800kg座式焊接变位机说明书
DN系列座式点焊机使用说明书(2003.07版)要点

D N(S S A N)系列固定式点焊机使用说明书;/南京奇锐创特焊接技术有限公司目录1.安全注意事项 (2)2.产品布局 (3)3.产品性能与特点 (4)4.主要规格及技术参数 (5)5.工作条件及环境 (6)6.固定式点焊机的安装 (7)7.固定式点焊机的调试 (8)8.维修与保养 (9)9.随机文件 (10)附:气路原理图水路原理图焊接条件参考表1.安全注意事项2.在使用本机之前,应务必通读本使用手册,以便正确使用。
2.1为了安全起见,必须由称职的技术人员或那些非常熟悉焊接机械的人员来进行设备的安装、技术保养;2.2为了安全起见,必须由熟悉本手册内容和能进行必要的安全控制的熟练工人来操作本设备;2.3丧失智力、残疾、服用麻醉剂者、使用心脏起搏器者、披肩长发者禁止使用本设备。
2.4除了二次回路外,切勿触摸其它带电部件。
2.5在操作过程中应戴干燥或充分绝缘的手套。
2.6切勿使用那些容量低于规定要求、损坏或导电部分裸露的电缆,焊接设备在打开盖板的时禁止使用。
2.7维修保养时应在切断电源后至少5分钟再进行,切断电源后因为电容器仍带电,所以因在确保没有电压以后,才能操作。
2.8在焊接时,二次回路会产生较大的磁场,请不要将铁制物品或有关物件放在周围,以免被吸附或磁化。
2.9长时间焊接后,二次回路的铜制零件会出现很高的温度,此时,切勿用手触摸,以免烫伤。
2.10不要将人体部位(如手、手指、手臂等)放在电极之间,否则会造成严重的伤害甚至残废。
2.11在焊接螺母时,建议使用我公司的螺母输送机,以保证安全并可提高效率。
2.12操作人员应按规定戴好防护器具,防止在操作过程中受飞溅物、溅出物的伤害。
接通电源、气源前应检查焊机周围是否安全。
2.13焊接过程中产生的飞溅物和溅出物及焊后工件温度很高,可能会引起火灾,所以请远离可燃物,在焊接现场应备有灭火器,以防不测。
2.14注意:触电,会导致严重伤害,甚至死亡!接线前,请务必关闭电源!注意:点焊机电极间的压力可达1000公斤!操作时,请格外注意安全!严禁将手等物放入电极之间!3.产品布局4.5.6.7.简洁、合理、美观8.操作方便9.维修方便10.产品性能与特点10.1机身10.2由优质钢板整体折弯并焊接而成,刚性好、强度高、结构合理、外形美观;后部设有2块盖板,具有快速装卸功能,方便检查和维修。
变位焊接机安全操作指导书
事务文书:________ 变位焊接机安全操作指导书单位:______________________部门:______________________日期:______年_____月_____日第1 页共9 页变位焊接机安全操作指导书本规程解释权归设备部,自公布之日起实施,由设备部负责修订和补充。
2.规程内容:1、该设备须由熟读并理解使用说明书规定的人员操作,严禁超载使用本设备进行焊接作业,否则容易对设备或操作人员造成伤害。
2、每次使用前,请确认本设备电源线接地良好,本设备机身接地良好,并确保接地线没有破损,否则有引起操作人员触电的危险。
3、每次向工作台上吊装工件时,请注意不要撞击工作台,否则有造成设备损坏的危险。
4、本设备必须安装在强度大的地面上,否则可能在翻转作业时造成设备倾翻的危险。
当工作台上装有工件,进行翻转时,请注意不要将工件碰撞到地面。
5、每次变换工作台旋转方向时,请在确认工作台静止后再变向,否则有可能引起设备损坏的危险。
6、请选用合适的螺栓固定工作台与工件,否则侧翻时工件有从工作台滑落的危险。
7、冬季使用本设备必须在空载运行5分钟后再工作。
8、在对本设备进行机械维修前,必须切断设备总电源,严禁带电维修本设备。
9、每次使用设备前,请确保翻转限位器灵敏、可靠,否则容易造成设备损坏。
10、设备由异常声音或故障时必须停用,并报维修人员维修,严禁第 2 页共 9 页设备带病运行。
变电所二次结线安装作业指导书(1)工作负责(监护)人职责:组织并合理分配工作,进行安全教育,督促、监护工作人员遵守安全规程,检查安全措施是否符合现场实际条件。
一般情况下,工作前对工作人员交代安全事项,对整个工程的安全、技术等负责。
工作结束后总结经验与不足之处,工作负责(监护)人不得兼做其他工作(2)工作班成员:认真努力学习本作业指导书,严格遵守、执行安全规程和现场安全措施卡,互相关心施工安全(1)《国家电网公司电力安全工作规程(变电所和发电厂电气部分)(试行)》(2)《电气装置安装工程盘、柜及二次结线施工及验收规范》GB51-92(3)《电气装置安装工程质量检验及评定规程》DL/T5161.822开工前工作负责人应组织全班人员学习施工措施,检查接地线遮拦,标牌是否设置正确,清楚,并向工作班成员指明工作范围及周围带电设备。
