Paper 4.1_Chn-奥钢联方坯及异形坯浇铸技术的最新进展
重轨钢大方坯连铸凝固规律的研究

重轨钢大方坯连铸凝固规律的研究
成日金;倪红卫;张华;易卫东;叶途明;李熠
【期刊名称】《铸造技术》
【年(卷),期】2010()1
【摘要】根据武钢第一炼钢厂重轨钢实际生产条件,建立大方坯凝固传热数学模型,并采用射钉法验证及修正。
结果表明:U71 Mn重轨钢凝固终点在距结晶器液面16.96~21.68 m处;拉速增大0.1 m/min,铸坯表面温度及空冷区中心温度明显增大,铸坯凝固终点后移2.4~3.6 m;二冷强度由弱冷降为超弱冷,铸坯表面温度升高,铸坯中心温度变化不大,凝固终点前移1.12~2.23 m;U71 Mn重轨钢浇铸宜采用超弱冷模式,使凝固终点更加靠后,有利于使用轻压下工艺,提高铸坯的内部质量。
【总页数】4页(P24-27)
【关键词】重轨钢;大方坯;凝固终点;数值模拟;射钉法
【作者】成日金;倪红卫;张华;易卫东;叶途明;李熠
【作者单位】武汉科技大学钢铁冶金及资源利用省部共建教育部重点实验室;武汉钢铁(集团)公司第一炼钢厂
【正文语种】中文
【中图分类】TG214
【相关文献】
1.316不锈钢连铸结晶内坯壳凝固规律研究 [J], 麻永林;李建飞;白亮;李慧琴;邢淑清
2.高碳耐磨球钢大方坯凝固及坯壳生长规律研究 [J], 安航航;包燕平;王敏;赵立华;王达志;刘荣泉;李鹏
3.攀钢重轨钢大方坯连铸技术研究达国际先进水平 [J], 无
4.重轨钢大方坯连铸动态轻压下技术研究 [J], 陈永;袁宏伟;杨素波;陈绿英
5.重轨钢大方坯连铸二冷技术研究 [J], 陈永;杨素波;黎建全;陈绿英
因版权原因,仅展示原文概要,查看原文内容请购买。
奥钢联ASTC技术在莱钢4号连铸机的应用与研究
奥钢联ASTC技术在莱钢4号连铸机的应用与研究李凤巧【摘要】介绍ASTC系统组成和主要部件功能说明,包括扇形段控制箱、CPU控制器、通讯方式.ASTC技术是一种新的形成辊缝的方式,已经被成功应用在莱钢4号宽厚板连铸机上多年.运用此技术后不仅提高了板坯质量,降低了漏钢事故率,还带来了良好的经济效益和用户口碑.【期刊名称】《山西冶金》【年(卷),期】2016(039)005【总页数】2页(P110-111)【关键词】ASTC技术;连铸机;CPU控制器;扇形段控制箱【作者】李凤巧【作者单位】山东莱钢集团自动化部,山东莱芜271104【正文语种】中文【中图分类】TP273奥钢联的ASTC(自动铸坯锥度控制)技术,可以快速地对铸坯的锥度/厚度进行自动控制,具有在线轻压下能力,可以在连铸机浇铸过程中对辊缝的缝形进行动态调节,并在扇形段内有热铸坯时可对新的连铸辊缝进行单个精调。
ASTC技术是一种新的形成辊缝的方式,主要功能包括动态轻压下和扇型段轻夹紧。
动态轻压下系统能够动态计算压下区,控制辊缝压下量;扇型段轻夹紧系统可以以适宜的压力夹紧固化的板坯。
其系统组成如图1所示,主要包括带集成控制阀盒的1号—4号控制油缸(见图2)、带保护壳的1号—4号位置变换器(见图2)以及扇形段接线盒与电缆托盘等。
ASTC系统所有的器件均密封,以防侵蚀性环境条件的影响,例如蒸汽、最高环境温度高达75℃的油(无空气冷却的条件下)、灰尘、脏物及溅水等,或是在连续高温蒸汽环境下作业必须实行氮气冷却,防止系统过热导致故障的发生。
ASTC的控制系统主要包括主令控制器、扇形段控制单元、带有外部压力传感器的扇形段控制箱(见图3)、位移传感器(4个)、控制阀(4个)、连接电缆组、扇形段电缆组、CAN总线端接器等,如下页图4所示2.1 扇形段控制箱扇形段控制箱共有12个继电器,其中前8个继电器用来控制阀的上升和下降。
第九个继电器是急停继电器,正常时急停继电器常为“1”,拍下急停按钮后急停继电器失电为“0”,控制器将切断液压缸的供油管路。
莱钢近终形异型坯获东北亚高新技术博览会银奖

莱钢近终形异型坯获东北亚高新技术博览会银奖
张龙海;马永熙
【期刊名称】《山东冶金》
