钣金设计
钣金设计注意事项

钣金设计注意事项钣金设计是指通过对金属板材进行切割、弯曲、焊接、冲孔等工艺加工,制成各种形状的金属零件。
钣金设计在现代工业生产中广泛应用,因此,设计者需遵循一定的注意事项以保证钣金制品的质量和性能。
1.材料选择:在进行钣金设计时,需要选择合适的材料。
一般来说,常见的钣金材料包括铁、铝、不锈钢等。
不同的材料具有不同的物理和化学特性,因此设计者需要根据所需的强度、耐腐蚀性以及成本等因素来选择合适的材料。
2.结构设计:钣金设计的结构需要考虑到材料的加工工艺和机械强度。
设计者需要考虑到板材的厚度、角度、半径等因素,以确保设计的结构能够满足强度要求,并且方便加工和组装。
3.合理布局:合理的布局可以提高钣金零件的加工效率和生产质量。
设计者需考虑到材料的利用率,尽量避免产生材料浪费。
此外,设计者还需要考虑到钣金零件之间的连接方式,以确保零件之间的连接牢固可靠。
4.弯曲角度:钣金制品中的弯曲是常见的加工工艺,而弯曲角度会对零件的性能产生影响。
设计者需根据钣金材料的性质和工艺要求,合理选择弯曲角度,以避免弯曲过度导致材料开裂或变形。
5.焊缝布置:在钣金设计中,常常需要进行焊接工艺,而焊缝的布置会对焊接质量产生重要影响。
设计者需要在设计中合理布置焊缝,以确保焊接质量,并且保证焊接后的结构强度不受影响。
6.表面处理:钣金制品的表面处理可以提高其耐腐蚀性和外观质量。
因此,在设计中需要考虑到表面处理的方式,如镀锌、喷涂等,以确保钣金制品的使用寿命和外观质量。
7.工艺规范:钣金设计需要遵循一定的工艺规范和标准。
设计者需要了解并遵循相关的设计规范,以确保钣金零件的质量和性能符合要求,并使其能够顺利加工和使用。
总之,钣金设计需要设计者综合考虑材料选择、结构设计、弯曲角度、焊缝布置、表面处理等多个因素,以确保钣金制品的质量和性能。
合理的钣金设计可以提高制造效率和产品质量,从而降低生产成本并提升市场竞争力。
钣金设计岗位职责

钣金设计岗位职责钣金设计岗位职责是指负责钣金产品的设计和技术问题解决的专业人员。
下面将详细介绍钣金设计岗位的职责。
首先,钣金设计师需要根据客户的要求和产品的需求进行产品设计。
他们需要深入了解客户的需求,包括产品的功能、外观等方面的要求,并根据这些要求进行设计。
在产品设计过程中,钣金设计师需要考虑到产品的结构、强度、制造工艺等因素,以确保产品的质量和可制造性。
其次,钣金设计师需要使用计算机辅助设计(CAD)软件进行产品设计和绘图。
他们需要熟练掌握CAD软件的使用,能够使用CAD软件创建产品的三维模型和二维绘图,并进行必要的修改和调整。
CAD软件的使用可以帮助钣金设计师提高工作效率和设计质量。
钣金设计师还需要运用相关的工程知识和技能,进行钣金产品的工艺设计。
他们需要根据产品的结构和要求,选择合适的钣金材料和制造工艺,并进行工艺路线的设计。
同时,钣金设计师还需要解决钣金产品制造过程中可能出现的问题,如模具设计、加工工艺等,以确保产品能够按时、按质量要求完成。
另外,钣金设计师还需要与其他部门或团队进行协作。
他们需要与销售团队、工艺团队、生产团队等进行沟通和协调,以确保产品能够满足客户的需求和工艺要求。
钣金设计师还需要与供应商进行合作,选择合适的材料和加工技术,并进行供应商管理,以确保产品质量和成本控制。
此外,钣金设计师还需要进行技术问题的解决和优化。
在产品设计和制造过程中,可能会出现各种技术问题,如材料选择、结构设计、工艺优化等。
钣金设计师需要通过分析和研究,找出问题的原因,并提出解决方案,以不断改进产品的质量和性能。
钣金设计师还需要进行设计文件的编制和管理。
他们需要编制产品的设计文件,包括设计图纸、工艺文件等,并进行文件的管理和归档,以便于后续的审查和查询。
设计文件的准确性和完整性对于钣金产品的制造和质量控制非常重要。
最后,钣金设计师还需要进行技术支持和培训。
他们需要为生产人员提供技术支持,解答他们在生产过程中遇到的问题,并提供相应的解决方案。
钣金件的结构设计_图文ppt
钣金件的结构设计_图文ppt钣金件是指由薄板材料制成的构件,具有轻质、高强度、成本低、制作周期短等特点,广泛应用于汽车、航空航天、电子设备等领域。
钣金件的结构设计是指在满足制造要求的前提下,根据使用要求和工艺条件,合理确定钣金件的整体结构及局部结构的设计方法。
1.结构设计目标和要求:结构设计的目标是使钣金件具有足够的刚度和强度,能够承受预期的载荷和应力,同时尽可能减小重量和成本。
在设计之前,需要明确钣金件的使用条件和工作环境,确定需要满足的载荷、振动、温度等要求,以及制造加工的工艺要求。
2.材料选择:钣金件的材料选择直接影响到结构设计的可行性和性能。
一般常用的钣金材料有铝合金、不锈钢、冷轧板、镀锌板等。
材料的选择应根据使用要求和工艺条件综合考虑,包括强度、刚度、耐腐蚀性、焊接性能等指标。
3.结构布局设计:结构布局设计是指确定钣金件各部分的形状、大小和连接方式。
在布局设计时,需要考虑力学原理和结构设计的要求,合理确定零件的尺寸、形状和布置,使钣金件能够满足力学性能和制造工艺的要求。
4.强度计算与优化:强度计算是钣金件结构设计的重要环节。
通过使用有限元分析等方法,计算和评估钣金件的强度和刚度,并根据计算结果进行结构优化。
优化的目标是尽可能减小钣金件的重量和成本,同时保证其足够的强度和刚度。
5.连接设计:连接设计是实现钣金件各部分的连接和固定的重要环节。
常用的连接方式有焊接、螺栓连接、铆接等。
连接设计需要考虑到连接的强度和刚度,以及连接方式对钣金件整体性能的影响。
6.表面处理设计:表面处理设计是指为了提高钣金件的耐腐蚀性和美观性,采用适当的表面处理方法。
常用的表面处理方法有喷涂、电镀、阳极氧化等。
综上所述,钣金件的结构设计需要考虑使用要求、工艺条件和材料特性等因素,并采用合理的设计方法,以满足强度、刚度和制造要求。
结构设计的优化和合理的连接设计能够使钣金件具有更好的性能和使用寿命。
同时,合适的表面处理设计能够提高钣金件的使用寿命和外观质量。
钣金件的结构设计图

目录
CONTENTS