台式焊接变位机设计说明书
台式焊接变位机设计说明书第一章焊接变位机械性能及结构1.1 焊接变位机械概述焊接变位机械是改变焊件、焊机或焊工位置来完成机械化、自动化焊接的各种机械装置。
焊接变位机械可分为三大类:(1)焊件变位机械:包括焊接变位机、焊接滚轮架、焊接回转台和焊接翻转机。
(2)焊机变位机械:包括焊接操作机和电渣焊立架。
(3)焊工变位机械:包括焊工升降机等。
焊接变位机(positioner)是将工件回转、倾斜,使工件上的焊缝置于有利施焊位置的焊件变位机械。
它主要用于机架、机座、法兰、封头等非长形工件的翻转变位和焊接,也可用于装配、切割、检验等。
焊接滚轮架(turning rolls)是借助主动滚轮与工件之间的摩擦力带动筒形工件旋转的焊件变位机械。
它主要用于筒形工件的装配与焊接,是锅炉容器生产中的常用工艺装备。
焊接回转台(welding turntable)是一种简化的变位机,它将工件绕垂直轴回转或者固定某一角度倾斜回转,主要用于回转体工件的焊接、堆焊与切割。
焊接翻转机(welding tilter)是将工件绕水平轴转动或倾斜,使之处于有利装焊位置的焊件变位机。
它主要适用于梁柱、框架、椭圆容器等的焊接。
焊接操作机(manipulator)的作用是将焊机机头准确地送到并保持在待焊位置,或以选定的焊接速度沿规定的轨迹移动焊机机头。
焊接操作机与变位机、滚轮架等配合使用,可完成纵缝、环缝、螺旋缝的焊接,还可以用于自动堆焊、切割、探伤、打磨、喷漆等作业。
1.2 焊接变位机械具有的性能1)焊件变位机械和焊机变位机械要有较宽的调速范围,稳定的焊接运行速度,以及良好的结构刚度。
2)对尺寸和形状各异的焊件,要有一定的适用性。
3)在传动链中,应具有一级反行程自锁传动,以免动力源突然切断时,焊件因重力作用而发生事故。
4)与焊接机器人和精密焊接作业配合使用的焊件变位机械,视焊件大小和工艺方法的不同,其到位精度(点位控制)和运行轨迹精度(轮廓控制)应控制在0.1~2mm之间,最高精度应可达0.01mm。
焊接变位机技术说明书、技术方案、技术协议、技术标书
焊接变位机技术说明书供方:XXXX 公司需方:XXXX 公司20XX 年XX 月XX 日关键词: 焊接变位机技术说明书-技术方案-技术协议-技术标书关键词: 焊接变位机技术说明书-技术方案-技术协议-技术标书目录一、设备内容二、系统工程技术资料三、必要的动力电源四、工程进度打算五、安装调试六、培训打算及要求七、验收八、质保期—.下表所列的内容为 XXX 负责供给或制造的设备内容序号名称规格数量品牌备注1变位机 11.1 主动箱〔气动〕200KG 11.2 从动箱 1 XXX1.3 翻转工作台1450X68811.4 底座 12电控系统 1 XXX变位机布置示意图二.工程技术资料⏹焊接工件要求⏹材质:碳钢⏹工件重复定位尺寸精度需能保证焊缝位置误差小于0.5mm。
⏹工件状态:工件圆柱度及工件全都性误差应在0.5mm以内。
⏹外表状态:工件外表无毛刺、无由污、无涂层等外表附着物及其他异物。
〔注:如以上条件不能满足,如焊接节拍、焊接品质等内容应做相应变动〕缓冲器1齿条齿轮.主轴缓冲器2气缸⏹ 气动变位机说明⏹ 系统底座及变位机箱体、翻转台均由碳钢及型材拼焊接而成,扎实稳定。
⏹ 气动回转方式可实现工件在 0°和 180°两个角度的焊接,气动翻转机构重复定位精度高±0.1°,翻转中心与承载物体的重心小于 100mm 时, 气动翻转台最大可承载 200 公斤。
⏹ 变位机驱动承受气缸+周密齿轮齿条副+直线导轨, 实现工件正反面焊缝一次焊接完成,提高生产效 降低工人的劳动强度。
〔详见右图〕⏹ 翻转工作台夹具定位间距承受一个螺纹孔与一个定位销孔穿插定位的定位方式,可便利夹具的更换及定位的准确。
〔详见以下图〕工作台定位示意图。
焊达变位机文字说明共8页文档

济南焊达机械有限公司是专业从事焊接辅机具的研发、制造、销售、技术服务的高新技术企业。
焊达公司长年与高校保持合作并引进国内领先引进国际领先工艺, 研制了多系列先进、实用、满足客户个性化需求的自动焊割辅机具及专机。
公司主要生产焊接变位机、滚轮架、操作机、焊接卡盘,、焊接摆动器、氩弧焊送丝机、环缝焊专机、直缝焊专机等产品及配件。
其中焊接变位机、摆动器常年保持大批现货。
公司产品广泛应用于管法兰、压力容器、钢结构、环保设备、汽摩配件、仪器仪表、喷涂、模具、重工行业等领域。
济南焊达恪守:“励志进取、诚实守信”的企业宗旨,已为国内外数千家客户提供了优质的焊割设备和方案,产品远销欧洲、美洲、澳洲、东南亚等地区,获得了国内外用户的广泛赞誉。
