生产工艺流程单-样本
服装生产工艺流程图
服装生产工艺流程图┌—-┐┌——┐┌——-┐┌——┐┌——┐┌——┐┌—-┐│验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│└——┘└-—┘└———┘└——┘└——┘└-—┘└——┘服装生产的工艺流程大全(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用.在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率.面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行.样板制作要求尺寸准确,规格齐全.相关部位轮廓线准确吻合。
生产工艺流程表格模板
11.6
有从业人员食品安全知识培训制度,并有相关培训记录。
£是£否
12
信息记录和追溯
12.1
建立并实施食品安全追溯制度,并有相应记录。
£是£否
12.2
未发现食品安全追溯信息记录不真实、不准确等情况。
£是£否
12.3
建立信息化食品安全追溯体系的,电子记录信息与纸质记录信息保持一致。
£是£否
13
£是£否
8
不合格食品管理和食品召回
8.1
建立和保存不合格品的处置记录,不合格品的批次、数量应与记录一致。
£是£否
8.2
实施不安全食品的召回,召回和处理情况向所在地市场监管部门报告。
£是£否
8.3
有召回计划、公告等相应记录;召回食品有处置记录。
£是£否
8.4
有召回食品无害化处理、销毁等措施,未发现召回食品再次流入市场(对因标签存在瑕疵实施召回的除外)。
£是£否
11.2
有食品安全管理人员、食品安全专业技术人员培训和考核记录,未发现考核不合格人员上岗。
£是£否
11.3
未发现聘用禁止从事食品安全管理的人员。
£是£否
11.4
企业负责人在企业内部制度制定、过程控制、安全培训、安全检查以及食品安全事件或事故调查等环节履行了岗位职责并有记录。
£是£否
11.5
建立并执行从业人员健康管理制度,从事接触直接入口食品工作的人员具备有效健康证明,符合相关规定。
£是£否
4.13
食品生产加工用水的水质符合规定要求并有检测报告,与其他不与食品接触的用水以完全分离的管路输送。
£是£否
4.14
食品添加剂生产使用的原料和生产工艺符合产品标准规定。复配食品添加剂配方发生变化的,按规定报告。
生产工艺流程表

工艺细节异常描述和改善方法(含品质、数量和时间异常)
பைடு நூலகம்
订单评审和排单:晨会或夕会 来料检验 按BOM表领料 IPQC首检 裁线 剥线 镀锡 成型尾卡或成型内模 焊接主体或DC头 剪电阻脚 焊接电阻 剪电阻脚 半成品品全检外观和结构 半成品品全检电性 组装 成型外模或超声波外壳 成品全检外观和结构 成品全检电性 扎线或卷线 成品包装 成品入库 产品出库 第二联:生产主管 第三联:品质主管
8 焊接DC、DC母座或MICRO5P母座
20 FQC入库抽检外观、结构和电性
24 OQC出库抽检外观、结构和电性
备注:厂长兼职物控,必须提前一天制定生产计划表,实际交货数量和生产计划不一致时,必须写改善方法。
本流程用于监督和检查生产全过程:数量、时间、工艺和品质等细节,厂长必须督促各部门用心并及时完成以上工作细节没有完成工作或工作异常必须让下属签名确认。
生产流程表
序号 1 2 3 4 5 6 7 9 10 11 12 13 14 15 16 17 18 19 21 22 23 25 第一联:厂长 备注栏:
产品名称:
工艺名称 负责人签名 时间
订单交货日期:
厂长签名:
时间:
备 注 所有订单开具内部订单注明细节。 品质主管兼职IQC和OQC,细节见IQC检验表。 生产主管和仓管核对数量无误后领料生产。 新产品必须打样首检。 细节见作业指导书和IPQC报表。 细节见作业指导书和IPQC报表。 细节见作业指导书和IPQC报表。 细节见作业指导书和IPQC报表。 细节见作业指导书和IPQC报表。 细节见作业指导书和IPQC报表。 细节见作业指导书和IPQC报表。 细节见作业指导书和IPQC报表。 细节见作业指导书和IPQC报表。 细节见半成品外观和结构检验标准及IPQC报表 细节见半成品电性检验标准和IPQC报表。 细节见作业指导书和IPQC报表。 细节见作业指导书和IPQC报表。 细节见成品外观和结构检验标准和IPQC报表。 细节见成品电性检验标准和IPQC报表。 生产主管兼职FQC,细节见FQC报表。 细节见作业指导书和IPQC报表。 生产主管和仓管核对数量无误后把成品入库。 品质主管兼职IQC和OQC,细节见OQC报表。 业务和仓管核对数量无误后出货。
完整的印刷工艺流程样本

完整印刷工艺流程(配图)印刷流程一、印刷业务流程1、客户网上或热线征询2、专业业务人员上门沟通3、订立印刷加工合同交预付款4、前期图文设计5、客户校对修改6、客户定稿鉴字7、上机印刷&后期加工9、成品检查10、成品包装运送上门二、印刷工艺流程1、出片、打样2、拼版、晒版PS版3、上机印刷4、后期加工5、检查出厂三、后期加工工艺1、装订(胶装、精装、骑马订、平订、简装、粘面)2、折页(二折、三折、四折、五折等)3、覆膜(亮膜、哑膜)、上光、过油(局部、所有)、UV (局部、所有)o4、普通闷切(直角、圆角、圆、椭圆)、异形闷切、烫金(金、银)、起凸5、裱糊(信封、手提袋、包装盒、精装书封皮、卡盒)印刷成本计算:印刷成本核算也可分为以上三某些,三者总利就是印刷品价格。