• 钣金件概述 • 钣金件设计流程 • 钣金件结构设计要点 • 材料选择与处理 • 钣金件结构设计实例
01 钣金件概述
钣金件的定义
01
钣金件是指通过冲压、弯曲、拉 伸等工艺制成的金属薄板或薄壁 结构件,广泛应用于汽车、家电 、航空航天等领域。
02
钣金件通常由金属板材(如低碳 钢板、不锈钢板、铝板等)加工 而成,具有重量轻、强度高、成 本低等优点。
材料处理工艺
切割
采用激光切割、等离子切割或机械剪切等方式将材料切割成所需 形状和尺寸。
折弯
通过折弯机将材料弯曲成所需的形状,以满足设计要求。根据材 料类型和厚度选择合适的折弯工艺和折弯机。
焊接
将多个钣金件连接在一起,以提高整体强度和稳定性。根据材料 类型和厚度选择合适的焊接工艺和焊接方法。
材料性能要求
03
根据细化设计和校核计算结果,绘制出详细的施工图,包括各
个零件的尺寸、材料、工艺要求等。
03 钣金件结构设计要点
结构稳定性
01
02
03
结构稳定性
确保钣金件在各种使用条 件下都能保持稳定,不发 生变形或失效。
强度分析
对钣金件进行强度分析, 确保其能够承受预定的载 荷和应力。
刚度要求
满足刚度要求,防止钣金 件在使用过程中发生过大 的变形。
在此添加您的文本16字
优化内部布局,减少空间浪费。
在此添加您的文本16字
考虑安装和维护的便捷性,合理设置开口和可拆卸部件。
实例二:支架结构设计
总结词:高强度、轻量化 具体要求 优化结构形式,减少不必要的材料和重量。
详细描述:支架结构设计应追求高强度和轻量化,以确 保支架在承重和稳定性方面表现优异,同时减轻整体重 量。 选择合适的材料和厚度,以满足强度要求。
钣金设计常见注意事项

钣金设计常见注意事项钣金设计是指对工程零件、零件组合、创新新产品的结构、制造工艺以及装配工艺等进行设计和优化。
钣金设计的质量直接影响到产品的功能、外观和性能,因此在进行钣金设计时需要注意以下几个方面:1.材料选择:钣金设计需要根据产品的使用环境和要求选择合适的材料。
材料的选择会直接影响到产品的强度、耐腐蚀性、成本等因素,因此需要仔细考虑不同材料的优缺点,选择最合适的材料。
2.结构设计:钣金设计需要考虑产品的结构布局、接缝形式、加工步骤等方面。
合理的结构设计能够提高产品的强度、稳定性和可靠性,并且有利于加工和装配过程的进行。
3.加工工艺:钣金设计需要考虑实际的加工工艺。
不同的钣金加工工艺有不同的要求和限制,设计时需要充分考虑加工工艺的要求,确保设计的可行性和可加工性。
4.精度控制:钣金设计需要考虑产品的精度要求。
精度的控制直接影响产品的装配和使用效果,因此需要在设计阶段就确定好产品的精度要求,并且在制造过程中进行相应的控制和调整。
5.生产效率:钣金设计需要考虑生产效率的问题。
设计的复杂度、工艺的复杂度和加工的难易程度都会影响到产品的生产效率,因此需要充分考虑生产效率的要求,以提高生产效率和降低生产成本。
6.安全性:钣金设计需要考虑产品的安全性。
产品的结构设计和材料选择都会影响产品的安全性,因此需要在设计阶段进行全面的安全性评估,确保产品在使用过程中没有安全隐患。
7.成本控制:钣金设计需要考虑成本控制。
设计阶段就需要考虑到产品的制造成本,避免设计过于复杂或使用过高成本的材料,以降低产品的制造成本,提高产品的竞争力。
8.环保要求:钣金设计需要考虑环保要求。
在设计过程中需要注意选用环保材料,设计合理的生产工艺,减少废料的产生,以减少对环境的影响。
9.检测标准:钣金设计需要考虑产品的检测标准。
根据不同的使用环境和要求,选择合适的检测标准,确保产品的质量符合标准要求。
10.创新设计:钣金设计需要具备创新精神。
钣金件设计技巧和方法
钣金件设计技巧和方法1.了解材料特性:在设计钣金件之前,首先需要了解所需材料的特性。
不同的钢材有不同的强度、可塑性和成本特征。
因此,在设计过程中选择适当的材料至关重要。
2.确定适当的材料厚度:合适的材料厚度是钣金件设计中的一个重要因素。
在选择材料厚度时,需要考虑到所需零件的功能和结构特征。
较薄的材料可提供更好的弯曲性能,而较厚的材料则可提供更高的强度。
3.了解成型工艺:钣金件设计必须考虑到所需零件的成型工艺。
常见的成型工艺包括弯曲、冲压、切割和焊接等。
设计师需要了解这些工艺的局限性和适用性,以便确定最佳的设计方案。
4.优化设计结构:在设计钣金件时,优化结构可以降低成本、提高性能和增加制造的可行性。
例如,在设计接头时,可以通过调整接头的几何形状来增强连接强度。
此外,裁剪冗余部分和优化材料利用率也是提高设计效率的关键。
5.考虑装配要求:钣金件设计还需要考虑到零件的装配要求。
设计师应该设计出易于组装的零件,尽量减少特殊工具和工艺的使用,以提高装配效率。
6.进行结构强度分析:在设计过程中,进行结构强度分析是至关重要的。
这可以帮助设计师评估所需零件的承载能力和稳定性。
常用的结构强度分析方法包括有限元分析和杆件模型分析。
7.使用CAD和CAM工具:计算机辅助设计(CAD)和计算机辅助制造(CAM)工具提供了一个更高效的设计和生产过程。
通过使用这些工具,设计师可以更准确地绘制设计图纸,并生成可用于CNC(数控机床)生产的代码。
8.与供应商合作:与钣金件供应商合作是钣金件设计过程中的重要环节。
供应商具有丰富的经验和专业知识,可以为设计师提供有关材料选择、成型工艺和制造可行性的建议。
总之,钣金件设计技巧和方法涉及多个方面,包括材料选择、成型工艺、结构优化和装配要求等。
通过合理应用这些技巧和方法,设计师可以提高钣金件设计的效率和质量。
钣金件设计规范
钣金件常用结构的工艺要求
外翻边高度H的规格:
H
R
R
H(MIN-MAX)
T 0.8
2.0 5.0 10.0 2.4-4.0 2.4-6.0 2.4-10.0
1.0 3.0-4.4 3.0-6.8 3.0-10.8
1.2 3.6-4.8 3.6-7.5 3.6-11.5
钣金件常用结构的工艺要求
折弯边到孔的最小距离 L:
四.正反折:
钣金件的折弯工艺
五.切折:
钣金件的折弯工艺
钣金件的段曲成形
山折的成形工艺
钣金件的翻边
钣金件的沙拉孔
两种常用沙拉孔的规格:
钣金件的凸包成形 1.浅凸成形: 冲压工艺可实现一步成形.
