焊接滚轮架
75公斤焊接滚轮支架设计
75公斤焊接滚轮架设计摘要近年来,焊接工业得到了很快的发展,焊接设备也相继出现,各种焊接支架也得到了运用,在圆形工件内外环缝的焊接中组合式焊接滚轮架很受青睐,慢慢的取代长轴式、固定式等焊接滚轮架获得了广泛的应用,如何设计较好使用的滚轮架仍值得探讨。
随着生产的自动化,滚轮架在生产中的地位也日益突出。
目前国外众多的焊接设备制造厂都在生产焊接滚轮架。
产品规格型号多,结构差别也很大,各自有着不同的用途,有不同的特点。
国内的重型焊接滚轮架用户则主要集中在大型石油化工、电站设备制造等行业上。
使用的焊接滚轮架来自不同的国家。
焊接滚轮架是借助工件与主动滚轮间的摩擦力来带动工件旋转的机械装置,主要用于回转体工件的装配与焊接。
本次设计题目是一台75公斤焊接滚轮,主动滚轮与从动滚轮架各自独立,二者可根据工件的重量、长度任意组合。
使用灵活,适应性强,是目前最广泛的一种结构形式。
其设计的主要内容包括:75公斤焊接滚轮架的底座,主动滚轮机构、从动滚轮机构等的机械设计、装配图和零件图设计。
对滚轮架、调整方式、传动方式等可采用不同的设计方案。
整个机械系统应简单可靠,操作方便、经济适用。
编写相应的设计说明书。
关键词:焊接,滚轮架,可调式,调速DESIGN OF 75kg WELDING ROLLER CARRIERABSTRACTIn recent years, the welding industry has been rapidly develop ing, weld ing equip ment has been developing. A kind of weld ing stent has been used。
Cylinder part in the ring and outside the weld ing seam, and modular weld ing wheel-replace-lo ng axis, weld ing and other fixed-wheel planes, access to a wide range of applications。
标准焊接滚轮架说明书
瀚诚焊割焊接滚轮架说明书瀚诚焊割技术地址:下城区朝晖路182号国都发展大厦1号楼12D:09 传真:04一、用途我公司设计制造的HGZ、HGK型焊接滚轮架吸取国外同类产品的优点,根据压力容器制造厂的使用要求而设计制造的。
该产品实用于金属圆筒的手工焊接和自动焊接,是制造压力容器的必备设备。
具有工艺先进、质量可靠、操作简单等优点。
二、主要技术参数本滚轮架可分为可调式和自调式滚轮架,可适用规定围大小不同直径的产品、并能在规定围的焊接参数下,实现无级调速,传动噪声低,工件回转平稳。
主要技术参数如下:1、HGZ型自调式滚轮架规格型号HGZ5 HGZ10 HGZ20 HGZ30 HGZ40 HGZ50 HGZ60 HGZ80 HGZ100 载重t 5 10 20 30 40 50 60 80 100滚轮组两只金属轮直径240 290 340 340 390 390 440 490 490 宽度20 25 30 30 40 40 50 60 80 一只橡胶轮直径250 300 350 350 400 400 450 500 500 宽度100 120 120 120 120 120 120 120 1202、HGK 型可调式滚轮架规格型号 HGZ5 HGZ10 HGZ20 HGZ30 HGZ40 HGZ50 HGZ60 HGZ80 HGZ100 焊接直径最小 250 320 500 530 600 700 750 850 1000 四轮接触 735 910 1160 1291 1390 1523 1585 1790 2000 最大2300 2800 3500 3700 4200 4500 4800 5000 5500 钳形架中心 A90011001350145016001700180020002200滚轮线速度 m/h 6~60 6~60 6~60 6~60 6~60 6~60 6~60 6~60 6~60 电机功率 KW 0.75 1.1 1.5 2.2 3 4 4 4 5.5 调速方式 无级电磁 调速 电磁 调速 电磁 调速 电磁 调速 变频 调速 电磁 调速 电磁 调速 电磁 调速 电磁 调速 外形尺寸(驱动架)长×宽×高1695 × 672 × 6361930 × 795 × 7642240 × 835 × 8502370 × 850 × 9042480 × 955 × 10002620 × 985 × 10582930 × 1090 × 11233105 × 1165 × 11903510 × 1405 × 1320规 格 型 号 载重 中心距 滚轮直径滚轮宽度 筒体直径 滚轮线速 度(m/h) 电机功率 高度 总长 T A φ B 最小 最大 KW H L HGK-02 2 250~1000 200 80 250 1800 6~60 2×0.18 366 100 HGK-05 5 350~1350 250 100 250 2300 6~60 2×0.37 431 494 HGK-10 10 400~1550 300 120 300 2800 6~60 2×0.55 518 80 HGK-20 20 500~2300350120500 4500 6~602×1.1 625 500三、安装说明本机驱动和从动滚轮架必须安装在同一水平面的基础上,两组滚轮必须安放平行,其中心应一致,底平面与地面须贴平。