【年(卷),期】2009(31)6
【摘要】2009年东北亚高新技术博览会上,莱钢炼钢厂参展的《大规格超薄近终形异型坯工艺技术的自主开发与创新》喜获银奖。
近年来,莱钢炼钢厂加大科技创新力度,对世界上规格最大、腹板最薄、近终形度最高的H型钢异型坯腹板裂纹问题展开攻关,成功解决了这一世界性的难题,H型钢异型坯合格率提高到99.86%,在规格、质量等方面“领跑”全球。
【总页数】1页(P84-84)
【关键词】技术博览会;异型坯;近终形;东北亚;莱钢;银;科技创新;裂纹问题
【作者】张龙海;马永熙
【作者单位】
【正文语种】中文
【中图分类】TF777;S-27
【相关文献】
1.SSL1000型无溶剂复合机获东北亚高新技术博览会优秀展品银奖 [J],
2.莱钢近终形异型坯铝脱氧工艺的研究与应用 [J], 胡增跃;王强;于亮涛;程刚
3.莱钢近终形异型坯表面纵裂原因分析及改进措施 [J], 张书维;孟宪俭;张兆柱;杨君胜;张树萍
4.莱钢大规格超薄近终形异型坯工艺技术 [J], 无
5.从异型坯连铸机的投产看近终形异坯连铸技术的发展 [J], 汪开忠;茆勇
因版权原因,仅展示原文概要,查看原文内容请购买。
铸造AOD技术应用的新进展

( 沈 阳铸 造研 究 所 ,辽 宁 沈 阳 1 1 0 0 2 2 )
摘 要 :铸造A O D 精炼在材料冶金领域的最新理念已在沈阳铸造研究所 ( S R I F )A O D 精炼系统中得到应用。基于铸
造A O DS E 艺和冶金A OD 工 艺的三大重要的差别 ,以及铸造A OD 精炼纯 净铸 钢件 的许 多优 点 ,提出一个新 的商业服务 模式 ,即铸造AO D 精 炼过程 与最终铸 件 的质量 要求相结 合 的技 术服务体 系A OD +A O T ( A r r i v i n g o f T a r g e t ) 。指出 了
AOD r e ini f ng , a ne w c omme r c i a l s e r v i c e mo d e wa s p u t f o r wa r d , na me l y , 、 V i t h c o mb i n a t i o n o f f o u n d r y AOD
发 ,与 国内外铸造 企业合 作 ,配套AO D 精 炼设 备并 提
供 长期 的技 术 服务与 支持 ,从 长期 的铸造 生产 、材料
分析 和精炼 冶金实 践 中提 出 了铸 造AO D 精 炼工 艺 与冶
金A O D精炼工艺 的三大主要 区别 ( 图1 ) 。到 目前 为止 ,
b e t we e n f o u n d r y AOD a n d me t a l l u r y g AOD p r o c e s s , a s we l l a s ma n y a d v a n t a g e s o f c l e a n i n g s t e e l c a s t i n g s wi t h
方坯连铸机的改造与实践
方坯连铸机的改造与实践作者:吴国恩朱文蔡海彬来源:《科技资讯》 2014年第15期吴国恩朱文蔡海彬(广东韶关钢铁有限公司炼轧厂广东韶关 512122)摘要:本文简要介绍了韶钢炼轧厂炼钢工序连铸机的生产状况,着重阐述了为实现高效连铸,对该台连铸机边生产或利用年修进行改造的主要内容及在生产中取得的良好效果。
关键词:连铸机技术改造效果中图分类号:TF77 文献标识码:A 文章编号:1672-3791(2014)05(c)-0097-01韶钢炼轧厂炼钢工序有一座90 t电炉,一座90 t钢包精炼炉,一台方坯连铸机,该台连铸机是由意大利Techint-Rokop公司与北京钢铁设计研究总院合作设计,2000年12月建成,其中关键设备由意大利Techint-Rokop公司制造供货,其主要设备及工艺参数见表1。
