ALPHA6500系列旋切机专用变频器说明书
艾得森变频器EA600说明书

目录一、概述1.1 产权说明····································································1.2 铭牌说明···································································1.3 型号说明································································1.4 选型说明································································1.5 开箱说明···································································1.6 功率分布表····································································1.7 制动单元和制动电阻选择······························二、安装和接线2.1 基准型机箱尺寸······························································2.2 基准型机箱安装要求····································································2.3 接线要求····································································2.4 接线说明····································································三、操作面板及安全事项3.1 面板尺寸示意图····························································3.2 面板按键说明···························································3.3 面板指示灯说明····························································3.4 参数修改方法····························································3.5 安全注意事项····································································四、功能参数一览表五、功能详细介绍5.1 主要功能方面参数····························································5.2 前驱动对象(电机)方面参数··················································5.3 矢量控制方面参数····························································5.4 V/F控制方面参数·····························································5.5 附加功能方面参数····························································5.6 PID控制方面参数·····························································5.7 多段速控制方面参数··························································5.8 保护功能方面参数·····························································5.9 起停控制方面参数·····························································5.10 输入端子功能方面参数·························································5.11 输出端子功能方面参数·························································5.12 人机界面方面参数·····························································5.13 485通信方面参数·····························································六、变频器RS485通讯协议6.1 通讯协议····································································6.2 协议内容····································································6.3 应用方法····································································6.4 总线结构····································································6.5 协议说明····································································6.6 通讯帧结构··································································6.7 命令码及通讯资料描述························································七、故障咨询及对策7.1 故障类型及处理办法··························································7.2 其它故障案列分析··························································八、标准规范8.1 规格型号····································································8.2 公共特性····································································8.3 显示········································································九、选件9.1 选件表······································································9.2 周边选件与变频器的连接图····················································9.3 外引线及连接示意图················十、变频器的维护10.1 日常检查····································································10.2 定期检查····································································10.3 除尘········································································10.4 零部件的更换································································十一、品质承诺11.1 保修范围···································································11.2 三包规定····································································11.3 维权规定········································································第一章概述1.1产权说明本公司生产的系列变频器已申请有以下专利,未经本公司授权请不要侵权,否则将予以法律追究。
罗克韦尔 PowerFlex 6000 中压变频器 说明书

PowerFlex® 6000 中压变频器出版物6000-UM001B-ZH-P用户手册重要用户须知在安装、配置、操作或维护设备之前,请仔细阅读本文档及 “其他资源” 部分列出的文档,了解设备的安装、配置 和操作信息。
用户需要了解安装和接线指南以及所有适用规范、法律和标准的相关要求。
安装、调节、运行、操作、装配、拆卸和维护等活动均要求由经过适当培训的人员遵照适用法规执行。
如未按照制造商指定的方法使用设备,则设备提供的保护功能可能会受到影响。
任何情况下,对于因使用或操作本设备造成的任何间接或连带损失,罗克韦尔自动化公司概不负责。
本手册中包含的示例和图表仅作为说明用途。
由于任何特定的安装都存在很多变数和要求,罗克韦尔自动化对于依据这些示例和图表所进行的实际应用不承担任何责任和义务。
对于因使用本手册中所述信息、电路、设备或软件而引起的专利问题,罗克韦尔自动化不承担任何责任。
未经罗克韦尔自动化有限公司的书面许可,不得部分或全部复制本手册的内容。
在整本手册中,我们在必要的地方使用注释以提醒您注意相关的安全事宜。
标签可能位于设备上或设备内,可提供特定警示。
Allen-Bradley 、Rockwell Software 、Rockwell Automation 和 T echConnect 是罗克韦尔自动化公司的商标。
不属于罗克韦尔自动化的商标是其各自所属公司的财产。
警告:用于标识在危险环境下可能导致爆炸,进而导致人员伤亡、物品损坏或经济损失的操作或情况。
注意:用于标识可能导致人员伤亡、物品损坏或经济损失的操作或情况。
注意事项能帮助您发现危险情况、避免发生危险,并了解可能的后果。
重要信息用于标识对成功应用和了解本产品有重要作用的信息。
触电危险 :标签可能位于设备上或设备内(例如驱动器或电机),提醒人们此处可能存在危险的高压。
灼伤危险 :标签可能位于设备上或设备内(例如驱动器或电机),提醒人们表面可能达到危险的高温。
Catalyst 6500 系列开关安装指南说明书
D-1Catalyst 6500 Series Switches Installation GuideOL-5781-08A P P E N D I XDChassis and Module Power and Heat ValuesThis appendix provides the power and heat numbers for the Catalyst 6500 series chassis and modules. The following power requirements and heat dissipation tables are provided:•Chassis and fan trays—Table D-1•IP phones—Table D-2•Supervisor engines—Table D-3•Policy Feature Cards (PFCs)—Table D-4•Distributed Forwarding Cards (DFCs)—Table D-5•Switch fabric modules—Table D-6•10-Gigabit Ethernet modules—Table D-7•Gigabit Ethernet modules—Table D-8•10/100/1000 Ethernet modules—Table D-9•Fast Ethernet switching modules—Table D-10•10/100 Ethernet switching modules—Table D-11•10BASE Ethernet switching modules—Table D-12•FlexWAN and Enhanced FlexWAN modules—Table D-13•Service modules—Table D-14•Miscellaneous modules—Table D-15Unless otherwise noted, the information in the following tables is measured under fully loadedconditions (transceivers installed). Typical numbers are approximately 20 percent below the numbers listed in these tables.NoteModule power is the