焊接滚轮架的类型
焊接滚轮架的类型焊接滚轮架有自调式焊接滚轮架、可调式焊接滚轮架、防窜焊接滚轮架等类型。
自调式焊接滚轮架:是利用主动滚轮与焊件之间的摩擦力带动工件旋转的变位设备。
可根据工件直径大小自动调节轮组的摆角,并能自动调心。
配套时,可以实现工件的内外纵缝和内外环缝焊接。
洛阳博塔重工本产品广泛应用于风电、压力容器、石化、管道、钢结构、锅炉、造船、堆焊修复等行业。
此类型焊接滚轮架特点:(1)该滚轮架包括两种结构型式,可调焊接滚轮架,为固定式和移动式。
(2)驱动方式为单电机驱动或双减速机驱动,用户可根据需要进行选择。
(3)滚轮的数量为每套八只,组合方式是钢轮、胶轮、钢胶组合,转速调节方式有交流变频无级调速和电磁无级调速。
(4)支撑工件方式有钳形架自动张开以及自动复位。
(5)该滚轮架的电控系统有主控制柜、远程控制盒或脚踏开关,并且预留焊接联动接口。
可调式焊接滚轮架:由一台主动与一台被动组成。
主动滚轮运转由两台电机分别驱动运转,通过调速电机,调速控制器通过变频调速或电磁调速实现无级变速。
工件回转的线速度为6—60米/小时,可以满足手工焊、自动堆焊、自动埋弧焊等各种不同焊接的需要,以及满足工件的各种铆装之用。
可以通过丝杆或镙订分档来调接滚轮间距,以满足不同规格工件焊接要求。
此类型焊接滚轮架特点:1、组合箱形底座,承载能力强,刚性好;2、名牌四伺服电机,调速范围大,精度高,参数可预置,重现;3、钢胶组合式滚轮,承载能力强,适用寿命长;4、整体退火去应力,长期使用不变形,可维护性好;5、制造工艺先进,各轴孔直线度,平行度高,最大限度减小因工件制造精度不足造成的工件窜动量。
防窜焊接滚轮架:在可调式滚轮架的基础上将从动架的滚轮做成可升降式,利用光电编码器检测工件的窜动量,系统控制器控制从动滚轮的升降。
位移检测架放置在工件的一端,检测轮压在工件的端面上(端面必须经过加工),检测轮能随工件一起转动,当工件轴向移动时,检测轮会随工件一起随动,光电编码器检测到工件的窜动量和窜动方向,其信号输入到系统控制器进行处理。
焊接滚轮架设计设计
焊接滚轮架设计设计焊接滚轮架是一种用于搬运和定位大型工件的设备,特别适用于焊接过程中需要旋转工件的场合。
在设计焊接滚轮架时,需要考虑到工件的重量、尺寸和形状,以及其在焊接过程中的定位要求和移动要求。
本文将详细介绍焊接滚轮架的设计,包括其结构设计、工作原理和设计要点。
结构设计:焊接滚轮架的主要结构包括滚轮架体、滚轮支撑装置和传动装置。
滚轮架体通常采用钢板焊接而成,具有足够的强度和刚度以承载工件的重量。
滚轮支撑装置通常采用可调节式结构,以适应不同尺寸的工件,并保证工件的水平度和垂直度。
传动装置通常采用电动滚轮或液压滚轮,以实现工件的旋转和定位。
工作原理:焊接滚轮架的工作原理是通过滚轮的旋转运动,将工件从一处位置滚动到另一处位置,并保持其平稳和稳定的定位。
滚轮架通过传动装置驱动滚轮的旋转,实现工件的旋转运动。
同时,滚轮支撑装置通过调节滚轮的高度和角度,以适应不同尺寸的工件,并确保其保持水平和垂直的位置。
设计要点:1.工件的定位要求:在设计焊接滚轮架时,需要考虑工件的定位要求,包括工件的水平度和垂直度要求。
滚轮支撑装置的设计应具有足够的灵活性,以适应不同尺寸和形状的工件,并能够保持其水平和垂直的位置。
2.滚轮的选型与布置:滚轮的选型应考虑到工件的重量和摩擦要求。
较大的工件通常需要更大和更强的滚轮来承受其重量,并确保平稳的滚动。
滚轮的布置应均匀分布在滚轮架体上,以保持工件的平衡和稳定。
3.传动装置的设计:传动装置的设计应考虑到工件的旋转速度和精度要求。
对于较大的工件,通常需要采用液压传动装置,以实现更高的旋转力和更精确的控制。
对于较小的工件,电动传动装置可能更为合适。
4.结构的强度和刚度设计:焊接滚轮架的结构设计应具有足够的强度和刚度,以承受工件的重量和焊接过程中可能产生的振动和冲击。
在设计时,应采用合适的结构形式和尺寸,以确保其足够强大并能够满足工作要求。
总结:设计焊接滚轮架是一个复杂的过程,需要充分考虑工件的特点和焊接过程中的要求。
焊接滚轮架毕业设计
焊接滚轮架毕业设计焊接滚轮架毕业设计在工程领域中,焊接技术一直扮演着重要的角色。
而焊接滚轮架作为焊接设备的重要组成部分,其设计与制造对于提高焊接效率和质量至关重要。
本文将探讨焊接滚轮架的毕业设计,包括设计原理、材料选择和制造流程等方面。
一、设计原理焊接滚轮架的设计原理主要涉及到滚轮的选择和布置、结构的稳定性以及操作的灵活性。
首先,滚轮的选择应考虑到所需承载能力和摩擦力,以确保焊接工件在滚动过程中的稳定性。
其次,滚轮的布置应合理,以满足不同焊接工件的需求。
最后,焊接滚轮架的结构应具备足够的稳定性,以确保焊接过程中的安全性和可靠性。
二、材料选择在焊接滚轮架的材料选择上,应考虑到其强度、耐磨性和耐腐蚀性等方面。
