无铅化表面贴装工艺
无铅化表面贴装工艺

无铅化表面贴装 工艺特点
无铅化表面贴装 工艺与有铅化表 面贴装工艺的区 别
无铅化表面贴装 工艺的应用范围
发展历程
早期阶段:无铅化表面贴装工 艺的起源和发展
中期阶段:无铅化表面贴装工 艺的成熟和普及
近期阶段:无铅化表面贴装工 艺的改进和优化
未来趋势:无铅化表面贴装工 艺的发展前景和挑战
03
无铅化表面贴装工艺流程
降低生产成本:无铅化表面贴装工艺采用环保材料和先进的生产工艺,能够降低生产成本, 提高企业的竞争力。
05
无铅化表面贴装工艺的应用领域
电子产品制造
电子产品制造中 的无铅化表面贴 装工艺
无铅化表面贴装 工艺在电子产品 制造中的应用领 域
无铅化表面贴装 工艺在电子产品 制造中的优势
电子产品制造中 无铅化表面贴装 工艺的未来发展
原材料成本增加:无铅化表面贴 装工艺需要使用更高质量的原材 料
人力成本增加:无铅化表面贴装 工艺需要更高技能的操作人员
添加标题
添加标题
添加标题
添加标题
设备成本增加:无铅化表面贴装 工艺需要使用更先进的设备
应对策略:通过优化生产流程、 提高生产效率等方式降低成本
政策法规
环保法规:对无铅化表面贴装 工艺的环保要求
环保性
减少对环境的污染 降低对人体的危害 提高生产效率 促进可持续发展
可靠性
减少故障风险:无铅化表面贴装 工艺采用无铅材料,减少了因材 料问题导致的故障风险。
增强焊接强度:无铅焊接具有更 高的焊接强度,能够保证电子产 品的稳定性和可靠性。
添加标题
添加标题
添加标题
添加标题
提高耐腐蚀性:无铅材料具有较 好的耐腐蚀性,能够提高电子产 品的使用寿命。
为什么印制电路板及装配要求无铅化详细原因说明

为什么印制电路板及装配要求无铅化详细原因说明当前,世界各国都提出印制电路板及其装配的无铅化要求。
为什么在印制板上,以及装配过程与产品上不允许有铅的成分? 究其原因有二:一是铅有毒,影响环境;二是含铅焊料适用性不够,不适应新颖装配技术。
铅是一种有毒物质,人体吸收了过量的铅会引起中毒,主要效应与四个组织系统相关: 血液、神经、肠胃和肾。
如有容易患贫血症,头昏嗜睡,运动失调,厌食呕吐和腹痛,以及慢性肾炎等。
摄入低剂量的铅也可能对人的智力、神经系统与生殖系统造成不良影响。
在PCB表面采用锡铅焊料涂层,会从三方面造成危害。
A。
加工过程会接触到铅。
接触铅的工序有以锡铅层作抗腐蚀时图形电镀中电镀锡铅工序,腐蚀后锡铅退除工序,热风整平焊锡(喷锡)工序,有的还有热熔焊锡工序。
尽管生产中有排风等劳防措施,长期接触难免会受害。
B。
锡铅电镀等含铅废水,及热风整平(喷锡)的含铅气体对环境带来影响。
含铅废水来自电镀清洗水和滴漏或报废的锡铅溶液,这方面废水往往认为含量较少,水处理又较难,因而不作处理而放入大池中去排放了。
C。
印制板上含有锡铅镀/涂层,这类印制板报废或所用电子设备报废时其上面的含铅物质尚无法回收处理,若作垃圾埋入地下,长年累月后这地下水中会含有铅,这又污染了环境。
另外,在PCB装配中采用锡铅焊料进行波峰焊、再流焊或手工焊操作中都有铅气体存在,影响人体和环境,同时在PCB上留下更多的铅含量。
锡铅合金焊料作为可焊和防氧化涂层,在目前高密度互连产品中并不完全适宜。
如目前印制板表面涂覆层世界上虽有60%多是采用热风整平锡铅,但碰到SMT安装时一些微小元器件要求PCB焊接盘表面非常平整,还有元件与PCB连接盘间采用打线接合等非焊接法,则热风整平锡铅层显得平整度不够,或硬度不够,或接触电阻太大等因素,就要采用非锡铅的其它涂层。
工业产品的无铅化欧洲国家最早提出,在上世界90年代中就形成法规向无铅化进军。
表面组装技术中的无铅焊接工艺
表面组装技术中的无铅焊接工艺发表时间:2009-05-22T13:04:37.873Z 来源:《中小企业管理与科技》2009年5月上旬刊供稿作者:任红星[导读] 本文就无铅焊接材料、工艺以及带来的新课题谈谈无铅焊接的必然性和紧迫性。
摘要:电子产品生产中传统的焊接材料为锡铅合金,铅属于有毒重金属,对人体健康有害,早在1999年,欧美和日本等发达国家就已经提出了电子产品无铅化工艺,我国也在2003年做出了无铅化生产的相关规定,但由于无铅焊接工艺推广会带来一系列的问题,导致国内好多企业一直没有改变传统的焊接工艺,本文就无铅焊接材料、工艺以及带来的新课题谈谈无铅焊接的必然性和紧迫性。
关键词:无铅焊接 Sn/Pb合金元器件 PCB 助焊剂焊接设备0 引言铅是一种多亲害性、对人体有毒的物质,主要损害人的神经系统、造血系统、消化系统,铅中毒也是引发白血病、肾病、心脏病、精神异常的重要因素之一。
铅毒不仅对水污染,而且对土壤、空气均可产生污染,一旦环境产生严重铅污染,其治理的难度很大、周期甚长、经费支出巨大。
电子制造业中大量使用的锡铅合金焊料(Sn/Pb) 是污染人类生存环境的重要根源之一。
实现电子制造的全面无铅化,以减少环境污染,提升绿色制造竞争能力,以适应国内外市场对绿色电子产品的需求,是我国电子制造业以后势在必行的举措。