1 改造前存在问题对投产4年来的生产情况进行统计分析可知,连铸机年生产最高产量为80万t,需比年设计生产能力提高27%,但还是不能满足生产需要,分析如下:(1)四位一体短流程钢厂效益最大化的需要。
2004年,电炉与下一工序轧钢若满负荷生产,年生产能力可达到90万t以上,电炉生产能力大于连铸机生产能力,但无法充分发挥出来,下一工序轧钢常需从其它分厂调进冷方坯生产,因连铸机生产能力较低无法形成韶钢炼轧厂电炉—精炼—连铸—连轧四位一体短流程效益最大化的现代化工厂。
(2)连铸机部分设备故障率较高,如回转台钢包加盖装置、翻钢机下长棍传动及二冷室导向辊装配等故障率较高,对连铸机生产能力及铸坯质量造成一定影响。
2 改造内容2.1 连铸机二次冷却装置改造二冷0段喷淋管组件采用全水冷却方式,为了提高安装精度,由原来安装在二冷隔墙上改在安装在结晶器底部,为了提高二次冷却效果,二冷Ⅰ段、Ⅱ段、Ⅲ(1)段、Ⅲ(2)段由原来全水冷却方式改为气雾冷却方式,期中Ⅱ段、Ⅲ(1)段、Ⅲ(2)段喷淋管组件在弧长不变的情况下每段每条喷淋管增加三个喷嘴,均匀分布,实现全自动气雾冷却配水,为连铸机产生高拉速、高质量方坯提供了前提基础。
我国研制成功世界上铸坯厚度370mm的连铸机

我国研制成功世界上铸坯厚度370mm的连铸机
陈丽
【期刊名称】《铸造技术》
【年(卷),期】2011(32)1
【摘要】近日,中国冶金科工股份有限公司下属子公司——中冶京诚工程技术有限公司(以下简称中冶京诚),采用自主技术,与其战略合作伙伴江阴兴澄特钢公司联合成功完成370mm厚铸坯首次热试,热试件断面尺寸达到
370mm×1800mm,钢种HSLA,并取得了圆满成功。
【总页数】1页(P3-3)
【关键词】铸坯厚度;连铸机;世界;战略合作伙伴;工程技术;自主技术;断面尺
寸;HSLA
【作者】陈丽
【作者单位】
【正文语种】中文
【中图分类】TF777
【相关文献】
1.制造高温铸坯的低机头连铸机的铸坯矫直应变分析 [J], 安田一美;周源
2.异形坯(工字型坯)连铸技术:——马钢方坯/异形坯连铸机 [J], 周干水
3.板坯连铸机铸坯凝固壳厚度的测定 [J], 程锁平;张乔英
因版权原因,仅展示原文概要,查看原文内容请购买。
奥钢联新的单流板坯连铸机的特点

从1995年10月至1996年6月,贝克尔韦特厂1号连铸机安装了避免拉漏系统后仅出现了两次拉漏。
第一次是由于0扇段有粘结造成的,第二次拉漏是由于宽度调节操作失误造成的。
由于避免拉漏系统收到很好的效果,蒂森・克虏伯公司的布鲁克豪森厂、贝克尔韦特厂2号连铸机和多特蒙德厂分别在1996年6月、1998年2月和1999年1月安装了此系统。
兰 若 摘自《Iron and Steel Engineer》1999N o15带高频镀锌层退火的热镀锌线1995年中期韩国联合制钢公司投产一条现代高效镀锌线。
新生产线的能力为30万t a,处理的带钢宽度为600~1270mm,厚度为0123~213mm,是由曼内斯曼德马克公司承担施工、制造、安装和试投产工作。
新建热镀锌线首次采用高频感应退火炉,频率为125kH z。
镀锌层退火处理是为了使铁元素扩散进入锌层,以提高带钢的抗腐蚀性、焊接和涂漆性能,外镀层中铁的最佳含量为8%~15%。
采用高频感应炉的最大优点是它具有有效地加热薄带钢的能力和在最短的线圈长度情况下获得最大的单位生产率。
此外带钢加热均匀,带钢振动减少,避免了条纹出现,更有利于将能量传递到带钢上。
扩大试验证明,用高频感应加热的镀锌带钢的性能和质量均得到改进,并且工艺和设备效率非常高。
兰 若 摘自《M PT》1999N o12奥钢联新的单流板坯连铸机的特点1997年2月28日,奥钢联林茨厂投产了一台具有世界一流水平的120万t a单流板坯连铸机(5号连铸机)。
该设备具有极大的操作灵活性,并提高了板坯质量及大大减少了操作人员。
5号连铸机技术重点包括:液压振动系统;导向系统;I2STA R辊;动态二次冷却系统;计算机辅助质量控制;过程自动化。
具体情况如下:液压振动系统可进行无磨损精确导向,并且无共振产生。