output from the power supply (internal to the system). The AC-input power is the input from the outlet to the power supply. The percentage difference between the two values is the efficiency of the power supply.Catalyst 6500 Series Switches Installation GuideOL-5781-08Appendix D Chassis and Module Power and Heat ValuesT able D-1Power Requirements and Heat Dissipation—Chassis and Fan T raysModel Number/Module Type Module Current (A)Module Power(Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)Catalyst 6503 chassisFAN-MOD-3 fan tray 0.8034.0043.00145.0046.00156.00FAN-MOD-3HS fan tray 2.98125.16156.45534.28168.23574.49Catalyst 6503-E chassisWS-C6503-E-FAN fan tray 1 1.373.1057.54130.2071.93162.75245.62555.7977.34175.00264.11597.63Catalyst 6504-E chassisFAN-MOD-4HS fan tray 1 1.432.1760.0691.1475.08113.93256.38389.0580.73122.50275.68418.34Catalyst 6506 chassisWS-C6K-6SLOT-FAN fan tray 0.7130.0037.48128.0040.00136.88WS-C6K-6SLOT-FAN2 fan tray 2.0084.00105.00359.00113.00386.00Catalyst 6506-E chassisWS-C6506-E-FAN fan tray 1 2.353.3598.70140.70123.40175.88421.33600.61132.66189.11453.04645.82Catalyst 6509 chassisWS-C6K-9SLOT-FAN fan tray 1.1046.0058.00196.0062.00212.00WS-C6K-9SLOT-FAN2 fan tray 3.04127.68159.60545.03171.70586.06Catalyst 6509-E chassisWS-C6509-E-FAN fan tray 1 3.585.00150.36210.00187.95262.50641.85896.44202.10282.26690.16963.91Catalyst 6509-NEB chassisWS-C6K-NEB-FAN fan tray7.00294.00368.001255.00395.001349.00Catalyst 6500 Series Switches Installation GuideOL-5781-08Appendix D Chassis and Module Power and Heat ValuesCatalyst 6509-NEB-A chassisFAN-MOD-092 fan tray 5.75242.00302.001031.00325.001108.00Catalyst 6509-V-E chassis 3WS-C6509-V-E-FAN fan tray 5.75242.00302.001031.00325.001108.00Catalyst 6513 chassisWS-C6K-13SLOT-FAN fan tray 1.5873.00146.00499.00157.00536.00WS-C6K-13SLOT-FAN2 fan tray 7.10298.20372.751272.94400.811368.75Catalyst 6513-E chassisWS-C6513-E-FAN7.10298.20372.751272.94400.811368.751.Two sets of values are given for these fan trays. The Catalyst 6500-E series fan trays are designed to provide two levels of cooling. The lowerset of values shown are for chassis where modules that do not require the additional cooling capacity are installed. The higher set of values shown are for chassis where either the WS-X6708-10G-3C or -3CXL, or the WS-X6716-10G-3C or -3CXL Ethernet modules are installed. Both of these Ethernet modules require the fan tray’s additional cooling capacity.2.Values given are per fan tray. The Catalyst 6509-NEB-A switch chassis ships with one fan tray installed by default. A second fan tray can beinstalled in the chassis. The power and heat numbers for a chassis equipped with two fan trays are double the values listed.3.Values given are per fan tray. The Catalyst 6509-V-E switch chassis ships with one fan tray installed by default. A second fan tray can be installedin the chassis. The power and heat numbers for a chassis equipped with two fan trays are double the values listed.T able D-2Power Requirements and Heat Dissipation—IP PhonesModel Number/Module Type Module Current (A)Module Power(Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)Cisco IP Phone 79600.15 6.37.8826.898.4728.92Cisco IP Phone 79400.15 6.37.8826.898.4728.92Cisco IP Phone 79100.135.466.8323.317.3425.06T able D-1Power Requirements and Heat Dissipation—Chassis and Fan T rays (continued)Model Number/Module TypeModule Current (A)Module Power(Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)Catalyst 6500 Series Switches Installation GuideOL-5781-08Appendix D Chassis and Module Power and Heat ValuesThe module power values are based on 42VDC. Power is distributed to each slot in the chassis from the power supply’s 42VDC output. Each module has DC-to-DC power supplies that convert the 42VDC into +2.5VDC, +3.3VDC, and +5VDC to power the module. The 42VDC is independent of the power supply’s input voltage, either 110VAC or 220VAC.Table D-3 lists the power and the heat numbers for the supervisor engines.T able D-3Power Requirements and Heat Dissipation—Supervisor EnginesModel Number/Module TypeModule Current (A) @ 42VDC Module Power (Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)WS-X6K-SUP1A-2GE Supervisor Engine 1A1.7071.4089.25304.7995.97327.73WS-X6K-SUP1A-PFC Supervisor Engine 1A with PFC daughter card2.50105131.25448.22141.13481.96WS-X6K-SUP1A-MSFC Supervisor Engine 1A with PFC and MSFC daughter cards3.30138.60173.25519.65186.29559.18WS-X6K-SUP1A-MSFC2Supervisor Engine 1A with PFC and MSFC2 daughter cards2.90121.80152.25519.93163.71559.07WS-X6K-S2-PFC2Supervisor Engine 2 with PFC2 daughter card3.06128.52160.65548.62172.74589.91WS-X6K-S2-MSFC2Supervisor Engine 2 with PFC2 and MSFC2 daughter cards3.46145.32181.65620.33195.32667.03WS-X6K-S2U-MSFC2Supervisor Engine 2 with PFC2 and MSFC2 daughtercards—Has 512MB of DRAM3.46145.32181.65620.33195.32667.03Catalyst 6500 Series Switches Installation GuideOL-5781-08Appendix D Chassis and Module Power and Heat ValuesModel Number/Module TypeModule Current (A) @ 42VDC Module Power (Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)WS-SUP32-10GE-3BSupervisor Engine 32 with PFC3B and MSFC2A daughter cards4.19175.98219.98751.21236.53807.76WS-SUP32-GE-3BSupervisor Engine 32 with PFC3B and MSFC2A daughter cards3.69154.98193.73661.57208.31711.37WS-S32-GE-PISASupervisor Engine 32 with PFC3B and Programmable IP Services Accelerator (PISA) daughter cards.2.96124.32155.40530.69167.10570.64WS-S32-10GE-PISASupervisor Engine 32 with PFC3B and Programmable IP Services Accelerator (PISA) daughter cards2.97124.74155.93532.48167.66572.56WS-SUP720Supervisor Engine 720 with PFC3A daughter card and integrated MSFC3 and switch fabric7.50315.0393.751344.66423.391445.87WS-SUP720-3BSupervisor Engine 720 with PFC3B daughter card and integrated MSFC3 and switch fabric6.72282.24350.801204.81379.351295.5WS-SUP720-3BXLSupervisor