“选择焊达,即选择放心,客户满意,服务至上”是焊达永恒的目标。
Jinan Handa Machinery Co.,Ltd is a set design, produce,sale and technical service as one high-tech enterprise. Our main products including: welding positioner, welding rotator, welding manipulator,welding turntable, welding rotary table, welding chuck, welding roller, TIG wire feeder and other welding auxiliary tools. Our products are widely used in welding , cutting, pipe flange, hydraulic device, bellow, valve, plating and other fields.Our company’s flagship products: circular seam positioners, and we keep light type welding positioners as batch stock. Moreover we can design non-standard seam welders according customer requirement.Handa Slogan: Live with Quality, Develop with Credit, Benefit Customer and Achieve Win - Win.Choose Handa, you choose the confidence and satisfaction. Customer first, reputation first is always our goal !该系列轻型变位机具有以下特点1.变位机回转机构由品牌直流电机驱动,旋转无级可调,低速稳定。
焊接变位机资料
.1 关于焊接变位机的几个概念和大体的要求焊接变位机的概念在焊接进程中,咱们常常会碰到焊接变位和选择适合的焊接位置的情形,为了解决这一问题,焊接变位机也就理所应当的显现了。
它能够通过工作台的回转和翻转,使待焊处置于适合位置,专门好的和焊接设备结合利用,实现焊接的自动化,机械化,提高生产效率和焊接质量。
归纳来讲,焊接变位机确实是移动工件,使之待焊部位处以适合易焊接的位置的焊接辅助设备。
选择适合的焊接变位性能提高焊接质量及生产效率,降低工人的劳动强度及生产本钱,增强平安文明生产,有利于现场治理。
专门是入世的冲击,工程机械市场竞争将会愈来愈猛烈,国内企业必需适应形势,通过焊接变位机等基础设备投入达到生产能力的革命。
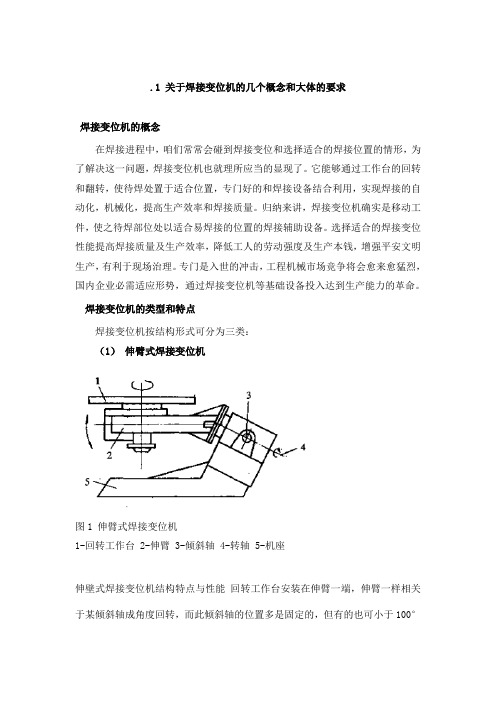
焊接变位机的类型和特点焊接变位机按结构形式可分为三类:(1)伸臂式焊接变位机图1 伸臂式焊接变位机1-回转工作台 2-伸臂 3-倾斜轴 4-转轴 5-机座伸壁式焊接变位机结构特点与性能回转工作台安装在伸臂一端,伸臂一样相关于某倾斜轴成角度回转,而此倾斜轴的位置多是固定的,但有的也可小于100°的范围内上下倾斜。
该机变位范围大,作业适应性好,但整体稳固性差。
其适用范围为1t以下中小工件的翻转变位。
在手工焊中应用较多。
多为电动机驱动,承载能力在0.5t以下,适用于小型罕有的翻转变位。
也有液压驱动的,承载能力多,适用于结构尺寸不大,但自重较大的焊件。
伸臂式的焊接变位机在手工焊中应用较多。
(2)座式焊接变位机图2 座式焊接变位机1-回转工作台 2-倾斜轴 3-扇形齿轮 4-机座座式焊接变位机工作台有一个整体翻转的自由度。
能够将工作翻转到理想的焊接位置进行焊接。
另外工作台还有一个旋转的自由度。
该种变位机已经系列化生产,要紧用于一些管,盘的焊接。
工作台边同回转机构支承在两边的倾斜轴上,工作台以焊速回转,倾斜边通过扇形齿轮或液压油缸,多在140°的范围内恒速倾斜。
该机稳固性好,一样不用固定在地地基上,搬移方便。
500公斤数控座式焊接变位机设计

500公斤数控座式焊接变位机摘要座式焊接变位机是通过工作台的回转或倾斜,使焊缝处于水平或船形位置的装置,它可以实现与操作机或焊机联控,可应用于各种轴类、盘类、筒体等回转体工件的焊接。