其振动模式可以保证在高速浇铸时,不改变保护渣类型浇铸出各种钢种的铸坯且过程稳定。
导向系统使在所有扇形段均可保持铸坯且导辊可预对中。
奥钢联连铸机新增230 mm断面技术改造
奥钢联连铸机新增230 mm断面技术改造郝之峰【摘要】为解决原奥钢联连铸机新增230 mm断面后存在的问题,通过分析与调整L1级程序,调整结晶器足辊、完善开口度工艺,调整ASTC智能轻压下参数、电磁搅拌参数等优化措施,对新增230 mm断面进行深度技术开发,增加了产品规格,提高了铸坯内外部质量,年直接经济效益390多万元.【期刊名称】《山东冶金》【年(卷),期】2016(038)005【总页数】3页(P14-15,17)【关键词】连铸机;铸坯规格;断面尺寸;技术开发【作者】郝之峰【作者单位】山钢股份济南分公司检修工程公司,山东济南250101【正文语种】中文【中图分类】TF341.62015年,为拓宽济钢炼钢厂1#连铸机120 t转炉—3500轧钢产线产品规格,在原200 mm断面、270 mm断面基础上拟新增230 mm断面。
因国内类似的连铸机工艺技术改造很少,改造前期难以找到可以借鉴的案例,系统改造完成后,该产线出现钢板探伤合格率下降和批量大纵裂、小纵裂、结疤等缺陷改判,铸坯中心疏松、中心偏析、中间裂纹比较严重,影响了产品质量的提升。
为此,重新梳理改造流程,分别从自动化、设备与工艺角度进行深度技术开发。
连铸机增加断面,是一个系统工程,除了需要考虑轧机、铸机、订单结构、生产组织等因素外,还涉及工艺、自动化、机械等多个专业,不能一蹴而就,需要根据产品实物质量,运行较长一个生产周期,系统稳定后才能完成。
2.1 分析与调整L1级程序除了在HMI中增加230 mm断面的控制和操作功能,L2级程序中增加230 mm 断面程序外,主要工作是对L1程序修改。
1#连铸机主体部分设计的L1程序主要有公共(Common)、仪表(Instrument)、结晶器调宽(MWA)、铸流(Strand)、结晶器液位(Mold level)、后部(Runout)PLC,其中涉及修改程序的有3部分。
1)仪表(Instrument)PLC,主要修改两部分程序,一是边沿区流量限制,位于“FB451/N27;DB11. DBD880—margin zone limit”;二是配水曲线,在原来DB12(1-6)基础上增加7#~9#一级配水表。
03莱钢近终型异形坯连铸机的生产与实践(中文)9-2

莱钢近终型异形坯连铸机的生产与实践吕铭1,王学新1,卢波1,单国新2,单兆光1张庆1,陈永生 1 (1.莱钢股份有限公司俩钢厂,山东莱芜 271104;2.西门子奥钢联,奥地利林茨)摘要:主要介绍世界上最大的近终型异形坯连铸机在莱钢的生产实践,本文从工艺、操作、质量改进等方面阐述近终型异形坯的生产实践过程,特别是在解决腹板裂纹和漏钢等问题方面,采取了优化配水模型、改进保护渣、提高钢水质量等措施,取得了较好的效果。
关键词:异形坯;生产工艺;铸坯质量;腹板裂纹;漏钢The Production and Practice of the Near Net Shape Beam Blank Caster in LaigangLV Ming1, WANG Xue-xin1, LU Bo1, G.X.Shan2SHAN Zhao-guang1, ZHANG Qing1,CHEN Yong-sheng1(1. Steel-making piant of LAIWU I&E Limited , LAIWU 271104, China ;2. Siemens VAI Linz,Austria )Abstract: The procuction and practice of the world’s largest near-net-shape beam blank caster in Laiwu Steel is introduced in process,operation