1 无铅焊料研究与推广目前,无铅焊料的成分并没有统一的标准,通常是以锡为主体,添加其他金属,近几年来有关无铅焊料的研究工作发展很迅速。
世界各大著名集团公司和研究机构都投人了相当的力量开展无铅焊料的研发。
替代Sn/Pb合金的无铅焊锡合金材料有多种。
目前已经得到应用的主要有Sn-Ag系列、Sn-Zn系列、Sn-Bi系列焊料三大类。
国内外专家一致认为,最有可能替代锡铅合金焊料的无毒合金是锡( Sn)基合金。
无铅焊料主要以锡为主,添加Ag、Zn、Cn、Sd、Bi、In 等几种金属元素,通过焊料合金化来改善合金性能,提高可焊性。
无铅焊料及相应工艺

03
无铅焊料的工艺流程
焊前准备
清洁
01
确保焊料和焊接表面的清洁,去除油渍、氧化层和其他杂质,
以提高焊接质量。
预热
02
对焊接表面进行预热,以降低焊料的凝固点和提高焊接速度。
选择焊料
03
根据具体应用需求选择合适的无铅焊料,确保其具有良好的流
动性和润湿性。
焊接过程
熔融焊料
将焊料加热至熔融状态,使其具有良好的流动性。
04
无铅焊料的发展趋势和 挑战
技术发展趋势
高可靠性
无铅焊料需要具备更高的可靠性和耐久性,以满足电子产品不断升 级的性能要求。
高导热性
随着电子设备高功率化的发展,无铅焊料需要具备更高的导热性能, 以降低热阻和散热不良的风险。
小型化
随着电子设备小型化的发展,无铅焊料需要具备更小的体积和更精细 的微结构,以满足焊接细小部件的需求。
机械特性
硬度与强度
无铅焊料的硬度与强度较高,能 够提供更好的机械保护和支撑作
用。
疲劳性能
无铅焊料的疲劳性能优于传统锡铅 焊料,能够更好地承受循环载荷和 振动。
延展性与韧性
无铅焊料的延展性和韧性较好,能 够更好地吸收和分散应力,减少焊 接点的断裂风险。
02
无铅焊料的应用领域
电子工业
电子元件连接
波峰焊接
无铅焊料及相应工艺
contents
目录
• 无铅焊料的特性 • 无铅焊料的应用领域 • 无铅焊料的工艺流程 • 无铅焊料的发展趋势和挑战
01
无铅焊料的特性
物理特性
01
02
03
熔点范围
无铅焊料的熔点范围通常 比传统锡铅焊料高,一般 在200-300℃之间。
线路板装配中的无铅工艺应用规则
线路板装配中的无铅工艺应用规则无铅工艺是一种环保型的电子零件焊接技术,逐渐在线路板装配中得到广泛应用。
下面将介绍在无铅工艺中的一些应用规则。
首先,无铅工艺需要使用无铅焊膏。
无铅焊膏一般由锡、银和铜等金属合金组成,可以代替传统的含铅焊膏。
在选择无铅焊膏时,需要注意其熔点和流动性,以确保焊接质量。
其次,无铅工艺对线路板的贴片元件有一定要求。
贴片元件应采用无铅焊接引脚的型号,并且引脚焊接垂直于线路板表面。
此外,在无铅工艺中,首选的焊接方式是表面贴装技术(SMT),因为SMT可以更好地适应无铅焊膏的特性。
然而,对于一些无法采用SMT的特殊元件,可以考虑采用Through-hole技术,但需要注意保证焊接质量。
继续,无铅工艺中需要采取一些特殊措施以确保焊接质量。
例如,焊接温度和焊接时间要根据元件和线路板的要求进行调整,以避免焊接温度过高或焊接时间过长导致焊接不良。
此外,还需要注意焊接前对线路板和元件进行适当的清洗处理,以去除表面的污染物,确保焊接的可靠性。
最后,无铅工艺中需要对焊接后的线路板进行质量检测。
这包括进行外观检查,检查焊接是否均匀、焊点是否完整等;进行电性能测试,检测焊点的电阻、电容等参数;进行环境可靠性测试,以确保焊接的稳定性和耐久性。
总结起来,无铅工艺在线路板装配中的应用需要考虑选用无铅焊膏、合适的贴片元件、适当的焊接方式、调整焊接参数、进行清洗处理以及进行质量检测。
这些应用规则能够帮助我们实现环保电子装配,同时确保焊接的质量和稳定性。
随着环保意识的提高和全球环境保护政策的推动,无铅工艺在电子制造领域的应用逐渐成为主流。
无铅工艺相对于传统的含铅焊接工艺具有许多优势,比如环境友好、减少污染、提高焊接质量等。
因此,在线路板装配中,应用无铅工艺已经成为电子企业追求环保和高质量的重要举措。
首先,无铅工艺中的焊接材料是重要的考虑因素。
传统的含铅焊接工艺使用的是含有铅的焊锡合金,而无铅工艺需要使用无铅焊膏。
适用于无铅化的镍印刷模板
( 4 ) 模板基 准点
:
模板基准 点
,
n
t
Te
c
hn
o
l
o
gy
简 称 S MT ) 中
,
焊膏
(
1
) 网 框 : 网 框 的作 用 是 支 撑
,
用 于 焊 膏 印刷 时模板 的 定位
P CB 的基 准相 对 应
,
与
。
( 又 称 锡 膏 ) 印 刷 是 应 用 最为 普 遍 的 工 艺 技术
,
和绷紧丝 网
制 电路 板 上 相 应 的焊 盘 图形 上 完 成 了焊 膏 在 P CB 上 的 印刷 键 的工 序 之
。
焊 膏 印刷 量 的 重 要 工 具
它 能决 定焊
这 是 因 为 它 的价 格 比较 低
,
从而
膏 印刷 精度 和 质 量
料编 制
,
。
丝 网 可 用 不 同材
廉
,
同时 具 有 良好 的 导 电性 和 相对 较
.