Engine 720 with PFC3BXL daughter card and integrated MSFC3 and switch fabric7.82328.44410.551402.03441.451507.56VS-S720-10G-3CSupervisor Engine 720-10GE with PFC3C daughter card and integrated MSFC3 and switch fabric8.05338.10422.631443.26454.441551.90VS-S720-10G-3CXLSupervisor Engine 720-10GE with PFC3CXL daughter card and integrated MSFC3 and switch fabric8.65363.30454.131550.84488.311667.57T able D-3Power Requirements and Heat Dissipation—Supervisor Engines (continued)Catalyst 6500 Series Switches Installation GuideOL-5781-08Appendix D Chassis and Module Power and Heat ValuesTable D-4 lists the power and the heat numbers for the Policy Feature Cards (PFCs).Table D-5 lists the power and the heat numbers for the Distributed Forwarding Cards (DFCs).T able D-4Power Requirements and Heat Dissipation—Policy Feature Cards (PFCs)Model Number/Module TypeModule Current (A)Module Power(Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)WS-F6K-PFC3APolicy Feature Card 3A 2.2594.50118.13403.40127.02433.76WS-F6K-PFC3BPolicy Feature Card 3B 1.4761.7477.18263.5582.98283.39WS-F6K-PFC3BXLPolicy Feature Card 3BXL 2.57107.94134.93460.77145.08495.45VS-F6K-PFC3CPolicy Feature Card 3C 1.9079.8099.75340.65107.26366.29VS-F6K-PFC3CXLPolicy Feature Card 3CXL2.50105.00131.25448.22141.13481.96T able D-5Power Requirements and Heat Dissipation—Distributed Forwarding Cards (DFCs)Model Number/Module TypeModule Current (A)Module Power(Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)WS-F6K-DFCDistributed Forwarding Card2.1088.20110.25376.50118.55404.84WS-F6K-DFC3A Distributed Forwarding Card 3A 2.57107.94134.93460.77145.08495.45WS-F6K-DFC3B Distributed Forwarding Card 3B 1.6770.1487.68299.4194.27321.95WS-F6K-DFC3BXL Distributed Forwarding Card 3BXL2.3899.96124.95426.70134.35458.82WS-F6700-CFCCentralized Forwarding Card0.7531.539.38134.4742.34144.59Catalyst 6500 Series Switches Installation GuideOL-5781-08Appendix D Chassis and Module Power and Heat ValuesTable D-6 lists the power and the heat numbers for the switch fabric modules.WS-F6700-DFC3A Distributed Forwarding Card 3A 3.0126157.5537.86169.35578.35WS-F6700-DFC3B Distributed Forwarding Card 3B 2.7113.40141.75484.08152.42520.51WS-F6700-DFC3BXL Distributed Forwarding Card 3BXL3.3138.60173.25591.65186.29636.18WS-F6700-DFC3CDistributed Forwarding Card 3C for use on CEF720 modules. Supported only with Supervisor Engine 720 and Supervisor Engine 720-10GE1.6569.3086.63295.8293.15318.09WS-F6700-DFC3CXL Distributed ForwardingCard 3CXL for use on CEF720 modules. Supported only with Supervisor Engine 720 and Supervisor Engine 720-10GE.2.3598.70123.38421.33132.66453.04T able D-5Power Requirements and Heat Dissipation—Distributed Forwarding Cards (DFCs) (continued)Model Number/Module TypeModule Current (A)Module Power(Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)T able D-6Power Requirements and Heat Dissipation—Switch Fabric ModulesModel Number/Module TypeModule Current (A)Module Power(Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)WS-C6500-SFMSwitch Fabric Module 2.79117.18146.5500.2157.5537.86WS-X6500-SFM2Switch Fabric Module 23.09129.78162.23554174.4595.7Catalyst 6500 Series Switches Installation GuideOL-5781-08Appendix D Chassis and Module Power and Heat ValuesTable D-7 lists the power and the heat numbers for the 10-Gigabit Ethernet modules.NoteFor the WS-X6502-10GE and WS-X6704-10GE Ethernet modules, the values shown are for the baseboard only. When the baseboard has a CFC or DFC3 daughter card installed, you must add the daughter card power to the baseboard power to get the total slot power. For the WS-X6708-10G-3C, WS-X6708-10G-3CXL, WS-X6716-10G-3C , and the WS-X6716-10G-3CXL Ethernet modules, the values shown include the factory installed WS-F6700-DFC3C or WS-F6700-DFC3CXL daughter cards.T able D-7Power Requirements and Heat Dissipation—10-Gigabit Ethernet ModulesModel Number/Module TypeModule Current (A)Module Power(Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)WS-X6502-10GE2-port 10-Gigabit Ethernet module3.30138.60173.25591.65186.29636.18WS-X6704-10GE4-Port 10-Gigabit Ethernet module6.28263.76329.701125.93354.521210.67WS-X6708-10G-3C8-Port 10-Gigabit Ethernetmodule with WS-F6700-DFC3C daughter card.10.58444.36555.451896.86600.492050.66WS-X6708-10G-3CXL8-Port 10-Gigabit Ethernet module withWS-F6700-DFC3CXL daughter card.11.28473.76592.202022.36640.222186.34WS-X6716-10G-3C16-Port 10-Gigabit Ethernet module with WS-F6700-DFC3C daughter card.10.90457.80572.251954.23615.322101.33WS-X6716-10G-3CXL16-Port 10-Gigabit Ethernet module withWS-F6700-DFC3CXL daughter card.11.60487.20609.002079.74654.842236.27WS-X6716-10T-3C16-Port 10-Gigabit Ethernet module with WS-F6700-DFC3C daughter card.11.53484.26605.332067.18650.892222.78WS-X6716-10T-3CXL16-Port 10-Gigabit Ethernet module withWS-F6700-DFC3CXL daughter card.12.23513.66642.082192.69690.402357.73Catalyst 6500 Series Switches Installation GuideOL-5781-08Appendix D Chassis and Module Power and Heat ValuesTable D-8 lists the power and the heat numbers for the Gigabit Ethernet modules.T able D-8Power Requirements and Heat Dissipation—Gigabit Ethernet ModulesModel Number/Module TypeModule Current (A)Module Power(Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)WS-X6316-GE-TX16-port 1000BASE-T Gigabit Ethernet module5.15216.3270.38923.33290.73992.83WS-X6408A-GBIC8-port 1000BASE-X Gigabit Ethernet module2.0084.00105.00358.58112.90385.56WS-X6416-GBIC16-port 1000BASE-X Gigabit Ethernet module2.81118.02147.53503.8158.63541.72WS-X6416-GE-MT8-port 1000BASE-SX Gigabit Ethernet module2.50105.00131.25448.22141.13481.96WS-X6516-GBIC16-port 1000BASE-X Gigabit Ethernet module3.40142.80178.50609.58191.94655.46WS-X6516A-GBIC16-port 1000BASE-X Gigabit Ethernet module3.62152.04190.05649.02204.35697.87WS-X6724-SFP24-Port 1000BASE-X Ethernet module2.2399.66117.08399.81125.89429.90WS-X6748-SFP48-Port 