单一循环指令G90锥面加工
G90循环指令教案
分析导入
问题1:用基本指令编写加工程序的步骤?
问题2:用基本指令编写加工程序时同学们最大的感受是什么?
(1)程序篇幅较长;
(2)程序输入易出错;
为简化手工编程,减小手工编程工作量,可采用单一固定循环G90指令进行编程.
复习了加工程序的编写步骤;
导入G90指令的格式
◎新课讲解
一、G90指令的格式以及加工轨迹;
G90 X_ Z_ R_ F_ ;
③、G90指令中各地址符的含义
X、Z:工件坐标系中切削终点的坐标值;
R:锥面加工时,切削起点的半径与切削终点的半径的差值:R=R起-R终
(2)、增量编程
①、圆柱面加工时
G90 U_ W_ F_ ;
②、圆锥加工时
G90 U _ W _ R_ F_ ;
③、G90指令中各地址符的含义
游标卡尺,千分尺93°外圆车刀
设备材料
CAK6140型数控车床Ф40х55mm棒料毛坯
执行
后记
1、教师课前讲解时通过提问提高学生的注意力,使其准确把握相关知识;
2、教师示范操作时要讲解操作要领;
3、学生要熟练掌握试切法对刀的步骤;
教
课题
单一固定循环G90
组 织教 学
1.课前准备实习设备、工具、材料等。
2.集中学生,清点人数,检查着装状态、精神面貌等。
3.总结前一天实习情况,布置今天实习内容。
4.强调实习过程中学生要遵守安全文明操作规程。
用时
5min
入门指导
课题
导入
用基本指令G00\Gபைடு நூலகம்1编写加工程序,同学们有何感受?
用时
2 min
新课讲解
1、G90指令的格式以及加工轨迹;
G90、G94讲解教案PPT

•
加工程序:
• • • • • • • • O0001; T0101; M03S——; G00X___Z___; G90X___Z___F___; X___; X___; X___; • G90X__Z__F__S___; • G00X___Z___; • M30;
4、 G90应用举例二
台阶轴加工程序
(二)圆锥面切削循环指令编程 (G90)
1.格式:G90 X(U)_ Z(W)_ R__ F_ ;
X(U)__ Z(W)__ :循环切削终点坐标 ; R__;被加工圆锥面两端半径差;
车削外圆锥度从小端车到大端时R为负值,反之取 正值。
2、走刀路线和R值的计算
R值的计算
• R=D-d/2 =(35-60)/2 =-12.5
• 分层加工时切削终点坐标的计算。
• 粗精加工时切削用量的选择
谢谢
项目四、
内外轮廓加工
任务1 任务分析
任务2 指令讲解
任务3 举例讲解
项 目 四
任务4 学生练习 任务5 课堂小结
G90加工轮廓
教学重点、难点
单一固定循环G90指令的格式
教学重点
单一固定循环指令的程序编写
单一固定循环G90指令的应用
G90加工轮廓
G90指令加工圆锥R值的计算
教学难点
G90指令的走刀路径
六Hale Waihona Puke 课堂小结• 重 点: 1、G90指令用于车削外圆柱(锥)的格式 2、运用G90进行编程时,循环起点的确定是 根据毛坯定义。 3、G90指令中的X与Z表示圆柱(锥)面终点 坐标值。 4、G90指令执行完毕后刀具返回循环起点。 5、注意粗精加工时切削用量的变化。
难点:
数控-粗加工循环

G90 U-8 W-66 F0.4 U-16 U-24 U-32
2、端面切削单循环G94 ①、格式
平端面:G94 X(U)__Z(W)__F__
锥端面: G94 X(U)__Z(W)__R__F__