本次设计题目是设计一台500公斤数控座式焊接变位机,可实现焊接工件的回转、倾斜,而且工作台的回转和倾斜运动采用数控控制,以便与机器人配合联动,实现工件上的各类焊缝的自动焊接。
本次设计采用步进电动机进行驱动,直接与无级变速器及涡轮蜗杆减速器机构相连接,以带动工作台转动。
所以控制进入步进电动机的脉冲数量,就可控制工作台转角的大小;控制进入步进电动机的脉冲频率,就可控制工作台的转动速度;改变步进电机中各绕组的通电顺序,便是工作台正传或反转。
因此,该变位机可实现点位控制,并有较高的到位精度。
步进驱动系统采用开环控制,传动机构比较简单,从而设计、调整、维修都很方便。
本次设计的主要内容包括:数控座式焊接变位机的底座、回转机构、倾斜机构等的机械设计、装配图和零件图设计,数控步进电机的选型等。
整个机械系统应简单可靠,操作方便。
编写相应的设计说明书。
关键词:焊接、步进电机、变位机DESIGN OF 500 kg CNC WELDINGDISPLACEMENT MACHINEABSTRACTSeat type welding machine is through the displacement worktable turn or tilt, the weld seam in horizontal or boat form position of the device, which can realize Manipulator or welding machine with but connected controlling, can be applied to various axial, plate, barrel etc of axially symmetrical workpiece welding. This design topic is to design a 500 kilograms NC seat type welding displacements machine, It can realize the fluctuation on turn, tilt, and the rotary and tilt table adopts CNC control, in order to exercise with robot cooperate linkage, realize the of all kinds of workpiece weld automatic welding.This design adapts the stepping motor driven directly and variator and worm and worm reducer institutions, to drive workbench is connected to rotate. So control into stepping motor pulse quantity, can control the size of workbench corner; Control into stepping motor pulse frequency, it can control the rotation speed worktable; Change stepping motor of the winding electrify sequence, days or reverse is workbench. Therefore, this shift machine can realize position control and have higher in position precision. Stepping driving system USES the open loop control, transmission mechanism is simpler, thus design, adjustment, maintenance is very convenient.The design of the main content includes NC seat type welding displacements machine base, such as swing mechanism, the tilt institution of mechanical design, assembly and parts graph design, NC stepping motor selection, etc. The mechanical system should be simple, reliable and convenient