1000BASE-X Ethernet module5.32223.44279.30953.81300.321025.60WS-X6816-GBIC16-Port1000BASE-X Gigabit Ethernet module3.84161.28201.60688.46216.77740.28Catalyst 6500 Series Switches Installation GuideOL-5781-08Appendix D Chassis and Module Power and Heat ValuesTable D-9 lists the power and the heat numbers for the 10/100/1000 Ethernet switching modules.T able D-9Power Requirements and Heat Dissipation—10/100/1000 Ethernet Switching ModulesModel Number/Module TypeModule Current (A)Module Power(Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)WS-X6148-GE-TX48-port 10/100/1000 Ethernet module2.47104.0130.0443.0139.0476.0WS-X6148V-GE-TX48-port 10/100/1000 Ethernet module withWS-F6K-VPWR-GE PoE daughter card2.89121.38151.72518.14163.15557.14WS-X6148-GE-45AF48-port 10/100/1000 Ethernet module with WS-F6K-GE48-AF PoE daughter card2.65111.30139.13475.11149.60510.87WS-X6148A-GE-TX48-port 10/100/1000 Ethernet module2.5105.0131.25448.22141.13481.96WS-X6148A-GE-45AF48-port 10/100/1000 Ethernet module with WS-F6K-GE48-AF PoE daughter card2.68112.56140.70480.49151.29516.66WS-X6516-GE-TX16-port 10/100/1000 Ethernet module3.45144.90181.13618.54194.76665.10WS-X6548-GE-TX48-port 10/100/1000 Ethernet module2.98125.16156.45534.28168.23574.49WS-X6548V-GE-TX10/100/1000 Ethernet module with WS-F6K-VPWR-GE PoE daughter card3.40142.80178.50609.58191.94655.46WS-X6548-GE-45AF48-port 10/100/1000 Ethernet module with WS-F6K-GE48-AF PoE daughter card3.16132.72165.90566.55178.39609.19WS-X6748-GE-TX10/100/1000 Ethernet module7.00294.00367.501255.01395.161349.48Table D-10 lists the power and the heat numbers for the Fast Ethernet switching modules.Table D-11 lists the power and the heat numbers for the 10/100 Ethernet switching modules.T able D-10Power Requirements and Heat Dissipation—Fast Ethernet Switching ModulesModel Number/Module TypeModule Current (A)Module Power(Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)WS-X6148-FE-SFP48-port 100BASE-X module 2.396.60120.75412.36129.84443.40WS-X6224-100FX-MT24-port 100BASE-FX Ethernet module, MMF1.9079.899.75340.65107.26366.3WS-X6324-100FX-MM24-port 100BASE-FX Ethernet module, MMF1.5263.8479.8272.5285.81293.03WS-X6324-100FX-SM24-port 100BASE-FX Ethernet module, SMF1.5263.8479.8272.5285.81293.03WS-X6524-100FX-MM24-port 100BASE-FX Ethernet module1.9079.899.75340.65107.3366.3T able D-11Power Requirements and Heat Dissipation—10/100 Ethernet Switching ModulesModel Number/Module TypeModule Current (A)Module Power(Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)WS-X6148-RJ-2148-port 10/100 Ethernet module 2.39100.38125.48428.5134.92460.75WS-X6148-RJ21V48-port 10/100 Ethernet module with WS-F6K-VPWR PoE daughter card2.39100.38125.48428.50134.02460.75WS-X6148-21AF48-port 10/100 Ethernet module with WS-F6K-FE48-AF PoE daughter card2.57107.94134.93460.77145.08495.45WS-X6148-RJ-4548-port 10/100 Ethernet module 2.39100.38125.48428.50134.92460.75WS-X6148-RJ45V48-port 10/100 Ethernet module with WS-F6K-VPWR PoE daughter card2.39100.38125.48428.50134.92460.75WS-X6148-45AF48-port 10/100 Ethernet modulewith WS-F6K-FE48-AF PoEdaughter card2.57107.94134.93460.77145.08495.45WS-X6148A-RJ-4548-port 10/100 Ethernet module1.0042.052.5179.2956.45192.78WS-X6148A-45AF48-port 10/100 Ethernet module2.57107.94134.93460.77145.08495.45WS-X6148X2-RJ-4596-port 10/100 Ethernet module2.65111.30139.13475.11149.60510.87WS-X6148X2-45AF96-port 10/100 Ethernet modulewith WS-F6K-FE48X2-AF PoEdaughter card3.07128.94161.18550.41173.31591.84WS-X6196-RJ-2196-port 10/100 Ethernet module2.74115.08143.85491.25154.68528.22WS-X6196-21AF96-port 10/100 Ethernet modulewith WS-F6K-FE48X2-AF PoEdaughter card3.16132.72165.90566.55178.39609.19WS-X6248A-TEL48-port 10/100 Ethernet module(telco)2.69113141.23482.28151.85518.58WS-X6348-RJ21V48-port 10/100 Ethernet modulewith WS-F6K-VPWR PoEdaughter card2.39100.38125.48428.5134.92460.75WS-X6348-RJ-4548-port 10/100 Ethernet module2.39100.38125.48428.5134.92460.75WS-X6348-RJ-45V48-port 10/100 Ethernet modulewith WS-F6K-VPWR PoEdaughter card2.39100.38125.48428.5134.92460.75WS-X6548-RJ-2148-port 10/100 Ethernet module2.90121.80152.25519.93163.71559.07WS-X6548-RJ-4548-port 10/100 Ethernet module 2.90121.80152.25519.93163.71559.07T able D-11Power Requirements and Heat Dissipation—10/100 Ethernet Switching Modules (continued)Model Number/ Module Type ModuleCurrent (A)ModulePower(Watts)AC DCAC-InputPower(Watts)Heat Diss.(BTU/HR)DC-InputPower(Watts)Heat Diss.(BTU/HR)Table D-12 lists the power and the heat numbers for the 10BASE Ethernet switching modules.Table D-13 lists the power and the heat numbers for the FlexWAN and the enhanced FlexWAN modules.Table D-14 lists the power and the heat numbers for the available service modules.T able D-12Power Requirements and Heat Dissipation—10BASE Ethernet Switching ModulesModel Number/Module TypeModule Current (A)Module Power(Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)WS-X6024-10FL-MT24-port 10BASE-FL Ethernet module1.5263.8479.8272.5285.81293.0T able D-13Power Requirements and Heat Dissipation—FlexWAN and Enhanced FlexWAN ModulesModel Number/Module Type Module Current (A)Module Power(Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)WS-X6182-2PA FlexWAN module 2.3899.96125426.7134.35458.82WS-X6582-2PAEnhance FlexWAN module2.50105.00131.25448.22141.13481.96T able D-14Power Requirements and Heat Dissipation—Service ModulesModel Number/Module TypeModule Current (A)Module Power(Watts)ACDC AC-Input Power (Watts)Heat Diss.(BTU/HR)DC-Input Power (Watts)Heat Diss.