面 安 装 技 术 或 者 表 面 组 装技 术 种 先 进 的 电子 器 件 组 装 技 术
纪 8 0 年代 以 来
,
。
是
一
和 效率
据统计
60 %
~
70 %
的焊接
所 以只 能用 于 0
6 5mm
以上
自2 0 世
缺 陷都 是 由不 良的焊 膏 印刷 结 果 所 造
成的
,
间 距 的 印刷 ; 其 二 是采 用 激 光 切 割 的 方法
,
具
的 电子 元 器 件 和 插 装 技术
、
对 电子 产
无铅工艺技术
无铅工艺技术
无铅工艺技术,又称为无铅制程技术,是一种利用无铅焊料进行连接的电子制造工艺。
无铅工艺技术的应用已经成为电子制造业的趋势,因为它具有环保、可靠性高和成本低等优点。
首先,无铅工艺技术相对于传统的有铅工艺技术更环保。
有铅焊料中的铅含量较高,使用有铅焊料进行生产会导致污染环境。
而无铅焊料中不含铅或者只含微量铅,因此使用无铅焊料可以减少对环境的污染,并符合全球环保要求。
其次,无铅工艺技术可以提供更高的可靠性。
铅在高温环境下容易发生氧化,导致焊点与焊盘之间的连接失效。
而无铅焊料不易发生氧化,因此可以在高温环境下保持良好的连接效果,提高产品的可靠性。
再次,无铅工艺技术相对于有铅工艺技术来说成本更低。
虽然无铅焊料的成本相对较高,但是无铅工艺技术可以实现自动化生产,提高生产效率,减少人工成本。
另外,由于无铅焊料的可靠性高,可以减少产品的修理和退货率,降低了售后服务的成本。
在无铅工艺技术的应用过程中,需要注意以下几个问题。
首先,无铅焊料的熔点较高,在焊接过程中需要控制好温度,以免损坏其他关键部件。
其次,无铅焊料的流动性较差,焊接过程中需要做好焊接头的设计,以确保焊料能够充分润湿焊盘和焊脚。
最后,无铅工艺技术需要与其他工艺技术相结合,如表面贴装技术和可靠性测试技术等,以确保产品的质量。
总的来说,无铅工艺技术是电子制造业的发展趋势,其环保、可靠性高和成本低等优点使其越来越受到关注和采用。
在应用无铅工艺技术的过程中,需要注意相关问题,以确保产品质量。
未来,随着技术的不断发展,无铅工艺技术将更加完善和成熟,为电子制造业带来更多的便利和机遇。
无铅板级组装工艺规范
******有限公司工作指令文件修改记录表保存期限:新版发行后1个月第 2 页,共 10 页表1 回流焊接工艺设置窗口表最低回流峰值温度 230℃ 焊点最高峰值温度 250℃ 推荐的焊点峰值温度 230℃ to 240℃ 液态线(217°C )以上时间30~90 秒均温区要求 ≥20SEC between 165℃and217℃≤60SEC预热温升要求<160℃≤2℃/SEC 峰值温升要求 1~3°C /per second回流炉温区数量≥7,推荐10,我司目前基本上为8温区炉图1 无铅回流焊接曲线示意图二、 插件工序无铅工艺在该工序无特殊要求。
三、 波峰焊接工序3.1 辅料无铅波峰焊的合金锡条和焊料成分和纯度要求:对于无铅Sn96.5Ag3.0Cu0.5合金,纯度是指除Sn 、Ag 、Cu 以外的其它元素占总焊料的重量百分比,在使用过程主要控制的是Pb 和Cu 的含量要****** 有 限 公 司 工 作 指 令 文 件第 7 页,共 10 页0:开始A :PCBA 是否超过存储期限制B :PCBA 烘烤处理由于潮敏器件的烘烤要求相对PCB 烘烤要求严格,因此PCBA 烘烤可以参照潮敏器件烘烤要求,同时需要兼顾考虑PCB 及PCBA 上其它器件的耐热性。
如果潮敏器件厂家提供了低温烘烤参数,参照厂家要求进行PCBA 烘烤,如果未提供,则推荐PCBA 烘烤参数如下:MSD 封装体厚度 潮湿敏感等级(MSL ) 烘烤(90℃,RH ≤5%) 烘烤(45℃)≤1.4mm 2、2a 、3、4、5 24小时 RH ≤5%条件下168小时 5a48小时 ≤2.0mm2、2a 、3、4、5 48小时 5a96小时≤4.5mm 2a 、3、4、5、5a 120小时注:采用温度较高的烘烤温度时必须确认PCBA 上所有器件是否能够承受此温度,如果不能承受(主要是插装器件),需要拆下后再进行PCBA 的烘烤。
表面贴装IC的无铅化技术及其可靠性评价
045
.
03 5
.