通常情况下,焊接滚轮架的主要构件采用高强度钢材制作,以确保其承载能力和结构的稳定性。
而滚轮则可以选择具有较高硬度和耐磨性的材料,如合金钢或硬质橡胶等。
此外,对于焊接滚轮架的表面处理,可以采用镀锌或喷涂等方式,以提高其耐腐蚀性和美观度。
三、制造流程焊接滚轮架的制造流程包括材料切割、焊接、加工和装配等步骤。
首先,根据设计要求,对所需材料进行切割,以得到各个构件的形状和尺寸。
然后,通过焊接工艺将构件进行连接,形成滚轮架的基本结构。
接下来,对焊接接头进行加工,以提高其精度和表面质量。
最后,对各个构件进行装配,并进行必要的调试,以确保焊接滚轮架的正常运行。
四、创新点在焊接滚轮架的毕业设计中,可以考虑加入一些创新点,以提升其性能和功能。
例如,可以设计可调节高度的滚轮架,以适应不同高度的焊接工件。
另外,可以考虑加入自动控制系统,以实现焊接滚轮架的自动化操作。
此外,还可以通过优化结构设计和材料选择,降低焊接滚轮架的重量和能耗,提高其工作效率和环境友好性。
总结起来,焊接滚轮架的毕业设计涉及到设计原理、材料选择和制造流程等方面。
在设计中应注重滚轮的选择和布置、结构的稳定性以及操作的灵活性。
材料选择应考虑到强度、耐磨性和耐腐蚀性等因素。
焊接滚轮架设计
本科毕业设计(论文) 4T焊接滚轮架机械设计年级:学号:姓名:专业:指导老师:20** 年 6 月毕业论文任务书班级学生姓名学号发题日期:**年02月16 日完成日期:毕业当年的**月29日题目4T焊接滚轮架机械设计本论文的目的、意义目前常用的焊接滚轮架有长轴式和组合式两种常见形式,组合式滚轮架可根据焊件的重量和长度进行任意组合,其组合比例也不仅是1与1的组合。
因此,使用方便灵活,对焊件的适应性很强。
在本次设计的组合式滚轮架中充分考虑了滚轮架的合理性及经济型等因素,通过这次毕业设计了解了焊接滚轮架的结构,用途等。
并对焊接机械在生产中的促进作用有了更深刻的认识。
巩固了四年来学到的知识,为今后工作打下了结实的基础。
1、学生应完成的任务1)完成焊接滚轮架CAD当量图纸大于3张,2)设计焊接滚轮架论文1份大于24000字3)关于滚轮架轴向窜动的英文翻译大于10000字符4)论文日志5)设计论文光盘一个2、论文各部分内容及时间分配:(共15周)第一部分阅读有关焊接滚轮架设计、CAD方面的文献资料,并进行了小结( 2周) 第二部分滚轮架设计方案制定,并进行了关于轴、轴承、键的计算校核( 2周) 第三部分绘制焊接滚轮架的总装图及零件图( 7周) 第四部分导师审阅论文( 1周) 第部分撰写论文( 1周) 评阅其答辩( 1周) 修改论文( 1周) 3、参考文献1)各类机械设计手册2)王政编,焊接工装夹具及变位机械图册3)前几届毕业学生的毕业论文等等备注指导教师:年月日审批人:年月日摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
焊接滚轮架主要用于筒形焊件的装配与焊接。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架。
第二类是组合式滚轮架。
本文主要对组合式4T焊接滚轮架进行设计,并对轴、键等主要构件进行了校核。
焊接滚轮架的特点与组成
焊接滚轮架的特点与组成焊接滚轮架,就是利用焊件和滚轮之间的摩擦力从而使焊件发生旋转的装置。
它在焊接行业中应用很多,有如下特点:(1)加热温度比熔焊低、加热时间短、热影响区小。
(2)焊接过程中施加压力,不加填充材料,简化了焊接过程。
(3)自调式滚轮架可以用压焊焊成与母材同等强度的优质接头,提高了焊接材料利用率。
焊接滚轮架的主要组成:焊接滚轮架主动滚轮架、从动滚轮架都是独立的,它们之间可根据工件的重量和长度任意的组合,其组合比列可以是一主一丛的组合,也可以是一主两丛、一主三从的组合,使用起来方便灵活,对焊件的适应性强。
主动架主要由底座、滚轮、传动减速机构、控制系统组成,从动架主要由底胎和滚轮组成。
(1)底胎采用H型钢焊接而成的钢架结构,保证其良好的刚性和在工作状态中设备的稳定性,并且能减轻整套焊接滚轮架的重量,即节约了大量的板材消耗又达到了工艺要求的设备使用的效果。
(2)滚轮焊接滚轮架的主动轮与从动轮上各有两只滚轮,选用金属材质的滚轮,这样就可以大大提高本焊接滚轮架的承载能力。
(3)旋转减速机构主动架上的两只滚轮分别有两台直联型双级摆线针轮减速机驱动形成回转驱动力,这种减速机的优势在于速比大,效率高,体积小,传动平稳可靠,寿命长,便于维护等特点。
从动架上没有传动减速机,只有两只金属滚轮,因为从动架只起到支撑与辅助传动的作用。
(4)控制系统采用变频器无极调速,调速范围宽,精度高,启动扭矩大,驱动能力强,高可靠性,多种自我保护功能,免维修等特点。
焊接滚轮架的启动、停止、正反转及调速,均在控制平台上操作。
设备的控制配电箱放置在远离设备的一侧,变频器速度显示,其显示单位设为Hz。
焊接滚轮架的工作状态及转速调节通过控制按钮完成的。
正转、反转/停止——当工件装卡完毕后,即将开始工作时,扳动正转/反转开关,焊接滚轮架的控制变频器得电,这时摆线减速机就能得电工作。
并且可以调节工件得旋转方向,当需要停止时把纽子扳到停止位置即可。
75公斤焊接滚轮支架.