钣金件的凸包成形 2.深凸成形: 需多次成形才能实现.
钣金件的卷圆成形 两种卷圆的成形工艺:
钣金件的展开计算
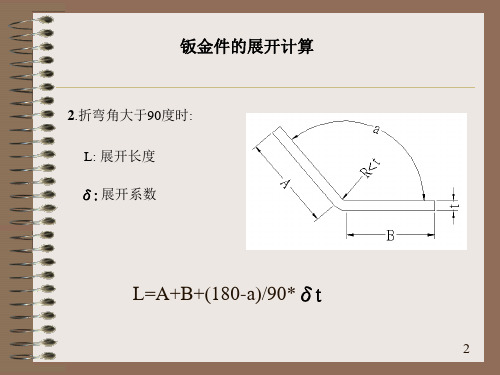
2.折弯角大于90度时: L: 展开长度 δ: 展开系数
L=A+B+(180-a)/90*δt
2
钣金件的展开计算
二.圆角折弯: L: 展开长度 C:中性层长度
R>t时,用求中性层长度的方法来计算展开长.
L=A+B+C
中性层位移系数 r R/t 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 1.0 1.2 1.3 1.5
L
T
T≦1.0>源自.0L 3.0 >3T
r 0.21 0.22 0.23 0.24 0.25 0.26 0.28 0.30 0.32 0.33 0.34 0.36 3
钣金件的展开计算
三.180度反折: L: 展开长度
L=A+B+1.57t (B>3t)
钣金件的设计及制造工艺流程
钣金件的设计及制造工艺流程钣金件是一种广泛应用于工业制造领域的零部件,它主要通过对金属板材的冲剪、弯曲、焊接等工艺来实现设计所需要的形状和功能。
下面是钣金件的设计及制造工艺流程的详细介绍。
第一步:需求分析和设计准备在设计钣金件之前,首先需要进行需求分析,明确产品的使用需求和设计要求。
然后,根据需求确定材料、尺寸、厚度等设计参数,并进行初步的构思和草图绘制。
第二步:CAD建模和工程设计基于设计参数和构思草图,使用计算机辅助设计(CAD)软件进行钣金件的三维建模。
在建模过程中,需要考虑材料的可用性、加工工艺的可行性等因素。
同时,根据钣金件的实际应用场景,进行工程设计,包括强度分析、结构优化等。
第三步:工艺规划和冲裁在完成CAD建模和工程设计后,进行工艺规划,确定钣金件的制造工艺流程。
其中,冲裁是制造钣金件的第一步。
根据设计的形状和尺寸,在金属板材上使用剪切工具或冲裁机进行冲剪,将板材切割成所需的形状和大小。
第四步:弯曲和压制在冲裁之后,对已经切割好的钣金件进行弯曲和压制工艺。
通过应用压力和热力将钣金件弯折成所需的形状,并使用模具进行成形。
这个步骤通常需要使用弯曲机、热处理设备和模具。
第五步:焊接和装配根据设计要求,对钣金件进行焊接和装配。
焊接可以使用手工焊接、点焊、氩弧焊等不同的焊接方法,将不同的部件进行连接。
在焊接完成后,将其他辅助件(如螺钉、螺母等)进行装配,并进行测试和调整。
第六步:表面处理和涂装为了提高钣金件的外观和耐腐蚀性能,通常需要对表面进行处理和涂装。
表面处理可以采用砂轮抛光、喷砂、酸洗等方式来清洁和改善表面质量。
然后,进行锌镀、电镀、喷涂等涂装工艺,保护钣金件表面,并赋予其所需的颜色和质感。
第七步:质量检验和包装在钣金件的制造过程中,需要进行质量检验,包括尺寸精度、外观质量、材料成分等方面。
通过使用测量仪器和设备,对每个工序的产品进行检验,确保其符合设计要求和质量标准。
最后,对通过检验的钣金件进行包装,以便运输和保护。
钣金设计

8、创建凹陷
使用该命令,在钣金零件上创建一个或多个凹陷特征。凹陷可以 放置于包括凸缘在内的任意平面,且可沿着该平面的方向延伸。凹陷 特征是由选项对话框中的设置控制的。该命令同样适用于使用抽壳命 令所创建的零件。
H 指从所选面到凹陷外表面的测量高度。 A 指从所选面测量的侧角。 R1 指沿凹陷高度边缘测量的内半径。 R2 指沿凹陷边缘且相切与所选面的外半径。
该选项用于指定所添加的钣金凸缘的位置,其设置跟所选 边有关。
内边 指凸缘的内面与边缘置 于同一平面上。 外边 指弯边的外面与边缘被 于同一平面上。 两边 指弯边的内折弯半径始 于边缘。
3、局部凸缘
该命令用于在钣金零件边缘添加一个局部凸缘,该凸缘的内 折弯半径是由钣金属性对话框定义的
止裂槽 设定待使用折弯止裂槽的类型。当创建凸 缘时,止裂槽的类型就在钣金属性对话框 中确定,之后无论位置选项的模式是什么, 始终应用该止裂槽模式。
6、钣金展开
使用该命令展开钣金零件的凸缘。根据折弯钣金及任何冲槽、孔、 平面切块、横跨弯边切块等的伸展特征,对零件的大小进行调节。 展开的零件也称为钣金展开模型。钣金零件可使用钣金折叠命令重新 折叠。
7、钣金折叠
使用该命令折叠使用钣金展开命令展开的钣金零件的凸缘。零件 的大小可根据折弯钣金及任何冲槽、孔、平面切块、横跨弯边切块等 的伸展特征重新调整。
4、闭合角
使用该命令,可延长钣金凸缘以形成一个闭合角。通过设置位 置选项,可控制闭合类型。执行该命令的过程中,可通过预览查看 闭合后的转角,并在位置选项中做相应修改。
位置
使用该选项为闭合转角定义位置模式。
内部 指第一个边会成为内边缘。 外部 指第一个边会成为外边缘。 常规 指两个边会自然汇合。