operation. Write the corresponding design specification.KEY WORDS:Welding, Stepping motor, Displacements machine目录前言 (2)第1章总体方案拟定 (8)§1.1 焊接变位机概述 (8)§1.1.1 焊接变位机定义 (8)§1.1.2 焊接变位机的类型和特点 (8)§1.1.3 驱动系统 (11)§1.2 总体方案的确定 (12)第2章电动机的选择及传动比的分配 (13)§2.1 电动机的选择 (13)§2.1.1 主要技术参数 (13)§2.1.2 电动机的选择 (14)§2.2.1 回转轴总传动比的计算及其分配 (17)第3章零件设计和选用 (18)§3.1 零件的结构设计 (18)§3.2 回转轴的强度校核 (20)§3.2.1 轴上的受力分析及计算 (20)§3.2 回转轴齿轮强度校核 (24)§3.3 键强度校核 (25)§3.4 轴承的选用 (26)参考文献 (28)致谢 (29)前言焊接是一种制造技术,它是适应工业发展的需要,以现代工业为基础发展起来的,并且直接服务于机械制造工业。
1.0吨普通座式焊接变位机工装设计(全套图纸)
摘要焊接变位机也已成为制造业的一种不可缺少的设备,在焊接领域把它划为焊接辅助机。
就型式系列和品种规格而言,已问世的,约有十余个系列,百余个品种规格,正在形成一个新兴行业。
但是,有关焊接变位机的基本概念、型式与分类、主要技术参数等,存在不统一的问题。
本题目是设计能载重1.0t工件,进行全位置焊接的变位机械。
主要内容是关于焊接时机械的回转翻转的控制、电机选择、减速器的选择、各个轴和齿轮轴承的确定以及校核等等。
设计的具体过程是根据预定的载荷和要求的焊接速度从而确定设备所需要的电机类型,包括:电机的转速、额定功率、电压电流等,在此基础上计算轴的尺寸和相应配件的型号,并且对其进行相关的强度、使用寿命等的校核,然后对一些外购件也进行选择。
最后使用CAD软件将相关的零件图。
总装图绘制出来。
选用的方法主要是机械设计的相关知识,使用到的有材料力学、金属工艺学、Autocad等。
关键词:焊接变位机;机械设计AbstractWelding conjugation plane has become an indispensable manufacturing equipment , which is zoned welding assistant engine in the welding area. Patterns and varieties of specifications on the series, has been developed, some over 10 series, more than 100 varieties of specifications, a newly emerging industries. However, the welding machine conjugation basic concepts, patterns and classification, the main technical parameters, there are not uniform.This topic is designed to load 1.0t working, welding locations throughout the conjugation machinery. Mainly on the subject of welding, mechanical rotation turnover of control, the electrical options, reducer selection, various axle and the wheel bearings and determine accuracy, and so on.The design process is based on specific target load and speed requirements of welding equipment to determine the type of electrical needs, including : the rotational speed electrical, rated power, voltage, current and on the basis of the calculation of axle size and corresponding accessories