1、印刷前期:完毕菲林和打样工艺流程是以每P计算,设计、出片、打样、印刷、拼版普通以A4 为单位(210x285 mm)是计价原则,如有折页,按实际尺寸计算。
菲林胶片是上机必须品,印刷打样是领机核对颜色最基本根据。
2、印刷:印品完毕核心环节是印刷,计价原则是色令即每种颜色每令纸,对开普通5令起印, 局限性5令按5令计算。
如果有专色,如公司专用图案印专色(pantone墨)或印金、印银等。
请一定注明,那么就会从4色增长到5色,6色,以便合价精确3、叩刷后期:普通是印品印刷完毕后加工工作。
一定要注明:装订(骑马钉或胶钉),折页(几折);印后工艺与否有复膜或UV,模切,烫金利起凸面积也要写清晰,印品专用材料,打包数量如有特殊规定也请注明。
工艺环节注明越详细精确,价格越会精确。
备注:详细后期加工工艺参见《常问常答一专业术语》(规定:链到专业术语)印刷术是中华人民共和国古代四大创造Z—,从古到今印刷行业都需要很专业技术, 而当代印刷业有了先进印刷设备,印刷业门槛似乎减少了下来,但是印刷业是低门槛、高技术行业,想要做得出众先进依然要下•翻苦功夫,是比较复杂系统工程。
生产工艺流程模板

生产工艺流程模板生产工艺流程模板1. 概述生产工艺流程是指制造产品所需的一系列操作步骤和流程。
本文将为您介绍一个常见的生产工艺流程模板,包括材料准备、生产步骤、检验质量和包装等内容。
2. 材料准备在开始生产之前,需要准备所需的材料。
材料准备的步骤包括:- 确定所需原材料的种类和规格;- 与供应商进行沟通,确认材料的供应时间和数量;- 对采购的材料进行质量检验。
3. 生产步骤生产步骤是生产工艺的核心部分,下面是一个常见的生产步骤模板:- 步骤1:准备生产设备,确保设备正常运转;- 步骤2:根据产品的要求,将原材料输送到生产设备中;- 步骤3:对原材料进行加工、成型或组装;- 步骤4:对产品进行初步检验,确保产品符合质量标准;- 步骤5:对产品进行加工、涂装、烘干等处理;- 步骤6:对产品进行终检,确保产品质量达标;- 步骤7:对产品进行清洁和包装。
4. 检验质量质量检验是确保产品符合质量标准的关键环节。
质量检验的步骤包括:- 对产品进行抽样检验,确保产品的尺寸、外观等符合要求;- 对产品的材料进行化验,确保材料的成分和性能符合要求;- 对产品进行性能测试,确保产品的功能正常;- 对产品进行可靠性测试,确保产品的寿命和使用安全性符合要求。
5. 包装包装是保护产品,在运输和存储过程中减少损坏和污染的重要环节。
包装的步骤包括:- 选择合适的包装材料,包括纸箱、塑料袋、泡沫等;- 对产品进行适当的防护和填充,以防止产品在运输过程中发生碰撞和挤压;- 对产品进行标识,包括产品名称、规格、生产日期和质量标识等;- 对包装的产品进行计数和封箱,以便于仓库的管理和运输的统一。
以上是一个常见的生产工艺流程模板,您可以根据自己企业的实际情况进行调整和完善。
通过明确每一个步骤和流程,可以提高生产的效率和质量,并确保产品符合客户的要求和期望。
生产工艺流程单
生产工艺流程单生产工艺流程单是指在产品生产过程中,为了正确、规范地操作,将整个生产过程按照时间、工序、设备等因素进行详细的记录和描述的文件。
下面是一份700字的生产工艺流程单示例:产品名称:XXX产品产品批号:XX-XXXX生产日期:20XX年XX月XX日工艺流程单:步骤一:原料准备1. 检查原料是否与批号匹配,确保原料的质量和使用安全。
2. 根据配方要求,按比例准确称取和混合原料。
步骤二:制备1. 将混合后的原料放入混合机,设置适当的转速和时间,充分混合。
2. 将混合好的原料放入造粒机,设置适当的压力和温度,进行造粒。
步骤三:成型1. 将造粒好的产品送入成型机,设置合适的压力和温度,进行成型。
2. 检查成型后的产品尺寸、形状及外观是否符合要求,如有不良品应及时处理。
步骤四:烘干1. 将成型后的产品放入烘干室,根据产品特性和要求设置合适的温度和湿度,进行烘干。
2. 检查烘干后的产品湿度是否符合要求,如有需要,进行二次烘干。
步骤五:质量检验1. 从烘干好的产品中随机抽取样品,进行质量检验。
2. 检查产品的物理性质、化学成分等指标是否符合标准,如不合格,应及时进行调整和改进。
步骤六:包装1. 将质量合格的产品按照包装要求装入包装袋或容器中。
2. 标明产品的名称、批号、生产日期等必要的信息,并进行封装和封口。
步骤七:质量控制1. 检查包装好的产品是否完好无损,有无破损或漏封的情况。
2. 对包装好的产品进行最终质量检查,确保产品质量符合要求。
步骤八:成品入库1. 按照规定的存放要求,将质量合格的产品送入成品仓库。
2. 做好成品仓库的管理工作,确保产品安全和有效管理。
以上就是一份700字的生产工艺流程单示例,具体的工艺流程单可以根据实际生产情况进行调整和修改。
生产车间工艺流程表格