2 28 2 28 21 0 21 0 2 40 2 40
C P, G S BA
(
铝 捷 越
Q P,O F SP 球 部
匿亟圃
图一
一
位 强 度
∞
表 面 贴装 I C的无 铅 化技 术 示 意 C u或 A 含 有 率 (t g w%)
图二 使用 S - g C n A - u系球 部 位 强度 比较
、
B A、 S 的 无 铅 化 技 术 及 可 G CP
维普资讯
《 子 电 路 与 贴 装 > o 2 第 5期 电  ̄ o 2
无铅
焊 技 专 拳 圃鹏 料 术 辑
岔担 谕
T l
江苏省 S MT专 委 会 宣 大 荣
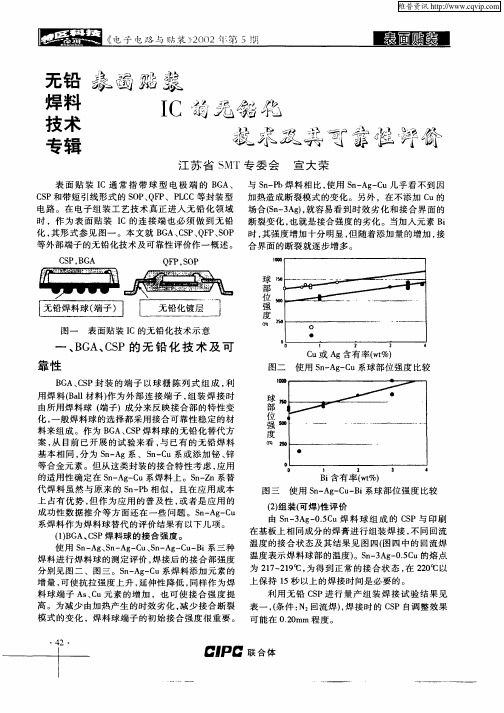
表面贴装 I C通 常 指 带 球 型 电 极 端 的 B A、 与 S — b焊料 相 比 , G nP 使用 S 一 一 u几 乎 看 不 到 因 n鲰 C C P和 带 短 引线 形 式 的 S P Q P P C S O 、 F 、 L C等 封 装 型 加 热 造 成 断 裂模 式 的变 化 。另 外 ,在不 添 加 C u的 电路 。 在 电 子组 装 工 艺 技 术 真 正 进 入 无 铅 化 领 域 场 合 (n 3 g, S 一 A )就容 易 看 到 时 效 劣 化 和 接 合 界 面 的 时 ,作 为 表 面 贴 装 I C的连 接 端 也 必 须 做 到 无 铅 断 裂变 化 , 就是 接 合 强度 的劣 化 。当加 入 元 素 B 也 i 化 , 形 式 参 见 图 一 。本 文 就 B A、 S 、 F 、O 时 , 强 度 增加 十分 明显 , 随 着 添加 量 的 增加 , 其 G CP Q PS P 其 但 接 等 外部 端 子 的无 铅 化技 术 及 可靠 性 评 价 作 一 概述 。 合 界 面 的断 裂 就逐 步 增 多 。
电子工艺实习室表面贴装技术无铅钎焊工艺的探索

25 4 ,较 高 。
2 0,最 高 。 5
润 湿性
最 好 . 对 锡 膏 钎 料 印 刷 工 艺 要 求 不 太 较 好 , 不 利 于 钎 焊 点 的形 成 , 并 对 锡 膏 钎 料 印 刷 较 好 ,不 利 于 钎 焊 点 的形 成 ,并 对 锡 膏 钎 料 印 刷 工 高。 工艺有较高的要求。 艺有 较 高 的 要 求 。
3 ・ 艺 与新 技 术 ・ 2 工
文 章 编 号 :0 2 0 5 (0 1 8 0 3 — 3 10 — 2 X2 1) — 0 2 0 o
焊 接 年 8月 01
电 子 工 艺 实 习 室 表 面 贴 装 技 术 无 铅 钎 焊 工 艺 的 探 索
虑 ,作 为 选 择 无 铅 钎 料 的 依 据 。 以 S C 0 ( (n A 35 S )
9 .% ,W( ) .% ,W( u O5 ) AC0 0 ( S 65 Ag 30 C ) .% ,S 3 7 W( n)
350名学 生 进行 授 课 ,以使 学 生 掌 握现 代 电子 信息 0
刘友 举 ,谢再晋 ,李丽秀
( 南 理 工 大 学 理学 院 ,广 东 广 州 5 0 4 ) 华 16 1
摘 要 :在 高 校 电 子 工 艺 实 习 的表 面 贴 装 技 术 ( MT 实 验 室 中 ,为 了避 免 铅 污 染 ,要 开 发 合 理 的 无 铅钎 焊 工 艺 , 必 须 在 焊 膏 印刷 的 钢 S ) 材 选择 与 制 作 、 电路 板 材 料 选 择 、 焊 盘 设 计 、无 铅 焊 膏选 择 和 回 流 焊 温 度 曲 线 等 方 面进 行 无铅 钎 焊 工 艺 参 数 设 计 与 优 化 .本 文 对 此 进
元 件 ,综合 “ 碑 ” “ 立 、 空焊 ” “ 、 少锡 ”情 况 ,为 了
无铅焊接特点及工艺控制及过渡阶段应注意问题

60~90 sec 30 sec
无铅焊膏 (Sn -Ag -Cu)
25~110 0C 100~200 sec 要求缓慢升温 110~150 0C 40~70 sec 150~217 0C 50~70 sec
20 sec 0.96~1.34℃/sec
235~245 0C 240 0C
• ② 无铅焊点外观粗糙。传统的检验标准与AOI需要升级。 • ③ 无铅焊点中气孔较多,尤其有铅焊端与无铅焊料混用时,
焊端(球)上的有铅焊料先熔,覆盖焊盘,助焊剂排不出 去,造成气孔。但气孔不影响机械强度。 • ④ 缺陷多——由于浸润性差,使自定位效应减弱。 • 浸润性差,要求助焊剂活性高。
无铅再流焊焊点
①用于波峰焊的焊料:Sn-Cu或 Sn-Cu-Ni,熔点227℃。少量 的Ni可增加流动性和延伸率,减少残渣量。
• 高可靠的产品可采用Sn/Ag/Cu焊料,但不推荐, 因为Ag 的成本高,同时也会腐蚀Sn锅。
• 对不锈钢腐蚀率:Sn3Ag0.5Cu> Sn0.7Cu> Sn0.7Cu0.05Ni • 对Cu 腐蚀率:Sn3Ag.5Cu> Sn37Pb> Sn0.7Cu0.05Ni
表面光滑、光亮
Lead Free Solder Paste Grainy Surface
表面粗糙
Wetting is Reduced with Lead Free
Standard Eutectic Solder Joint
Lead Free Solder Joint