models, and their associated intensity, and the useful life of accuracy, then for some purchases were also chosen. Finally related to the use of CAD software components map. GAD mapping out.The method chosen mainly mechanical design relevant knowledge, the use of the material mechanics, metal crafts science, Autocad.Keyword : welding conjugation machines, mechanical design.目录第1章绪论 (1)1.1关于焊接变位机的几个定义和基本的要求 (1)1.2 几种常见的焊接变位机的特点 (3)1.3焊接变位机的变位 (5)1.4变位机械中的机械传动机构的选择 (5)1.5变位机的额定载荷 (6)1.6焊接变位机械应具备的性能 (7)1.7国际和国内焊接变位机的发展 (8)1.8任务的提出 (10)第2章焊接变位机的总体方案设计 (11)2.1焊接变位机的总体设计和适用范围 (11)2.2焊接变位机的自由度....................................................... 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
学生学号0121301091045 实验课成绩学生实验报告书实验课程名称800kg座式焊接变位机设计开课学院材料学院指导教师姓名陈士民学生姓名贺凡凡学生专业班级成型13032016-- 2017学年第 1 学期工装、模具设计任务书学生姓名:贺凡凡专业班级:成型1303指导教师:陈士民工作单位:材料学院题目:800Kg座式焊接变位机设计初始条件:工作台回转电机驱动工作台倾斜电机驱动载重量800Kg工作台回转速度0.04~1.2r/min工作台倾斜速度0~1 r/min工作台尺寸Φ800重心高度h=450 mm偏心距e=240mm工作台倾斜角度0°~135°要求完成的主要任务:设计座式焊接变位器,完成以下工作:1. 确定座式焊接变位器结构型式;2. 设计座式焊接变位器回转结构或倾斜机构并校核;3. 选择重要外购件如减速器、电机等型号;4. 一般设计座式焊接变位器机架、工作台等结构件;5. 绘制座式焊接变位器总装图1张、重要零件图2张;6. 编制设计说明书1份字数2000~3000。
时间安排:设计工作以10工作日计算(按5天/周工作日计):1.设计开题讲课,借绘图工具、资料0.5天;2.确定座式焊接变位器总体方案1.5天;3.回转或倾斜机构设计、计算1.5天;4.机构设计、计算1.5天;5.焊接变位器机架设计1天;6.机械制图2.5天;7.编制设计说明书1天;8.答辩0.5天。
指导教师签名:2016年11月12日系主任(或责任教师)签名:年月日1.设计方案确定 (1)1.1设计要求、技术要求 (1)1.2回转机构的确定 (1)1.3倾斜机构的确定 (1)1.4机构预期寿命估算 (1)2.回转机构设计 (2)2.1回转轴强度计算 (2)2.2根据回转轴直径及受力情况选择轴承 (5)2.3设计回转轴结构尺寸、选择键 (5)2.4回转机构驱动功率计算及电机选择 (6)2.5设计回转机构的减速机构 (7)2.5.1外购减速器的选择 (7)2.5.2蜗轮蜗杆的设计 (7)2.5.3蜗轮蜗杆的校核 (10)2.5.4键的校核 (11)2.6回转主轴受力分析及校核,轴承校核 (11)2.6.1回转轴的受力分析 (11)2.6.2回转轴的强度校核 (12)2.6.3回转轴轴的刚度校核 (15)2.6.4轴承的校核 (16)3.小结 (17)参考文献 (17)1.设计方案确定图1-11.1设计要求、技术要求表1-1设计要求、技术要求工作台回转工作台倾斜载重量回转速度倾斜速度工作台尺寸φ重心高度偏心距电机驱动电机驱动800kg 0.04-1.2r/min0-1r/min 800mm 450mm 240mm1.2回转机构的确定由于工作台回转速度低,调速范围大,额定功率低,所以选择直流电动机;因为总传动一般大,故可选择外购一个减速器,再设计一个一级蜗轮蜗杆机构,使其具有自锁功能。
1.3倾斜机构的确定工作台的倾斜是为了使工件定位,其倾斜运动一般是电动机经减速器减速后通过扇形齿轮带动工作台倾斜。
采用带轮、蜗轮蜗杆减速及半圆齿轮机构,从而形成的调速范围。