生产车间工艺流程表格英文回答:In the production workshop, the process flow is crucial for ensuring smooth and efficient operations. It outlines the sequence of steps involved in manufacturing a product, from raw materials to the finished product. Let me walk you through the process flow in our production workshop.Firstly, the raw materials are received and inspected for quality. This step is essential to ensure that only the best materials are used in the production process. For example, in our workshop, we receive steel sheets for manufacturing metal components. The sheets are checked for any defects or damages before they are moved to the next step.Next, the raw materials are prepared for production. This may involve cutting, shaping, or forming the materials to the required specifications. For instance, in the caseof the steel sheets, they are cut into smaller pieces using laser cutting machines. This step requires precision and accuracy to ensure the components are made to the correct size and shape.After the materials are prepared, they are moved to the assembly line for the actual production process. This is where the components are assembled together to create the final product. Each worker on the assembly line has a specific task or role to perform. For example, one worker may be responsible for attaching the metal components together using welding techniques, while another worker may be in charge of quality control, inspecting the finished product for any defects.Once the product is assembled, it undergoes a series of tests and inspections to ensure its quality and functionality. This may include performance tests, durability tests, and safety tests. For instance, if we are manufacturing electronic devices, we would test each unit to ensure that it functions properly and meets the required standards.Finally, the finished products are packaged andprepared for shipment. This involves carefully packagingthe products to protect them during transportation. For example, if we are shipping fragile items, we would use bubble wrap or foam padding to prevent any damage during transit.中文回答:在生产车间中,工艺流程对于确保生产的顺利和高效至关重要。
生产车间工艺流程表格
生产车间工艺流程表格英文回答:1. Process Flow Diagram.A process flow diagram is a graphical representation of the steps involved in a process. It shows the flow of materials, information, and people through the process, and the relationships between the steps.2. Benefits of Using a Process Flow Diagram.Improved understanding of the process.Increased efficiency and productivity.Reduced errors and defects.Improved communication and collaboration.Greater control over the process.3. How to Create a Process Flow Diagram.1. Define the process to be mapped.2. Identify the steps in the process.3. Draw