钣金结构设计规范标准详
折弯
• (2)折弯边旳最小高度 • 当弯曲90º角时,弯曲件圆角区以外旳直边高度H>2t时,才干确保弯曲件旳质量,如图
5所示上部直边部分。(r指弯曲半径,t指料厚。)
• 或按下式:h≥hmin=r+2t(hmin指确保弯曲件质量旳最小直边高度,r指弯曲半径,t指料 厚。)
折弯
• 假如设计需要弯曲件旳直边高度h≤2t,,则首先要加大弯边高度,弯好后再加工到需要 尺寸;或者在弯曲变形区内加工浅槽后,再折弯(如下图所示)。
冲裁
• 为了降低外圆角模,提议常用倒角:
冲裁
• 受冲孔模强度限制,孔径不能过小。最小孔径与材料厚度旳关系:
冲裁
• (3)为了确保模具旳寿命和工作旳质量,冲裁旳尺寸、孔间距离和冲裁件轮廓旳圆角 半径均不宜过小,一般冲裁件旳最小尺寸及公差、偏差见下表:
冲裁
• (4)、冲裁件旳悬臂、狭槽及孔与孔、孔与边旳距离要求 • 应尽量防止冲裁件上过长旳悬臂 与狭槽 ,一般情况下,应使凹槽或悬臂旳宽度B>2t,
质,四者俱备始为好旳品质。 • ·合理旳价格、适合包装与流通分配,譬如当代流行旳分解组合家具即十分符合绿色设
计原理。 • (2)从经营者(泛指生产、制造、加工、贩卖者)旳立场来看:
• 材质、零件组合规格化、各产品间可共享,而且材料、零件轻易采购,产品轻易制造、 量产、流通、输送且产品原则化、系列化。
折弯
• (3)、弯曲件孔距 • 当弯曲毛坯上有孔时,假如孔旳位置与弯曲线距离太小,孔会受到弯曲变形旳影响而
产生形状变化。当孔边沿与弯曲圆角边沿旳距离L(图6)符合下列条件时,才干确保 孔型不发生变化。 • 当t<2mm时,L≥t; 当t≥2mm时,L≥2t。(t为料厚) • :先冲孔后弯曲时孔距要求
钣金设计方法讲解
钣金设计方法讲解钣金设计是指在制造钣金零件时,根据所需的功能、强度、刚度和外观要求,采用适当的设计方法和工艺流程,完成零件的结构设计、工艺设计和成本估算。
钣金设计涉及到很多方面的知识和技术,下面将从设计原则、工艺流程和常用工具等方面进行详细讲解。
钣金设计的原则主要包括以下几点:1.结构合理性:设计时要考虑零件的使用条件和工作环境,合理确定零件的形状、尺寸和位置,以满足功能要求和力学性能要求。
2.材料选择:根据零件的使用要求,选择合适的钣金材料。
常用的材料包括冷轧板、热轧板、不锈钢板和铝合金板等,选择时要考虑材料的强度、刚度、耐腐蚀性和成本等因素。
3.工艺可行性:设计时要考虑到钣金加工的可行性,合理确定板材的尺寸、工艺规程和加工工艺。
尽量减少材料的消耗和加工工序,提高生产效率和降低成本。
4.简化结构:在设计时尽量简化零件的结构,减少焊接、铆接和弯曲等连接方法,以提高零件的强度和刚度,同时减少工艺难度和成本。
钣金设计的工艺流程主要包括以下几个步骤:1.零件结构设计:根据产品的功能和外观要求,确定零件的结构形式、尺寸和位置。
2.材料选择:根据产品的使用要求,选择合适的钣金材料,考虑材料的强度、刚度、耐腐蚀性和成本等因素。
3.工艺规程设计:根据零件的结构和材料,确定钣金加工的工艺规程,包括切割、冲孔、折弯、成型和焊接等工艺。
4.图纸设计:根据零件的结构和工艺规程,绘制详细的钣金图纸,包括三视图、剖视图、局部放大图和工艺标记等。
5.成本估算:根据材料消耗量和加工工艺,估算零件的成本,包括材料成本、加工成本和人工成本等。
常用的钣金设计工具包括以下几种:1. CAD软件:用于绘制和修改钣金图纸,方便进行结构设计和工艺规程设计,常用的CAD软件有AutoCAD和SolidWorks等。
2.仿真软件:用于模拟和分析钣金零件的成形、变形和受力情况,以确定零件的强度和刚度,常用的仿真软件有ANSYS和ABAQUS等。
钣金结构设计指南
钣金结构设计指南一、材料选择钣金结构设计的第一步是选择合适的材料。
常见的钣金材料有冷轧钢板、不锈钢板、铝板等。
在选择材料时,需要根据产品的具体要求考虑材料的抗拉强度、弹性模量、热膨胀系数等物理性能指标。
同时还要考虑到材料的耐腐蚀性、容易加工性和成本等因素。
不同的材料具有不同的特性,设计师需要根据具体情况进行综合考虑,并选择最适合的材料。
二、结构设计1.强度设计:钣金结构设计必须满足产品的强度要求。
设计师需要根据产品的内外部受力情况,选择合适的结构形式和壁厚。
在设计过程中可以使用有限元分析等工具对结构进行强度校核,确保钣金结构的稳定性和可靠性。
2.刚度设计:钣金结构设计还需要考虑产品的刚度要求。
根据应力分级原则,对结构进行初步计算,选择适当的翼缘、梁、肋等加强结构,提高产品的刚度。
同时还要考虑结构的厚度和结构尺寸对刚度的影响,以提高产品的整体稳定性。
3.装配设计:在钣金结构设计中,装配性是一个重要的考虑因素。