75公斤焊接滚轮架设计摘要近年来,焊接工业得到了很快的发展,焊接设备也相继出现,各种焊接支架也得到了运用,在圆形工件内外环缝的焊接中组合式焊接滚轮架很受青睐,慢慢的取代长轴式、固定式等焊接滚轮架获得了广泛的应用,如何设计较好使用的滚轮架仍值得探讨。
随着生产的自动化,滚轮架在生产中的地位也日益突出。
目前国外众多的焊接设备制造厂都在生产焊接滚轮架。
产品规格型号多,结构差别也很大,各自有着不同的用途,有不同的特点。
国内的重型焊接滚轮架用户则主要集中在大型石油化工、电站设备制造等行业上。
使用的焊接滚轮架来自不同的国家。
焊接滚轮架是借助工件与主动滚轮间的摩擦力来带动工件旋转的机械装置,主要用于回转体工件的装配与焊接。
本次设计题目是一台75公斤焊接滚轮,主动滚轮与从动滚轮架各自独立,二者可根据工件的重量、长度任意组合。
使用灵活,适应性强,是目前最广泛的一种结构形式。
其设计的主要内容包括:75公斤焊接滚轮架的底座,主动滚轮机构、从动滚轮机构等的机械设计、装配图和零件图设计。
对滚轮架、调整方式、传动方式等可采用不同的设计方案。
整个机械系统应简单可靠,操作方便、经济适用。
编写相应的设计说明书。
关键词:焊接,滚轮架,可调式,调速DESIGN OF 75kg WELDING ROLLER CARRIERABSTRACTIn recent years, the welding industry has been rapidly developing, welding equipment has been developing. A kind of welding stent has been used。
Cylinder part in the ring and outside the welding seam, and modular welding wheel-replace-long axis, welding and other fixed-wheel planes, access to a wide range of applications。
焊接滚轮架的合理使用及其功率计算

焊接滚轮架的合理使用和功率计算涉及到多个因素。
首先,焊接滚轮架的功率主要涉及到滚轮驱动功率和滚轮支撑功率两个方面。
驱动功率的计算公式为:滚轮驱动功率= 驱动力×工件转速。
在这个公式中,驱动力可以通过测量滚轮架的驱动扭矩获得,而工件转速可以通过测量滚轮架的转速获得。
通过测量和计算,可以得到滚轮驱动功率的准确数值。
对于滚轮支撑功率,其计算公式为:滚轮支撑功率= 支撑力×支撑滚轮转速。
支撑力可以通。
在使用焊接滚轮架时,需要注意中心角的大小。
如果中心角取得合适,逆时针转向的工件不容易产生变形或使筒体变形,同时驱动功率也不会急剧增大。
此外,焊接滚轮架的使用也需要注意安全。
例如,操作人员需要经过专业培训,了解设备的安全操作规程;设备运行时,操作人员需要佩戴必要的防护用具;设备的维护和保养也需要按照说明书或专业人员的建议进行。
总的来说,焊接滚轮架的合理使用和功率计算需要结合具体的工况条件和设备参数进行,同时还需要注意安全操作和维护保养等
方面的问题。
【精品】焊接滚轮架说明书
储水筒筒体用滚轮架设计及其焊接工艺设计姓名:苗冲学号:2010100921专业:材料成型10—2指导老师:丁敏2013年12月摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备.焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
焊接滚轮架主要用于筒形焊件的装配与焊接.若对主、从动滚轮的高度作适当调整,也可进行锥体、分段不等径回转体的装配与焊接。
对于一些非圆长形焊件,若将其装卡在特制的环形卡箍内,也可在焊接滚轮架上进行装焊作业。
为了焊接不同直径的焊件,焊接滚轮架的滚轮间距应能调节。
焊接滚轮架的使用能大大提高焊缝质量,减轻劳动强度,提高生产效率。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架。
第二类是组合式滚轮架。
本文主要对组合式25Kg焊接滚轮架进行设计,并对轴、键等主要构件进行了校核。
结果表明各主要部件符合要求。
该滚轮架结构简单,使用方便灵活,对焊件的适应性很强.设计中充分的考虑了滚轮架的合理性和经济性等因素。
关键词:焊接,工装夹具,滚轮架目录第一部分:焊接滚轮架的设计一、设计内容........................................ 错误!未指定书签。
1。
1设计内容................................... 错误!未指定书签。
1。
2给定参数................................... 错误!未指定书签。
二、设计方案分析及确定.............................. 错误!未指定书签。
2。
1滚轮架类型的确定........................... 错误!未指定书签。
2。
2传动方案的确定............................. 错误!未指定书签。
三、滚轮形式及尺寸参数的确定........................ 错误!未指定书签。
焊接滚轮架标准
焊接滚轮架标准一、引言焊接滚轮架是一种常见的工业设备,用于支撑和移动货物。
作为一种重要的装备,它需要符合一定的标准,以确保其质量和性能。
本文将从设计、材料、制造和测试等方面探讨焊接滚轮架的标准要求。
二、设计要求焊接滚轮架的设计需要满足以下要求:2.1 抗压能力焊接滚轮架在工作过程中需要承受货物的重量和压力。
因此,它必须具有足够的抗压能力,能够安全地支撑和移动货物。
2.2 结构稳定性为了确保焊接滚轮架在使用过程中不会发生倾覆和翻倒的情况,其结构必须稳定,能够经受住外部的挤压和震动。
2.3 强度和硬度焊接滚轮架需要具备足够的强度和硬度,以确保其在使用过程中不会变形或损坏。
三、材料要求为了保证焊接滚轮架的质量和性能,选材是至关重要的。
3.1 钢材焊接滚轮架的主要材料通常是钢材,因其具备较高的强度和耐磨性。
选择合适的钢材可以提高焊接滚轮架的使用寿命和可靠性。
3.2 钢板厚度焊接滚轮架的钢板厚度应根据所需的承重能力和使用环境来确定。
较大的承重能力要求更厚的钢板,而恶劣的使用环境可能需要更耐腐蚀的材料。