②、说明
◆X(U) Z(W):每一刀的终点坐标 ◆R :每刀切削起点与切削终点在Z向的坐 标增量。
柱面:G90 X(U)__Z(W)__F__ 锥面:G90 X(U)__Z(W)__R__F__
②、说明
◆X(U) Z(W):每一刀的终点坐标
◆R
:每刀切削起点与切削终点的半径之差
③、走刀轨迹
加工柱面
加工锥面
X 4R A 3F B 切削 终点 O 循环起点 1R C 切削起点 Z
2F
④、编程举例
G02X30Z-70R25 G01Z-80 X50Z-90 N200 Z-100 G00X100 Z100 S2000M03 M06T0202; 精加工刀 G01X54Z3F100; 循环起点 G70P100Q200 G00X100 Z100 M30
端面粗加工循环(G72)
G72为端面粗加工循环指令,它适用于圆柱毛坯的端 面方向粗车,是沿着平行于X轴进行切削循环加工的。 格式为:
③、走刀轨迹
③、走刀轨迹
C 45° B A
e
A1 W
u/2
d
③、走刀轨迹
外圆粗加工加工(2D)
精加工复合循环(G70)
当用G71粗加工完毕后,用G70代码指定精加 工循环,切除粗加工中留下的余量。其指令格式
为:
G70
P ns
Q nf
封闭复合循环指令G73
2、走刀轨迹
封闭复合循环指令G73
数控车循环加工指令G70G71G71G72G90G92G94指令学习

循环加工指令学习外圆、内孔车削循环(G90)直线切削(圆柱面)固定循环:G90 X(U)Z(W)F_;锥形切削固定循环:G90 X(U)Z(W)R F_;X(U) Z(W)指每次循环终点坐标值或称为切出点坐标或称为对角线顶点坐标,F指进给速度。
走刀路线:形状为矩形,单一固定循环可以将一系列连续加工动作,如“切入-切削-退刀-返回”,用一个循环指令完成,从而简化程序。
要加工一个台阶只要一个程序段就可以了。
单一固定循环锥体加工G90 X(U)~Z(W)~R~F~式中:X、Z- 圆锥面切削的终点坐标值;或称为梯形对角张顶点坐标。
U、W-圆柱面切削的终点相对于循环起点的坐标;R- 圆锥面切削的起点相对于终点的半径差(如何理解?)。
走刀路线:形状为梯形,“切入-切削-退刀-返回”。
R理解:刀具切削锥面的切出点至切入点在X方向上的矢量。
注意:切削锥体循环时,R值不可省略。
G90 X Z R;X R ;X R;…….外圆柱面加工时:(X,Z)为终点C坐标,(U,W)为终点C相对于起点A坐标值的增量。
图中:R表示快速进给,F为按指定速度进给。
单程序段加工时,按一次循环启动键可完成1—2—3—4的轨迹操作。
外圆锥面加工时:图中:R的意义为圆锥体大小端的差值,X(U),Z(W)的意义同前。
外圆、内孔车削循环圆锥面车削循环用增量坐标编程时要注意R的符号,确定方法是锥面起点B坐标大于终点C坐标时R为正,反之为负。
G90 X40.0 Z20.0 F50.0 ;A→B→C→D→AX30.0 ;A→E→F→D→AX20.0 ;A→G→H→D→AG90 X40.0 Z20.0 R-5.0 F50.0 ;A→B→C→D→AX30.0 R-5.0 ;A→E→F→D→AX20.0 R-5.0 ;A→G→H→D→A示例:G50 X150.0 Z200.0 M08;G00 X94.0 Z10.0 T0101 M03 Z2.0;循环起点G90 X80.0 Z-49.8 F0.25;循环①X70.0;循环②X60.4;循环③G00 