合理的装配设计可以降低装配难度,提高装配速度和质量。
设计师需要考虑产品的装配顺序和方式,合理安排零部件之间的连接方式和装配工艺要求,确保产品的装配性能得到满足。
三、工艺要点1.剪切:在钣金结构设计中,剪切是一个常见的加工工艺。
剪切刀模的设计需要根据材料的厚度和硬度进行合理选择,以确保剪切面的平整和精度。
2.冲压:冲压是另一种常见的钣金加工工艺,可以用于制作孔洞、凸台和凹槽等形状。
在冲压过程中,需要合理设置冲压模具,控制冲压力度和速度,以避免产生过多的应力和变形。
3.折弯:折弯是一种常用的钣金加工方式,可以使平板钣金呈现出各种形状。
在折弯过程中,需要合理设置折弯模具和夹具,控制折弯角度和位置,以避免产生过大的应力和变形。
4.焊接:焊接是钣金结构设计中常用的连接方式之一,可以将多个零部件焊接成一个整体。
在焊接过程中,需要合理选择焊接材料和焊接方法,控制焊接温度和时间,以确保焊缝的强度和质量。
综上所述,钣金结构设计是钣金加工领域中至关重要的一环。
钣金结构设计规范标准详课件
有限元分析法
要点一
总结词
通过将整体结构划分为多个小的单元,对每个单元进行受 力分析,从而得出整体结构的受力特性和变形情况。
要点二
详细描述
有限元分析法是一种数值模拟方法,通过将结构离散化为 有限个小的单元,利用数学方程描述每个单元的力学行为 ,再通过单元之间的相互作用和连接条件,形成整个结构 的力学模型。这种方法能够模拟结构的复杂变形和应力分 布,为结构优化提供依据。
实例一:机箱结构设计
详细描述
机箱结构设计应遵循以下规范标 准
强度要求
根据设备重量和使用环境,合理 设计机箱的承重结构和连接方式 ,确保整体结构的稳定性和可靠 性。
散热设计
考虑设备运行时的散热需求,合 理布置散热孔、散热风扇等散热 设施,保证设备正常运行温度。
总结词
机箱作为电子设备的重要承载部 件,其结构设计需满足强度、散 热、电磁屏蔽等多方面要求。
铝合金板
铝合金板质轻且具有较好的导电性和导热性 ,常用作航空、汽车、电子等领域。
钣金材料的特性
冷轧钢板
铝合金板
具有良好的机械性能和加工性能,但 容易生锈。
质轻且具有较好的导电性和导热性, 但强度较低。
不锈钢板
具有优异的耐腐蚀性和美观性,但加 工难度较大。
钣金材料的选用原则
根据使用环境和要求选择合适的材料,如室 内使用可选用不锈钢板,室外使用则需考虑 防锈问题。
承重设计
根据设备重量和数量,合 理设计机柜的承重梁和立 柱结构,确保机柜的整体
承载能力。
布线管理
为便于设备连接和布线管 理,机柜应设置合理的线 缆通道和理线装置,保持
内部整洁有序。
实例三:支架结构设计
详细描述
钣金设计基础知识
钣金设计基础知识钣金设计是指钣金制品(如汽车、电器、机械等)的设计工作。
钣金设计作为一门复杂而全面的学科,需要掌握一定的基础知识,以下是钣金设计基础知识的概述:1.钣金材料:钣金设计师需要了解各种常见的钣金材料,如冷轧板(SPCC)、不锈钢板(SUS304、SUS316)、铝合金板等。
不同的材料有不同的性能和加工特性,设计师需要根据具体的应用场景选择合适的材料。
2.钣金工艺:钣金设计师需要了解各种常见的钣金加工工艺,如剪切、冲压、折弯、焊接等。
设计师需要根据产品的要求选择合适的工艺,并且要考虑到工艺的可行性和成本效益。
3.声学和热学:钣金产品在使用过程中需要考虑到声学和热学的问题。
设计师需要了解声学和热学的基本原理,以便通过设计来减少噪音或者改善散热效果。
4.设计原则:钣金设计师需掌握基本的设计原则,如对称原则、结构原则、强度原则等。
这些原则能够帮助设计师合理排布零件,提高产品的结构强度和制造效率。
5.机械设计基础:钣金设计是机械设计的一部分,因此钣金设计师需要有一定的机械设计基础。
包括机械制图、尺寸公差、装配关系等方面的知识。
6.CAD软件应用:钣金设计师需要熟练掌握计算机辅助设计软件,如AutoCAD、Solidworks等。
这些软件能够帮助设计师进行精确的三维建模和工程图纸的制作。
7.产品检验与品质控制:钣金设计师需要了解常见的产品检验方法和质量控制标准,以确保设计的钣金制品能够满足客户的要求。
8.安全设计:钣金设计师需要对产品的安全性进行考虑,特别是对于一些需要保护人员或设备安全的产品,设计师需要遵循相关的安全设计原则和法规。
总之,钣金设计基础知识是钣金设计师必备的知识体系,掌握这些知识将有助于设计师设计出高质量、高效率的钣金产品。
为了进一步完善自身的设计能力,设计师还需要不断学习和实践,不断提升自己的技术水平。
钣金结构设计规范标准详课件

实例二:机柜门板设计
总结词
考虑密封性、开闭便捷性、安全性
详细描述
机柜门板作为设备的重要防护部件,其密封性至关重要,能够有效防止灰尘和水的侵入 。同时,门板应具备良好的开闭便捷性,方便设备的安装和维护。在安全性方面,门板