四、制造要求焊接滚轮架的制造过程中有一些关键的要求。
4.1 焊接工艺焊接滚轮架的焊接工艺应满足现行的焊接标准。
焊接缺陷和焊接接头的质量是焊接滚轮架的重要指标,必须符合相关的检测要求。
4.2 表面处理焊接滚轮架制造完成后,其表面需要进行处理以防止腐蚀和增加耐磨性。
一种常用的方法是对表面进行喷涂防锈漆或者热镀锌处理。
五、测试要求为了确保焊接滚轮架的质量和性能,对其进行一系列的测试是必要的。
5.1 负荷试验负荷试验是测试焊接滚轮架的承重能力的关键步骤。
在负荷试验中,需要对焊接滚轮架逐渐增加载荷,观察其变形情况并判断其是否满足设计要求。
5.2 行走试验焊接滚轮架的行走试验可以测试其在各种地面条件下的稳定性和灵活性。
通过模拟实际使用场景,观察滚轮架的行走情况,以评估其是否满足标准要求。
5.3 耐久性测试耐久性测试是验证焊接滚轮架的使用寿命的重要方法。
50吨焊接滚轮架主动滚轮架设计(机械CAD图纸)

50吨焊接滚轮架主动滚轮架设计摘要在焊接生产中,经常会遇到需要焊接变位及选择合适焊接位置的情况,针对这些实际需要,我们设计和研制了各种各样的焊接变位装置。
焊接滚轮架就是一种能实现焊件自动变位的焊接辅助设备。
它的动力驱动装置通过传动装置驱动主动滚轮转动,利用主动滚轮与圆筒类工件之间的摩擦力带动工件旋转实现变位,可实现工件的焊缝处于最理想的位置进行焊接,从而大大提高焊缝的焊接质量和生产率,并大大降低焊工劳动强度。
本次设计的题目是50吨焊接滚轮架主动滚轮架的设计,要求可根据工件的直径调节滚轮的中心距,整个机械系统简单可靠,操作方便,经济适用。
本次设计的主要内容包括:主动滚轮架的底座、主动滚轮机构、减速器机构等的机械设计、装配图和零件图设计以及编写设计说明书。
本文简要地介绍了50吨滚轮架设计的主要内容,包括设计题目的分析、总体方案的确定、电机的选择、传动比的分配、主动滚轮机构的设计以及主要传动件的设计校核等内容。
本次设计的主动滚轮架与从动滚轮架是相互独立的,使用时可根据焊件的重量和长度进行任意组合,因此使用方便灵活,对焊件的适应性很强。
关键词:焊接,滚轮架,可调式,设计,校核THE DRIVING ROLLER CARRIER DESIGN OFA FIFTY TONS WELDING ROLLER CARRIERABSTRACTIn welding production, it is common for us to turn the weldment and choose the appropriate welding position. According to the actual needs, we have designed and developed a variety of welding displacement equipment. For example,welding roller carrier is one of such kinds of welding auxiliary equipment which can realize welding displacement automatically. Its driving device takes the driving roller rotation through the transmission device, and with the help of the friction between the cylinder weldment and the driving roller ,it can realize the rotation and displacement of the workpiece, which can ensure the welding line in the ideal position for welding, so as to improve the welding quality and productivity dramatically, and reduce the labor intensity of welders significantly.The topic of this thesis is the driving roller carrier design of a fifty tons welding roller carrier. The center distance of its rollers should be adjustable according to the diameter of the workpiece and its mechanical system should be simple, reliable, easy to operate, affordable. The main content of my task includes: the driving roller base and mechanism design, the retarding mechanism design, assembly drawing and part drawing design and writing the design specification. The design process of a 50 tons welding roller carrier is briefly introduced in this paper. The main content includes: the design subject analysis, the determination of overall scheme, the choice of motor, the distribution of transmission ratio, the design of the active roller mechanism and the main transmission parts design and checking.Due to driving roller carrier and drivenroller carrier are mutually independent, they can be combined with each