Typical Good Wetting Visible Fillet
240-235= 5 0C 50~60 sec 10 sec
无铅化表面贴装工艺

无铅化表面贴装工艺引言在电子产品制造中,表面贴装技术扮演着至关重要的角色。
传统的表面贴装工艺中使用铅来焊接电子元件,然而铅对于环境和人体健康都有一定的危害性。
为了保护环境和人类健康,无铅化表面贴装工艺应运而生。
本文将介绍无铅化表面贴装工艺的背景、过程和优势。
背景无铅化表面贴装工艺是为了取代传统的含铅焊接工艺而发展起来的。
在过去,电子产品的焊接过程中,通常使用含铅的焊锡。
然而,随着环境保护意识的增强和对铅中毒风险的认识,无铅化表面贴装工艺慢慢被接受和推广。
过程无铅化表面贴装工艺和传统的表面贴装工艺在很多方面是相似的,但也有一些主要的区别。
下面将介绍无铅化表面贴装工艺的主要过程:1. 基板准备首先,需要准备焊接所需的基板。
这包括清洁表面,去除任何污垢和氧化物。
通常使用溶剂或酸洗的方式来清洁基板表面。
2. 打眼在基板上打上所需的电子元件位置的孔眼。
这个过程可以使用激光打眼机或机械打眼机进行。
3. 上锡利用无铅焊锡将已经准备好的电子元件连接到基板上。
无铅焊锡通过在高温下融化并迅速冷却,实现电子元件的粘接。
4. 精确定位使用自动化设备,将电子元件精确地定位在基板上的打眼孔中。
这一过程需要专业的设备和精确的操作。
5. 焊接利用高温和压力,将电子元件与基板焊接在一起。
这个过程中,无铅焊锡在高温下熔化,并将电子元件牢固地粘接到基板上。
焊接过程通常使用回流焊接炉来完成。
6. 检测和修正焊接完成后,需要进行质量检测,以确保焊接质量满足标准要求。
如果发现问题,需要进行修正,直至符合要求。
7. 包装最后,将焊接完成的电子产品进行包装,以便运输和销售。
优势相比传统的含铅焊接工艺,无铅化表面贴装工艺具有以下几个优势:1. 环保无铅化表面贴装工艺避免了使用含铅焊锡,减少了对环境的污染。
铅对于土壤和水体有一定的危害性,采用无铅工艺有助于保护生态环境。
2. 健康无铅化表面贴装工艺可以避免人体接触铅可能带来的健康风险。
铅中毒对于儿童和孕妇的影响尤为严重,无铅化工艺为人体健康提供了更好的保障。
无铅工艺介绍
用类电子产品,都有它的身影。
SMT-Surface Mounted Technology came out in the 1960s, which is an advanced
technology serviced for circuit manufacturing, and from then it has been stronger which
模、高集成 IC 不得不采用表面贴装技术; More functions of the electronic products. The trend is that cosmically & high
integration IC adapts to the SMT and there is no insert-parts in IC so far. 3、产品批量化、生产自动化、生产企业为提高自身竞争力、满足客户需求,大力提高
产品质量及降低生产成本; The batch production, produces automatization, reduce costs, and improve the
quality are the ways to improve the self-competition power and satisfy the customers’ requires.
weigh of component is about 1/10 of the traditional insert-parts. The electronic cubage will
reduce about 60%~80% after adopting the SMT. 2、可靠性高、抗震能力强,焊接缺陷率底;
Байду номын сангаас
无铅工艺技术
无铅工艺技术无铅工艺技术,顾名思义是指在电子产品制造过程中,不使用含铅的焊料进行连接的工艺技术。
这一技术的出现,源于对环境保护的关注以及对人类健康的保护。
长期以来,焊接电子元件的常用方法是使用含铅的焊料进行连接。
然而,由于铅的毒性以及对环境的危害,各国纷纷开始禁止使用含铅的焊料。
因此,无铅工艺技术应运而生。
无铅工艺技术的主要特点是使用无铅焊料进行焊接。
与传统的含铅焊料相比,无铅焊料在焊接过程中需要更高的温度,但同时也具有更好的焊点可靠性和机械性能。
而且,它还可以降低焊接过程中的毒性和环境污染。
无铅工艺技术的应用范围非常广泛,几乎涵盖了所有的电子产品制造过程,包括电路板的制作、元件的安装和组装。
无铅工艺技术的推广不仅对环境具有积极的影响,还可以提高产品的质量和可靠性。
然而,要实施无铅工艺技术并非一蹴而就。
这一技术的推广需要企业改变传统的生产方式,并投入大量的资金进行设备更新。
同时,还需要对生产工艺和流程进行调整和优化。
因此,无铅工艺技术的应用还需要一个过程。
总之,无铅工艺技术是电子产品制造领域的一项重要技术。
它不仅可以保护环境,减少污染,还可以提高产品质量和可靠性。
作为电子产品制造企业,应积极推广和采用无铅工艺技术,为可持续发展贡献自己的力量。
无铅工艺技术自问世以来,已经成为电子产品制造领域的一项重要革新技术。