应满足抗挤压、抗冲击等要求,确保设备安全可靠。
实例三:支架结构设计
总结词
考虑承重能力、稳定性、可调节性
经济性原则
总结词:成本优化
详细描述:钣金结构设计应注重成本优化,通过合理的材料利用、减少加工难度 、降低制造成本等方式,提高产品的经济性。
安全性原则
总结词
保障人员安全和产品稳定性
详细描述
钣金结构设计应充分考虑人员安全和产品稳定性,确保产品在使用过程中不会出现安全问题,同时保证产品的可 靠性。
03
料。
加工性能
材料的可加工性能决定了其是 否易于切割、折弯、焊接等加
工操作。
成本
不同材料的价格差异较大,选 用时境
根据产品使用环境选择耐腐蚀 、耐候性能良好的材料。
加工要求
根据产品加工工艺要求选择易 于加工的材料。
成本预算
在满足性能要求的前提下,尽 量选择价格合理的材料。
加强成本控制
加强生产过程中的成本控 制,如降低能耗、减少废 品率等,以达到降低制造 成本的目的。
THANKS
感谢观看
最小弯曲半径的确定
在满足材料弯曲极限和工艺要求的前提 下,最小弯曲半径应尽可能小,以减少 材料浪费和成本。
VS
弯曲极限
不同材料具有不同的弯曲极限,需根据材 料的机械性能和工艺特性进行选择和确定 。弯曲极限的确定需考虑材料的抗拉强度 、伸长率、弹性模量等参数。
SW钣金设计PPT学习课件全
17
11.3 钣金法兰
1.基体法兰概述 (1)折弯系数 零件要生成折弯时,可以给一个钣金零件的折弯指定特定的折弯系数, 但指定的折弯系数必须介于折弯内侧边线的长度与外侧边线的长度之间。 折弯系数可以有钣金原材料的总展开长度减去非折弯长度来计算,如图 11-9所示。 用来决定使用折弯系数值时,总平展长度的计算公式如下。 Lt = A + B + BA 式中。 BA——折弯系数 Lt ——总展开长度 A、B——非折弯系数
2
知识要点
钣金设计概述 钣金法兰 钣金成形工具
钣金设计工具 折弯钣金 编辑钣金特征
3
11.1 钣金设计概述
钣金(sheet metal)到目前还没有一个比较完整的定义,国外某专业期刊 上将其定义为。钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工 艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成形等,其最显著的特征 就是零件壁厚均匀。
20
11.3 钣金法兰
使用 K-因子也可以确定折弯系数,计算公式如下。 BA=(R + KT)A /180 式中。 BA——折弯系数 R——内侧折弯半径 K——K因子,即 t/T T——材料厚度 t——内表面到中性面的距离 A——折弯角度(经过折弯材料的角度) 由上面的计算公式可知,折弯系数即为钣金中性面上的折弯圆弧长。因 此,指定的折弯系数的大小必须介于钣金的内侧圆弧长和外侧弧长之间,以 便与折弯半径和折弯角度的数值相一致。
钣金件结构设计要点优质课件

四.机壳类钣金件旳设计要点
机壳开模之前最佳先设计已知所需Label 之位置及大小,可先于Case上打上标识.以便贴Label时 之对准.最常见旳标识有两种, 1. 在Label旳四面打”L”形旳记号,或左边旳上下两侧.或上方旳左右两侧.此方式模具费较便宜. 但Label凸出Case表面,轻易被刮伤. 2.以Label旳形状大小再加大0.3mm旳尺寸.于欲贴Label处打个0.2~0.3mm旳凹痕. 不论用何种方式可在四个角选一合适旳角做45度旳导角.Case上旳标识相正确位置做相同旳45 度导角.做防呆用.防止Label在不同旳时间或不同旳工作人员贴了不同旳方向.
三.螺丝孔旳设计要点
2.铁件平面上冲孔(through hole)或抽孔(drawing hole),再以螺丝攻攻牙. 一般攻M3或M4旳机械牙. 若以直径3mm螺丝锁付, 则孔径 d未攻牙前应在于2.6mm. 若以直径4mm螺丝锁付, 则孔径 d未攻牙前应在于3.6mm 若使用料厚为1.0~1.2mm时,提议采用抽孔(drawing hole)而不是穿透孔(through hole) . 因1.2mm旳料厚攻M3旳牙时,只有2.5牙.较轻易滑牙.
四.机壳类钣金件旳设计要点
在机壳组装设计中常会有2件组合,或3,4件以上旳相互组合件.常见旳固定方式有锁螺丝,拉钉,抽 孔铆合或点焊,点焊时要上点焊机一定要有定位点或定位梢或治具来确保位置旳正确.若用螺丝或 拉钉时已经有相正确螺丝孔拉钉孔,故经常不会再多加几种定位孔来定位.但螺丝孔拉钉孔旳孔径 一般为了轻易装配都设计旳比较大一点.所以零件间旳相对位置也轻易有所误差. 提议在此情况下利用间隙较小旳定位凸点定位.在做T/A Loop运算时以公差较小旳定位点做基准 运算也比较精确.