X150.0 Z200.0 T0000;取消G90M01;端面车削固定循环(G94)直端面车削固定循环G94 X(U)Z(W) F _;锥端面切削固定循环G94 X(U)Z(W)K(或R)F_ ;示例:G00 X84.0 Z2.0;循环起点G94 X30.4 Z-5.0 F0.2;循环①Z-10.0;循环②Z-14.8;循环③G00 X150.0 Z200.0;取消G94GSK980TD的多重循环指令包括:轴向粗车循环G71、径向粗车循环G72、封闭切削循环G73、精加工循G70、轴向切槽多重循环G74、径向切槽多重循环G75及多重螺纹切削循环G76。
数控车外圆切削循环指令(G90)
数控车外圆切削循环指令(G90)
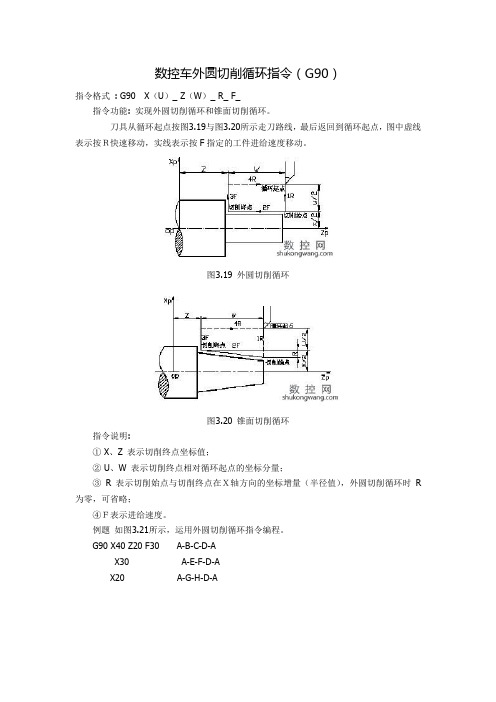
指令格式: G90X(U)_ Z(W)_ R_ F_
指令功能: 实现外圆切削循环和锥面切削循环。
刀具从循环起点按图3.19与图3.20所示走刀路线,最后返回到循环起点,图中虚线表示按R快速移动,实线表示按F指定的工件进给速度移动。
图3.19 外圆切削循环
图3.20 锥面切削循环
指令说明:
① X、Z 表示切削终点坐标值;
② U、W 表示切削终点相对循环起点的坐标分量;
③R 表示切削始点与切削终点在X轴方向的坐标增量(半径值),外圆切削循环时R 为零,可省略;
④F表示进给速度。
例题如图3.21所示,运用外圆切削循环指令编程。
G90 X40 Z20 F30 A-B-C-D-A
X30A-E-F-D-A
X20A-G-H-D-A
图3.21 外圆切削循环例题例题如图3.22所示,运用锥面切削循环指令编程。
G90 X40 Z20 R-5 F30 A-B-C-D-A
X30A-E-F-D-A
X20A-G-H-D-A
图3.22 锥面切削循环例题。
G90循环指令
注意事项:
1.程序校验及加工 轨迹仿真后才可进 行加工。 2.加工时通过控制 “进给速率调整” 旋钮,防止发生碰 撞现象。
3.工件伸出长度要 留有足够余量,避 免车刀与卡盘进行 碰撞
天津机电工艺学院
欢迎批评指正
天津机电工艺学院
SUCCESS
进行外径、内径、 端面、螺纹切削的粗加工, 刀具常常要反复地执行相同 的动作,才能加工到工件要 求的尺寸,为了简易程序, 数控装置可以用一个程序段 指定刀具件反复切削,它就 是固定循环。
天津机电工艺学院
单一固定形状循环
G90 G92 G94
多重复合循环
G71 G72 G73 G70 G74 G76
讲授新课
THANK YOU
2019/10/25
天津机电工艺学院
O0002; N10 G98 M03 S600 T0101; N20 G00 X100 Z100; N30 G00 X42 Z2; N40 G90 X37 Z-45 F120; N50 G90 X33 Z-20 F120; N60 G90 X31 Z-20 F120; N60 G90 X31 Z-20 F120; N70 G90 X34 Z-20 R-5.5 F150; N80 G90 X31; N90 G90 X30 Z-20 R-5.5 F100 S1200; N100 G01 X36 F120; N110 G01 Z-45 F120; N120 G00 X42; N130 G00 X100 Z100; N140 M30;
复习旧课
天津机电工艺学院
