治具改善
治具设计

5.降低对工人技术 熟练度的要求 6.消除人为因素对 产品之影响 7.减少操作工人 的劳作强度 8.便于批量生产
4.降低制造成本
培训资料
- 7 -
团队、合作、改善、提升
治具夹具的类别
治具在业界尚无严格的分类标准, 在本公司内按其用途, 大致可以分为如下几类:
自动化设备类
铆合治具 裁切治具
剥皮治具
定位治具 压入治具
培训资料
团队、合作、改善、提升
治具的常用材料
基本特性:铝合金密度低,但强度比较高,接近或超过优质钢,塑性好 ,可加工成各种型材,具有优良的导电性;导热性和抗蚀性,工业应 用广泛,使用量仅次于钢,常见材料型式有板;带;箔;管;棒;线 ;型材等. 常用型号及性能:6061铝合金,主要合金元素为镁和硅,因Mg2Si可 固溶于铝中,使合金具有人工时效硬化功能.6061铝合金具有加工性 能极佳,良好的抗腐蚀性能,韧性高及加工后不变形,上色膜容易, 氧化效果极佳等特性.硬度HB=95;密度2.75g/立方厘米;受拉屈服 强度55.2MPa;抗拉强度124MPa;疲劳强度62.1MPa;熔点 607~650℃. 应用:6061铝合金因其密度低;强度高;氧化色泽可选而广泛应用于治 具架构类;支承连接类;加强类,拉杆手柄类及外观装饰类零件. 表面处理:一般采用阳极化处理成黑;白;金等防氧化表面.
培训资料 团队、合作、改善、提升
治具设计原则
• 原则二:提升作业效率
产品作业,员工只要简单的进行培训,就可以操作,保证产 品的一致性,防呆纠错.
主要考虑: 1.员工操作的方便性 员工只往治具里面放入产品,员工和治具的动作不要太多 2.治具本身的架设方式,及治具的行程范围 治具使用时,不要老是靠工程师去调,简单的调试就OK. 3.治具保养维护时,更换配件时是否方便等
改善提案之焊接工装
焊接治具方案实施
8月25号二次改善后送样试用:
1、电源插座、9孔AV插座、IN5401二极管因难插件需先插好后再放到治具中。
2、试用效果确认。
焊接治具方案总结
焊接治具需求规划: 1. 插件*10PCS。 2. 插件*12PCS。 3. 焊元件*8PCS。 4. 焊元件*8PCS。 5. 焊元件*6PCS。 6. 剪元件脚。 7. 点胶、检查。 8. 测试。
改善提案之 -----焊接工装
焊接治具方案改善
8月16号针对供应商首次送样焊接治具试用提出改善意见: 1. 旋转增加90度控制节点。 2. 整体治具尺寸大小、高度缩小。
3位。 5. 增加烙铁焊接操作避位,具体位置看图示。
焊接治具方案改善
C-board管理系统规避治具使用错误改善

C-board管理系统规避治具使用错误改善
辅导对象:QCC小组成员没有时间配合老师的日程。
(1)团队QC工具以及与本次课题改善有关的管理和技术能力掌握程度的摸底,然后进行团队成长计划(弥补能力差距的学习计划)、管对管理的制度,要建立起来。
(2)课题立项:
建议对于启动C-Board系统的初衷进行定量描述,比如是什么原因,痛点,损失,所以我们选着上这个系统。
课题是否可以把名称改为:减少治具使用错误率的QCC改善课题。
如果这样的话,异常发生率的数据做统计分析,就可以定量的论证选题的意义。
(3)课题分解:分解治具使用错误的类别。
(4)原因分析:针对治具使用错误的类别做5why分析。
(5)对策拟定:决定上线C-board管理系统来避免治具使用错误。
(6)然后对策计划表式上C-board系统的5W1H的计划。
What上线C-baord系统
How:上线C-board系统一共分为几个步骤。
Who以上每个步骤谁来负责,谁来对接。
When以上每个步骤什么时间开始、什么时间完成。
QIT- FOQM治具管理改善报告

改善前治具损坏,撞件,混用共30+20+10=60起, 治具损坏,撞件,混用共30+20+10=60起 改善后同期降为9+6+2=17起; 所以改善后降低比率:(60-17)/60*100%=71.7%
效果确认
改善前后FOQM治具更换成本对比 改善前后FOQM治具更换成本对比
每月总成本
20000 15000 10000 5000 0
执行改善
改善前 改善后
如果遇到与FCT和其他治具混用现象,则可用扫描枪一 扫则会显示(FOQM)字样.以示区分.