a flowchart or diagram that shows the steps in the process and the relationships between them.4. Use symbols to represent different types of steps, such as decision points, activities, and inputs/outputs.5. Label the steps and symbols with clear and concise text.4. Types of Process Flow Diagrams.Cross-functional flowcharts show the flow of materials, information, and people across different departments or functions.Swim lane diagrams divide the flowchart into lanes, each of which represents a different department or function.Value stream maps focus on the flow of value-added activities through the process.Spaghetti diagrams show the actual physical flow of materials or people through the process.5. Process Flow Analysis.Process flow analysis is the systematic examination ofa process flow diagram to identify areas for improvement. The goal of process flow analysis is to improve the efficiency and effectiveness of the process.6. Steps in Process Flow Analysis.1. Gather data about the process, such as cycle time, throughput, and defects.2. Identify bottlenecks and areas of waste.3. Develop and implement solutions to improve the process.7. Examples of Process Flow Analysis in Manufacturing.Reducing cycle time in a production line.Improving product quality.Reducing defects.Increasing productivity.Saving costs.8. Conclusion.Process flow diagrams are a valuable tool for understanding, improving, and controlling processes. By following the steps outlined in this article, you cancreate a process flow diagram that will help you to improve the efficiency and effectiveness of your processes.中文回答:1. 工艺流程表格。
某服装厂生产工艺流程清单
某服装厂生产工艺流程清单1. 设计与开发阶段在该阶段,服装厂与顾客或设计师进行沟通,确立设计理念并制定服装样板。
以下是该阶段的主要流程:- 确定设计需求:与顾客或设计师进行沟通,了解他们的需求和期望,以便明确设计目标。
- 设计草图:根据需求和目标,设计师开始制作服装的初步草图,并与顾客或设计师进行确认和修改。
- 材料选择:确定服装所需的面料、纽扣、拉链等,提供给采购部门进行材料的购买。
- 样板制作:根据最终确定的设计草图,制作服装的样板,以供最终确认。
2. 生产筹备阶段在该阶段,需要准备生产所需的设备、材料和人力资源,并进行生产排期。
以下是该阶段的主要流程:- 设备准备:根据生产需求,确认所需的生产设备,并购买或租赁相关设备。
- 材料采购:根据设计要求,采购足够的面料、纽扣、拉链等材料。
- 人员安排:确定生产所需的工人数量,并进行招聘或内部调动,保证生产流程的顺利进行。
- 排期安排:根据订单和生产能力,制定生产排期,并确保及时安排和调整生产进度。
3. 生产制作阶段在该阶段,根据设计要求和生产排期,开始生产服装。
以下是该阶段的主要流程:- 剪裁:根据服装的设计图纸,将面料按照规定的尺寸剪裁成所需的各个部件。
- 缝制:根据剪裁好的部件,使用缝纫机进行缝制,请专业的裁缝师傅操作,确保品质。
- 熨烫:对缝制好的服装进行熨烫,以提升整体质感和外观。
- 细节处理:完成基本的缝制工作后,对服装进行各种细节处理,如加纽扣、配饰等。
4. 质量控制阶段在该阶段,对生产好的服装进行质量检查,并进行必要的修整和改进。
以下是该阶段的主要流程:- 产品检验:对每批生产好的服装进行质量检查,确保符合设计要求和标准。
- 修整和改进:对于存在质量问题的服装,及时进行修整和改进,确保符合要求。