N110 X31; N120 G01 Z-20 F120 ; N130 G00 X42; N140 Z2;
数控车床单一固定循环指令

数控车床单一固定循环指令当车削加工余量较大,需要多次进刀切削加工时,可采用循环指令编写加工程序,这样可减少程序段的数量,缩短编程时间和提高数控机床工作效率。
根据刀具切削加工的循环路线不同,循环指令可分为单一固定循环指令和多重复合循环指令。
单一固定循环指令对于加工几何形状简单、刀具走刀路线单一的工件,可采用固定循环指令编程,即只需用一条指令、一个程序段完成刀具的多步动作。
固定循环指令中刀具的运动分四步:进刀、切削、退刀与返回。
1. 外圆切削循环指令(G90)指令格式G90X(U)_ Z(W)_ R_ F_指令功能实现外圆切削循环和锥面切削循环,刀具从循环起点按图1与图2所示走刀路线,最后返回到循环起点,图中虚线表示按R快速移动,实线表示按F指定的工件进给速度移动。
图1 外圆切削循环图2 锥面切削循环指令说明X、Z 表示切削终点坐标值;U、W 表示切削终点相对循环起点的坐标分量;R 表示切削始点与切削终点在X轴方向的坐标增量(半径值),外圆切削循环时R为零,可省略;F表示进给速度。
例题1 如图3所示,运用外圆切削循环指令编程。
图3 外圆切削循环应用G90 X40 Z20 F30 A-B-C-D-AX30A-E-F-D-AX20A-G-H-D-A例题2 如图4所示,运用锥面切削循环指令编程。
图4 锥面切削循环应用G90 X40 Z20 R-5 F30 A-B-C-D-AX30A-E-F-D-AX20A-G-H-D-A2. 端面切削循环指令(G94)指令格式G94 X(U)_ Z(W)_ R_ F_指令功能实现端面切削循环和带锥度的端面切削循环,刀具从循环起点,按图5与图6所示走刀路线,最后返回到循环起点,图中虚线表示按R快速移动,实线按F指定的进给速度移动。
图5 端面切削循环图6 带锥度的端面切削循环指令说明X、Z表示端平面切削终点坐标值;U、W表示端面切削终点相对循环起点的坐标分量;R表示端面切削始点至切削终点位移在Z轴方向的坐标增量,端面切削循环时R为零,可省略;F表示进给速度。
G90圆锥面 成型面零件加工计

X48 G00 X100; G01 X52Z-42 F0.13; Z100; G01 X52; M05; G00 Z2; M30;
3、导入 固定循环指令
利用G00与G01加工一个轮廓需要四个动作: ①快速进刀(G00指令) ②切削进给(G01指令) ③退刀(G01指令) ④快速返回(G00指令) 那么我们能否将这四个指令并成一个指令 从而简化我们的程序呢?
问题1、该圆锥能否一刀加工成形, 不能为什么?该图是几刀完成加工? 答案1:不能一刀完成;切削量大; 三刀完成加工 问题2、在三次走刀的路线中R值是 否相等?R为多少?请计算求解 答案2:三次走刀R值是相等的。 由Z=5 求出 X= 26.7 算得R=-11.65 问题3、在三次走刀中的三个终点坐 标如何进行计算?三次走刀的背吃 刀量是否相等? 答案3:因为三次背吃刀量相等,均 为1,而最后一刀C点终点坐标为 (50,-30),所以前面D坐标(52, -30)、(54,-30)、(56,-30)。
利用G00与G01加工一个轮廓需要四个动 作: ①快速进刀(G00指令) ②切削进给(G01指令) ③退刀(G01指令) ④快速返回(G00指令) 那么我们能否将这四个指令并成一 个指令从而简化我们的程序呢?