项目进度
效果确认
机台(数量) 饭前检查时间(2次/班) 饭后检查时间(2次/班) 交接班检查时间(2次/班) TOTAL JR(4台) Alcolu14( 台) 1台/40秒 1台/40秒 320秒 1120秒 1台/40秒 1台/40秒 320秒 1120秒 1台/40秒 1台/40秒 320秒 1120秒 960秒 3360秒 Bake-bay(6台) 1台/40秒 480秒 1台/40秒 480秒 1台/40秒 480秒 1440秒 TP(2台) 1台/40秒 160秒 1台/40秒 160秒 1台/40秒 160秒 480秒 BDII(4台) 1台/40秒 320秒 1台/40秒 320秒 1台/40秒 320秒 960秒 30台 2400秒 2400秒 2400秒 7200秒
目录
选定主题 现状分析 设定目标 要因分析 拟定对策 执行改善 效果确认 效益评估(无形效益) 下期目标
选定主题
FOQM测试机种增多,对应的机台与治具配件也 增多,损坏,撞件,丢失现象频繁发生. 故选定主题:改进FOQM 治具管理方法.
现状分析
WS治具放置改善
W/S段3拉下空闲改善预计效果图
3、改善相关经费
NO.
名称
1
W/S拉改造
2
治具货架
page4
规格(mm) 2800×50 2200×800
数量
3 1
费用(元)
报价中
备注
见附件报价单
3500元
见附件报价单
3
总计节省费用(元)
注:先请厂商制作样板
4. 方案进度
page5
5. 改善总结
page6
待改善结束全员开会总结
原有治具放置架做它用.
Байду номын сангаас
预计 改善 效果
利用W/S插件流水线下空闲空间改造后放置过炉,分板治具架。治具架左、右、后 三个方向木板包裹密封,前面制作推拉门,中间隔两层后可利用三层。
500mm
2、方案图
2800mmx2段
page3
治具
W/S段3拉下空间图 2800mmx2段
1300mm
500mm 160mm
W/S治具放置改善
1.改善前后现状对比分析 2.方案图 3改善相关经费 4.方案进度 5.改善总结
1. 改善前后现状对比 改善前现状
page2 改善后预计效果
过炉,分板治具用统一的货架摆放
内容
于W/S旁,货架占地面积为: 0.8×2.2=1.76平方米
利用W/S插件流水线下空闲空间为 2.8×0.5×0.5×2=1.4立方米放置治具.
page7
~End~
基板全自动测试工装夹具治具改善报告
• 引言 • 基板全自动测试工装夹具治具现状分
析 • 改善方案设计与实施 • 改善方案的预期效果 • 改善方案的可行性分析 • 结论与建议
01
引言
报告的目的和背景
目的
本报告旨在评估基板全自动测试工装夹具治具的现状,发现 存在的问题,并提出改善建议,以提高生产效率和产品质量 。
夹具的材料和设计导致其 容易磨损,长期使用会影 响夹具的稳定性和精度。
夹具操作复杂
夹具的操作过程较为复杂, 需要人工干预的环节较多, 影响测试效率。
问题对生产效率和产品质量的影响
测试效率低下
由于夹具精度不足和操作 复杂,导致测试效率低下, 增加了生产成本。
产品质量不稳定
夹具的精度和稳定性问题 影响了基板的测试精度, 从而导致产品质量不稳定。
04
05
持续监测改善效果,对方案 进行评估和调整,确保达到
预期目标。
04
改善方案的预期效果
提高生产效率
自动化测试流程
通过改进基板全自动测试工装夹具治 具,实现自动化测试流程,减少人工 干预,提高生产效率。
减少测试时间
提升设备利用率
改进设备维护和故障排除流程,降低 设备停机时间,提高设备利用率。
优化测试程序和夹具设计,缩短测试 时间,从而提高生产效率。
03
改善方案设计与实施
改善方案的目标和原则
目标
提高基板全自动测试工装夹具治 具的稳定性和效率,降低故障率 ,提升产品质量。
原则
以实际需求为导向,注重实用性 、经济性和可持续发展性。
改善方案的具体内容
01
优化夹具结构设计,提 高夹持稳定性和定位精 度。
生产改善案例工装夹具改善案

制作外在一览请单进行明细 化
进行夹具编号
储 存 面
储存进行空气裸露,湿气造 成铁制夹具生锈
密闭式储存(塑料袋)进行 铁质治具进行防锈密存
维 护 面
未建立保养机制,日常治夹 具维护未进行维护
建立治夹具定期保养机制, 确保在位治夹具满足使用要 求
各课 李江 各课
李江
体 质 面
寿命未进行监控、通常批量 生产过程中出现异常
第17页/共18页
感谢您的观看!