(BTU/HR)ACE10-6500-K9Applications Control Engine (ACE) module5.23219.66274.58937.67295.241008.25WS-SVC-ADM-1-K9Traffic Anomaly Detector Module4.00168.00210.00717.15225.81771.13WS-SVC-AGM-1-K9Anomaly Guard Module 4.00168.00210.00717.15225.81771.13WS-SVC-AON-1-K9Application-OrientedNetworking (AON) module4.00168.00210.00717.15225.81771.31WS-SVC-CMM Communications Media Module6.00252.0315.01075.73338.711156.69WS-SVC-CSG-1Content Services Gatewaymodule3.00126.0157.5537.86169.35578.35WS-SVC-FWM-1-K9Firewall Services Module4.09171.78214.73733.29230.89788.48WS-SVC-IDSM2-K9Intrusion Detection SystemModule22.50105.00131.25448.22141.13481.96WS-SVC-IPSEC-1IPSec VPN Services module1.8979.3899.23338.85106.69364.36WS-SVC-MWAM-1Multiprocessor WANApplication Module3.57149.94187.43640.06201.53688.23WS-SVC-NAM-1Network Analysis Module12.89121.38151.73518.14163.15557.14WS-SVC-NAM-2Network Analysis Module23.47145.74182.18622.13195.89668.95WS-SVC-PSD-1Persistent Storage Devicemodule4.00168.0210.0717.15225.81771.13WS-SVC-WEBVPN-K9WebVPN Services module2.94123.48154.35527.11165.97566.78WS-SVC-WISM-1-K9Wireless Services Module(WiSM)6.07254.94318.681088.25342.661170.19WS-SVC-WLAN-1-K9Wireless LAN Services module3.10130.20162.75555.79175.0597.63WS-X6066-SLB-S-K9 Content Switching module with SSL 2.1590.30112.88385.47121.37414.48T able D-14Power Requirements and Heat Dissipation—Service Modules (continued)Model Number/ Module Type ModuleCurrent (A)ModulePower(Watts)AC DCAC-InputPower(Watts)Heat Diss.(BTU/HR)DC-InputPower(Watts)Heat Diss.(BTU/HR)Table D-15 lists the power and the heat numbers for miscellaneous modules. T able D-15Power Requirements and Heat Dissipation—Miscellaneous ModulesModel Number/ Module Type ModuleCurrent (A)@ 42VDCModulePower(Watts)AC DCAC-InputPower(Watts)Heat Diss.(BTU/HR)DC-InputPower(Watts)Heat Diss.(BTU/HR)WS-X6066-SLB-APCContent Switching Module3.0126.0157.5537.9169.35578.35WS-X6101-OC12-SMFWS-X6101-OC12-MMF 1-portATM module2.1088.2110.3376.5118.5404.8WS-X6302-MSMMultilayer Switch Module5.20218.4273932.3293.551002.47WS-X6380-NAMNetwork Analysis Module1.3155.0268.78234.8773.95252.54WS-X6608-T1/E18-Port T1/E1 PSTN interfacemodule1.9883.16103.95355111.77381.71WS-X6624-FXS24-Port FXS analog interfacemodule1.5464.6880.85267.1086.94296.88。
用深圳市阿尔法变频技术 ALPHA6000系列变频器 说明书

前言1前 言首先感谢您选用深圳市阿尔法变频技术有限公司的ALPHA6000系列变频器。
ALPHA6000系列变频器是采用磁通矢量控制方式的变频器,低速额定转矩输出,超静音稳定运行,内置PID 功能可以方便地实现PID 闭环控制,先进的自动转矩补偿,控制方式多样,多达36种的完善保护及报警功能,多种参数在线监视及在线调整,内置RS-485通讯接口,操作灵活,能最大限度地满足用户的多种需求。
节能运行可以最大限度地提高电机功率因数和电机效率。
ALPHA6000系列变频器适用于绝大多数电机驱动领域,包括造纸、纺织、食品、水泥、印染、塑胶机械、冶金、钢铁等行业;作为调速装置负载适应性强,运行稳定、精度高,可靠性好。
可最大限度提高功率因数及效率,作为电气节能应用。
如在使用过程中还存在解决不了的困难,请联络本公司的各地经销商,或直接与本公司联系。
为用好本产品及确保使用者安全,在您使用之前,请详细阅读本用户手册, 阅读完后请妥善保管,以备后用。
资料如有变动,恕不另行通知。
在安装、调试、使用变频器之前,为了您的人身安全,并有助于延长设备使用寿命,请您务必阅读本书安全规则及警告,以及贴于设备上的警示标志。
在使用时,也请您务必注意驱动机械的情况或一切有关安全的注意事项。
联系电话: 0755-******** 0755-******** 传真:0755-********技术支持热线:0755-******** 公司网站: 本公司保留不预先通知而修改本手册的权利;如果你有任何疑问或问题,请及时与我们或代理商保持联系,欢迎提出改进的建议。
危险!u 本设备带有危险电压,与警告不符的或违反本手册的操作可能带来生命危险和人身伤害。
只有相关专业人员,在熟悉了本手册的安全事项和安装操作之后,才能实际运行本设备。
u 实施配线、检查等作业,必须关闭电源。
在本机印刷电路板上的充电指示灯熄灭前或在键盘显示熄灭后5分钟之内,请勿触摸机内电路板及任何零部件。
细纱机专用变频器 说明书

0%
30.00Hz 10%
40.00Hz
更 MODBUS 改 地址 × 0800 × 0801 × 0802 × 0803 × 0804
○ 0805
× 0806
○ 0807 ○ 0808
○ 0809Leabharlann ○ 080A○ 080B ○ 080C ○ 080D ○ 080E
○ 080F
○ 0810
出厂 设定 25% 47.50Hz 40% 50.00Hz 55% 50.00Hz 70% 50.00Hz 85% 47.50Hz 95% 40.00Hz 100% 30.00Hz
0 0 0 0 0
更 MODBUS 改 地址
○ 0815 ○ 0816 ○ 0817 ○ 0818 ○ 0819 ○ 081A ○ 081B ○ 081C ○ 081D ○ 081E ○ 081F ○ 0820 ○ 0821 ○ 0822 * 0823 * 0824 * 0825 * 0826 * 0827
PG)
注:对实际转速无
影响
1○ 1○ 1○ 1○ 1○ 1○ 1○
100.0%○
0C1B 0C1C 0C1D 0C1E 0C1F 0C20 0C21
0C22
5
6
功能 代码
参数 名称
PC.35 线速度系数
LCD 显示
线速度系数
设定范围 0.1~999.9% 线速度=运行频率 ×PC.22(非PG) 线速度=机械转速 ×PC.22(PG) 设定线速度=设定频 率×PC.22(非PG) 设定线速度=设定转 速×PC.22(PG) 注:对实际转速无影 响
25:保留
26:SS1 多段速度
27:SS2 多段速度 28:SS3 多段速度
ALPHA变频器简易操作指南
A L P H A变频器简易操作指南(总23页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--ALPHA变频器简易操作指南一:键盘应用(1): 键盘布局(2):使用键盘进行参数修改举例二:参数简表………………………………………………………………………………………………………………………三:常用功能块的调试………………………………………………………………………………………………………(1):多段速的应用……………………………………………………………………………………………(2):PLC程序运行应用(3):PID应用经验(4):远程及就地频率切换及运行信号切换的应用(5):模拟量调试经验(6):当使用X1~X8端子时,内部24V电源和外部24电源的用法四:常用案例调试方法及参数指南(1): 恒压供水(供气)(2): 数控车床五: 变频器的应用场合一:键盘应用本系列变频器各规格机型使用不同外形尺寸的键盘,但所以键盘的操作按键和显示的排列都一样,操作方法和相关功能也一样,用户可通过键盘对本机进行功能设定、运行、停车、状态监视等全部操作(1):键盘布局(2):使用键盘进行参数修改举例注意:有的参数可以运行及停机时都能调节,有的需在停机状态下调节(参考说明书功能参数简表○代表运行中及停机时都能更改,X代表只能停机时才能修改)举例1:将(加速时间)设定为20举例2:将(参数初始化)设定为2,即恢复出厂值二:参数简表(以下参数为常用参数,如有其它需要请参考说明书)休眠阀值0~上限频率唤醒阀值~三:常用功能块的调试1:多段速的应用:通过多功能X端子给定频率举例1:通过多功能端子X3给定频率多段速1:30HZ,X4给定多段速2:45HZ, X1端子给定运行指令频率设定1运行命令控制方式X3端子功能定义X4端子功能定义S1多段速度1S2多段速度26(多段速度)1(端子运行)18(S1多段速1)19(S2多段速2)接线图:注意:以上为常用多段速设定方法,还可以通过组合设定更多的多段速,需选择X端子中3个设定为26(SS1多段速度),27(SS2多段速度),28(SS3多段速度),3个端子同时设置才有效,如少一个端子设置则无效,组合效果图如下:2:PLC程序运行功能应用:用户可设定几个多段速自动运行举例1:自定义3段速,键盘RUN启动,以15HZ正转保持30s,25HZ正转保持40s,40HZ反转保持20s,单循环1模式运行3:PID应用经验PID控制是在工程项目中最为广泛的应用,在一些应用场合,变频器内置PID给予了用户很大的方便。
阿尔法变频器说明书Alpha6000_Manual
前言1前 言首先感谢您选用深圳市阿尔法变频技术有限公司的ALPHA6000系列变频器。
ALPHA6000系列变频器是采用磁通矢量控制方式的变频器,低速额定转矩输出,超静音稳定运行,内置PID 功能可以方便地实现PID 闭环控制,先进的自动转矩补偿,控制方式多样,多达36种的完善保护及报警功能,多种参数在线监视及在线调整,内置RS-485通讯接口,操作灵活,能最大限度地满足用户的多种需求。
节能运行可以最大限度地提高电机功率因数和电机效率。
ALPHA6000系列变频器适用于绝大多数电机驱动领域,包括造纸、纺织、食品、水泥、印染、塑胶机械、冶金、钢铁等行业;作为调速装置负载适应性强,运行稳定、精度高,可靠性好。
可最大限度提高功率因数及效率,作为电气节能应用。
如在使用过程中还存在解决不了的困难,请联络本公司的各地经销商,或直接与本公司联系。
为用好本产品及确保使用者安全,在您使用之前,请详细阅读本用户手册, 阅读完后请妥善保管,以备后用。
资料如有变动,恕不另行通知。
在安装、调试、使用变频器之前,为了您的人身安全,并有助于延长设备使用寿命,请您务必阅读本书安全规则及警告,以及贴于设备上的警示标志。
在使用时,也请您务必注意驱动机械的情况或一切有关安全的注意事项。
联系电话: 0755-******** 0755-******** 传真:0755-********技术支持热线:0755-******** 公司网站: 本公司保留不预先通知而修改本手册的权利;如果你有任何疑问或问题,请及时与我们或代理商保持联系,欢迎提出改进的建议。
危险!u 本设备带有危险电压,与警告不符的或违反本手册的操作可能带来生命危险和人身伤害。
只有相关专业人员,在熟悉了本手册的安全事项和安装操作之后,才能实际运行本设备。
u 实施配线、检查等作业,必须关闭电源。
在本机印刷电路板上的充电指示灯熄灭前或在键盘显示熄灭后5分钟之内,请勿触摸机内电路板及任何零部件。
ALPHA6300卷绕专用变频器 说明书

本变频器为卷绕专用变频器ALPHA6300,变频器参数在基于ALPHA 6000系列通用变频器基础之上,针对卷绕行业的要求进行功能的改进以代替力矩电机。
除以下参数做部分修改之外,其余功能与ALPHA 6000通用参数一致。
因此必须结合我公司ALPHA 6000系列通用变频器说明书使用。