1、G90外圆、内圆单一固定车削循环 格式 G0X Z G90X(U) Z(W) F X:切削终点坐标值 Z: 切削终点坐标值 F:切削速度
4、问题讨论:R值的计算
练一练
R:
大小端半径差
R1=(18-12)/2 =3 R1=(24-18)/2 =3
R=(30-50)/2 =-10
5、加工路线(难点化解)
问题与讨论: 1、如图刀具的起点位置是否合理? 如果不合理应该放在什么位置? 2、试问R值是否发生变化?在 实际加工R值由哪些因素来控 制?
浅谈数控车床外圆切削循环指令
浅谈数控车床外圆切削循环指令(G90)的应用菏泽市牡丹区技工学校赵永梅我们都知道,在数控机床上加工零件时,数控机床是按照程序自动进行加工。
在加工的过程中运用具有准确性、精确性的程序就可以加工出不同的零件。
数控车床就是运用不同的功能字编写程序来加工轴类零件,在加工轴类零件时最常用的指令就是切削指令,当用数控车床加工简单、加工余量较小的表面时用直线插补指令(G01)就可以实现。
但是当车削加工余量较大的表面时需多次进刀切除,此时再用直线插补指令(G01)进行加工,就会浪费时间,降低生产效率。
在这种情况下我们就可以采用外圆切削循环指令(G90)来加工余量较大的表面,以减少程序段的数量,缩短编程时间和提高数控机床工作效率。
那么外圆切削循环指令(G90)是一种什么样的指令?下面我将从以下三个方面谈一谈外圆切削循环指令。
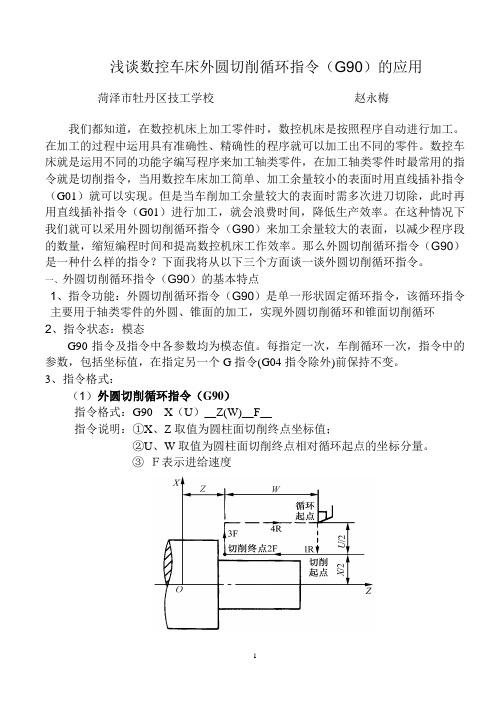
一、外圆切削循环指令(G90)的基本特点1、指令功能:外圆切削循环指令(G90)是单一形状固定循环指令,该循环指令主要用于轴类零件的外圆、锥面的加工,实现外圆切削循环和锥面切削循环2、指令状态:模态G90指令及指令中各参数均为模态值。
每指定一次,车削循环一次,指令中的参数,包括坐标值,在指定另一个G指令(G04指令除外)前保持不变。
3、指令格式:(1)外圆切削循环指令(G90)指令格式:G90 X(U)__Z(W)__F__指令说明:①X、Z取值为圆柱面切削终点坐标值;②U、W取值为圆柱面切削终点相对循环起点的坐标分量。
③F表示进给速度图1 外圆切削循环如图1-1 所示的循环,刀具从循环起点开始按矩形1R→2F→3F→4R循环,最后又回到循环起点。
图中虚线表示按R快速移动,实线表示按F指定的工件进给速度移动。
(2)锥面切削循环指令(G90)指令格式:G90 X(U)__Z(W)__ R__F__指令说明:①X、Z 表示切削终点坐标值;②U、W 表示切削终点相对循环起点的坐标分量;③R 表示切削始点与切削终点在X轴方向的坐标增量(半径值),有正、负号;其正负符号取决于锥端面位置,当刀具起于锥端大头时,R为正值:起于锥端小头时,R为负值。
G90编程指令的应用
G90编程指令功能
• G90是单一形状固定循环指令,该循环 主要用于轴类零件的外圆、锥面的加工。 • 指令格式:G90 X(U) Z(W) F ; • 利用G90可以切削锥面。 • 指令格式:G90 X(U) Z(W) I F ;
活动5:讨论
+X z D 退刀点 3R F 2F C 切削终点 x/2 +Z B 切削起点 w
循环起点
4R 1R
A u/2
①G90指令特点及相应X、Z坐标要求。 ②使用G90指令时,循环起点如何规定。
活动7:练一练
①:工艺描述
F30 F28 F 35 F80
②:编程 (用G90指令)
20 50 10
活动8:练一练
用仿真模拟软件对 图2所编程序进行模拟 加工
活动9:练一练
编程(用G90指令)
F32 15
2012年7月
蒲江县职业中专学校 肖远冲老师
活动1:
普车加工视频
你知道普车加工时车刀走刀过程吗?