and quality improvement. The optimization of water distribution model and the improvement of flux properties and steel quality achieved good result in the solution of web plate cracks and breakout.Key words: Beam Blank Caster; production technology; casting blank quality; web plate cracks ;break-out1 前言经过近几年的发展,2007年莱钢集团H 型钢总产量达到240万吨,涵盖小型、中型、大型等全部H型钢规格,成为中国境内最大的H型钢生产基地。
高速连铸和优质产品,西门子奥钢联技术的成果
高速连铸和优质产品,西门子奥钢联技术的成果U. Zanelli – 西门子奥钢联/奥地利J. Fuchshuber – 西门子奥钢联/奥地利前言长材(比如钢筋)生产在过去被认为属于“低质量”要求的领域。
而现在,随着它对于质量的要求不断提高,市场对于小方坯连铸也提出了高拉速/高产能和高质量的要求。
因此,有必要提供能够同时满足这些要求的技术方案。
西门子奥钢联在连铸技术领域拥有雄厚的实力,能够提供新建和改造设备的技术方案以达到这些目标。
本文介绍这些技术方案中的一些和它们的应用。
超高速连铸由于其长材产品的产能和质量要求不断提高,SEVERSTAL Cherepovets授予西门子奥钢联冶金技术公司(西门子奥钢联)一项合同,提供一流拉速超过7m/min的超高速连铸试验设备,并以此作为整台铸机进一步改造的基础。
为了保证连铸坯壳在正确的抛物线锥度下适当生长,同时降低高拉速引起的高摩擦力,采用了长1000mm、具有不同截面形状的特殊设计的SIMETAL CIS DiaMold抛物面型结晶器铜管。
这是西门子奥钢联成熟的专利技术。
合理的振动参数不仅能够保证铸流润滑所必需的正确的负滑脱值和负滑脱时间,而且还能够防止结晶器振动时发生抖动和出现偏差。
因此,采用板簧导向的SIMETAL CIS DynaFlex液压振动装置被用来替代现有的机电式振动装置。
成熟的SIMETAL CIS DynaFlex技术进一步结合了新一代自动化控制和液压功能。
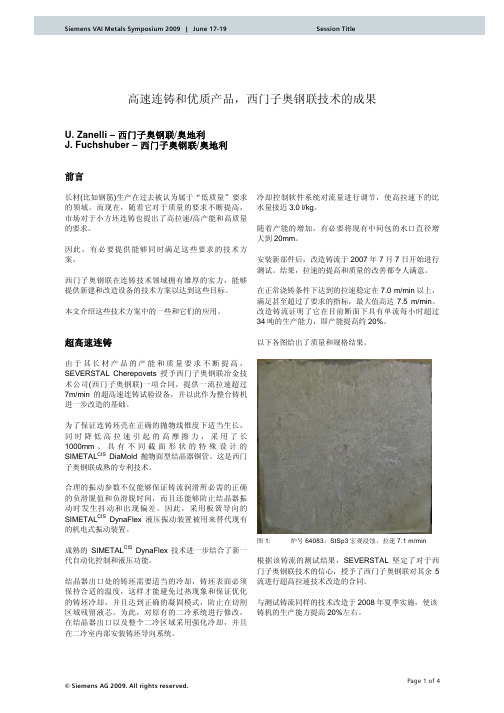
结晶器出口处的铸坯需要适当的冷却,铸坯表面必须保持合适的温度,这样才能避免过热现象和保证优化的铸坯冷却,并且达到正确的凝固模式,防止在切割区域残留液芯。
为此,对原有的二冷系统进行修改,在结晶器出口以及整个二冷区域采用强化冷却,并且在二冷室内部安装铸坯导向系统。
冷却控制软件系统对流量进行调节,使高拉速下的比水量接近3.0 l/kg。
随着产能的增加,有必要将现有中间包的水口直径增大到20mm。
奥钢联_VAI_紧凑型连铸机_增加板坯生产能力及灵活生产的新型连铸机理念
奥钢联(VA I )紧凑型连铸机—增加板坯生产能力及灵活生产的新型连铸机理念Friedrich Derflinger Kurt Engel Josef GuttenbrunnerKarl Holzer Istvan Kal m ar O thmar Kriegner(奥钢联工程技术公司/奥地利)摘 要 介绍了采用一流导向系统、双机铸造板坯宽度达2×1600mm,单机铸造板坯最大宽度为3500mm 新型板坯连铸机技术的可能性。
在双机铸造的模式下,可以分别控制每块板坯,而结晶器振动系统和铸造速度也是独立控制的。
在单机铸造的模式下,两流生产线是同步作业的。