other flexibly according to the weight and length of the weldment.For the sake of this, it is convenient to use, flexible and adaptable.KEY WORDS:welding,roller bed, adjustable, design, checking目录前言 (1)第一章题目分析与方案确定 (3)§1.1设计题目分析 (3)§1.2给定参数 (3)§1.3传动方案的确定 (4)第二章主动滚轮架的设计计算 (5)§2.1滚轮的直径及中心距的确定 (5)§2.2驱动圆周力和摩擦力的计算 (6)§2.3滚轮轴上的载荷的计算 (8)§2.4滚轮轴径大小的计算 (8)§2.5附着力验算 (9)§2.6焊接滚轮架的电动机驱动功率的确定 (9)§2.7电动机型号的确定 (10)§2.8传动比分配 (10)第三章各级传动的校核计算 (11)§3.1 初步设计计算参数 (11)§3.2带传动的设计计算 (11)§3.3蜗轮蜗杆传动校核计算 (12)§3.4第一级齿轮传动的校核计算 (14)§3.5第二级齿轮传动的校核计算 (17)第四章轴承和轴的校核计算 (20)§4.1Ⅰ轴及轴承的校核 (20)§4.2Ⅱ轴及轴承的校核 (23)§4.3Ⅲ轴及轴承的校核 (27)§4.4键的校核计算 (31)结论 (33)参考文献 (34)致谢 (35)前言在焊接生产中,经常会遇到需要焊接变位及选择合适焊接位置的情况,针对这些实际需要,我们设计和研制了各种各样的焊接变位装置,使焊缝处于易焊位置,可以实现焊接的机械化、自动化,从而提高了焊接的质量和焊接效率并大大地降低了工人的劳动强度。
40t焊接滚轮架设计--主动滚轮座设计 毕业设计

40t焊接滚轮架设计--主动滚轮座设计毕业设计摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
文中详细讨论了滚轮架上筒体轴向运动的机理和特性,由于滚轮架制造安装过程中的随机误差,使滚轮与筒体之间产生螺旋角,导致筒体的轴向运动。
比较了升降式、平移式和偏转式三种机械调节方式的优缺点,设计中充分的考虑了滚轮架的合理性和经济性等因素。
关键词:焊接;工装夹具;滚轮架;减速器AbstractWelding equipment is a variety of assistive devices and equipment which in the welding process and welding production line, to the achievement of welding mechanization and automation, and will help improve the quality of welding assembly to speed up the production process of welding. Welding turning rolls is a welding machine by drawing on the wheel and take the initiative between the Mount Weldment relay drive rotating to shift. The mechanism and the characteristics were investigated in detail for the axial drifting of a shaft on the welding turnig rolls. The spiral angle that comes from the random errors in the manufacture and the installation of the welding rolls, results in the axial drifting of a cylinder on the welding turning rolls. The comparison was made for both their merits and shortcomings among the three adjusting manners: the elevating, the translational and the deflecting. Fully accounting is taken into in the design of the wheel frame of rationality and economic factors.Key words: Welding; Tooling Fixture; welding turning rolls; reduction gear目录摘要....................................................... Abstract.. (I)目录 (Ⅲ)第1章绪论 01.1焊接工艺现状及发展方向 01.2论文主要研究内容 (1)第2章焊接用工艺设备 (1)2.1概述 (1)第3章 240吨焊接滚轮架主动轮设计 (6)3.1机械传动装置方案设计 (6)3.2减速器传动零件的设计计算 (10)3.3减速器箱体结构设计 (21)3.4减速器的附件设计 (23)结论 (28)参考文献 (29)致谢 (30)附件1 (31)附件2 (42)第1章绪论1.1焊接工艺现状及发展方向随着现代工业的高速发展和焊接技术的不断进步,焊接作为一种金属连接的工艺方法,在金属结构生产中已经基本取代了铆接连接工艺。
防窜焊接滚轮架:窜动检测及防窜控制系统设计
第一章 方案的选择和确定11 滚轮架简介焊接滚轮架是借助主动滚轮与焊件间的摩擦力来带动焊件旋转的变位机械。
滚轮 分主动滚轮与从动滚轮。
主要用于筒形焊件的装配与焊接。
若对主、从动滚轮的高度 作适当调整,也可进行锥体、分段不等径回转体的装配与焊接。
对于一些非圆长形 焊件,若将其装卡在特制的环形卡箍内,也可在焊接滚轮架上进行装焊作业。
焊接滚轮架的使用能大大提高焊缝质量,减轻劳动强度,提高工作效率。
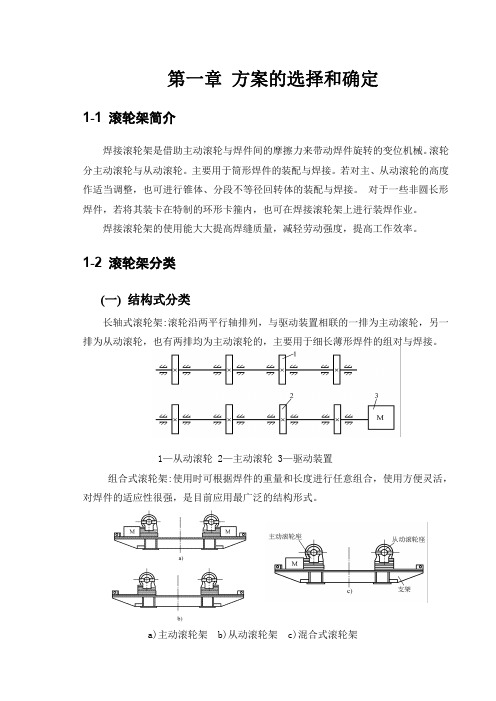