第18页/共18页
一、改善主题选定
本期主题:各课日常治夹具储存与保养改 善
: 改 善 项 目
定位面:提升目视化管理 储存面:优化储存环境、降低治夹具生锈风险 体制面:建立使用台账、监控使用寿命及管理 维护面:日常维护保养(建立保养机制) 作业面:建立工装夹具标准化、快速切换减少切换时间
第2页/共18页
二、活动推动组织架构
8/5
7/21
8/5
8/30 8/25 8/25
备注 待编制
八、改善作战计划
项 目
问题点
对策
改善进度
7月
8月
W 1
W2
W3
W4
W1W2W3来自W4目视货不祥、从外部
定 位
无法看出内部储存的 物品
制作外在一览请单进行明细化
面
治夹具未进行标牌号, 只有老员工才能识别
进行夹具编号
储 储存进行空气裸露, 存 湿气造成铁制夹具生 面锈
改善后: 用尼龙塑钢板进行钻孔将治具整齐
有序进行摆放,提升目视化管理即避免零件 与零件进行磕碰
效果:节省单次寻找时间约3分钟
投资金额:100元
第8页/共18页
提案者:赤庆站
治具管理员的工作总结与改善
第一篇哎呀呀,时间过得好快呀,我当治具管理员也有一段时间啦!来跟大家唠唠我的工作。
刚接手这个工作的时候,那真是有点手忙脚乱。
一堆堆的治具,各种型号,各种规格,看得我眼花缭乱。
不过,我可没被吓倒,一点点地整理,给它们都分好类,做上标记,慢慢地就变得有条有理啦。
我每天都会认真检查治具的状况,看看有没有损坏的,缺零件的。
要是发现有问题,马上就进行维修或者更换,可不能让这些小毛病影响生产进度哟。
还有啊,为了方便大家使用,我把治具摆放得整整齐齐,还做了个详细的目录,谁要找啥,一看就知道在哪。
大家都说我这工作做得不错,心里可美啦!但是呢,我也发现了一些问题。
有时候治具的借用和归还记录不太准确,导致我有时候都不知道哪个治具在哪。
还有就是新治具的采购流程有点慢,耽误了不少时间。
针对这些问题,我也想了些办法。
以后每次借用和归还治具,都要让使用者当面签字确认,不能马虎。
对于采购流程,我会提前做好计划,多和采购部门沟通,争取早点把新治具弄回来。
第二篇亲爱的小伙伴们,今天来跟你们讲讲我作为治具管理员的那些事儿。
一开始啊,我觉得这工作应该不难,不就是管管治具嘛。
可真做起来,才知道没那么简单。
每天要和各种各样的治具打交道,就像照顾一群调皮的孩子。
我会定期给治具们做“体检”,保证它们都健健康康的。
要是有“生病”的,我就赶紧给它们“治病”,让它们能尽快回到工作岗位上。
在整理治具仓库的时候,我可是下了大功夫。
把不同类型的治具分区存放,还贴上了醒目的标签,这样大家找起来就方便多啦。
不过,工作中也有不如意的地方。
比如说,有些同事用完治具不及时归还,我找起来可费劲了。
还有,治具的保养有时候做得不够到位,影响了使用寿命。
为了改进这些,我打算以后多跟同事们唠叨唠叨,让他们养成及时归还的好习惯。
对于保养,我会制定更详细的计划,定期进行维护。
我知道,做好治具管理工作对整个生产很重要,我会继续努力,让治具们都乖乖听话,为咱们的工作顺利进行出一份力!嘻嘻,一起加油哟!。
有关测试治具改善报告 模板

有關測試治具改善報告
一﹑針對客户提出之問題點﹐現說明如下﹕
1﹑同一個治具安裝兩種探針
a﹑此治具為LAN-MATE本體與PCB組裝后測試治具﹐因為本體與PCB組裝后﹐一邊為PIN 腳﹐需要安裝麻花形平頭探針﹐另一邊為基板﹐而PIN腳為孔狀﹐故必須使用錐形探針﹐方可接觸PIN腳內鍍金層﹐故治具上安裝為兩種探針。