- 成品打包:根据订单要求,将质量合格的服装进行包装,并做好相应的防护措施。
5. 发货与售后阶段在该阶段,完成生产的服装将按照订单进行交付,并提供售后服务。
设备制造工艺方案
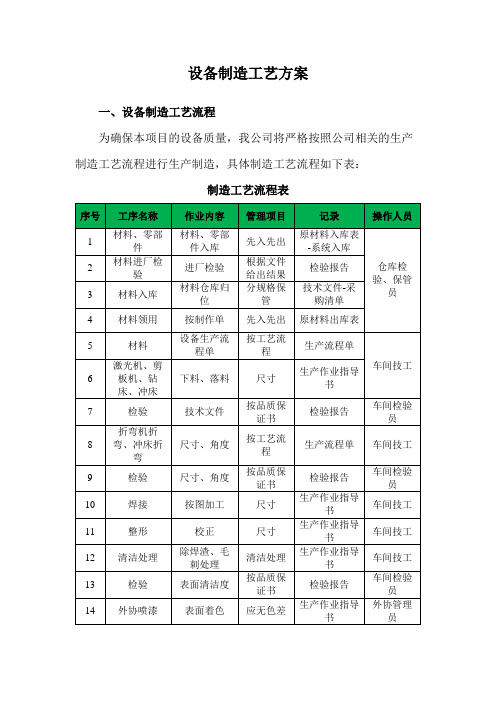
设备制造工艺方案一、设备制造工艺流程为确保本项目的设备质量,我公司将严格按照公司相关的生产制造工艺流程进行生产制造,具体制造工艺流程如下表:制造工艺流程表二、设备生产制造步骤1、原材料采购(1)公司原材料采购有严格执行的工作流程:专业招标人员首先收集原材料的消耗需求,将必备的原料质量标准和采购数量向合格供给商名录范围内的同类货品供应商发出询价议价通知,然后将收集到的各供给商提交原材料样本送检,筛选出合格样本,再进展具体的询价议价后,提交采购决策人进展采购决策。
(2)组织安排与供给商的合同,并封存样本作为合同执行的辅助材料。
(3)货物到厂后,经过检测和化验合格后,组织入库,而对检验不合格的原材料一律不得使用,由招标人员安排退货。
公司还在制度中严格规定,财务部门安排付款时,必须收到合格的检化验单,否则不得支付货款。
(4)生产部门必须取得合格的检化验单后,才能将相关货品投入生产使用。
2、进货检验原材料到工厂后,由工厂内熟悉设备性能的技术人员对其进展严格检验,保证进工厂的设备均为合格设备。
3、下料根据生产的要求合理安排人手,生产线工人根据设计图纸要求,进展下料作业。
4、焊接成型由持有上岗证的技术工人对下料进展焊接。
焊接要求:铜管之间的焊接使用铜焊丝,铜件与钢件、钢件与钢件的焊接使用高银焊丝,氧气与乙炔共同燃烧根底上,在150°高温下,使焊丝溶解成液态,在铜件与铜件及铜件与钢件或钢件与钢件的焊口处焊接,要求不出现焊眼,确保其气密性。
8、整机调试处理设施试通清水,检验各处理设施、机械设备的工艺性能是否满足设计要求,同时对处理机械设备试运转,目的是检验各机械设备在额定负荷或超负荷10%的情况下,机械设备的机械电气、工艺性能是否满足设计要求。
9、包装入库(1)设备包装应根据设备的性质、特点和储运条件进展包装设计。
设计应做到包装紧凑、防护周密、平安可靠、便于装卸,并具有科学性、经济性、结实和美观,确保设备在正常装卸、运输条件下,和在储存有效期内,设备不得因包装原因发生损坏、长霉、锈蚀而降低设备的平安和使用性能。
生产流程单(3篇)

第1篇一、概述生产流程单是指导生产过程中各项工作的具体操作规程,旨在确保生产过程规范化、标准化,提高生产效率,降低生产成本,保证产品质量。
以下为某公司某产品的生产流程单。
二、产品名称某型号手机三、生产流程1. 原材料准备(1)检查原材料入库凭证,核对原材料品种、规格、数量。
(2)验收原材料质量,确保符合生产工艺要求。
(3)将原材料按生产需求分类存放,便于生产使用。
2. 零部件加工(1)根据生产计划,安排零部件加工任务。
(2)核对零部件加工工艺文件,确保加工过程符合要求。
(3)采用先进的加工设备,提高加工精度。
(4)加工过程中严格控制温度、湿度等环境因素,确保产品质量。
(5)对加工完成的零部件进行检验,合格后方可入库。
3. 零部件组装(1)根据生产计划,安排零部件组装任务。
(2)核对组装工艺文件,确保组装过程符合要求。
(3)采用合理的组装顺序,提高组装效率。
(4)组装过程中严格控制操作规范,确保产品性能。
(5)对组装完成的手机进行功能测试,合格后方可入库。
4. 外观检测(1)根据生产计划,安排外观检测任务。
(2)核对外观检测标准,确保检测过程符合要求。
(3)采用专业的检测设备,提高检测精度。
(4)检测过程中关注外观瑕疵,如划痕、气泡等。
(5)对检测合格的产品进行包装,不合格产品返修或报废。
5. 包装(1)根据生产计划,安排包装任务。
(2)核对包装标准,确保包装质量。
(3)采用环保、美观的包装材料。
(4)包装过程中注意产品保护,防止损坏。
(5)包装完成后,检查产品数量、规格、包装完好性。
6. 出库(1)根据销售订单,安排产品出库。
(2)核对出库凭证,确保出库产品与订单一致。
(3)出库过程中注意产品保护,防止损坏。
(4)办理出库手续,确认产品出库。
四、生产流程注意事项1. 生产过程中严格执行工艺文件,确保产品质量。
2. 加强生产设备维护保养,提高设备利用率。
3. 优化生产布局,提高生产效率。
4. 做好生产记录,为生产管理提供依据。
生产工艺流程教材

27
生产工艺流程
------瓷介电容器源自28生产工艺流程------聚脂电容器 用于IP5600,EC5658V上。
29
生产工艺流程
4.常有电容器的种类及特性: 常见电容器分为有机介质电容器、无机介质电容器、电解电容器等几大类。 (1)有机介质电容器:包括传统的纸介、金属化纸介电容器和常见的涤沦、 聚苯乙烯电容器等。 (2)无机介质电容器:包括用陶瓷、云母、玻璃等无机介质材料制成的电容 器。 (3)电解电容器:以金属氧化膜为介质,用金属和电解质作为电容器的两极,
7
生产工艺流程
四、烘烤工序
• 该工序通常发生在贴片之前,烘烤对象主要是PCB和主芯片。烘 烤可以减少部分材料水份,从而提高后工序的焊接质量。 • 主芯片通常是拆包后湿度在30%以上才烘烤。烘烤条件多为温度 110℃,时间为22小时。不同芯片条件不同。 • PCB要求百分之百烘烤,烘烤条件一般为:设定温度120±5℃, 时间2-4小时。 • 半 成 品 超 时 须 重 新 烘 烤 , 烘 烤 条 件 一 般 为 : 设 定 温 度 : 100120±5℃,时间:2-4小时.