1.4机构预期寿命估算机构预期使用寿命为5年,由于变位机上面焊件不可能总是在全自动化条件下焊接及安装和取放,即不是连续工作,则按运行时间按工作时间的50%计算。
以每天两班制,全年工作300个工作日记则其使用寿命为小时。
回转机构:直流电动机、蜗轮蜗杆、外购减速器倾斜机构:V带传动、外购减速器、异步电动机、扇形齿轮机构预期寿命为12000h根据《焊接工装夹具及变位机械图册》初步设计焊接变位机简图,如图1-22.回转机构设计2.1回转轴的强度计算如下图2-1所示,X、Y、Z三轴方向设定Z为主轴方向,Y垂直主轴方向沿纸面向上,X轴垂直主轴纸面向外。
图2-1 焊接变位器回转机构的受力状态图2-1主轴受力有弯力矩和扭矩。
绕X轴M x,绕Y轴M y在焊件和夹具等综合重要作用下,回转轴的危险断面在轴承A处,A点垂直回转轴线的截面上受有弯曲力矩M w和扭矩M n.因此有βαααsin cos hesin 2e sin h 22w ++=G M 其中G —综合重量e —综合重心偏心距 h —综合重心高β错误!未找到引用源。
—回转轴的转角α—回转轴的倾斜角A 截面受的扭矩为按第三强度理论折算当量弯矩 计算分析后得到当满足与βα当量弯矩有最大值,为max xd M =G 22e h +=228009.8450240⨯⨯+=3998400N.mm 根据max xd M 初步确定回转轴的直径:主轴材料选择材料为45#钢调质状态,其弯曲疲劳强度极限-1275a MP σ= 见《机械设计》表8-2. 许用应力:1[]Kn εσσ-=错误!未找到引用源。
; K —应力集中系数取1.7; n —安全系数取1.6; 则有根据公式: []MPa Kn 55.506.17.12755.01=⨯⨯==-εσσ则主轴直径mm M d dx 48.9255.50399840010][1033max =⨯=≥σ取最小值d min =93mm2.2根据回转轴直径及受力选择轴承max xd M =3998400N.md min =93mm因轴承受径向力和较大轴向力,且圆锥滚子轴承装拆调整方便,价格较低,故选用圆锥滚子轴承,d min=93mm,根据要求选择圆锥滚子轴承30219。
查看《机械设计课程设计》表12-3。
基本尺寸d=95mm,D=170mm,B=32mm基本额定负荷C r=228KN, C or=308KN2.3设计回转轴结构尺寸及键的选择根据轴的最小尺寸d min=93mm,轴承内径d=95mm,初步确定轴的各部分尺寸如下:错误!未找到引用源。
径向尺寸:d1=93mm,d2=95mm,d3=100mm,d4=110mm,d5=95mm轴向尺寸:(蜗杆的螺纹部分长度L预取160mm)l1=80mm,l2=75mm,l3=L-(2~3)=158mm,l4=15mm,l5=33mm,l套=25mm 查看《机械设计课程设计》表11-28①轴上的键由d1=93mm取圆头普通平键公称尺寸b×h=25×14长度取标准l=70mm③轴上的键由d3=100mm取圆头普通平键公称尺寸b×h=28×16长度取标准l=140mm图2-21—套筒 2—蜗轮 3—滚动轴承选择圆锥滚子轴承30219基本尺寸d=95mm,D=170mm,B=32mm基本额定负荷C r=228KN,C or=308K N①轴上的键取圆头普通平键公称尺寸25×14l=70mm ③轴上的键取圆头普通平键公称尺寸28×16l=140mm2.4回转机构驱动功率计算及电机选择由分析可知,在90=0αβ=︒︒,时,扭矩有最大值max n M Ge =以此计算回转轴的驱动功率N —回转轴的驱动功率kW ; n —回转轴的最大转速r/min ;η—回转轴系统的转动效率;f M —轴承处的摩擦力矩m N ⋅;且f 0.5()a a b b M f F d F d =+f —轴承的摩擦因数; a d 、b d —A 、B 处的轴径;a F 、b F —90=0αβ=︒︒,时A 、B 处的合成支反力;22212()()a G l F l h l K l R=++-221()b eK G F h l R=+由设计可得,两轴承之间的距离为l=230mm 蜗轮中心到上轴承的距离K 1 =120mm 蜗轮半径错误!未找到引用源。
=200mm22212()()a G l F l h l K l R=++-=()()22228009.823023045023012023576.8230200N ⨯++-=221()b eK G F h l R =+=228009.824012045016105.4230200N ⨯⨯⎛⎫+= ⎪⎝⎭查看《机械设计手册》根据所选的圆锥滚子轴承,摩擦因数f 取0.0025两轴承之间的距离l=230mm蜗轮中心到上轴承的距离K 1 =120mm蜗轮半径错误!未找到引用源。