b﹑如果用同一種錐形探針會造成PIN腳端(P端)接觸不良﹐平頭探針會造成PIN腳孔狀端(J端)接觸不良﹐且兩孔易短路。
2﹑測一顆產品需連續測試几次
a﹑此情況為探針鍍金層磨損造成接觸不良。
b﹑壓克力板凹槽長度或寬度磨損﹐造成產品錯位。
c﹑產品PIN腳不干淨造成接觸不良。
二﹑改善對策
1﹑第一個問題因為此治具受測試零件的限制﹐只能使用錐形和麻花狀兩種探針測試。
(探針彈力與尺寸均相同)
2﹑對第2個問題改善如下﹕
a﹑根據治具維修記錄及繼電器﹑探針的壽命﹐規定每3個月對治具作保養。
(工程)
b﹑根據廠商提供的資料﹐其機械壽命可達1*106次(見物件一<探針機械壽命規格>)﹐基于安全及作業可靠性方面的考慮﹐本公司定為6*105次更換一次﹐生產統計探針使用次數(附表單
如物件二<治具使用登記表>)。
c﹑每1個月對壓克力板檢查看是否有明顯磨損狀況。
(生產各課自己檢查)
d﹑治具在工作中出現異常﹐立即停止測試﹐到工程檢驗處理后方可使用。
核准﹕審核﹕報告人﹕
日期﹕。
治具管理员的工作总结与改善
治具管理员的工作总结与改善《治具管理员的工作总结与改善》
哎呀呀,我来唠唠我这个治具管理员的工作情况哈。
先说说我每天都干啥吧,那就是和各种治具打交道呀。
就说有一次,一个治具出了点小毛病,可把我给忙坏了。
我就像个侦探似的,围着那个治具转来转去,东瞅瞅西看看,找问题到底出在哪儿呢。
嘿,还真被我发现了,原来是有个小零件松了。
我赶紧找来工具,小心翼翼地把它拧紧,那感觉就像是在修复一件珍贵的宝贝似的。
弄好了之后,我还不放心,又反复测试了好几遍,确定没问题了才松了一口气。
工作中呢,我也发现了一些可以改善的地方。
比如说,咱这治具的摆放可以更整齐有序一些嘛,有时候找个治具都得费半天劲。
还有啊,对于一些常用的治具,是不是可以做个标记啥的,这样找起来不就更方便啦。
总之呢,我这治具管理员当得也算是有滋有味的,虽然有时候会遇到些小麻烦,但解决了之后还是挺有成就感的呢。
以后呀,我也会继续努力,把我的工作做得越来越好,让那些治具都乖乖听话,哈哈!
以上就是我这个治具管理员的工作总结和一些想法啦,咋样,还不错吧!。
治具维修知识点汇总

治具维修知识点汇总在现代工业生产中,治具是一种用于固定、定位和支撑工件的工具。
它在生产过程中起到至关重要的作用,保证了生产的质量和效率。
然而,由于长时间的使用和磨损,治具也需要进行维修和保养。
下面将对治具维修的知识点进行汇总,以便更好地理解和掌握相关技能。
1. 治具维修的重要性治具是生产过程中的重要工具,它的质量直接影响到产品的质量。
因此,对治具的维修和保养十分必要。
及时发现和修复治具的问题,能够有效避免生产中的故障和延误,提高生产效率和产品质量。
2. 治具维修的常见问题2.1 磨损和损坏长时间的使用会导致治具出现磨损和损坏,如夹具的夹持力下降、表面破损等。
治具的磨损和损坏会影响到工件的定位和固定,需要及时修复或更换。
2.2 清洁和润滑治具经常与工件接触,很容易受到灰尘、油污等污染。
定期进行清洁和润滑,可以提高治具的使用寿命和稳定性。
2.3 螺纹松动治具中的螺纹部件由于长时间的使用,可能会出现松动现象。
及时检查并紧固螺纹,以免影响治具的使用效果。
2.4 电气故障一些治具中带有电气元件,如传感器、开关等。
这些元件可能会出现故障,影响到治具的正常工作。
