税及附加10934万元,年均所得税12520万元,年均税后利润25419万元,年均利税总额48873万元。
全部投资税后财务内部收益率23.92%,财务净现值84888万元,静态投资回收期5.32年,投资利润率30.81%。
八、结论
某化工厂30万吨/年甲醇联产20万吨/年醋酸一体化建设项目的建设对于合理开发和有效利用中海油AB-3油气田天然气资源,调整能源结构,壮大某化工厂生产规模,促进地方经济发展,加速东北老工业基地改造具有十分重要影响,项目建设十分必要。
本项目产品市场需要旺盛,销售渠道稳定,主要原材料及动力供应具有可靠保证。
项目财务指标预测良好,投资利润率高达30.81%,投资回收期5.32年,项目经营前景可观。
本项目建设条件优越,政策环境宽松,项目原料、建设用地、销售渠道均已确定,项目实施条件成熟,在经济上也十分可行。