其主要原因是,含铅焊料在焊接过程中会释放出毒性物质,对操作人员的健康和环境造成严重危害。
特别是对于长期接触含铅焊料的工人,他们的体内可能会积累过量的铅,导致中毒的风险。
而无铅工艺技术的引入,不仅保护了工人和环境的健康,同时也提升了产品的质量和可靠性。
随着环境保护意识的提升以及国际法规的要求,越来越多的国家开始推行无铅工艺技术。
例如,欧盟于2006年开始实施RoHS指令,要求所有电子产品中的含铅物质限制在规定范围内,这促使了许多企业转向无铅工艺技术。
同样,美国、日本等国家也相继颁布了类似的法规。
无铅化PCB表面材料及工艺特点
图2不 同温 度下化学镀表 面粒 度特征
1 几种 常见无铅表面镀 层
焊 盘 保 护 镀 层 的种 类 很 多 , 比如 纯 金 属 s 、 n A 、P 以及 二 元合 金S A 、S B 、S C g d n g n i n u,还 有 N / i
S 、N/d i u n i 、N/ 、N/n dA 、N/ uC 以及有 P A i 、P / u i / u S A
艺来代替H S ,表2 AL 为无铅钎料两种镀层工艺 比较 。
表2无铅钎料表面镀层工艺
制造工艺 l 厚度d i l l m x
应用范围
H S l 4 6 lM 焊盘,热压焊盘,插头部位焊盘 AL ~1 T S 电镀 l 8 2 I ~1 热压焊盘,插头部位焊盘
成A S us 化 合物 ,导致 焊点 “ u n或A n 脆化 ”l 6 ] ,一般 金 含量控 制在脆 性等级 以下 ,即质量分数 小于2 %,
最 大不 能超过 3 %。
E I  ̄ 艺 表面 形貌 如 图4 示 ,其 工艺 成熟 稳 NG _ ' 所 定 ,焊 盘镀 层表 面平 整且 较薄 ,适合 细 间距焊 接 ; 可焊性好 ( u A 不易氧 化 耐氧化 ,适 合大 功率 器件 散热
通 道 ,被 广 泛应用 于 手机按 键 和接插 件 中。焊 接时 钎 料与镍 层 形成 锡镍 化合 物 ,使 焊点 更可 靠 ,少量
形 )、高 温加工 和对 员工 健康 风险 问题 、形成 的金 属间化 合物 (MC) I 影响可靠性 以及P B C 绿油问题 。
无铅H s 工艺中所使用的S C 合金工艺参数见 AL nu 表1 。研究 表明 :如果 考虑到 电子部件之 间的焊接强 度 或2 0o 3 0 o 5 C一 0 C的焊接温度 ,S C 合金镀层 中铜 nu
无铅化表面贴装工艺讲解
2
无铅技术对SMT组装业的影响
❖ 返修工艺
• 要求较精确的温度设置 • TAL控制是关键 • 可能需要较快的冷却 • 较长的受热时间
❖ 物流管理
• 过渡期的混合物料管理 • MSD防潮管理 • 物料纪录、跟踪
3
无铅技术对SMT组装业的影响
❖ 波峰焊接工艺
• 无铅有明显的影响 • 合金和焊剂的选择是关键 • 预热设置是工艺关键之一 • 可能需要氮气环境 • 锡槽污染是个重要问题 • 锡槽等材料可能需要更换
设置、调制和管制 • 良好的工具是个重要的成功因素
48
21
试验认证后的锡 膏指标和器件耐 热指标对比
22
试验结论
• 最低峰值温度 232oC • 有足够的润湿 • 抗横切强度相当或优于SnPb • 可以降低峰值温度,保护敏感器件 • 可以做到,但出现很小的工艺窗口
23
工艺测量
热耦设置
• 良好的热耦设置是确保准确可信测量的关键 • 设置热耦在最热点,最冷点,PCB及敏感封装 • KIC推荐采用铝胶带或高温焊接法
34
35
36 31%
工艺管制
• 连续监控 • 预警系统 • 零缺陷工具 • 质量跟踪 • 数据管理自动化 – SPC, Cpk, PWI
37
工艺‘黑箱’
印刷机含有视觉检查系统 贴片机也有视觉系统
您是否 知道回 流炉内 发生了 什么变 化?
38
炉子和焊接工艺的变数
• 风扇老化 / 损坏 • 发热板 / 发热器损坏 • 排风系统 • 传送系统(链速和稳定性) • 负荷变化 • 焊剂挥发物的累积 • 保养工作 • 环境温度 • 操作失误
13
缩小的无铅工艺窗口 需要
无铅装配对PCB表面处理工艺、使用材料的影响
,特别适于单件、成批生产企业使用 。马鞍 车床在 马鞍槽 内可加 工较大 直径工 件。机 床导轨 经淬硬 并精磨 ,操作 方便可 靠。车 床具有 功率大 、转速 高
,刚性强、精度高、噪音低等特点。
12.仪表车床
仪表车床属于简单的卧式车床,一般来 说最大 工件加 工直径 在250mm以下 的机床 ,多属 于
HRC62-65。约为45号钢硬度的2.7倍 。具有 一定的 红热硬 度,耐 温程度 可达560-600摄氏度 。韧性 和加工 机能较 好。高 速钢刀 具制造 简朴, 刃磨利 便,
为精车刀之用,但因红硬性不如硬质 合金, 故不易 用于高 速切削 。高速 钢材料 有带黑 皮的和 表面磨 光的两 种;前 者是未 经热处 理的高 速钢, 后者是 经
第18页
PCB的无铅控制-无铅产品的主要要求
PCB板主要检测项目: 1. PCB基材:主要是环氧树脂板料,不存在铅影响。 2. 阻焊涂料/字符涂料:主要是环氧树脂体系,不存在铅影响。 3. 铜箔/金属镀层:主要采用电镀加工工艺,不存在铅影响。