一功能参数简表:P6:张力控制组功能代码参数名称LCD显示设定范围出厂设定更改MODBUS地址基本参数P6.00 张力控制模式张力控制模式0:无效1:开环转矩张力控制模式11:开环转矩张力控制模式23:闭环张力速度控制模式0 ×0700P6.01 卷取模式卷取模式0:收卷1:放卷0 ○0701P6.02 机械传动比机械传动比0.01~300.00 1.00 ○0702 张力设定P6.03 张力设定源张力设定源0:P6.04设定1:AI1设定2:AI2设定3:PULSE脉冲输入设定4:通讯设定0 ×0703P6.04 张力设定张力设定0~30000N 0 ×0704 P6.05 最大张力最大张力0~30000N 0 ×0705P6.06 零速张力提升零速张力提升0.0~50.0% 0.0% ○0706P6.07 零速阀值零速阀值0~20%(最大频率)0% ○0707 张力锥度P6.08 张力锥度源选择张力锥度源选择0:P6.09设定1:AI1设定0 ○0708功能代码参数名称LCD显示设定范围出厂设定更改MODBUS地址2:AI2设定3:PULSE脉冲输入设定4:通讯设定P6.09张力锥度张力锥度0.0~100.0% 0.0% ○0709P6.10锥度补偿修正量锥度补偿修正量0~9999mm 0mm ○070AP6.11闭环张力控制张力锥度起效选择闭环张力控制张力锥度起效选择0:锥度有效1:锥度无效0 ○070BP6.12对外锥度控制最大输出数字设定对外锥度控制最大输出数字设定0.0~100.0%100.0%○070C卷径计算P6.13卷径计算方法选择卷径计算方法选择0:不计算1:线速度计算2:通过厚度累计计算3:AI1输入4:AI2输入5:PULSE输入6:通讯1 ×070DP6.14 最大卷径最大卷径1~9999mm 500mm ×070EP6.15 卷轴直径卷轴直径1~9999mm 100mm ×070FP6.16 初始卷径源初始卷径源0:P6.17-P6.19设定1:AI1设定2:AI2设定0 ×0710P6.17 初始卷径1 初始卷径1 1~9999mm 100mm ×0711功能代码参数名称LCD显示设定范围出厂设定更改MODBUS地址P6.18 初始卷径2 初始卷径2 1~9999mm 100mm ×0712 P6.19 初始卷径3 初始卷径3 1~9999mm 100mm ×0713 P6.20 卷径滤波时间卷径滤波时间0.0~100.0s 1.0s ○0714 P6.21 卷径当前值卷径当前值1~9999mm 1 mm * 0715 P6.22 每圈脉冲数每圈脉冲数1~60000 1 ○0716 P6.23 每层圈数每层圈数1~9999 1 ○0717P6.24 计圈信号选择计圈信号选择0:X1~X8端子1:PG测速0 ×0718P6.25 材料厚度设定源材料厚度设定源0:数字设定1:AI1设定2:AI2设定0 ○0719P6.26 材料厚度0 材料厚度0 0.01~99.99mm 1.00mm ○071A P6.27 材料厚度1 材料厚度1 0.01~99.99mm 1.00mm ○071B P6.28 材料厚度2 材料厚度2 0.01~99.99mm 0.01mm ○071C P6.29 材料厚度3 材料厚度3 0.01~99.99mm 0.01mm ○071D P6.30 最大厚度最大厚度0.01~99.99mm 0.01mm ○071EP6.31 线速度输入源线速度输入源0:无输入1:AI12:AI23:PULSE输入4:通讯设定1 ○071FP6.32 最大线速度最大线速度0.1~6500.0m/Min 1000.0m/Min○0720P6.33 卷径计算最低线速度卷径计算最低线速度0.1~6500.0m/Min200.0m/min○0721P6.34 线速度实际值线速度实际值0.1~6500.0m/Min0.1m/Min* 0722补偿参数P6.35 补偿系数自学转矩设定 5.0~80.0% 20.0% ○0723功能代码参数名称LCD显示设定范围出厂设定更改MODBUS地址习(保留)P6.36补偿自学习动作(保留)0:无操作1:开始辨识自学习结束后动恢复到00 ×0724 P6.37机械惯量补偿系数0~9999 0 ○0725 P6.38材料惯量补偿系数0~9999 0 ○0726 P6.39 材料密度0~60000Kg/m^30Kg/m^3○0727 P6.40 材料宽度0~60000mm 0mm ○0728 P6.41 摩擦补偿系数0.0~50.0% 0.0% ○0729 P6.42高速力矩补偿增益50.0~150.0% 100.0% ○072A P6.43 补偿依据0:频率1:线速度0 ○072B P6.44高速力矩补偿投入点0.0~100.0% 80.0% ○072C 断料处理P6.45 断料检测方式断料检测方式0:不检测1:根据断料接近开关信号检测2:根据PID反馈(摆杆信号)检测0 ○072D P6.46断料自动检测最低频率断料自动检测最低频率0.00~50.00Hz10.00Hz○072E P6.47 断料检测范围断料检测范围0.00~10.00V 1.00V ○072F P6.48断料自动检测判断延时断料自动检测判断延时0.1~60.0s 2.0s ○0730功能代码参数名称LCD显示设定范围出厂设定更改MODBUS地址第二组PIDP6.49 比例增益P2 比例增益P2 0.0~100.0 20.0 ○0731 P6.50 积分时间I2 积分时间I2 0.01~10.00s 2.00s ○0732 P6.51 微分时间D2 微分时间D2 0.00~10.00s 0.00s ○0733P6.52 PID参数自动调整依据PID参数自动调整依据0:只用第一组PID参数1:根据卷径调节2:根据运行频率调节3:根据线速度调节4: 端子切换0 ○0734P6.53 张力闭环控制调节限幅张力闭环控制调节限幅0.0~100.0% 50.0% ○0735P6.54 张力闭环控制调节限幅偏置张力闭环控制调节限幅偏置0.0~100.0% 0.0% ○0736自动换卷参数预驱动处理P6.55 预驱动转矩限幅选择预驱动转矩限幅选择0:PD.05设定1:根据张力设定限幅0 ○0737P6.56 预驱动转矩增益预驱动转矩增益50.0~150.0% 100.0%○0738P6.57 预驱动速度增益预驱动速度增益50.0~150.0% 100.0%○0739P6.58 预驱动卷径计算选择预驱动卷径计算选择0:计算1:停止计算1 ○073AP6.59 预驱动结束后卷径计算停止延迟时间预驱动结束后卷径计算停止延迟时间0.0~10.0s 5.0s ○073BP6.60 张力提升比例0.0~200.0% 50.0% ○073C 机械抱闸动作参数P6.61 刹车信号输出频率刹车信号输出频率0.00~50.00Hz1.50Hz○073D功能代码参数名称LCD显示设定范围出厂设定更改MODBUS地址P6.62 刹车时间刹车时间0.1~100.0s 6.0S ○073EP3组:功能代码参数名称LCD显示设定范围出厂设定更改MODBUS地址P3.00端子作用方式端子作用方式0:闭合有效1:开路有效(常开/常闭不受此限制)0 ×0400P3.01X1端子功能定义X1端子功能0:NULL 无定义 1:FWD正向运行2:REV 反向运行 3:RUN运行4:F/R运转方向5:HLD自保持选择6:RST 复位7:FC设定频率选择8:FJOG 正向点动9:RJOG 反向点动10:UP上升 11:DOWN下降12:UP/DOWN清0 13:FRE 自由停车14:强迫停机(按减速时间4)15:停机直流制动 16:加减速禁止17:变频器运行禁止18:S1 多段速度119:S2多段速度220:S3多段速度321:S4多段速度422:S5多段速度523:S6多段速度624:S7多段速度7 25:保留1 ×0401功能代码参数名称LCD显示设定范围出厂设定更改MODBUS地址P3.02 X2端子功能定义X2端子功能26:SS1多段速度27:SS2多段速度28:SS3多段速度29:保留30:T1加减速时间131:T2加减速时间232:T3加减速时间333:T4加减速时间434:TT1加减速时间35:TT2加减速时间 36:保留37:EH0外部故障常开38:EH1外部故障常闭39:EI0外部中断常开40:EI1外部中断常闭41:保留 42:保留43:保留 44: 保留45: 保留 46: 保留47:PID投入48:力矩模式无效49: 定时驱动输入50: 计数器触发信号输入51:计数器清零复位 52:保留53:保留 54:卷径复位55:初始卷径选择端子156:初始卷径选择端子257:预驱动输入端子58:计圈信号 59:转矩记忆60:记忆转矩使能 61:收放卷切换62:卷径计算停止2 ×0402P3.03 X3端子功能定义X3端子功能37 ×0403P3.04 X4端子功能定义X4端子功能26 ×0404P3.05 X5端子功能定义X5端子功能27 ×0405功能代码参数名称LCD显示设定范围出厂设定更改MODBUS地址P3.06X6端子功能定义X6端子功能63:厚度选择端子164:厚度选择端子265:张力控制禁止端子66:转矩提升端子67:两套PID参数切换68:保留 69:保留28 ×0406P3.07X7端子功能定义X7端子功能0~69:同上70:PUL 脉冲输入(如有2路输入,以X7为准)71:单相测速输入(如有2路输入,以X7为准)72:测速输入SM1(仅对X7设定)73:测速输入SM2(仅对X8设定)0 ×0407P3.08X8端子功能定义X8端子功能0 ×0408P3.13D0端子功能定义D0端子功能0:NULL 无定义1: RUN 运行2: FAR 频率到达3: FDT 频率检测 14: FDTH上限频率到达5: FDTL下限频率到达 6:保留7:变频器零速运行中8:保留 9:保留10:变频器运行准备完成(RDY)11:自由停车12: 自动重新启动13: 定时到达14: 计数到达输出15: 设定运行时间到达16:转矩到达检测17: CL 限流动作0 ×040DP3.14Y1端子功能定义Y1端子功能1 ×040EP3.15Y2端子功能定义Y2端子功能2 ×040F功能代码参数名称LCD显示设定范围出厂设定更改MODBUS地址P3.16 继电器1(TA/TB/TC)输出功能选择继电器输出18: 过压失速19:变频器故障20: 外部故障停机(EXT)21:Uu1 欠压停止22:CE通讯告警23:过载检出信号(OLP)注124:模拟信号1异常25: 模拟信号2异常注226: STEP程序运行步数(仅对Do\Y1\Y2有效,要求同时设定26)27:故障类型输出(仅对Do\Y1\Y2有效,要求同时设定27)28:保留 29:休眠中30:零速 31:断料检测输出32:抱闸信号输出19 ×0410P3.17 继电器2(BRA/BRB/BRC)输出功能选择0 ×0411参数说明控制模式选择部分:P6.00 张力控制模式0:无效1:开环转矩张力控制模式12:开环转矩张力控制模式23:闭环张力速度控制模式0 ×0:不选择张控制模式。
旋切机变频器使用说明书110316

旋切机专用变频器说明上海红旗泰电子科技有限公司2010年12月一、预留默认值10.00二、PD.01//机器开口大小默认值为200.00;该参数可以修改机器开口大小。
值越大,机器开口越大。
值越小,机器开口越小。
三、PD.02//前后均匀度修正默认值为50.00,最大值为100.00,最小值为1.00;可以用调节本参数的方法来校正平整度;前厚后薄调大本参数;前薄后厚调小本参数;四、PD.03//皮子厚度校正默认值100.0 修改范围:10.0-1000.0该参数可以调整皮子厚度;当实际出的皮子比设定的厚度厚则调小本参数,当实际出的皮子比设定的厚度薄则加大本参数;五、PC.20//前行程位置改动完小轴,通过调节本参数使显示的刀台位置和实际刀台位置一致;(务必保证实际刀台位置和显示刀台位置一致)一、PC.03//双辊中心距修改范围:10-200 不能比双辊直径小;默认106;二、PC.04//双辊直径修改范围:10-200 不能比双辊中心距大;默认105;三、PC.05/传动比即电机转多少圈丝杠转一圈;默认20;(若实际的传动比小,如10,则会出厚张,此时须把PC05调小)四、PC.06//丝杠螺距修改范围:2-50mm;默认08;(若实际的螺距小,如04,则会出薄张,此时须把PC06调小)五、PC.15//双辊转速修改范围:0.1-200.0;默认75;(若实际的双辊转速小,如50,则会出厚张,此时须把PC15调小)六、PC.20//前行程位置适当调整好小轴,通过调节本参数使显示的刀台位置和实际刀台位置一致;默认60;七、常用参数P013初始化参数,P008加速时间,P009减速时间,P012自学习参数;八、功能参数PC37默认为0;需要那个功能加上对应数值,例如需要二次启动和双辊不停功能,那么1+8=9,设置成9就可以了;1具有二次启动功能;2 具有电位器调节厚度功能;8 回退的时候双辊不停;16 铡刀电机检测到接近开关停机;32 二次启动的一次启动状态下进给电机前进;一、PC.02//最大开口位置默认值一般为300.00二、PC.07//快进频率快进频率,机器快进时变频器的频率;默认50;三、PC.08//快退频率快退频率,机器快退时变频器的频率;默认50;四、PC.11//后行程摩擦辊电机启动位置默认70;摩擦辊电机在前行程结束后会停止,然后开始回退,当回退位置大于PC11则摩擦辊开始重新启动,当回退位置再大于PC.12之后摩擦辊电机停止;(出最后一张皮子用)五、PC.12//后行程摩擦辊电机停止位置默认200;摩擦辊电机在前行程结束后会停止,然后开始回退,当回退位置大于PC11则摩擦辊开始重新启动,当回退位置再大于PC12之后摩擦辊电机停止;六、PC.13//中间停机参数默认30;当中间停机后,如果停机处的木皮变薄,则加大本参数;七、PC.14//旋切机自动模式默认1;为1时代表手动模式,按一次启动按钮后,当刀台回退到头后,机器停止;本次过程结束;为0时代表自动模式,按一次启动按钮后,当刀台回退到头后,机器自动又开始向前行进;八、PC.16//尾刀修正的起始位置默认30;该值以电子尺的示数为准,当刀台位置小于本参数时开始进行尾刀补偿,补偿值则由参数PC17决定。