因此,对电气部分的检修和维护也非常重要。
3. 治具维修的方法与技巧3.1 部件更换当治具中的零部件损坏无法修复时,需要更换新的部件。
在更换部件时,需要注意与原件的兼容性和准确度,确保更换后的治具能够正常使用。
3.2 表面修复治具表面的磨损和损坏可以通过修复来改善。
常用的修复方法包括打磨、镀膜、喷漆等。
通过表面修复,可以提高治具的光洁度和耐磨性。
3.3 调整和校准治具在长时间的使用中,可能会因为各种原因出现偏差。
通过调整和校准,可以恢复治具的工作精度。
常见的调整和校准方法包括调整夹持力、调整定位孔等。
3.4 故障排查当治具出现问题时,需要进行故障排查。
通过检查电路、控制系统、机械部件等,可以找到故障的原因。
掌握故障排查的技巧,可以更快地解决治具的问题。
4. 治具维修的注意事项4.1 安全第一进行治具维修时,要注意自身的安全。
生产改善案例工装夹具改善案PPT课件

进行夹具编号
储 储存进行空气裸露, 存 湿气造成铁制夹具生 面锈
密闭式储存(塑料袋)进行铁质治具防锈密存
维 未建立保养机制,日 护 常治夹具维护未进行 面 维护
建立治夹具定期保养机制,确保在位治夹具满足使 用要求
体 寿命未进行监控,通 质 常批量生产过程中出 面 现异常
依照夹具编号进行建立台帐,批次生产数量进行统 计,监控治夹具寿命
改善案例(6)
改善主题:活塞加工治具储存
改善单位:活塞课
改善目标:储存方式规范
无
改善前: 汇总储存多个机种同一料盒内不易区分
改善后: 依照单一机种进行区分治具,切换时将 同一套治具移走即可
效果:降低切换时间
投资金额: 元 提案者:张孝桂
改善案例(7)
改善单位:锻造事业部
改善主题:锻造模具储存改善
新手无法快速拾取
根据标识快速3分钟内拾取
效果:快速拾取3分钟内获取
投资金额:50
提案者:严远强
改善案例(3)
改善主题:滚牙治具改善
无
改善单位:锻品课
改善目标:目视化管理减少寻找时间
文件 悬挂
改善前: 1、治具储存位置离使用岗位约15米距离 2、每次切换寻找需要每组治具看过去,经
寻找自己适合需要的治具
细部资料
改善后: 增加储位标识与实际物品对照,减少寻找 时间
效果:快速拾取治具
投资金额:150元 提案者:庞艳丽
改善案例(5)
改善主题:治具定位摆放
无
改善单位:连杆课
改善目标:同一工程统一定位
改善前: 治具未进行工程站进行区分
改善后: 在治具架上进行同一工程治具进行定位
效果:避免治具混取
作业治具提案改善实例(XLS)
呈报人:呈报日期:评审日期
评审结果立即执行转专案推行退件
厂务主管IE主管实现单位主管
改善案建议表
2008.4.9
***最終效果:
提
案
內
容图片区:提案分析:改善措施:IE小组评审意见:改善案
件名称
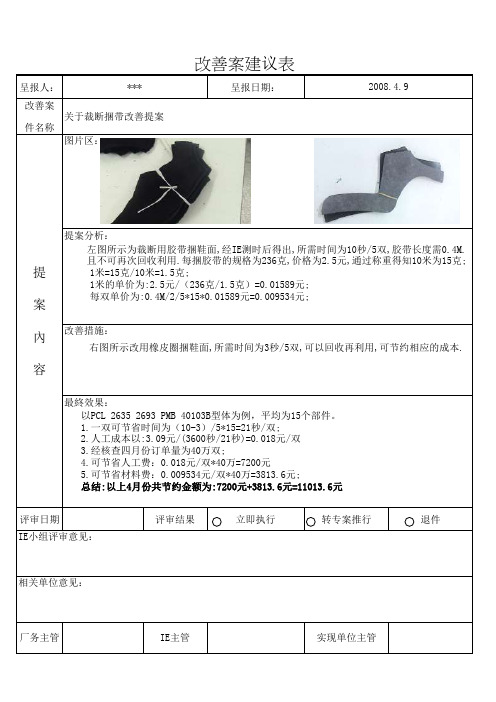
关于裁断捆带改善提案
相关单位意见:
左图所示为裁断用胶带捆鞋面,经IE 测时后得出,所需时间为10秒/5双,胶带长度需0.4M.且不可再次回收利用.每捆胶带的规格为236克,价格为2.5元,通过称重得知10米为15克;1米=15克/10米=1.5克;1米的单价为:2.5元/(236克/1.5克)=0.01589元;每双单价为:0.4M/2/5*15*0.01589元=0.009534元;右图所示改用橡皮圈捆鞋面,所需时间为3秒/5双,可以回收再利用,可节约相应的成本.