12 滚轮架分类(一) 结构式分类长轴式滚轮架:滚轮沿两平行轴排列,与驱动装置相联的一排为主动滚轮,另一 排为从动滚轮,也有两排均为主动滚轮的,主要用于细长薄形焊件的组对与焊接。
1—从动滚轮 2—主动滚轮 3—驱动装置组合式滚轮架:使用时可根据焊件的重量和长度进行任意组合,使用方便灵活, 对焊件的适应性很强,是目前应用最广泛的结构形式。
a)主动滚轮架 b)从动滚轮架 c)混合式滚轮架(二) 调节方式分类自调式的可根据焊件的直径自动调整滚轮的间距:非自调式的是靠移动支架上的滚轮座来调节滚轮的间距。
自调式焊接滚轮架 非自调式焊接滚轮架13 结构设计(一) 滚轮架结构选择结构选择:采用组合式滚轮架。
组合式滚轮架特点 :使用时可根据焊件的重量和长度进行任意组合,使用方便灵 活,对焊件的适应性很强,是目前应用最广泛的结构形式。
(二) 滚轮架调节方式选择调节方式选择:采用自调式滚轮架。
自调式滚轮架特点:自调式滚轮架根据工件直径大小自动调节滚轮支架的角度, 满足不同直径工件的支撑及旋转驱动。
14 滚轮驱动方案的拟定为了保证一对主动轮的速度同步,采用由一个电机同时驱动两个主动轮。
传动方案设计如下图传动方案简图第二章 焊接滚轮架的设计与计算21 焊接滚轮架主要技术参数额定载重量:2t;工件直径:250~1600mm;滚轮圆周速度:6~60m/h22 滚轮直径的确定由表 1 可知本次设计的 2t 滚轮架选取滚轮直径 Dr=250mm;工件筒体直径 Dmin=250mm,Dmax=1600mm。
焊接滚轮架的制作
焊接滚轮架的制作第一步:设计滚轮架在制作滚轮架前,需要先进行设计工作。
设计包括确定滚轮架的尺寸、结构和负载能力等。
根据不同的使用需求,可以使用CAD软件进行设计,并制定恰当的制造计划。
第二步:确定所需材料根据设计图纸,确定所需的材料。
通常情况下,滚轮架制作所需的主要材料包括:钢板、钢管、焊丝、螺栓等。
其中钢板用于制作滚轮架主体结构,钢管用于制作滚轮支撑杆,焊丝用于焊接,螺栓用于固定各个部件。
第三步:材料准备根据设计要求,对钢板和钢管进行准备工作。
首先,使用剪切机对钢板进行裁剪,使其符合设计尺寸。
然后,使用角磨机将边角修整光滑。
接下来,对钢管进行切割和修磨,使其长度与设计要求一致。
第四步:制作主体结构将准备好的钢板进行折弯和弯曲操作,制作出滚轮架的主体结构。
使用焊接机将各个部件进行焊接,保证结构的稳定性和坚固性。
第五步:制作滚轮部分将准备好的钢管和螺栓组合在一起,形成滚轮架的滚轮部分。
首先,将螺栓穿过钢管,在钢板上用螺母固定。
然后,将滚轮装配到螺栓上,确保其能够顺畅滚动。
第六步:涂漆和表面处理对制作好的滚轮架进行涂漆和表面处理,以防止生锈和保护外观。
可以选择适当的涂料和处理方法,如喷涂或烤漆等。
第七步:质量检验和测试制作完成后,进行质量检验和测试,以确保滚轮架符合使用要求。
检查焊接部位是否牢固,滚轮是否顺畅滚动,滚轮架是否能够承受设计负荷等。
第八步:安装和使用经过质量检验合格后,将滚轮架安装到需要的位置上。
在使用过程中,要根据实际需要进行正确的操作和维护,以保证滚轮架的正常运行和寿命。
总结:制作焊接滚轮架需要以下步骤:设计滚轮架、确定所需材料、材料准备、制作主体结构、制作滚轮部分、涂漆和表面处理、质量检验和测试、安装和使用。
在制作过程中,要注意合理安排时间和工作流程,提高制作效率和质量。
此外,为了确保滚轮架的安全和可靠性,建议在制作过程中遵循相关的焊接标准和规范。
焊接操作机焊接滚轮架不同构造及操作步骤
焊接操作机焊接滚轮架不同构造及操作步骤焊接操作机是一种用于焊接工艺的设备,用于提供稳定的工作平台和固定的焊接工具。
焊接滚轮架是焊接操作机的一个重要组成部分,它能够提供滚动辅助支撑,使焊接过程更加稳定和精确。
下面将详细介绍焊接滚轮架的不同构造和操作步骤。
1.焊接滚轮架的不同构造(a)万向滚轮架:这是一种常见的焊接滚轮架,它由一个底座、一个转动机构和一组滚轮组成。
滚轮通过转动机构连接到底座上,可以实现水平、垂直和回转运动,因此具有较大的灵活性和适应性。
(b)固定滚轮架:这种滚轮架是用于较小的焊接工件或固定位置焊接的场景。
它通常由一个底座和一组固定滚轮组成,通过调整滚轮的位置和角度来适应不同的焊接需求。
(c)伸缩滚轮架:这种滚轮架能够根据工件尺寸的变化来进行调整,具有较强的适应性。
它由一个底座、一个伸缩装置和一组滚轮组成,通过改变伸缩装置的长度来调整滚轮的间距和位置。
2.焊接滚轮架的操作步骤步骤一:准备工作在开始操作之前,需要对焊接滚轮架进行检查和准备工作。
首先,检查滚轮架的各个部件是否完好无损,滚轮是否正常运转,固定螺栓是否松动。
然后,确定焊接滚轮架的正确位置和方向,确保其稳定性和操作便捷性。
最后,根据焊接工艺要求,选择合适的滚轮架以及辅助配件。
步骤二:安装工件将需要焊接的工件放置在焊接滚轮架上,根据工件的尺寸和形状,调整滚轮之间的间隔和位置。
确保工件可以平稳滚动,并且滚轮与工件之间有适当的接触面积。
步骤三:调整焊接位置根据焊接工艺要求,调整焊接枪或焊接电源的位置和角度,使其与工件的焊接部位相匹配。
确保焊接枪和焊接滚轮的协调运动,以实现精确的焊接。
步骤四:进行焊接启动焊接设备,调节焊接电流、电压和速度等参数,开始进行焊接。
同时,通过控制焊接滚轮的转动和滚动,使焊接工件保持恒定的速度和力度。
注意监测焊接过程中的温度、电流和焊接质量,及时调整和处理。
步骤五:完成焊接当焊接结束后,关闭焊接设备,停止焊接滚轮的运转。
自调试焊接滚轮架如何设计
自调试焊接滚轮架如何设计1.承载能力:自调试焊接滚轮架需要能够承受焊接工件的重量,并能够在工艺过程中保持稳定。
因此,在设计中需要考虑选择合适的材料和结构,以确保足够的承载能力。
2.可调性:自调试焊接滚轮架需要具备可调节高度和角度的功能,以适应不同焊接需求和工件的形状。
可以通过使用液压或电动驱动装置来实现高度调节,同时可以设计可调的滚轮和支撑臂,以适应不同角度的需要。
3.稳定性:焊接过程中产生的振动和冲击会对自调试焊接滚轮架造成较大影响。
为了确保焊接的质量和稳定性,需要在设计中考虑使用防震材料或减震装置,以降低振动对滚轮架的影响。
4.控制系统:自调试焊接滚轮架需要具备一个可控制的系统,以调整滚轮的旋转速度和焊接工件的移动速度。
可以采用传感器和电子控制装置来实现对系统的精确控制,以确保焊接的均匀进行。
5.安全性:在设计自调试焊接滚轮架时,需要充分考虑安全性因素。