三.螺丝孔旳设计要点
钣金设计

钣金设计钣金设计(Sheet Metal Design )基于特征的造型方法提供了高效和直观的设计环境,它允许在零件的折弯表示和展开表示之间实现并行工程。
该模块可以与当前和将来的CATIA V5 应用模块如零件设计、装配设计和工程图生成模块等结合使用。
由于钣金设计可能从草图或已有实体模型开始,因此强化了供应商和承包商之间的信息交流。
:航空钣金设计航空钣金设计(Aerospace Sheet Metal Design )专门用于设计航空业钣金零件,可用于定义航空业液压成型或冲压成型的钣金零件。
它能捕捉企业有关方面的知识,包括设计和制造的约束信息。
该模块以特征造型技术为基础,使用为航空钣金件预定义的一系列特征进行设计。
基于规范驱动和创成式方法,可以方便地描述典型的液压成型航空零件,同时创建零件的三维和展开模型。
这些零件在基本造型工具中设计需要数小时或数天,使用本产品设计可能几分钟就能取得同样的结果
此主题相关图片如下:
钣金加工钣金加工(Sheet Metal Production )用于满足钣金零件加工的准备工作需求。
它与钣金设计产品(SMD )结合,提供了覆盖钣金零件从设计到制造的整个流程的解决方案。
它可以将零件的3D 折弯模型转化为展开的可制造模型,加强了OEM 和制造承包商之间的信息交流。
该模块还包括钣金零件可制造性的检查工具,并拥有与其它外部钣金加工软件的接口。
此主题相关图片如下:。
钣金设计的工艺要求
钣金设计的工艺要求引言钣金设计是制造业中常见的一种加工方式,它涉及到对金属材料进行切割、弯曲、冲压等操作,从而将薄板材料加工成具有特定形状和尺寸的零部件。
在钣金设计过程中,需要遵循一定的工艺要求,以确保产品质量和生产效率。
本文将详细介绍钣金设计中的工艺要求,包括原材料选择、工艺流程、尺寸公差等方面。
原材料选择在钣金设计过程中,选择适合的原材料是非常重要的,因为原材料的质量和性能将直接影响最终产品的质量。
以下是一些常见的原材料选择要求:1.金属材料: 钣金设计常用的金属材料包括冷轧钢板、热轧钢板、不锈钢、铝合金等。
在选择金属材料时,需要考虑材料的强度、硬度、延展性、耐腐蚀性等因素。
2.板材厚度: 板材的厚度直接影响到产品的刚度和强度。
根据产品的具体要求,选择合适的板材厚度。
3.表面处理: 根据产品的使用环境和装饰要求,对板材进行表面处理,如喷涂、镀锌、阳极氧化等。
工艺流程钣金设计的工艺流程包括以下几个主要步骤:1.设计: 根据产品的功能和要求,进行钣金设计。
设计过程中需要考虑产品的结构、尺寸、配合关系等因素。
2.程序编写: 将设计好的图纸转化为可以被机器读取的程序代码。
编写程序时需要考虑切割、弯曲、冲压等加工操作的顺序和参数设置。
3.材料准备: 根据设计要求,选择合适的材料,并进行切割和整理。
4.加工: 根据程序代码,通过机器进行切割、弯曲、冲压等加工操作。
5.检验: 对加工好的产品进行检验,包括外观质量、尺寸公差、装配性能等方面。
6.修整: 对产品进行去毛刺、抑制锐角等修整工作,提高产品的安全性和外观质量。
7.表面处理: 对产品进行喷涂、抛光等表面处理,提高产品的耐腐蚀性和装饰性。
尺寸公差在钣金设计中,尺寸公差的控制是非常重要的,尤其是对于需要与其他零部件配合的产品。
以下是一些常见的尺寸公差要求:1.线性公差: 控制零部件的线性尺寸,如长度、宽度、厚度等。
2.角度公差: 控制零部件的角度尺寸,如直角度、斜角度、钝角度等。
钣金加工工艺设计流程及加工原理等PPT课件

.
1
主要板材
• 1.冷轧板SPCC,主要用电镀和烤漆件,成 本低,易成型,材料厚度≤3.2mm。
• 2.热轧板SHCC,材料T≥3.0mm ,也是用电 镀,烤漆件,成本低,但难成型,主要用平 板件。
• 3.镀锌板SECC、SGCC。SECC电解板分N料、 P料,N料主要不作表面处理,成本高,P料 用于喷涂件。SGCC锌.花板分为有锌花(花 2
翻边:又叫抽孔、翻孔,就ቤተ መጻሕፍቲ ባይዱ在一个较小的基孔上
抽成一个稍大的孔,再攻丝,主要用板厚比较薄
的钣金加工,增加其强度和螺纹圈数,避免滑牙,
一般用于板厚比较薄,其孔周正常的浅翻边,厚
度基本没有变化,允许有厚度的变薄30-40%时,
可得到比正常翻边高度大高40-60%的高度,用挤
薄50%时,可得最大的翻边高度,当板厚较大时,
焊接符号:Δ 角焊, Д、I型焊, V型焊接, 单边V型焊接(V) 带钝 边V型焊接(V), 点焊(O), 塞焊或槽焊(∏), 卷边焊(χ), 带钝边单边V型焊(V), 带钝之U型焊, 带钝的J型焊,封底焊, 逢焊
.
22
.
10
.
11
此时这个料件就是属于欠料了,这时红色的部分就不 能在这个零件上
.
12
折弯边至少要5mm,不然会折不出来,若一定得这个3mm 的折边,而且此件不能用焊接,这是就需要钣金公司把折 弯边加大5mm折弯成型后再剪切,此时加工成本就高了
.
13
左边的料件是折不出来的,
因为最后一刀刀具与料件干涉,
.
4
• 焊接:焊接定义:被焊材料原子与分子距 京达晶格距离形成一体
• ① 分类:a 熔化焊:氩弧焊、CO2焊、 气体焊、手工焊
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Parameters:用参数方法生成翻边(最多可达12段翻边) (最常用) Build to Sections:用已有曲线作为截面线生成翻边 Build to Faces:用已有曲面生成翻边 Punch Vector :与参数方法类似,但第一弯的方向由矢 量定义
2015/2/4
28
钣金特征: General Flange
1
钣金设计概况
UG中的钣金设计包括两大部分: 1. 钣金特征建模:生成新的钣金特征
选择 Application—>Modeling,Insert —> Sheet Metal Feature
2. 钣金设计:只对已有特征进行操作,不生成新的特征
选择 Application—>Sheet Metal—>Design
最后按OK 或 Apply。
Example: shm_flange_1.prt
2015/2/4 24
钣金特征: 弯折( Bend )
折弯直线类型(Application Curve): Bend Centerline Bend Axis Bend Tangent Line Contour Line Mold Line
2015/2/4 14
钣金特征:翻边(Flange)
Bend Allowance Formula(弯曲误差公式): (Radius+(Thickness*0.44))*rad((180.0 - (180.0 - Angle)))
RPO Method(定位方法): Automatic 和 Manual
Plus
Step 2 2015/2/ral Flange
General Flange对话框中的 Options选项
Infer Thickness :选中它,生成的翻边厚度与所 选曲面的厚度相同。
Infer Spine :选中它,系统内部生成一条脊柱线。
r Value :材料各向异性的平均应力比,r值越高 材料的变形阻力越大。缺省值r =1表示各向同性材 料。 Area Preserve :选中它,相当于设置了一个无限 的r值。 Distortion : 表示材料变形的算法 Along Sections :沿截面方向变形 Bi-Directional:沿截面方向和脊柱方向变形。
2015/2/4
31
钣金特征: 桥接( Bridge )
在两个钣金件之间进行过渡桥接
选择菜单Insert—>Sheet Metal Feature—>Bridge 或图标
操作步骤: 1. 2. 3. 4. 选择要桥接的基本面 选择基本面上的桥接边 选择要桥接的目标面 选择目标面上的桥接边
5.