The VA I co m pact ca ster -a new ca ster concept fori n crea sed capac ity and flex i b ilty i n sl ab producti onFriedrich Derflinger Kurt Engel Josef Guttenbrunner Karl Holzer Istvan Kal m ar O th mar Kriegner(VA I/Austria )ABSTRACT This paper describes a ne w slab caster technol ogy with which t w in casting of a slab width up t o 2×1600mm and a single casting width with a maxi m um width of 3500mm are possible with one strand guidance syste m.Each slab is contr olled separately in t w in casting mode .Mold oscil 2lati on and casting s peed are contr olled independently .I n single casting mode the t w o drive lines are synchr onized .1 前言自从有了炼钢以来,全世界的连铸机数量呈稳定增长状态(图1)。
奥钢联的低碳钢带坯铸造

奥钢联的低碳钢带坯铸造
KSchwaha;邵仁杰
【期刊名称】《大重科技》
【年(卷),期】1989(000)002
【摘要】对薄板坯铸造或薄条坯铸造进行的长期开发选择应当是偏向于薄带坯的。
这里描绘了使用奥钢联单轮铸机所进行的试验,并讨论了将来的发展。
【总页数】5页(P28-32)
【作者】KSchwaha;邵仁杰
【作者单位】无
【正文语种】中文
【中图分类】TH132.32
【相关文献】
1.奥钢联伯乐焊接,领先一步——访奥钢联伯乐焊接集团(中国)总经理Steve Beswick [J], 张兰;周筱壮
2.奥钢联林茨厂用RH设备生产超低碳薄钢板 [J], Flosh.,H;单麟天
3.奥钢联的低碳钢带坯铸造 [J], Sch.,K.;邵仁杰
4.奥钢联近终形异型坯浇铸技术 [J], Franz Leingruber Christian Chimani Franz Wimmer
5.铸造不锈钢钢带的装置 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
奥钢联方坯及异形坯浇铸技术的最新进展F. Leingruber, C. Chimani, M. Thalhammer,G. Shan –奥钢联工程技术公司前言VAI –优质钢的方坯连铸机该连铸机具有紧凑、模块式设计的特点,装备有高性能板式结晶器和结晶器外搅拌器的先进技术解决方案、DynaFlex 液压振动器、铸坯导向系统和带有D y naGap 轻压下的矫直系统。
除了机头采用技术软件包外,铸坯导向系统和独特的VAI D y naGap 轻压下明显改善了方坯内部质量。
VAI –近终形异形坯连铸,象用于生产板材产品的薄板坯连铸一样,在生产大中型型钢和工字梁钢方面具有相似的优点。
为了获得异形坯技术的最大效益,连铸机直接与轧机相连是必要的。
主要经济优点包括降低轧制成本、提高生产率和降低能耗。
因此,近终形异形坯连铸是生产H-型钢的普通方坯浇铸路径的极好解决方案。
优质钢的方坯连铸机技术方坯及异形坯连铸机的技术部分的设计具有相同的概念,比如:n 高性能机头先进的结晶器设计DynaFlex 液压振动技术。
n 铸坯导向系统紧凑式铸坯导向系统带有方坯用的D y naGap 轻压下的拉坯装置。
DynaGap 轻压内质下成功改善部量为了进一步改进内部方坯质量,特别是在浇铸瞬间的条件下,VAI开发了DynaGap 轻压下软件包。
最近的数学开发成果以三维方式评价了热跟踪结果,它可准确确定扁材以及长材的最终凝固区。
下图示出了方坯断面的横向温度图形。