例如,可以设置安全开关或警示装置来避免操作人员发生意外。
滚轮架的结构也需要考虑人机工程学原理,使得操作人员能够方便和安全地进行操作。
在设计自调试焊接滚轮架时,可以参考以下的步骤:1.确定焊接工件的重量和尺寸,以确定所需的承载能力和结构要求。
2.设计合适的滚轮和支撑臂,以实现可调节高度和角度的功能。
3.考虑减震和防震措施,以确保焊接过程中的稳定性。
4.选择合适的传感器和控制装置,以实现对滚轮和焊接工件速度的精确控制。
5.考虑人机工程学原理,设计便于操作的控制面板和安全装置。
6.根据设计要求制作样机,并进行实验验证,以确认设计的可行性和效果。
综上所述,设计自调试焊接滚轮架需要考虑承载能力、可调性、稳定性、控制系统和安全性等因素,通过合理设计和实验验证,可以确保焊接过程的质量和效率。
焊接滚轮架损坏处理措施

焊接滚轮架损坏处理措施焊接滚轮架是工业生产中常用的辅助设备之一,在焊接生产线上广泛运用。
由于长时间的使用和维护不善,滚轮架的部分零部件容易发生磨损、裂纹等损坏。
这些损坏严重影响生产效率,必须及时处理。
本文将介绍一些处理措施,以期使焊接滚轮架更长寿命,更好地保障生产效率。
措施一:定期保养,增强维护意识焊接滚轮架的正常使用和运行需要定期维护和保养。
定期检查滚轮架的主要部件,如驱动滚轮、张紧装置、万向节等,是否处于正常工作状态。
对于出现磨损、裂纹等现象的部件要及时更换,以避免引起更大的损坏。
同时,要对滚轮架进行润滑,以保持其正常运转。
除了定期保养外,还要增强维护意识。
生产操作者要经常检查滚轮架是否存在异响、晃动等情况,发现问题要及时上报,避免出现更大的损坏。
措施二:修复磨损和裂纹如果滚轮架上的部分零部件发生磨损和裂纹等问题,可以考虑进行修复。
对于装配精度高的部件,可以采用涂覆或喷涂等方法进行修复;对于一些结构比较简单的部件,也可以采用焊接等方法进行修复。
修复时应注重技术细节,保证修复后的部件正常使用,不影响生产效率。
必要时,还需要对焊接后的部件进行热处理,以确保其性能符合要求。
措施三:更换损坏部件对于一些已经受到严重损坏的部件,最好的解决办法是更换。
在更换前需要做好选型和计算,保证更换的部件符合要求,尺寸精度和装配精度达到要求。
在更换时还需要注意避免造成其他部件的损坏,避免出现质量问题。
措施四:更换整个滚轮架如果滚轮架受到的损坏比较严重,已经超出了单个部件的范畴,那么最好的解决方案是更换整个滚轮架。
在更换时还需要考虑功率、精度、速度等因素,保证更换后的设备能够满足生产要求。
同时要注意对新设备的安装和调试工作,确保设备正常运转。
总结:无论采取哪种措施,焊接滚轮架的损坏处理都需要注意以下几点:1. 定期保养,增强维护意识,避免产生过多的磨损和裂纹。
2. 对于已经出现磨损和裂纹等问题的部件要及时修复或更换。
安全操作规程-焊接滚轮架
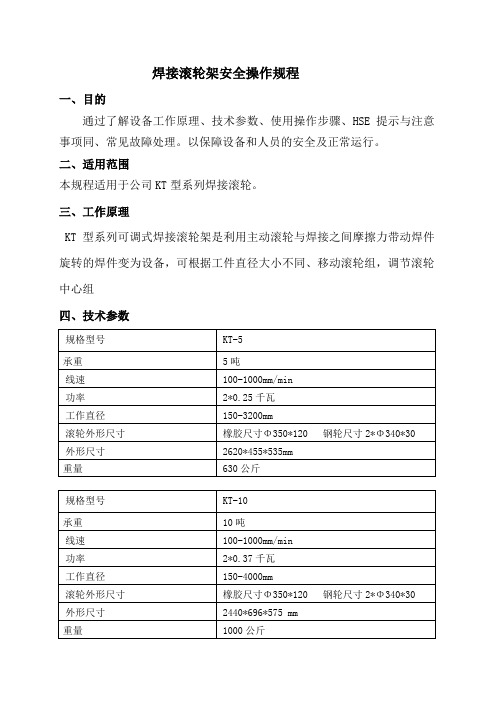
焊接滚轮架安全操作规程
一、目的
通过了解设备工作原理、技术参数、使用操作步骤、HSE提示与注意事项同、常见故障处理。
以保障设备和人员的安全及正常运行。
二、适用范围
本规程适用于公司KT型系列焊接滚轮。
三、工作原理
KT型系列可调式焊接滚轮架是利用主动滚轮与焊接之间摩擦力带动焊件旋转的焊件变为设备,可根据工件直径大小不同、移动滚轮组,调节滚轮中心组
四、技术参数
五、使用操作步骤
1、手控盒使用说明:设备控制箱放置设备底座一侧,变频器数字显示通常为Hz,滚轮架工作状态及速度调节通过手柄完成
2、“手动/联动”开关---当工件装夹完毕,将开关掷向“手动”,此时扳动“正转/反转”开关即可调节工件的旋转方向,调节速度“速度调节”旋钮可进行速度大小的调节
3、当开关掷于“联动”位置时,设备处于工作准备状态
4、“正转/反转”开关---将开关掷于“正转”时,工件即逆时针方向旋转;将开关掷于“反转”时,工件呈顺时针方向旋转
5、“速度调节”旋钮---此旋钮用于调节滚轮旋转速度
六、HSE提示,注意事项
1、三相电网连接线应牢靠
2、进行焊接作业时,焊接接地电缆必须连接牢固,否则将影响焊接作业
3、变频器的维修应由专业人员进行,一般人员请勿动手
4、当工件置于设备上或正在使用过程中,工件下严禁站人
5、放置在滚轮架上的工件必须确保工件中心与主、从动架两滚轮中心的夹角在45°-90°范围内。
最新4109 40t焊接滚轮架设计汇总

410940t焊接滚轮架设计精品资料第1章绪论1.1 课题研究的意义及现状随着焊接生产技术的高速发展,对焊接生产的机械化和自动化提出了越来越高的要求,焊接机械设备的需求量也越来越大。
焊接滚轮架设备正是为满足市场需求而设计生产的,它是借助焊件与主动滚轮间的摩擦力来带动圆筒形焊件的焊接与装配。
近年来,在筒形工件内外环缝的焊接中,组合式焊接滚轮架取代长轴式、固定式等焊接滚轮架,获得了广泛的应用。
现实生产中,应用最多的标准组合是由两个主动轮座配两个从动轮座来驱动和支承工件。
但是主、从动轮座在支架上的布置有两种方案一种是两个主动轮座和两个从动轮座分别布置在两个支架上,另一种是每个支架上各布置一个主动轮座和从动轮座。
前者宜用于壁厚较大刚性较好的工件,后者宜用于长度较大刚性较差的工件。
1.2 论文主要研究内容本论文主要对焊接滚轮架的分类以及应用进行阐述,对焊接滚轮架的主动轮、从动论进行相应的定量分析。
全文的主要内容包括以下几个方面:(1)滚轮架分类(2)滚轮架中心角与驱动力、支反力的关系(3)滚轮架驱动方案及轴向窜动的问题(4)主动滚轮中减速器、转轴、轴承等的设计(5)从动滚轮中转轴、圆锥滚子、滑动轴承等的设计第2章滚轮架概述2.1 本文滚轮架适用范围本章内容阐述了焊接滚轮的分类、技术要求、试验方法和检验规则等内容。
本章焊接滚轮架适用于通用型滚轮架。
对于有特殊要求的滚轮架或专用机可参考本章内容,由制造厂与用户双方协商处理。
2.2 焊接滚轮架的分类滚轮架由滚轮和基座组成。
2.2.1 滚轮型式分类基本滚轮、交换滚轮、差动滚轮、可调中心高滚轮及可偏转轴线滚轮五种。
2.2.2 滚轮架分类长轴式滚轮架和组合式滚轮架两大类。
(1)长轴式滚轮架多个滚轮沿筒体类工件两侧成两行同轴排列,一侧均为主动轮,另一侧为从动轮,且主动轮与从动轮数相同。
用于细长筒体工件的装配和焊接。
(2)组合式滚轮架组合式滚轮架由两个滚轮支承在同一个基座上组成滚轮架,可根据工件的重量和长度由两架或多架任意组合。