但图形电镀过程中部分产品使用镀Pb/Sn进行抗蚀,虽然 其不残留在最终产品上,严格来说,不符合无铅产品的 要求。 4. 表面处理工艺等:除了传统HASL外,OSP、无铅喷锡、 全板镀金、ISn、IAg、ENIG等工艺都基本能够满足该要 求。目前ENIG的稳定剂中含有Pb,严格来说,是不符合 无铅产品的要求,但由于药水控制需要,目前暂时没有 禁止。
制造业的重要标志之一,在中国制造 业中, 数控机 床的应 用也越 来越广 泛,是 一个企 业综合 实力的 体现。 数控车 床是数 字程序 控制车 床的简 称,它 集
通用性好的万能型车床、加工精度高 的精密 型车床 和加工 效率高 的专用 型车床 的特点 于一身 ,是国 内使用 量最大 ,覆盖 面最广 的一种 数控机 床。
无铅波峰焊接工艺
无铅波峰焊接工艺无铅波峰焊接工艺是一种常用的电子元器件表面贴装工艺。
它主要应用于PCB板上的表面贴装元件焊接,可以实现高效、高质量的焊接效果。
无铅波峰焊接工艺的具体步骤如下:第一步是准备工作。
首先要确保焊接设备和工具的正常运行,检查焊接设备的电源、传送系统、压力、波峰温度等方面的功能是否正常。
然后,选择合适的焊接参数,根据焊接元件和PCB板的特性进行调整。
同时,准备好焊接所需的元件和PCB板。
第二步是PCB板的预处理。
首先要进行清洁,去除PCB板表面的污染物,以确保焊接区域的纯净度。
然后,在PCB板表面涂覆一层焊接助剂,以提高焊接的质量和可靠性。
第三步是元件的安装。
将元件精确地安装在PCB板上对应的焊点上,确保焊点的对中和稳定。
可以使用自动贴装机或手动贴装工具进行元件的贴装,保证贴装的精度和速度。
第四步是焊接过程。
将装有元件的PCB板放置在焊接设备上,调整焊接参数,使波峰温度适中并且波峰高度适合焊接要求。
然后,将PCB板通过波峰区域,使元件的引脚与熔化的焊料接触,从而实现焊接。
焊料会通过引脚与焊接区域形成可靠的焊点连接。
第五步是焊后处理。
焊接完成后,需要进行一些处理措施,以提高焊接的质量和可靠性。
首先,要对焊点进行检查,确保焊点的完整性和连接可靠性。
然后,清洁焊接区域,去除焊接过程产生的残留物。
最后,进行焊接质量的评估和记录,以便后续的质量控制和管理。
综上所述,无铅波峰焊接工艺是一种高效、高质量的焊接工艺,适用于PCB板上的表面贴装元件焊接。
它的主要步骤包括准备工作、PCB板的预处理、元件的安装、焊接过程和焊后处理。
通过合理的操作和严格的质量控制,可以实现可靠的焊接连接,确保电子产品的质量和性能。
无铅波峰焊接工艺是为了替代含铅波峰焊接工艺而发展起来的一种技术。
由于传统的含铅波峰焊接工艺会释放出有害的铅元素,对环境和人体健康造成潜在的威胁,因此无铅波峰焊接工艺应运而生,并逐渐得到广泛应用。
无铅波峰焊接工艺相较于含铅波峰焊接工艺,具有以下优点:首先,无铅波峰焊接工艺符合环保要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
路漫漫其悠远
无铅化表面贴装工艺
路漫漫其悠远
无铅化表面贴装工艺
路漫漫其悠远
无铅化表面贴装工艺
有效使用SPC的条件
• 数据采集必须是实时性,以确保快速的反应;
• 数据必须具备代表性。完整的数据最为理想, 新技术能做到这一点;
• 需要大量数据;
• 方便使用,可操作性必须强;
• 必须能够提供便于做出决策的信息,及时提 供给适当的负责人
• 冷焊 • 焊剂焦化 • 器件/PCB热损坏 • 分层
无铅化表面贴装工艺
无铅对焊接工艺的影响
• 工艺较难 • 旧时的参考和‘试’的做法不适用 • 生产部必须小心和更好的处理
路漫漫其悠远
无铅化表面贴装工艺
缩小的无铅工艺窗口 需要
改良的工艺设置和管制
路漫漫其悠远
无铅化表面贴装工艺
工艺的设置
参数设定,参数测量,参数调制优化
• 精度要求较高 • 钢网设计需要修改
❖ 贴片工艺 • 轻微影响
• 精度要求较高
❖ AOI检验工艺
• 焊点反光较差 • 需要重新设置参数 • 员工和客户的重新培训 • 现有设备可以胜任
无铅化表面贴装工艺
无铅技术对SMT组装业的影响
❖ 返修工艺
• 要求较精确的温度设置 • TAL控制是关键 • 可能需要较快的冷却 • 较长的受热时间
• 冷焊 • 虚焊 • 器件过热损坏 • 分层 • PCB过热 • 气孔
无铅化表面贴装工艺
回流工艺故障成因
▪ 最大升温速度
• 立碑 • 焊球 / 焊珠 • 器件热损坏
▪ 预热时间
• 立碑 • 焊球 / 焊珠 • 润湿不良 • 桥接
▪ 回流时间
• 润湿不良 • 吸锡 • 冷焊 / 虚焊
路漫漫其悠远
▪ 峰值温度
无铅化表面贴装工艺
路漫漫其悠远
2020/11/16
无铅化表面贴装工艺
讲座内容
• 无铅对工艺技术的影响概述 • 焊接工艺的挑战 • 无铅焊接需要新的做法 • 工艺设置和优化 • 工艺管制和质量跟踪
路漫漫其悠远
无铅化表面贴装工艺
路漫漫其悠远
无铅技术对SMT组装业的影响
❖ 印刷和注射工艺 • 些微影响
路漫漫其悠远
无铅化表面贴装工艺
参数设定,参数测量,参数调制优化
“当您能够测量某个特性,并将它量化,您才算 了解它,但如果无法测量和量化它,您对它的 了解是......不足的。” - Lord Kelvin
“如果您能够测量它,您就能改善它” - GE Quality Approach
路漫漫其悠远
无铅化表面贴装工艺
路漫漫其悠远
无铅化表面贴装工艺
无铅焊接的挑战
焊接工艺必须同时兼顾3种焊接材料...