第三环为色环电阻的倍率:104
第四环为色环电阻的误差(±10%)。 如图所示的四环电阻的阻值应为:27*104欧姆即为270K的阻值, 误差为±10 %。
17
生产工艺流程
(左) 黄色(第一位数) 蓝色(第二位数) 黑色(第三位数) 红色(乘数) 棕色(允许偏差)
(右)
五色环电阻器的标注
18
生产工艺流程
6
生产工艺流程
二、SMT的作业流程
1、单面板工艺流程:
入料→ PCB烘烤 → 刷锡 → 贴片→ QC → 回流焊→ 贴补
2、双面板工艺流程:
工艺生产流程图word版本

工艺生产流程图word版本设备:工作台、剪刀等设备:快速水分测定仪设备:锅炉、烘干机等设备:工作台设备:包装机设备:金属探测器设备:包装机设备:实验室检测设备修改人:毛小方确认人:郑正珊毛小方日期:2014年2月11日1、原料验收:经检验员检验合格的产品方可入库;仓库堆放产品要垫垫仓板,产品与地面隔离;做好防虫防鼠工作;产品要贴上标识卡。
2、分选去杂:按订单要求手工进行分级选别及去杂等。
3、水分检测(过程检验):用快速水分测定仪进行检测,检测合格的直接进入内包装,不合格的进行烘干,要求干香菇水分低于13.0%,黑木耳低于14%,灰树花、茶树菇、金针菇、银耳、滑子菇、杏鲍菇、鸡腿菇、牛肝菌、白灵菇、平菇等其他食用菌水分低于12%。
4、烘干(需要时):水分超标易导致发霉,使用烘干机烘干,烘干的温度50-80℃,时间1-2小时。
烘干结果要求:香菇低于13.0%、黑木耳水分低于14%,灰树花、茶树菇、金针菇、银耳、滑子菇、杏鲍菇、鸡腿菇、牛肝菌、白灵菇、平菇等其他食用菌水分低于12%。
5、复选:在静止的台面上,再次对产品进行目视选别,去除异物和不良品保证产品质量。
6、包装:按客户要求装入准确称量后的合格产品并封口,准确标识产品名称数量,规格,生产日期等信息。
7、X射线异物选别:封口后的产品依次通过金属探测仪,每次使用前用试块调整精确度,分别依次用2mm、1mm的试块进行调整,要求2mm试块时设备必须报警。
使用过程中2个小时调整一次精确度,方法同上。
8、装箱:箱外应标注批号和生产日期等内容,或按合同要求标志。
9、成品贮、运:成品贮存仓库内应保持清洁卫生,库内湿度一般要求低于75%。
包装好的成品入库堆放应有垫仓板,距离墙壁不少于30cm,堆放整齐,标识清晰。
成品搬运时必须轻拿轻放,运输中必须保持清洁、卫生、干燥。
三、绿茶生产工艺流程图1、扁形茶加工工艺流程图不合格拒收鲜叶验收合格摊青炒青炒辉磨光脱毫提香茶末等废弃物筛分茶片等废弃物风力选别装大袋贮存均堆称袋装打口盒封箱包贮存出厂2、针形茶加工工艺流程图拒收不合格鲜叶验收合格摊青滚筒杀青理条初烘提香茶片等废弃物风力选别装大袋贮存均堆称重袋封出厂3、工艺说明1、鲜叶验收:无公害茶鲜叶必须采自颁证的无公害茶园;采用鲜叶从适制品种上采下的幼嫩新梢;鲜叶入厂过秤后,填写《初制加工过程跟踪卡》,立即送往摊青间摊青。
生产工艺指导书

生产工艺指导书
业务单编号:年月日编号:客户名称:产品名称:
纸张名称:
纸张
纸张名称:
送达部门:
生产工艺流程:
印前工艺要求:
印刷工艺要求:
印后工艺要求:
备注:
材料/工艺变更申请单
年月日产品名称业务通知单编号
变更材料送达部门
变更原因:
原材料(名称、规格、数量和材料来源):
变更后材料(名称、规格、数量和材料来源):
原材料处理办法:
审批意见:
制造总监:
总经理:
制表人审核
VH/ TM/001/F1/V1
复合工程单
客户产品名称生产时间交货时间规格数量
生产工艺指导书原辅材料构成生产工艺流程复合工艺流程
材
料需求明细单材
料
名
称
规
格
数
量
复
合
机
器
备注:
复
卷
裁
切
机
器
备注:
成
品
包
装
备注:VH/ TM/001/F3/V1。
生产工艺单范本
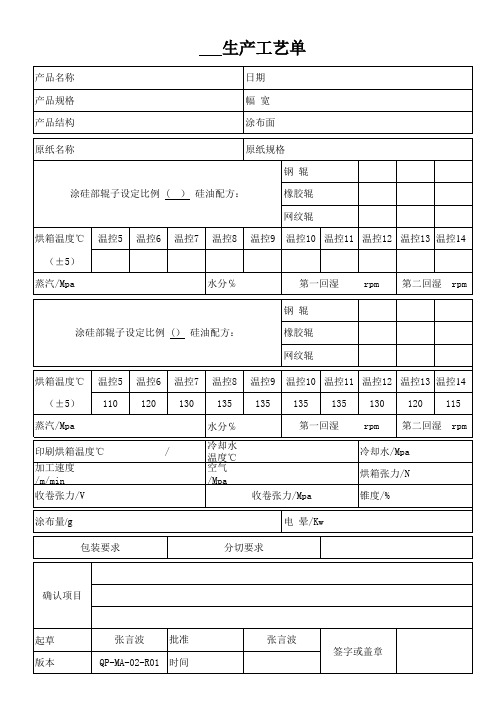
钢辊 橡胶辊 网纹辊
烘箱温度℃ 温控5 温控6 温控7 温控8 温控9 温控10 温控11 温控12 温控13 温控14
(±5) 110 120 130 135 135 135 135 130 120 115
蒸汽/Mpa
印刷烘箱温度℃ 加工速度 /m/min 收卷张力/V
水分℅
第一回湿 rpm 第二回湿 rpm
生产工艺单
产品名称 产品规格 产品结构
日期 幅宽 涂布面
原纸名称
原纸规格
钢辊
涂硅部辊子设定比例 ( ) 硅油配方:
橡胶辊
网纹辊
烘箱温度℃ 温控5 温控6 温控7 温控8 温控9 温控10 温控11 温控12 温控13 温控14
Hale Waihona Puke (±5)蒸汽/Mpa水分℅
第一回湿 rpm 第二回湿 rpm
涂硅部辊子设定比例 () 硅油配方:
/
冷却水 温度℃
空气
/Mpa
收卷张力/Mpa
冷却水/Mpa 烘箱张力/N 锥度/%
涂布量/g 包装要求
分切要求
电 晕/Kw
确认项目
起草 版本
张言波 批准 QP-MA-02-R01 时间
张言波
签字或盖章
生产工艺流程表
生产工艺流程表原料入厂检验→络纱(上油或过腊)→横机收发室→横机编织→半成品检验→套口收发→套口缝合→套口检验→手缝→手缝检验→照灯初验→洗水→(小烫-打眼-订扣)→拔毛→照灯二次检验→蒸烫、整型→量尺、外观→定标→成验→终验→挂吊牌、包装→装箱、箱麦→入库(在成产中要不定期的验货)1.原料检验:原料入库后由化验部门及时抽样,纱线支数、条干均匀度、色差、色花、色牢度等检验,要求仓库要称重、查色号、缸号分开放好,检测回潮以及纱线的损耗。
2.络纱:纱线确认后要及时的为后道工序做好纱线处理,要求纱线过油或打腊,倒纱时要分颜色、缸号分开倒纱、放置以免混缸以及混色,如需要接头必需接彩头纱。
3.横机收发室:(1)横机收发把纱线领到手后要核实纱线的重量、支数、批号、色号。
(2)确认后纱线要按工艺的报重发给操作工并详细记录操作工的领纱、衣片、退纱重量,以免纱线的流失和浪费。
(3)要按生产计划均衡合理的发给每个操作工并记录发、收回时间,认真填写日、月报表。
4.横机编织:(1)编织前应由保全工进行机器的调试,符合工艺密度的要求,在进行编织。
(2)操作工要按工艺或磁盘、质量要求编织出符合要求的衣片并使之成形。
5.半成品检验:(1)成形的衣片下机后要及时的进行密度的检验、尺寸、花型的符合。
(2)要求检验员要逐件检验工艺规定的收、放针、转数、衣片长短不一、罗纹的长度、密度均匀度、漏针、吊边、单丝、色差、搓板纱、脏活等疵点的检验(对能做处理的疵点进行修补)(3)要记录单片的重量。
(如有2种以上的配色要进行各色的详细记录)(4)在进行检验前因编织时衣片受到到不同方向的牵拉,应由量尺工人为的回缩。
6.套口收发:合格的半成品衣片由横机收发转倒套口收发室,在由收发员按生产计划均衡合理的发给每个操作工并记录发、收回时间,认真填写日、月报表。
7.套口缝合:套口工要按工艺要求进行缝合。
8.套口检验:检验员要按工艺要求检查套口工是否按工艺要求进行缝合的,并检验是否有掉套、松紧线道不均、吃辨、缝合挂肩、领型不圆顺、罗纹不齐、领拉伸过松或过紧(一般领拉伸在30—35CM)、缝合线松紧不合适(常规门襟带等拉伸较小外,一般拉伸率在130%,)、脏活等疵点。
生产工艺流程单

原生产日报表
批次 1 投入 2600 产出 2590 甩碎 2 制绒碎 5 插片碎 3 总碎 10 备注
变更后