6.
设置相关的参数(如angle,radius等)
3.
4. 5.
设置相关的参数
选择定位方法 最后按OK 或 Apply。
Example: shm_inset_1.prt
2015/2/4 18
钣金特征:Inset Flange
Parameter Options 选项:
2015/2/4
19
钣金特征:Inset Flange
Parameter Options 选项: Thickness, Length, Angle, Radius, 及 Taper Angle 等与一般Flange的意义相同,但翻边宽 度(Flange Width)有所不同:
8
钣金特征:翻边(Flange)
建立在平面上的直线翻边
选择菜单Insert—>Sheet Metal Feature—>Flange 或图标
2015/2/4
9
钣金特征:翻边(Flange)
Options选项
2015/2/4
10
钣金特征:翻边(Flange)
Length、Radius 和 Angle:
最后按OK 或 Apply。
Example: shm_bridge_1.prt
2015/2/4 32
钣金特征: 桥接( Bridge )
钣金桥接可以生成一个或两个 弯折曲面,桥接特征多用于冲 压模,与翻边特征一起可以用 来设计附加零件及结合件。
Base Face
钣金设计 (Sheet Metal Design)
在下面的课程中,您将学到:
钣金的平面翻边、曲面翻边、嵌入翻边、通用翻边 钣金的弯折、桥接、筋肋、冲压、冲孔、冲槽 钣金的切割、圆角、托架,以及钣金的成形与展开
对学员的基本要求:
已接受过UG的基础培训,掌握UG的曲线建模、特征建模等操作
2015/2/4
展开
全部成形 全部展开 所选特征成形 所选特征展开
2015/2/4
17
钣金特征:嵌入翻边( Inset Flange)
建立在平面上的嵌入式直线翻边
选择菜单Insert—>Sheet Metal Feature—>Inset Flange 或图标 操作步骤: 1. 2. 选择目标平面 选择水平参考边
Application Curve
2015/2/4
25
钣金特征: 弯折( Bend )
折弯方向矢量(Bend Direction) 固定面矢量(Stationary Side)
2015/2/4
26
钣金特征: 通用翻边(General Flange)
建立在平面或曲面上的任意(曲线)翻边
选择菜单Insert—>Sheet Metal Feature—> Genral Flange 或图标 操作步骤: 1. 2. 选择通用翻边的生成方法 选择一条曲边(或者是连续的边)
2015/2/4
5
钣金特征常用图标功能简介(续)
Bracket (托架):在钣金件弯折处建立固定托架 Routed Relief (布线缺口):在两个翻边之间建立布 线缺口 Multibend Bracket (多弯托架):在钣金件多个弯折 处建立固定托架 Form/Unform (成形/展开) :对钣金件进行成形/展 开操作 Strain (应力):对给定的面或片体映射出一组应力 点及应力曲线 MetaForm (钣金成形):按材料性能展开对象
Inset 选项: Relief
2015/2/4
23
钣金特征: 弯折( Bend )
对钣金件在指定直线处弯折
选择菜单Insert—>Sheet Metal Feature—>Bend 或图标 操作步骤: 1. 2. 选择要弯折的平面(必须是平面) 选择弯折处的直线(必须是直线)
3.
4.
设置相关的参数(如angle,radius等)
2015/2/4
Advanced Sheet Metal
General Flange Sheet Metal Bridge Sheet Metal Bracket Sheet Metal Multibend Bracket Sheet Metal Routed Relief Sheet Metal Strain Metaform
2015/2/4
15
钣金特征:翻边(Flange)
操作步骤: 1. 2. 3. 4. 选择平面的直边 设置相关的参数 选择定位方法 最后按OK 或 Apply。
Example: shm_flange_1.prt
2015/2/4
16
钣金特征的成形与展开:Form/Unform
选择菜单Insert—> Sheet Metal Feature—>Form/Unform 或图标
2015/2/4
3
钣金特征常用图标功能简介
Flange(翻边):建立在平面上的直线翻边 Inset Flange(嵌入翻边):建立在平面上的嵌入式直 线翻边 Bend (弯折): 对钣金件在指定直线处弯折 General Flange(通用翻边) :建立在平面或曲面上 的任意(曲线)翻边 Bridge(桥接):在两个钣金件之间进行过渡桥接
2015/2/4
30
钣金特征: General Flange
Options选项(续):
Contour Lines:生成与翻边相关的轮廓线, 它由基本面(相切面)与第一弯的平面相交而成, 它仅用于Parameters或Punch Vector方法,且只 能是第一弯(要求翻边角度angle<135°)。 Mold Lines:生成与翻边相关的分模线,它由 与基本面(相切面)与第一弯的弯曲面相切而成, 它仅用于Parameters或Punch Vector方法,且只 能是第一弯(要求翻边角度angle>90°)。 Form Block Lines:与生成轮廓线类似,它由 基本面(相切面)与第一弯的平面相交而成,但 它是翻边的内曲面,它仅用于Parameters或Punch Vector方法,且只能是第一弯(要求翻边角度 angle<135°)。
2015/2/4
11
钣金特征:翻边(Flange)
Left Side 和 Right Side:
2015/2/4
12
钣金特征:翻边(Flange)
Taper: Bend
Web
2015/2/4
13
钣金特征:翻边(Flange)
Options选项(续):
Contour Lines:生成与翻边相关的 轮廓线,它由基本面(相切面)与翻边 平面相交而成,要求翻边角度angle< 135° 。 Mold Lines:生成与翻边相关的分模 线,它由与基本面(相切面)相垂直的 面与弯曲面相切而成,要求翻边角度 angle>90° 。 Form Block Lines:与生成轮廓线类 似,它由基本面(相切面)与第一弯的 平面相交而成,但它是翻边的内曲面, 要求翻边角度angle<135° 。