ALPHA6500系列旋切机专用变频器说明书

2.00Hz ○ 060F
P8:旋切机功能表
功能 代码 P8.00 P8.01 P8.02
参数 名称 旋切伺服功能 旋切厚度 补厚量
LCD 显示 旋切伺服功能 旋切厚度 补厚量
P8.03 旋刀位置来源 旋刀位置来源
P8.04 P8.05 P8.06 P8.07 P8.08 P8.09 P8.10 P8.11 P8.12 P8.13 P8.14 P8.15 P8.16 P8.17 P8.18 P8.19 P8.20 P8.21
10.00 ○ 0913
0
× 0914
0.05mm ○ 0915
2.0s
○ 0916
100%
○ 0917
1
× 0918
30.00Hz ○ 0919
0
× 091A
50.0mm ○ 091B
3
功能 代码 P8.28 P8.29 P8.30 P8.31 P8.32
参数 名称 后限开关位置 低速补偿频率 低速补偿增益 高速补偿位置 高速补偿增益
参数 名称 端子作 用方式 X1 端子 功能
X2 端子 功能
X3 端子 功能
X4 端子 功能
X5 端子 功能
X6 端子 功能
LCD 显示 端子作 用方式 X1 端子 功能
X2 端子 功能
X3 端子 功能
X4 端子 ห้องสมุดไป่ตู้能
X5 端子 功能
X6 端子 功能
设定范围
0:闭合有效 1:开路有效(常开/常闭不受此限制) 0:NULL 无定义 3:RUN 运行 4:F/R 运转方向 5:HLD 自保持选择 6:RST 复位 8:FJOG 正向点动 9:RJOG 反向点动 41:进刀辊脉冲校正 52:补厚 53:厚度微增 54:前限位器 55:后限位器 56: 厚度微减
阿尔法ALPHA7000E系列 ALPHA7000M系列变频器使用说明书
前言前言首先感谢您选用ALPHA7000E、ALPHA7000M系列变频器。
本系列变频器采用了国际最先进的电流矢量控制技术,低速额定转矩输出,超静音稳定运行,内置PG可以方便地实现闭环控制,控制方式多样,多达36种的完善保护及报警功能,多种参数在线监视及在线调整,内置RS-485通讯接口,操作灵活,能最大限度地满足用户的多种需求。
本系列变频器适用于绝大多数电机驱动领域,包括造纸、纺织、食品、水泥、印染、塑胶机械、冶金、钢铁等行业;作为调速装置负载适应性强,运行稳定、精度高,可靠性好。
可最大限度提高功率因数及效率,作为电气节能应用。
如在使用过程中还存在解决不了的困难,请联络本公司的各地经销商,或直接与本公司联系。
为用好本产品及确保使用者安全,在您使用之前,请详细阅读本用户手册,阅读完后请妥善保管,以备后用。
资料如有变动,恕不另行通知。
在安装、调试、使用变频器之前,为了您的人身安全,并有助于延长设备使用寿命,请您务必阅读本书安全规则及警告,以及贴于设备上的警示标志。
在使用时,也请您务必注意驱动机械的情况或一切有关安全的注意事项。
1前言 2危险! ◆ 本设备带有危险电压,与警告不符的或违反本手册的操作可能带来生命危险和人身伤害。
只有相关专业人员,在熟悉了本手册的安全事项和安装操作之后,才能实际运行本设备。
◆ 实施配线、检查等作业,必须关闭电源。
在本机印刷电路板上的充电指示灯熄灭前或在键盘显示熄灭后5分钟之内,请勿触摸机内电路板及任何零部件。
必须用仪表确认机内电容已放电完毕,方可实施机内作业,否则有触电的危险。
◆ 绝不可将交流电源接至变频器输出端子U、V、W。
使用时,变频器的接地端子请依照IEC 电气安全规程或其它类似标准,正确可靠接地。
警告!◆ 未经授权的更改机内连线和使用非法厂商销售或推荐的附件,可能引起火灾、电击和人身伤害。
◆ 因人体静电会严重损坏内部MOSFET 等静电敏感器件,所以未采取防静电措施时,请勿用手触摸印刷电路板及IGBT 模块等内部器件,否则可能引起故障。
阿尔法变频器ALPHA使用说明书

一购入检查1.1 本产品在出厂前已经过严格检查。
1.2 变频器购入后,请检查本产品是否因运输不慎而造成损伤;产品的规格、型号是否与订购产品的机种相符;有无合格标志等。
如有问题,请与供货商联系。
1.3 本产品的保修期为15个月。
若由于下述原因引起的故障,不属于保修范围:不正确的操作或未经允许自行修理及改造所引起的问题。
超出标准规范要求使用变频器造成的问题。
购买后跌损、野蛮搬运、未按本说明书要求使用造成的问题。
因环境不良所引起的器件老化或故障。
由于自然灾害或与灾害相伴的原因引起的故障。
1.4 关于免除责任事宜:对于违反本说明书的规定使用本产品而产生的或诱发的责任,本公司不能承担。
对于本产品故障所致贵方所受到的损失或波及性、继发性损害,本公司不负责赔偿。
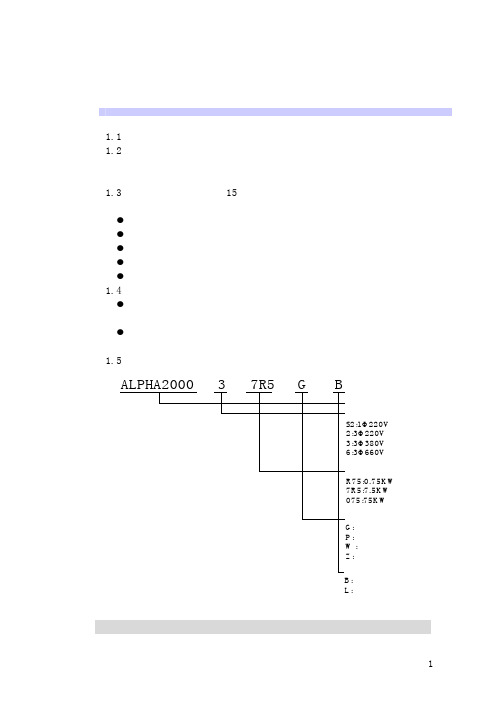
1.5 变频器型号说明:ALPHA2000– 3 7R5 G B系列代号额定电压S2:1Φ220V2:3Φ220V3:3Φ380V6:3Φ660V额定功率R75:0.75KW7R5:7.5KW075:75KW用途G:泛用型P:平方转矩型W:恒压供水型Z:注塑机专用附加说明B:带制动单元L: 带延长线注:用户特殊需要的产品,须在订单中注明技术要求。
二安装配线2.1安装方向与空间变频器应安装在垂直方向,其四周应留出如图所示空间。
室内通风良好的场所。
环境温度 -10°C~40°C,裸机为 -10°C~50°C。
无雨水滴淋,湿度90%(相对)以下。
避免直接日晒。
无易燃、腐蚀性气体和液体。
无灰尘、油性灰尘、飘浮性的纤维及金属微粒。
安装基础坚固无振动。
无电磁干扰,远离干扰源。
2.3主回路配线主回路配线15kW及以下标准品18.5kW-45kW标准品55kW-132KW标准品160KW及以上标准品(壁挂式)160KW及以上标准品(柜式)主回路端子配线说明:端子标号端子名称说明R、S、T 电源输入端子接三相交流电源P+、N-外接制动单元端子P+直流主回路正极N-直流主回路负极P+、B 外接制动电阻端子接制动电阻两端P1、P+外接直流电抗器端子接电抗器两端E 接地端子安全接地端子U、V、W 变频器输出端子接三相交流电机说明:请使用时注意端子标识“P+”同“+”,“P-”同“-”。
ALPHA6600一拖多专用变频器说明书
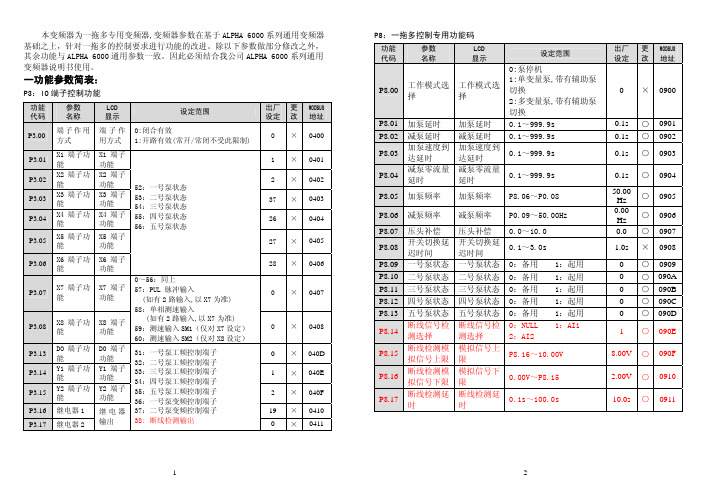
本变频器为一拖多专用变频器,变频器参数在基于ALPHA 6000系列通用变频器基础之上,针对一拖多的控制要求进行功能的改进。
除以下参数做部分修改之外,其余功能与ALPHA 6000通用参数一致。
因此必须结合我公司ALPHA 6000系列通用变频器说明书使用。
一功能参数简表:P3:IO 端子控制功能功能 代码 参数 名称 LCD 显示 设定范围出厂设定更改MODBUS 地址P3.00 端子作用方式 端子作用方式 0:闭合有效1:开路有效(常开/常闭不受此限制)0 ×0400P3.01 X1端子功能X1端子功能 1 ×0401P3.02 X2端子功能X2端子功能 2×0402P3.03 X3端子功能X3端子功能 37 ×0403P3.04 X4端子功能 X4端子功能 26 ×0404P3.05 X5端子功能 X5端子功能 27 ×0405P3.06X6端子功能 X6端子功能 52:一号泵状态 53:二号泵状态 54:三号泵状态 55:四号泵状态 56:五号泵状态28×0406P3.07 X7端子功能 X7端子功能 0 ×0407P3.08 X8端子功能 X8端子功能 0~56:同上57:PUL 脉冲输入(如有2路输入,以X7为准) 58:单相测速输入(如有2路输入,以X7为准) 59:测速输入SM1(仅对X7设定) 60:测速输入SM2(仅对X8设定) 0 ×0408P3.13 DO 端子功能D0端子功能 0 ×040D P3.14 Y1端子功能Y1端子功能 1 ×040E P3.15 Y2端子功能 Y2端子功能 2 ×040F P3.16 继电器1 19 ×0410P3.17继电器2继电器输出31:一号泵工频控制端子 32:二号泵工频控制端子 33:三号泵工频控制端子 34:四号泵工频控制端子 35:五号泵工频控制端子 36:一号泵变频控制端子 37:二号泵变频控制端子 38: 断线检测输出×0411P8:一拖多控制专用功能码功能 代码参数 名称LCD 显示设定范围出厂设定更改 MODBUS 地址P8.00工作模式选择 工作模式选择 0:泵停机1:单变量泵,带有辅助泵切换2:多变量泵,带有辅助泵切换0 × 0900P8.01 加泵延时 加泵延时 0.1~999.9s 0.1s ○ 0901 P8.02 减泵延时减泵延时 0.1~999.9s 0.1s ○ 0902 P8.03加泵速度到达延时 加泵速度到达延时 0.1~999.9s 0.1s ○ 0903 P8.04减泵零流量延时 减泵零流量延时 0.1~999.9s 0.1s ○ 0904 P8.05 加泵频率 加泵频率 P8.06~P0.08 50.00Hz ○ 0905 P8.06 减泵频率 减泵频率 P0.09~50.00Hz 0.00 Hz ○ 0906 P8.07 压头补偿压头补偿 0.0~10.0 0.0 ○ 0907 P8.08开关切换延迟时间开关切换延迟时间 0.1~3.0s1.0s × 0908 P8.09 一号泵状态一号泵状态0:备用 1:起用 0 ○ 0909 P8.10 二号泵状态二号泵状态0:备用 1:起用 0 ○ 090A P8.11 三号泵状态三号泵状态0:备用 1:起用 0 ○ 090B P8.12 四号泵状态四号泵状态0:备用 1:起用 0 ○ 090C P8.13 五号泵状态五号泵状态0:备用 1:起用 0 ○090DP8.14断线信号检测选择 断线信号检测选择 0:NULL 1:AI1 2:AI2 1○ 090EP8.15断线检测模拟信号上限模拟信号上限P8.16~10.00V 8.00V ○ 090F P8.16断线检测模拟信号下限模拟信号下限0.00V~P8.15 2.00V ○ 0910 P8.17断线检测延时断线检测延时0.1s~100.0s10.0s○ 0911二详细功能介绍P3:IO端子控制功能P3.01 X1端子功能定义 设定范围:0~56【1】P3.02 X2端子功能定义 设定范围:0~56【2】P3.03 X3端子功能定义 设定范围:0~56【37】P3.04 X4端子功能定义 设定范围:0~56【26】P3.05 X5端子功能定义 设定范围:0~56【27】P3.06 X6端子功能定义 设定范围:0~56【28】P3.07 X7端子功能定义 设定范围:0~59【0】P3.08 X8端子功能定义 设定范围:0~59【0】说明:控制端子X1~X8是多功能端子,通过设定P3.01~P3.08的值定义其具体功能。
阿尔法ALPHA5420剪板机专用变频器说明书(双电机+编码器)
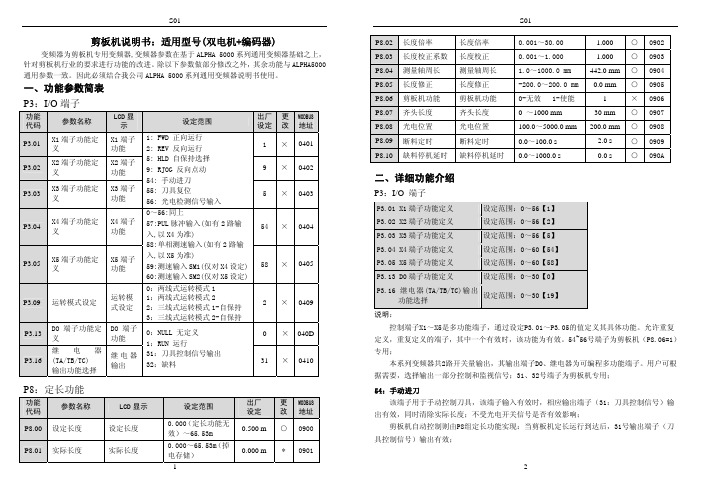
P8:定长功能
P8.00 设定长度
设定范围:0.000~65.53 m【0.500m】
P8.01 实际长度
设定范围:0.000~65.53 m【0.000m】
P8.02 长度倍率
设定范围:0.001~30.00【1.000】
一、功能参数简表
P3:I/O 端子
功能 代码
参数名称
LCD 显 示
设定范围
出厂 更 MODBUS 设定 改 地址
P3.01 P3.02 P3.03
X1 端子功能定 义
X2 端子功能定 义
X3 端子功能定 义
X1 端子 功能
X2 端子 功能
X3 端子 功能
1: FWD 正向运行 2: REV 反向运行 5: HLD 自保持选择 9: RJOG 反向点动 54: 手动进刀 55: 刀具复位 56: 光电检测信号输入
设定范围:0~30【19】
说明: 控制端子X1~X5是多功能端子,通过设定P3.01~P3.05的值定义其具体功能。允许重复
定义,重复定义的端子,其中一个有效时,该功能为有效。54~56号端子为剪板机(P8.06=1) 专用;
本系列变频器共2路开关量输出,其输出端子D0、继电器为可编程多功能端子。用户可根 据需要,选择输出一部分控制和监视信号;31、32号端子为剪板机专用;
时,31号(刀具控制信号)端子输出无效; 刀具复位信号可通过AI1端子输入变频器;当X1~X5端子未设定55号端子功能时,刀具复
位信号以AI1口输入为准:P5.18设定为1时,高有效;P5.18=0时则低有效;
56:光电检测信号输入 该端子用于来料检测光电开关信号输入;须与剪板机相应开关连接; 该信号可通过AI2端子输入变频器;当X1~X5端子未设定56号端子功能时,光电检测信号
旋切机说明书

该功能用来使用端子对切削厚度进行微减处理。定义xi为56时,若P8.00为1, 旋切伺服功能有效,在端子产生一个有效上升沿时,P8.01(切削厚度)递减P8.21(厚 度微调量)的量。 54:前限位器
设定范围:0~56【3】 设定范围:0~56【5】 设定范围:0~56【8】 设定范围:0~56【9】 设定范围:0~56【41】 设定范围:0~56【52】 设定范围:0~59【59】 设定范围:0~59【59】
说明:
控制端子X1~X8是多功能端子,通过设定P3.01~P3.08的值定义其具体功能。 允许重复定义,重复定义的端子,其中一个有效时,该功能为有效。部分功能说明 如下: 3:RUN运行
P3.00
0 × 0400
用方式 用方式 1:开路有效(常开/常闭不受此限制)
X1 端 X1 端 0:NULL 无定义 P3.01
子功能 子功能 3:RUN 运行
3 × 0401