以PCL 2635 2693 PMB 40103B 型体为例,平均为15个部件。
1.一双可节省时间为(10-3)/5*15=21秒/双;
2.人工成本以:
3.09元/(3600秒/21秒)=0.018元/双
3.经核查四月份订单量为40万双;
4.可节省人工费:0.018元/双*40万=7200元
5.可节省材料费:0.009534元/双*40万=3813.6元;
总结:以上4月份共节约金额为:7200元+3813.6元=11013.6元
. ;。
治具房管理及改善报告

治具房管理及改善报告目的:为对治具房进行有效控制和管理,确保治具在设计、制作/加工、保管、维护和使用过程中能满足产品加工质量要求,特撰写此报告。
范围:适用治具房所有物品的申请、使用和维护管理。
职责和权限:本报告经部门最高负责人签字确认后发行实施;本报告的管理责任部门为工程部,执行责任部门为使用部门;工程部:1>:负责新开发产品所需要治具的评估、申请、设计与制作;2>:负责日常质量改进工作中所涉及到新增加的治具的评估评估、申请、设计与制作;3>:负责治具房精雕机、铣床等机器以及其他物品的申购、保养、维修及报废;使用部门:负责本部门所使用治具的保养维护,日常管理及治具需求的申请以及对新制作的治具的测量及验收作业。
定义:治具:非直接影响产品尺寸形状的用于定位,提高生产效率及加工精度的辅助装置.精雕机:带有刀库和自动换刀装置的一种高度自动化的多功能数控机床.铣床:用铣刀在工件上加工各种表面的机床.治具管理:治具的制作信息接收:5.1.1治具制作时机:A:新开发产品评估需要新增治具的制作的.B:客户设计变更需要对治具进行改善或重新制作的;C:内外异常改进的完善需要对治治具进行增加,修改的.D:为提高制程能力及生产效率对工艺改进时,需要对治具进行增加或改进的。
E:为补救异常品需要制作治具的由返工部门向工程部门提出申请.F:因使用时间过长或经过使用部门及工程部鉴定评估确认需要重新制作及改善的。
5.1.2 对于”治具制作时机”中确定需要新增及改善的治具的由使用部门及工程部提出申请,由工程部担当确认是否有治具制作需要,确认后及时将制作信息和资料配布给工程部机加工完成;治具设计与制作:5.2.1使用部门根据新产品开发、工艺提出新治具需求,所有申请必须填写申请单,申请单上需注明治具名称、规格、用途和数量要求,工程部对需制作治具的产品在《夹治具周转表》上登记,并及时设计出治具的图纸,治具设计完成后,由工程部根据公司的治具制作能力决定该治具是自行制作还是委外制作。
剪切治具的改善报告
2.原因分析
看到产线比剪工位时,比剪的员工离岗回来剪刀不 知道去哪了?产线比剪的线头,镀锡完的铜丝到处 都是,作业很是不方便,剪刀也容易被别的岗位拿 走,来来回回的找剪刀浪费时间。
問 題?
(一). 剪刀在作业的时候沒有固定放置位置 , 隨手拿用,隨手放置易丟失.使用时常 找不到,影响加工效率及加工品质隐患. 目前所使用剪刀比剪线材导体(镀锡铜) 易磨损,损坏,使用周期较短成本相对 较高.平均一個月就要更換. 比剪工位使用剪刀比剪线头到处都是, 极不美观 (二).
剪刀5元RMB.
可节省 : 5*10把(每月)*12月=600元RMB
5.效益评估
2.效率的提升,节省了找剪刀的时间,作业更加快捷 便利,原先比剪一下需要4秒,治具切剪只需2--3秒 一个动作,一天工作10小时,按比例每天一个工序 可节约2.5H,平均一天2人比剪,。 3600/4*10H=9000个动作 3600/3*7.5H=9000个动作 2.5H*2人*26天*12月*每小时的费用=???