活动2:
数车加工视频
那数车加工时车刀走刀过程又怎么样呢?
通过观看2个视 频你能发现数控加 工与普通车床加工 有什么不同吗?
活动3:练一练
①:工艺描述
80
25
②:编程 (用G00/G01指令)
60
20
①观察用G00/G01指令编的程序有么特点?
指南]广州数控G90、G71指令格式及用法
![指南]广州数控G90、G71指令格式及用法](https://img.taocdn.com/s3/m/c394022b52d380eb63946d32.png)
单一型固定循环
单一固定循环可以将一系列连续加工动作,如 “切入-切削-退刀-返回”,用一个循环指令完
成,从而简化程序。
圆柱面或圆锥面切削循环是一种单一固定 循环,圆柱面单一固定循环如图所示 。
外圆切削循环 ——G90
G90指令可实现车削内、外圆柱面和圆锥面的自动固定循环。 G90指令车削内、外圆柱面时的程序段格式如下: G90 X(U)_ Z(W)_ F_;
N50 G90 X45 Z-25 F40;
N60 X40; N70 X35; N80 G00 X100 Z100 ; N90 M05; N100 M02;
外圆切削循环 ——G90
格式: G90 X(U) _ Z(W) _ R_ F_
式中:X、Z- 圆锥面切削的终点坐标值 ;
U、W-圆柱面切削的终点相对于循环 起点的坐标;
X Z
W 1(R)
2(F) 4(R) 3(F)
2
U
2
X
O
Z
内、外圆端(锥)面切削循环 ——G94
2.端面车循环指令G94 G94指令可实现端面加工固定循环。切削 过程如图所示。图中,R表示快速移动,F表示 进给运动,加工顺序按1、2、3、4进行。
格式 G94 X(U)_ Z(W)_ F_;
内、外圆端(锥)面切削循环 ——G94
图d 端面切削循环
R- 圆锥面切削的起点相对于终点的 半径差。如果切削起点的X向坐标小于 终点的X向坐标,I值为负,反之为正。
如图所示。
外圆切削循环 ——G90
例2:应用圆锥面切削循环功能加工图c所示零件。 R=(40-50)/2
外圆切削循环 ——G90
例2:应用圆锥面切削循环功能加工图c所示零件。 R=(40-50)/2
广州数控G90、G71指令格式及用法

G90
X(U)_
Z(W)_
F_;
外圆切削循环 ——G90
例:应用圆柱面切削循环功能 加工图所示零件,每次切削5mm 加工图所示零件,每次切削5mm N10 G00 X100 Z100 T01; T01; S600; N20 M03 S600; Z4; N30 G00 X55 Z4; F40; N40 G01 Z2 F40; ZF40; N50 G90 X45 Z-25 F40; N60 ?; N70 ?; N80 G00 X100 Z100 ; M05; N90 M05; M02; N100 M02;
切削过程如图所示。图中,R表示快速移动,F表示进给运 动,加工顺序按1、2、3、4进行。U、W表示增量值。 在增量编程中,地址U和W后面数值的符号取决于轨迹1和 轨迹2的方向。在图6中,U和W后的数值取负号。
Hale Waihona Puke 外圆切削循环 ——G90图中,R表示快 速移动,F表示进给 运动,加工顺序按1、 2、3、4进行。U、 W表示增量值。 在增量编程中, 地址U和W后面数值 的符号取决于轨迹1 和轨迹2的方向。在 图中,U和W后的数 值取负号。
内、外圆端(锥)面切削循环 ——G94
2.端面车循环指令G94
X Z W 1(R) 2(F) 4(R) 3(F) X 2 U 2 Z