=200mmFa=23576.8N2.5.3蜗轮蜗杆的校核图2-3螺纹部分长mm m z L 15010)401.011()1.011(2=⨯⨯+=+≥取160L mm =,190d mm =,故取轴064d mm =,蜗杆长1420L mm = 蜗杆同时受径向力和轴向力的作用m N n p n p T .84.1834884.01.195509550955012111=⨯⨯===η mN i T T ⋅=⨯⨯==12.330945.04084.18312η圆周力3112122183.84104085.390t T F Fa Nd ⨯⨯====轴向力32122223309.121016545.6400t T Fa F N d ⨯⨯====螺纹部分长160L mm=12t F Fa ==4085.3N12t Fa F ==16545.6N径向力122tan 16545.6tan 206022.1r r t F F F N α===⨯︒=,︒=20α 而蜗杆主要校核弯曲刚度 最大弯曲挠度221132','0.948T R F F y L L d EI +==,取E=206GPa ,I=44154648.23106464f d mm ππ⨯⨯==⨯223954085.36022.1(0.9400)48206108.2310y +=⨯⨯⨯⨯⨯⨯81904.210[]0.0910001000d mm y mm -=⨯≤===故蜗杆的弯曲刚度满足要求2.5.4键的校核由于回转轴中两个键选用45#钢,连接方式为静连接,转速低,查《机械设计》表15-1得,K ≈h/2max 8009.82401881600n T M Ge N mm ===⨯⨯=⋅校核①轴段上的键[]11221881600149.31480(7025)2p P T MPa d lk σσ⨯===≤⨯-⨯校核③轴段上的键[]3322188160046.671690(14028)2p P T MPa d lk σσ⨯===≤⨯-⨯ 可见两个键的选取都满足要求 2.6回转主轴受力分析及校核,轴承校核 2.6.1回转轴的受力分析两轴承之间的距离为l=230mm 蜗轮中心到上轴承的距离1120mm K =蜗轮半径错误!未找到引用源。
=200mm 由《焊接机械装备评议》表2-1及分析之合成支反力在错误!未找到引用源。
A ,B12r r F F ==6022.1N蜗杆最大弯曲挠度y =84.210mm -⨯其弯曲刚度满足要求1p σ=149.3MPa3p σ=46.67MPa两个键的选取都满足要求F Ax =120F t 2/230=8632.5N垂直面上支反力轴向受力Fa=Fa 2=4085.3N ,d 2=400mm21102672.3230a rBy dF F F N -+==- 212026671230ar Ay d F F F N +== ③画弯矩图截面C 出的弯矩为水平面上的弯矩3120101035.9cx Ax M F N m -=⨯⨯=⋅垂直面上的弯矩3321101010743.12cy By a d M F F N m --=⨯⨯+⨯=⋅合成弯矩221274.9c cx cy M M M N m =+=⋅④转矩图T 2=3309.12N ·m ⑤计算弯矩图2222max 2()1274.9(0.63309.12)2359.5c c M M T N m α=+=+⨯=⋅⑥按弯扭合成应力校核该轴的强度⑴ 面C 当量弯矩最大,故截面C 为可能危险截面 C 截面d=100mmmax 2359.5ca c M M N m ==⋅,查表17-2,的[]160b MPa σ-=[]2232133()2359.51023.6600.10.1100caca b M T M MPa MPa W d ασσ-+⨯====≤=⨯⑵ 面D 处虽然仅受转矩,但其直径d min =93最小,则该截面亦为可能危险截面 []31333309.1210'41.1600.10.193e e ca b M M MPa MPa Wd σσ-⨯====≤=⨯6022.1NF Bx =7913.1NF Ax =8632.5NBy F =672.3N -Ay F =6671Ncx M =1035.9N m ⋅cy M =743.1N m ⋅ c M =1274.9N m ⋅max c M =2359.5N m ⋅图2-4 2.6.3回转轴轴的刚度校核caσ= 23.6MPa'caσ= 41.1MPa 均满足强度要求图2-5其中错误!未找到引用源。