(三).
3.拟定对策
设计一个比剪治具,能夠避免比剪工位的品质隐患与 剪刀的损耗,使作业时工作台面干净美观,提高作业 员作业效率,减少疲劳度。
比剪治具
比剪治具制作结构图
4.效果确认
Байду номын сангаас
等治具做好试用过后评估
5.效益评估
1. 使用非常方便,只需压一下便可将导体切断,使 用SKD11材料,可靠又耐磨,刀刃使用时间长了还可以 调整位置切割导体,如果磨损了还可以进行磨修, 一组刀片至少可以使用四年时间,比剪工站可以每 月少请购剪刀。
产线比剪治具改善报告
部 门:工程部 职 位:PE工程师 报 告 人:王宏玉 报告日期:2018/09/01
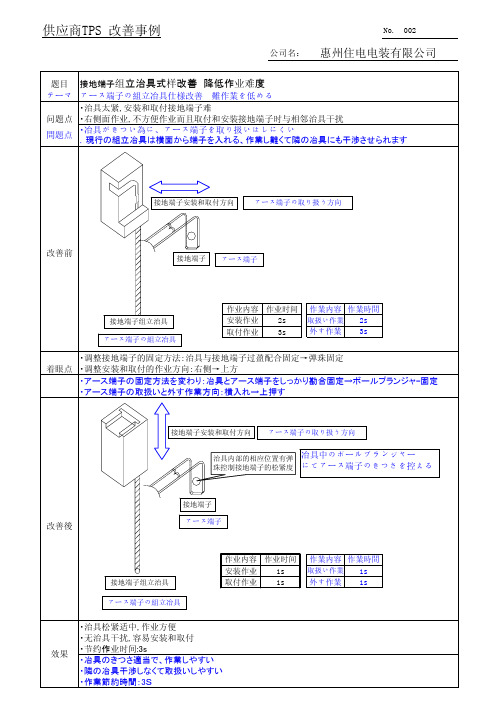
2-9 接地端子组立治具式样改善 降低作业难度
接地端子安装和取付方向 アース端子の取り扱う方向
治具内部的相应位置有弹 冶具中のボールプランジャー 珠控制接地端子的松紧度 にてアース端子のきつさを控える
改善後
接地端子安装和取付方向
アース端子の取り扱う方向
改善前
接地端子 アース端子
接地端子组立治具 アース端子の組立冶具
作业内容 作业时间 作業内容 作業時間
安装作业 2s
取扱い作業 2s
取付作业 3s
外す作業 3s
・调整接地端子的固定方法:治具与接地端子过盈配合固定→弹珠固定 着眼点 ・调整安装和取付的作业方向:右侧→上方
接地端子 アース端子
接地端子组立治具 アース端子の組立冶具
作业内容 作业时间 安装作业 1s 取付作业 1s
作業内容 作業時間 取扱い作業 1s 外す作業 1s
效果
・治具松紧适中,作业方便 ・无治具干扰,容易安装和取付 ・节约作业时间:3s ・冶具のきつさ適当で、作業しやすい ・隣の冶具干渉しなくて取扱いしやすい ・作業節約時間:3S
供应商TPS 改善事例
No. 002
公司名: 惠州住电电装有限公司
题目 接地端子组立治具式样改善 降低作业难度
テーマ アース端子の組立冶具仕様改善 難作業を低める
・治具太紧,安装和取付接地端子难
问题点 ・右侧面作业,不方便作业而且取付和安装接地端子时与相邻治具干扰
問題点Biblioteka ・冶具がきつい為に、アース端子を取り扱いはしにくい .現行の組立冶具は横面から端子を入れる、作業し難くて隣の冶具にも干渉させられます
治具改善报告vichi
Reporter:杜振平
改善前
DPSN-186CB-1 A中的CT1受小板DCN-181絕緣片的
影響容易產生高蹺、無線尾、掉件等一系列不良現象 。
分析原因為小板絕緣片蹺起,使CTI偏斜。
為了防止這些不良現象的產生,我們在插小板前,先
用膠布將絕緣片固定好,在轉接基板時將膠布撕下。
有部分膠布殘
留在產品中, 不易取出。
然而在轉接基板處取膠布時,
我們常常會發現有膠布被壓在
小板下面、部分膠布殘留在產
ቤተ መጻሕፍቲ ባይዱ
品中,很難取出等不良現象。如
左圖所示.