G94指令可实现端面加工固 定循环。切削过程如图所示。 图中,R表示快速移动,F表示 进给运动,加工顺序按1、2、3、 4进行。 格式 G94 X(U)_ Z(W)_ F_; ;
外圆切削循环 ——G90
例:应用圆柱面切削循环功能 加工图所示零件。 加工图所示零件。 N10 G00 X100 Z100 T01; T01; S600; N20 M03 S600; Z4; N30 G00 X55 Z4; F40; N40 G01 Z2 F40; ZF40; N50 G90 X45 Z-25 F40; X40; N60 X40; X35; N70 X35; N80 G00 X100 Z100 ; M05; N90 M05; M02; N100 M02;
单一固定循环指令
2.端面切削循环指令G94
⑴指令格式 • 平端面切削循环 G94 X(U)_ Z(W)_ F_ 其中:
X、Z为循环切削终点处的坐标 ; U,W为切削终点相对于循环起点的坐标分量 F为循环切削过程中的进给速度
⑵运动轨迹及工艺说明
⑶应用 • 用于盘类零件的加工。
【例4-8】加工图示零件。试利用端面切削单一循环指令编写其粗、精加工程序
N80 X40.5; • N90 X40.0 F60; • N100 G00 X100.0 Z100.0;
• N110 M30
50 40
60 30
(55,6)
练习2 加工图示零件。试利用端面切削单一循环指令编写其粗、精加工程序
O7234 N20 M03 S1000; N30 G00 X85.0 Z5.0 M08; N40 G94 X30.0 Z-5.0 F200; N50 Z-10.0; N60 Z-15.0; N70 Z-20.0; N80 G00 X100.0 Z100.0 M09; N90 M05; N100 M30;
10 5
50 -5.5
(53,2)
复合固定循环
1.内、外圆切削循环指令G90
⑴指令格式 • 圆柱面切削 G90 X(U)_ Z(W)_ F_ 其中:
X、Z为循环切削终点处的坐标 ; U,W为切削终点相对于循环起点的坐标分量 F为循环切削过程中的进给速度
⑵运动轨迹及工艺说明
⑶应用 • 用于轴类零件的加工
注意:正确选择程序循环起始点的位置,因为该点 既是程序循环的起点,又是程序循环的终点。对于 该点一般宜选择在离开工件或毛坯1-2mm的位置。
xz为循环切削终点处的坐标uw为切削终点相对于循环起点的坐标分量f为循环切削过程中的进给速度14运动轨迹及工艺说明15应用用于盘类零件的加工
G90指令练习
背吃刀量 1.5 1.5—2 0.5
进给量 0.15 0.15 0.1
主轴转速 600 600 800
程序内容:
g90指令练习单一固定循环指令g90g90主要用于内外圆柱圆锥车削循环指令用一个程序完成四个走刀动作如图
G90 指令练习
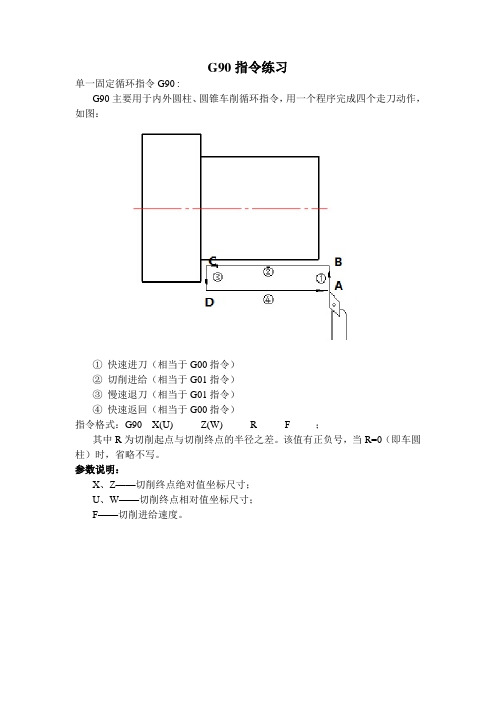
单一固定循环指令G90 : G90 主要用于内外圆柱、 圆锥车削循环指令, 用一个程序完成四个走刀动作, 如图:
① 快速进刀(相当于 G00 指令) ② 切削进给(相当于 G01 指令) ③ 慢速退刀(相当于 G01 指令) ④ 快速返回(相当于 G00 指令) 指令格式:G90 X(U)_____ Z(W)_____ R_____ F_____; 其中 R 为切削起点与切削终点的半径之差。该值有正负号,当 R=0(即车圆 柱)时,省略不写。 参数说明: X、Z——切削终点绝对值坐标尺寸; U、W——切削终点相对值坐标尺寸; F——切削进给速度。