锡膏 器件
• 较高的熔点温度 • 较差润湿性能
• 传统的耐温特性可能不足以 应付无铅的高温
PCB • 较高温度会造成分层、变形 和变色问题
路漫漫其悠远
无铅化表面贴装工艺
无铅的焊接工艺窗口
245oC
路漫漫其悠远
❖ 物流管理
• 过渡期的混合物料管理 • MSD防潮管理 • 物料纪录、跟踪
路漫漫其悠远
无铅化表面贴装工艺
无铅技术对SMT组装业的影响
❖ 波峰焊接工艺
• 无铅有明显的影响 • 合金和焊剂的选择是关键 • 预热设置是工艺关键之一 • 可能需要氮气环境 • 锡槽污染是个重要问题 • 锡槽等材料可能需要更换
路漫漫其悠远
无铅化表面贴装工艺
无铅技术对SMT组装业的影响
❖ 回流焊接工艺
• 无铅有明显的影响 • 温度提升了20~30oC(183 ~ 217oC) • 工艺窗口缩小许多 • 润湿性下降 • 焊点外观粗糙 • 目前设备能够胜任
路漫漫其悠远
无铅化表面贴装工艺
无铅带来的不利因素
• 工业界有超过50年经验的含铅技术,但将被舍弃 • 以往一些‘试’的做法已经不足使用 • 焊接工艺面对极具挑战性的变化 • 业界需要更好的焊接技术和做法
路漫漫其悠远
无铅化表面贴装工艺
工艺‘黑箱’
印刷机含有视觉检查系统 贴片机也有视觉系统
您是否 知道回 流炉内 发生了 什么变 化?
路漫漫其悠远
无铅化表面贴装工艺
路漫漫其悠远
炉子和焊接工艺的变数
• 风扇老化 / 损坏
• 发热板 / 发热器损坏
• 排风系统
• 传送系统(链速和稳定性)
• 负荷变化
• 焊剂挥发物的累积
焊接参数(无预热曲线)
Sn96.5Ag0.5Cu
路漫漫其悠远
无铅化表面贴装工艺
锡膏特性指标 和热敏感器件 指标对比
路漫漫其悠远
无铅化表面贴装工艺
试验认证后的锡 膏指标和器件耐 热指标对比
路漫漫其悠远
无铅化表面贴装工艺
试验结论
• 最低峰值温度 232oC • 有足够的润湿 • 抗横切强度相当或优于SnPb • 可以降低峰值温度,保护敏感器件 • 可以做到,但出现很小的工艺窗口
参数设定
路漫漫其悠远
无铅化表面贴装工艺
路漫漫其悠远
Solder Paste
主要参数
u 最高升温速度 u 预热 / 恒温时间 u 焊接时间 u 峰值温度 u 无铅关键 – 温差
无铅化表面贴装工艺
Sn63Pb37
焊接参数(含预热曲线)
Sn96.5Ag0.5Cu
路漫漫其悠远
无铅化表面贴装工艺
Sn63Pb37
1。测量曲线 • 曲线图 • 曲线参数值
2。测量对规范的‘符合’程度
路漫漫其悠远
无铅化表面贴装工艺
路漫漫其悠远
无铅化表面贴装工艺
测量对规范的‘符合’程度
PWI - Process Window Index
LSL
USL
Center of Range
路漫漫其悠远
100%
0%
100%
无铅化表面贴装工艺
PWI的确定方法
路漫漫其悠远
无铅化表面贴装工艺
工艺优化
路漫漫其悠远
无铅化表面贴装工艺
路漫漫其悠远
无铅化表面贴装工艺
工艺参数的优化
图示一个稳定工艺的参数表现正态分布图 KIC Navigator™ 软件协助将工艺参数定为在工艺窗
口的中央部位, 使您的工艺得到优化。
路漫漫其悠远
无铅化表面贴装工艺
路漫漫其悠远
无铅化表面贴装工艺
工艺质量跟踪
路漫漫其悠远
无铅化表面贴装工艺
路漫漫其悠远
无铅化表面贴装工艺
总结
• 无铅技术使焊接工艺的窗口缩小 • 以往的‘法典’不再保险 • 成功的无铅生产需要精确和优化的工艺
设置、调制和管制 • 良好的工具是个重要的成功因素
路漫漫其悠远
无铅化表面贴装工艺
3rew
• 保养工作
• 环境温度
• 操作失误
无铅化表面贴装工艺
Building the Virtual Profile
路漫漫其悠远
无铅化表面贴装工艺
对每块
PCBA 进行实 时测试 和计算
计算模拟曲线
全过程自 动记录
路漫漫其悠远
(please note this is an artists ren无di铅tio化n, 表no面t f贴ac装tua工lly艺e焊接工艺窗口
melting temp melting temp
245 C 217 C
路漫漫其悠远
无铅化表面贴装工艺
无铅工艺更加难
• 不只是其窗口更小 • 故障在参数超出窗口后更快的出现
路漫漫其悠远
无铅化表面贴装工艺
路漫漫其悠远
回流工艺故障
• 润湿不足 • 吸锡 • 焊剂焦化 • 立碑 • 焊球 / 焊珠 • 桥接 / 短路
优化工艺的好处
通过KIC软件的工艺优化,您能有...
• 最中的参数设置允许较大的系统偏移 • 最高的产量效率 • 最短的换线转产时间
• 最低的返修成本
路漫漫其悠远
无铅化表面贴装工艺
路漫漫其悠远
无铅化表面贴装工艺
路漫漫其悠3远1%
无铅化表面贴装工艺
工艺管制
• 连续监控 • 预警系统 • 零缺陷工具 • 质量跟踪 • 数据管理自动化 – SPC, Cpk, PWI
路漫漫其悠远
无铅化表面贴装工艺
工艺测量
路漫漫其悠远
无铅化表面贴装工艺
热耦设置
• 良好的热耦设置是确保准确可信测量的关键 • 设置热耦在最热点,最冷点,PCB及敏感封装 • KIC推荐采用铝胶带或高温焊接法
路漫漫其悠远
无铅化表面贴装工艺
路漫漫其悠远
无铅化表面贴装工艺
工艺参数测量
两方面的测量...
演讲完毕,谢谢听讲!
再见,see you again
路漫漫其悠远
2020/11/16
无铅化表面贴装工艺