在将DynaGap 软件包和VAI-3维热跟踪模型一起使用时,可形成一个完全动态的轻压下过程,图1。
图1:方坯断面的热剖面图计算DynaGap 轻压下,如图2所示,由下列各项组成:n 动态计算轻压下设定点的过程控制模型n 铸坯控制器(控制每一流上的夹送辊调节装置)n 每个夹送辊装置上的位置变速器n 每个夹送辊装置上的液压控制装置n 机械设备(带有可调辊缝的夹送辊装置)Position Controlled Taper for Soft -ReductionScrew Down with Hot -Stand -PressureScrew Down with Hot -Stand-Pressure图2DynaGap 轻压下软件包每个夹送辊装置的功能分成:n 普通压下装置功能,夹送辊装置将根据机器方式和跟踪值以预选的压力上下移动。
n 位置可控的轻压下,铸坯控制器将凝固区的每个夹送辊装置转换到位置控制装置。
辊缝设定点将根据各种参数进行动态计算。
VAI DynaGap 轻压下工艺(DSR)的操作结果在对方坯采用VAI D y naGap 轻压下时,碳中心偏析值要比不采用动态铸坯锥度控制的更均匀。
图3为此种状况的纵向段(0.5米长)的结果。
图3:中心偏析的结果使用VAI 的方坯-DynaGap 轻压下的好处主要有:n 执行市场最高要求时可产生更好的内部质量。
n 极大地降低了由于浇铸参数偏差引起的品质下降。
将D ynaGap 轻压下技术成功应用于操作实践的关键是VAI 的准确预测冶金过程的数字模拟工具的能力。
同样,数字工具在设计和优化近终形异形坯连铸机技术中起着关键的作用。
近终形异形坯连铸的最高效益:异形坯的分类n 普通异形坯.......................腹板> 100 mmn 近终形异形坯...................腹板< 100 mm n 极端近终形异形坯.......腹板约为50 mm 异形坯腹板和凸缘的平均厚度应根据所需的压下比和轧机的连接方式进行确定。
图4为最终轧制的H -型钢产品的浇铸断面尺寸的选择图。
Kinds of applicable material are influentialto equipment planning .BloomsBeam Near -Net-Shape BeamBlanksWeb height H (mm)F l a n g e w i d t h B (m m )图4:最终轧成的H -型钢产品的浇铸断面尺寸在选择有效的浇铸断面尺寸时,应考虑上述最终产品尺寸和轧机配置,例如可逆式、半连续式、连续式等。
异形坯连铸机的主要技术特点和典型平面布置图德国佩纳厂(PTG)异形坯连铸机该连铸机于2001年10月投产,由VAI 供货,其年生产能力为120万吨,由100吨电炉、钢包炉和氩气搅拌装置等供给钢水。
装备有能浇铸800X440X130mm 规格的、带有弧形结晶器和连续矫直的大型异形坯连铸机,将来设计的尺寸为1150x 450x 130mm ,是世界上最大的异形坯,比较图5。
中国山东莱芜钢厂的VAI 近终形异形坯连铸机该连铸机的年生产能力为120万吨,由130吨转炉和钢包炉供给钢水。
该厂的设备为带有弧形结晶器和连续矫直的大型异形坯连铸机,可浇铸555x 440x 90mm, 750 x 370 x 90 mm 和1024 x 390 x 90 mm 异形坯,比较图6。
图5:PTG 的2流大型近终形异形坯连铸机图6:山东莱芜钢厂3流大型近终形异形坯连铸机连铸机的典型设备中间包车为悬臂式或半悬臂式设计,带有组合式称重系统,见图7。
图7:悬臂式中间包车中间包或为矩形或T 形,盛钢水重量为24吨至35吨,最大深度为850mm 。
根据所需的清洁度和钢种,连铸机具有两种浇铸方式。
n 带有塞棒系统和事故滑动水口的全保护长水口方式,见图8。
n 象大多数异形坯生产厂家所使用的那样,采用稀油润滑或漏斗和保护渣润滑的开式铸流浇铸。