编程练习: 1. 如下图中,毛坯直径为 50
工步 1 2
加工内容 粗车 35 外圆 精车 35 外圆
背吃刀量 1.5—2 0.5
进给量 0.15 0.1
主轴转速 600 800
程序内容:
2. 如下图中,毛坯直径为 40
工步 1 2 3
加工内容 粗车 30 外圆 粗车圆锥 精 车 圆 锥 、 30 外 圆 (G00、G01 指令)
基于G90指令锥度零件的数控车编程探究

基于G90指令锥度零件的数控车编程探究朱玉娥(江苏联合职业技术学院盐城生物工程分院,江苏盐城224051)Z X刀具循环起点切削终点切削始点WCS 切削终点刀具循环起点切割始点Z WCS X摘要:在典型锥度零件的数控加工编程中,常常采用单一固定循环指令G90来加工完成,为保证锥度加工正确,文中从G90指令格式及参数含义入手,详细地对车削锥度零件编程过程中,单一固定循环指令G90指令中R参数的正确计算和R参数的运用进行了探讨,为G90指令的正确使用,学会单一固定循环指令G90的起始点的定位方法,从而为保证零件锥度提供了可靠的方法。
关键词:G90;锥度零件;编程中图分类号:TG 659文献标志码:A文章编号:1002-2333(2020)08-0022-02Research on NC Turning Programming of Taper Parts Based on G90InstructionZHU Yu′e(Yancheng Biology Engineering Higher School,United Vocational and Technical College of Jiangsu,Yancheng 224051,China)Abstract:In the NC machining programming of typical taper parts,a single fixed cycle command G90is often used tocomplete.In order to ensure the correct taper processing,this paper introduces the G90instruction format and parameter meanings.In the process of turning taper parts programming,the correct calculation of R parameters and the application of R parameters in the single fixed cycle instruction G90instruction are discussed in detail.In order to correctly use the G90command,the positioning method of the starting point of the single fixed cycle command G90is adopted,thus providing a reliable method for ensuring the taper of the part.Keywords:G90;taper parts;programming0引言在数控车削中常常要进行对带锥度的典型零件加工,在加工过程中要去除零件余量,常常采用单一固定循环指令G90来加工完成,可以大大简化编程。