改善原因:
1.用膠布作為長期治具使用會產生嚴重的浪費。 據統計:
一條生產線的產量為白班+夜班≈ 4.5K,膠布的用量 約為7.5卷。那麼,
1K產品所需的膠布用量為: 7.5/4.5=1.67卷 DPSN-186CB-1 A的一年訂單產量大約為2500K(此數 據從生管處所得).那麼,我們一年所需的膠布為: 2500K*1.67=4175 卷。 一卷膠布的價錢=3.60RMB(此數據從採購處所得),則 一年我們購買膠布的花費大約=4175*3.60=15030RMB 可以看出,膠布的使用是極大的浪費。
2.在插小板前使用膠布固定絕緣片,要增加取膠布、 撕膠布、貼膠布等動作,使動作復雜化,造成人力、工時 的浪費。
3.在轉接基板時,膠布容易殘留在產品中不易取出, 很容易造成品質不良,且不良不易發現,這會對我們的品 質形象造成不良的影響。
改善後
經過實驗,我們導入板邊作 為治具。隻要將其放在一個 正確的位置,既可有效地防 止CT1高蹺、無線尾、掉件的 發生。
改善成果:
工治具设备的改善
动作经济原則分类
(一)人体动作方面 双手并用原则 对称反向原则 排除合并原则----排除不必要动作 降低等級原则----轻松低等动作 避免突变原则----折线 节奏轻松原则 利用慣性原则 手腳并用原则. 适当姿势原则
简化的目的---减少或消除浪费
工厂布置不当,场所浪费 流程设计不当,搬运浪费 材料零件呆滞 稼动率低/等待的浪费 不知使用最好的工具浪费 不知使用最好的方法浪费 人体动作不当的浪费 品质不良的浪费
动作改善的四原则
1.排除:排:改善次序,改用其它方法,改用 别的东西、工具; 4、简化:运接更合理,使之更简单,去除 多余动作;
IE七大手法之五 — 人机法
1.手法名称:
人机配合法(Man-Machine Chart);简称为“人机法”.
尽量解除手的动作,用夹具或脚踏工具代替。
倘有可能,应将两种以上的工具而组合成一种多 功能的工具。
工具、物料尽可能预先放在规定的位置。
每个手指都进行特定的动作时,应按固有的能力 分工。
设计手柄时应使之与手的接触面尽量大。
机器上的杠杆、手轮及其他操作作的位置和机构 的设计,要能做到使操作者极少变动其姿势就能 以最高的效率操作。
2.目的:
学习如何记录人与机器配合工作时的过程. 1>. 发掘空间于等待时间 2>. 使工作平衡 3>. 减少周程时间 4>. 获得最大的机器利用率 5>. 合适的指派人员与机器 6>. 决定最合适的方法
3.意义:
以图表的方式,记录操作人员与一部机器或多部机器的操作关系,并借此记录 來做进一步的分析与改善.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 改善方向 安全 方便操作 质量稳定 高度适当 放料方向方便 维护时间短 自动化 效率高 识别容易化 显示颜色对比度提高 异常报警 换模时间短 载具回流 光控 加工重复 成本低 不良品自动筛选 投料自动化 体积缩小化 移动方便化 链接快速化 一机多用 一机多数量化 载具 防错 精密程度 距离改变 设备参数改变 取放方式 物料运输方式 物料的拿放方式 治具倒角
放料时间短、双手操作方便 组件标准化 物料传送连续、加工简单、
模组化、标准化组件 自动控制 连续加工,皮带线送料,人工投料 并能够持续生产 自动投料 滚轮等 链接时能够快速 一机同时加工几样 单加工头改善成双头或者多头 增加载具,一次加工多个产品
速度、气压、加工时间等 比如由放一个拿一个改善成SMT 流动方式 自动皮带线滑动 右手拿进,左手拿出 顶出机构倒角后加工更容易
典型设备方式 UV 炉 波峰焊 贴片机 自动螺丝机 AI RI 机台 回流焊 锡膏印刷 AOI
善方向
备注
定期维护
半自动化向全自动化迈进 异常少,加工方法简单,有效
线内换模改为线外换模
减少拿放时间
因为右手更加灵敏,或者放的同时拿取