X2 端 X2 端 4:F/R 运转方向 P3.02 子功能 子功能 5:HLD 自保持选择
5 × 0402
1
功能 代码 P3.03 P3.04 P3.05
在旋切伺服功能有效时,该端子必须接旋切机的前限位器(进刀过程中碰触的限 位器开关)。 55:后限位器
在旋切伺服功能有效时,该端子必须接旋切机的后限位器(退刀过程中碰触的限 位器开关)。 58:驱动辊测速输入
如有2路输入,则进行双向测速度,如1路输入,则进行单向测速,测速结果可通过 设定监视参数PC.05(运行转速)为1在监视状态显示检测的转速。当定义P8.09(驱动 辊速度来源)为1:测速 时,需要定义该功能,同时设置P4.16(脉冲编码器每转脉冲 数)为实际编码器每转脉冲数。 59:进刀辊脉冲输入
阿尔法变频器ALPHA2000P使用说明书
特别注意
实施配线、检查等作业,必须关闭电源。 绝不可将交流电源接至变频器输出端子 U、V、W。 在本机印刷电路板上的充电指示灯熄灭前或在键盘显示熄灭后5分 钟之内,请勿触摸机内电路板及任何零部件。必须用仪表确认机内 电容已放电完毕,方可实施机内作业。否则有触电的危险。 因人体静电会严重损坏内部MOSFET等静电敏感器件,所以未 采取防静电措施时,请勿用手触摸印刷电路板及IGBT模块等内 部器件,否则可能引起故障。 保修期内请勿自行更改机内连线或更换零部件。 使用时,变频器的接地端子请依照 IEC 电气安全规程或其它类似标 准,正确可靠接地。
多功能输出
故障继电器输出端子
频率表输出接点 电流表输出接点
24V 辅助电源正端
端子功能 +10V 0~10V电压信号,或外接电位器 0~5V电压信号 4~20 mA 注:与外壳的地不是同一点
与 COM 短接运行,断开为停止 与 COM 短接反转,断开为正转
与 COM 短接有效,或由外部 接点输入低电平有效。
电动机
说明 接三相交流电源 P+直流主回路正极 N-直流主回路负极 接制动电阻两端 接电抗器两端
E
接地端子
安全接地端子
U、V、W
变频器输出端子
接三相交流电机
说明: 请使用时注意端子标识“P+”同“+”,“P-”同“-”。 15kW 以下标准品已内置回生制动功能,如需增加制动力矩,仅需外接制动电阻。
3
ALPHA2000-3011
ALPHA2000-3015 260 200 394 378 352 205 133 215 164 7 10 ALPHA2000-3018
ALPHA2000-3022
ALPHA2000-3030 295 200 495 475 460 253 165 263 215 10 10 ALPHA2000-3037
ALPHA6000E_6000M系列说明书_A5_ V3.02 20170220

前言前言首先感谢您选用ALPHA6000E、ALPHA6000M系列变频器。
本系列变频器采用了国际最先进的电流矢量控制技术,低速额定转矩输出,超静音稳定运行,内置PG可以方便地实现闭环控制,控制方式多样,多达36种的完善保护及报警功能,多种参数在线监视及在线调整,内置RS-485通讯接口,操作灵活,能最大限度地满足用户的多种需求。
本系列变频器适用于绝大多数电机驱动领域,包括造纸、纺织、食品、水泥、印染、塑胶机械、冶金、钢铁等行业;作为调速装置负载适应性强,运行稳定、精度高,可靠性好。
可最大限度提高功率因数及效率,作为电气节能应用。
如在使用过程中还存在解决不了的困难,请联络本公司的各地经销商,或直接与本公司联系。
为用好本产品及确保使用者安全,在您使用之前,请详细阅读本用户手册,阅读完后请妥善保管,以备后用。
资料如有变动,恕不另行通知。
在安装、调试、使用变频器之前,为了您的人身安全,并有助于延长设备使用寿命,请您务必阅读本书安全规则及警告,以及贴于设备上的警示标志。
在使用时,也请您务必注意驱动机械的情况或一切有关安全的注意事项。
1前言2危险!u 本设备带有危险电压,与警告不符的或违反本手册的操作可能带来生命危险和人身伤害。
只有相关专业人员,在熟悉了本手册的安全事项和安装操作之后,才能实际运行本设备。
u 实施配线、检查等作业,必须关闭电源。
在本机印刷电路板上的充电指示灯熄灭前或在键盘显示熄灭后5分钟之内,请勿触摸机内电路板及任何零部件。
必须用仪表确认机内电容已放电完毕,方可实施机内作业,否则有触电的危险。
u绝不可将交流电源接至变频器输出端子U 、V 、W 。
使用时,变频器的接地端子请依照IEC 电气安全规程或其它类似标准,正确可靠接地。
警告!u 未经授权的更改机内连线和使用非法厂商销售或推荐的附件,可能引起火灾、电击和人身伤害。
u 因人体静电会严重损坏内部MOSFET 等静电敏感器件,所以未采取防静电措施时,请勿用手触摸印刷电路板及IGBT 模块等内部器件,否则可能引起故障。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
对应参数
设定范围
F1
旋切厚度
P8.01
0.10~10.00mm
F2
补厚量
P8.02
0.01~2.00mm
F3
最小直径
P8.14
MIN~100.0mm
F4 刀头补偿长度
P8.18
0.00~2.50 倍(木材周长)
F5 厚度调节系数
P8.23
1~200%
F6
刀尾均匀度
P8.19
0.00~99.99
注: 刀头补偿参数(P8.17~P8.18)主要用于刀头自动补偿, 如果刀头木片偏薄,可
更 MODBUS 改 地址 * 0600 * 0601 * 0602 * 0603 * 0604 × 0605 × 0606 × 0607~
060A × 060B
○ 060C
○ 060E
2
P5.15 旋切机滑行频率
旋切机滑行频率 0.00~50.00Hz
注:P5 组其他参数,及 P6、P7 组保留
P3.05 X5 端子功能定义
设定范围:0~56【41】
P3.06 X6 端子功能定义
设定范围:0~56【52】
P3.07 X7 端子功能定义
设定范围:0~59【59】
P3.08 X8 端子功能定义
设定范围:0~59【59】
说明:
控制端子X1~X8是多功能端子,通过设定P3.01~P3.08的值定义其具体功能。 允许重复定义,重复定义的端子,其中一个有效时,该功能有效。部分功能说明如 下: 3~5:运转模式
运转模 式设定
DO 端子 功能 Y1 端子 功能 Y2 端子 功能 继电器 1 继电器 2
LCD 显示
X7 端子 功能
X8 端子 功能
运转模 式设定
D0 端子 功能 Y1 端子 功能 Y2 端子 功能 继电器 输出
设定范围
0~56:同上 58:驱动辊测速输入(如有 2 路输入, 则进行双相测速度,如 1 路输入,则进 行单相测速) 59:进刀辊脉冲输入(如有 2 路输入, 则进行双相检测,如 1 路输入,则进行 单相检测) 0:两线式运转模式 1 1:两线式运转模式 2 2:三线式运转模式 1-自保持功能(附 加 X1~X8 中任意一端子) 3:三线式运转模式 2-自保持功能(附 加 X1~X8 中任意一端子)
○
○ ○ ○
MODBUS 地址 091C 091D 091E 091F 0920
0921
0922 0923 0924
PC:显示控制参数
功能 代码 PC.09 PC.12 PC.13 PC.14 PC.15 PC.16 PC.17 PC.18 PC.19 PC.20
参数 名称 高频补偿系数 交流母线电压 AI1 累计开机时间 刀头补偿系数 低频补偿系数 旋切厚度实际值 旋切厚度设定值 旋刀位置 原木直径
出厂 更 MODBUS 设定 改 地址
0 × 1003
4
三 详细功能介绍
P3:IO端子控制功能
P3.01 X1 端子功能定义
设定范围:0~56【3】
P3.02 X2 端子功能定义
设定范围:0~56【5】
P3.03 X3 端子功能定义
设定范围:0~56【8】
P3.04 X4 端子功能定义
设定范围:0~56【9】
P8.33 脉冲校正方式
P8.34 驱动预停时间 P8.35 AI1 功能设定 P8.36 AI2 功能设定
LCD 显示 后限开关位置 低速补偿频率 低速补偿增益 高速补偿位置 高速补偿增益
脉冲校正方式
驱动预停时间 AI1 功能设定 AI2 功能设定
设定范围
出厂设定
0.0~1000.0 mm 380.0mm
出厂 更 MODBUS 设定 改 地址
0 × 0400 3 × 0401 5 × 0402 8 × 0403 9 × 0404 41 × 0405 52 × 0406
1
功能 代码 P3.07
P3.08
P3.09
P3.13 P3.14 P3.15 P3.16 P3.17
参数 名称
X7 端子 功能
X8 端子 功能
本变频器为旋切机专用变频器,变频器参数在基于 ALPHA 6000 系列通用变频器基础之
上,针对木材加工等行业的要求进行功能的改进。除以下参数做部分修改之外,其余功能与
ALPHA 6000 通用参数一致。因此必须结合我公司 ALPHA 6000 系列通用变频器说明书使用。
一. 快捷参数简表:
代码
参数名称
P8.22
P8.23
电子尺量程
电子尺量程
旋刀参考点
旋刀参考点
进刀辊脉冲数 进刀辊脉冲数
驱动辊直径
驱动辊直径
驱动辊中心距 驱动辊中心距
驱动辊速度来源 速度来源
驱动辊转速
驱动辊转速
进刀辊减速比 进刀辊减速比
丝杆螺距
丝杆螺距
最小直径下限 最小直径下限
最小直径
最小直径
停机位置上限 停机位置上限
停机位置
停机位置
参数
代码
名称
P5.00 当前交流母线电压
P5.01 限位器状态
P5.02 旋刀位置方向
P5.03 进刀辊编码器转数
P5.04 进刀辊编码器脉冲数
P5.05 保留
P5.06 保留
P5.07~ 保留 P5.10 P5.11 保留
P5.12 电子尺安装区位调整
P5.14 旋切机提前减速位置
LCD 显示 交流母线电压 限位器状态 位置方向 进刀辊转数 进刀辊脉冲数 保留 保留
LCD 显示 高速补偿系数 交流母线电压 AI1 开机时间 刀头补偿系数 低频补偿系数 实际旋切厚度 设定旋切厚度 旋刀位置 原木直径
设定范围
0:不显示 0:不显示 0:不显示 0:不显示 0:不显示 0:不显示 0:不显示 0:不显示 0:不显示 0:不显示
1:显示 1:显示 1:显示 1:显示 1:显示 1:显示 1:显示 1:显示 1:显示 1:显示
加大刀头补偿系数(P8.17)或刀头补偿长度(P8.18),反之则减小。
刀尾均匀度主要用于调整刀尾厚度偏差问题,默认为 10.00,如果刀尾偏厚,
可适当加大刀尾均匀度,若偏薄,减小刀尾均匀度。
二. 功能参数简表:
P3:I/O 端子控制功能
功能 代码 P3.00 P3.01 P3.02 P3.03 P3.04 P3.05 P3.06
0:NULL 无定义 1:RUN 运行 29:休眠中 30:零速 31:驱动辊控制 32:旋切退刀信号
出厂 设定 59
59
3
0 1 2 31 19
更 MODBUS 改 地址 × 0407
× 0408
× 0409
× 040D × 040E × 040F × 0410 × 0411
P5:旋切辅助功能表
功能
参见P3.09运转模式设定说明。 端子控制运行且设定P3.09(运转模式设定)为3—三线式运转模式2时: HLD端子有效,RUN端子(上升沿)有效时,变频器开始运行;HLD端子无效,则停 机。HLD端子下降沿有效,可复位变频器故障; 8:FJOG正向点动 定义为该功能的端子(上升沿)有效时,变频器开始快进运行。定义xi(i=1~8) 为8时,停机状态该端子有效,变频器以P0.00(数字设定频率)为设定频率,P2.01(点 动加速时间)、P2.02(点动减速时间)为加减速时间正向运行。 9: RJOG 反向点动 定义为该功能的端子(上升沿)有效时,变频器开始快退运行。定义xi(i=1~8)为 9时,停机状态该端子有效,变频器以P2.00(点动运行频率)为设定频率,P2.01(点动 加速时间)、P2.02(点动减速时间)为加减速时间反向运行。 52:补厚 该功能对切片厚度进行补厚处理。定义xi(i=1~8)为52时,若P8.00为1,旋切 伺服功能有效,在该端子功能有效时,实际旋切厚度为P8.01(旋切厚度) +P8.02(补 厚量),若无效,则旋切厚度恢复为P8.01(旋切厚度)。 53:厚度微增 该功能用来使用端子对旋切厚度进行微增处理。定义xi为53时,若P8.00为1, 旋切伺服功能有效,在端子产生一个有效上升沿时,P8.01(旋切厚度)递增P8.21(厚 度微调量)的量。
2.00Hz ○ 060F
P8:旋切机功能表
功能 代码 P8.00 P8.01 P8.02
参数 名称 旋切伺服功能 旋切厚度 补厚量
LCD 显示 旋切伺服功能 旋切厚度 补厚量
P8.03 旋刀位置来源 旋刀位置来源
P8.04 P8.05 P8.06 P8.07 P8.08 P8.09 P8.10 P8.11 P8.12 P8.13 P8.14 P8.15 P8.16 P8.17 P8.18 P8.19 P8.20 P8.21
刀头补偿系数 刀头补偿系数
刀头补偿长度 刀头补偿长度
刀尾均匀度
刀尾均匀度
功能设置键
功能设置键
厚度微调量
厚度微调量
退刀信号输出宽 度
退刀信号宽度
厚度调节系数 厚度调节系数
P8.24 退刀完成方式 退刀完成方式
P8.25 P8.26 P8.27
凿圆频率
凿圆频率
位移编码器安装 位置
编码器位置
前限开关位置 前限开关位置
0.1~10.0s
1%~200% 0:停机 1:继续运行 0.00~50.00Hz 0:丝杆 1:进刀电机 0.0~3600.0 mm
出厂设定
1 1.00mm 0.10mm
更改
× ○ ○
MODBUS 地址 0900 0901 0902
2
× 0903
450.0mm ○ 0904