日期 5.1 供应商 FIFO 班次 A 批次 1 工序 制绒 对角 150 型号 125*115 原有片 300 投入 2600 制作 2500 产出 2490 碎片 10
碎片=制作-产出
ቤተ መጻሕፍቲ ባይዱ
制绒→扩散 班工序范例 制绒 扩散A班工序范例 扩散
日期 5.1 5.1 供应商 FIFO FIFO 班次 A A 批次 1 1 工序 制绒 扩散 对角 150 150 型号 125*115 125*115 原有片 300 200 投入 2600 2490 制作 2500 2580 产出 2490 2569 碎片 10 11 碎片率 0.40% 0.43% 结存 400 110 OP ABC ADF
结存=原有片+投入-制作
结存=原有片+投入-制作
生产日报表变更
范例: 范例:以制绒和扩散为例 A班→B班交接范例 班 班
日期 5.1 5.1 供应商 FIFO FIFO 班次 A B 批次 1 2 工序 制绒 制绒 对角 150 150 型号 125*115 125*115 原有片 300 400 投入 2600 2500 制作 2500 2600 产出 2490 2590 碎片 10 10 碎片率 0.40% 0.40% 结存 400 300 OP ABC BAC
制绒→扩散 班工序范例 制绒 扩散B班工序范例 扩散
日期 5.1 5.2 供应商 FIFO FIFO 班次 B B 批次 2 2 工序 制绒 扩散 对角 150 150 型号 125*115 125*115 原有片 400 300 投入 2500 2590 制作 2600 2700 产出 2590 2656 碎片 10 44 碎片率 0.40% 1.6% 结存 300 190 OP BAC BDF
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产工艺流程单
SZZZZL-QE-2010 客户名称:******** 订单日期: 2010-8.5 No: 2010-888 1)生产流程订单记录印件名称规格成品数量备注批准人******** 封套:203mm*126mm*4p; 内页:200mm*123mm*4p; 2000套250克双铜2)印前制作流程记录年月日文件来源文件类型确认方式制作人员修改次数确认日期交货日期印前确认人客户提供AI 上机打样ZHUZHU 2010-8.5 2010-8.15 3)CTP/晒版流程记录年月日印件名称工艺印件规格印色版数操作人是否保留损耗数量确认人DM CTP加印430mm*597mm 4C 4 4)切纸生产流程记录年月日印件名称纸张类型克重(g) 本厂开数开切规格(mm) 开切数量(张) 折合大纸(张) 操作人员确认人******** 双铜250 √大4开430mm*597mm 780 195 注: 颜色参考****的印刷! 5)印刷生产流程记录年月日机型纸张类型克重(g) 开切规格(mm) 开切数量(张) 内含伸放印色印刷方式完成数量确认人102# 双铜250 430mm*597mm 780 280 4C/4C 自翻身6)烫金/覆膜/上光/UV/凹凸/生产流程记录年月日印件名称烫金光膜哑膜上光UV 凹凸操作人完成数量损耗数量确认人封套√内页正反7)糊盒/折页/整切/模切/排废/配套年月日印件名称模切折页整切排废粘糊配套操作人完成数量损耗数量后道确认人******** √√√√8)成品检验流程记录年月日印件名称成品数量抽检数量不合格数量不合格原因合格数量检验员******** 9)成品发运记录年月日发运数量发运人送货地址及联系人物流确认人备注说明:l、生产工艺流程单作为产品生产原始记录,各工序人员必需认真填写,真实记录,字迹端正清楚。
2、生产工艺流程单流程结束后,由生产部存档备案。