图8:浇铸状况–结晶器该机器装备有板式、高性能异形坯结晶器。
对于300 X 400mm 以外的横断面的异形坯断面来说,板式结晶器更合适、更经济。
铜板固定在支承板上。
一次冷却水用冷却槽或孔进行引导。
图9:板式结晶器-底视图在采用板式结晶器时,可优化铜板表面温度,以保证良好的凝固条件,特别是弯月面。
目标是正确布置好冷却孔或冷却槽,以便在结晶器的整个周围实现表面温度均匀分布。
为了计算异形坯结晶器铜板的弯月面区域的结晶器温度场,进行了稳态热传递有限元分析。
用上述分析计算的结晶器宽侧的温度场,见图10。
图10:板式结晶器-宽侧的温度分布更重要的设计参数是结晶器的锥度,同时应考虑几何形状、钢种和浇铸速度。
在采用板式设计的情况下,可以在肩部区域安排负锥度,以便考虑腹板的收缩率。
为了计算结晶器范围内异形坯的收缩率和坯壳形成,进行了热-机械偶合的有限元分析。
分析的结果是坯壳均匀生长的结晶器优化设计,见图11。
图11:坯壳生长的优化正如图12所示,DynaFlex 液压振动装置和众所周知的优化表面质量、高生产能力和低维修费用优点一起,将保证结晶器精确导向振动。
在浇铸过程中改变行程和频率的灵活性以及波形(正弦-非正弦)可实现操作和冶金的最高要求。
现代化的铸坯导向系统分成3个扇形段,带自动对中装置。
图13中所示的第二个扇形段提供有所需的铸坯支承装置,第三个扇形段仅用于导向热坯和引锭杆。
在改变尺寸的情况下,第三扇形段不需要进行更换。
图12:带有DynaFlex振动装置的高性能机头图13:扇形段1和扇形段2为了设计铸坯支承长度,对异形坯断面,进行了瞬间热传递分析。
此类分析提高了必要的坯壳生长信息和准确的冶金长度。
腹板区的铸坯支承太短可能引起鼓肚或甚至重新熔开腹板中心,并且重新充填异形坯腹板引起偏析和较高的不希望有的腹板厚度。
凸缘区的铸坯支承太短可能引起鼓肚和界面裂纹。
典型的铸坯支承布置见图14。
图14:S 铸坯支承装置的布置通用的有限元程序ABAQUS 被用于计算瞬间温度场。
在纵向上的热通量可忽略不计的情况下,将采用2-维四开断面模型来进行分析。
除了瞬间温度场外,浇铸过程中的坯壳生长是应分析的主要目标。
对于1.0米/分的浇铸速度,图15中介绍了坯壳生长的各个阶段。
mold exit exitzone2exit zone3exit zone4exit zone5SolidifiedshellLiquid coreCastingspeed: 1.0 m/min Section : 800 x 440 x 130 mm图15:坯壳生长分析直至腹板最终凝固前,腹板都应进行支承,但是在凸缘区附近仍有液相穴,称之为热点。
此现象意味着有内部静压钢水,其有可能熔开腹板,特别是腹板长度短,尤其是这样。
支承长度不足和/或腹板喷雾冷却会引起鼓肚或甚至熔开腹板。
一般来说,铸坯不需要附加支承。
铸坯的几何形状和凝固的外壳具有足够的刚性来支承坯壳自身。
图16为时间关系曲线图,画出了浇铸过程中横断面上各点的温度变化。
此计算的温度与试验测量值完全吻合。
对于二次冷却段端部的典型温度(600秒),凸缘顶尖的测量值为850–870°,腹板处为990 –1050°C图16:异形坯断面上不同点的温度时间关系曲线二次冷却二次冷却系统由五个带空气雾化喷嘴的冷却段组成。
该设计保证了四周和铸坯长度上的最佳凝固过程,同时考虑了不同的钢种和不同的二次冷却策略。
正如图17所示,拉矫过程是根据VAI 连续矫直曲线以每流四台拉钢装置完成的。
拉坯装置是通过2个液压缸来进行调节的,并且热坯压力可进行遥控。
图17:拉矫装置引锭杆系统为链式设计,由下面插入。
在经火焰切割后,辊道用横向输送设备将异形坯输送到热装辊道上或送到收集格栅上。
典型的钢种组别和成分为:n A 组: 结构钢(%C < 0,09, %Mn < 1,0)n B 组: 结构钢(%C > 0,16, %Mn < 1,0)异形坯表面质量和内部质量完全能满足市场要求。
图18示有PTG 厂矫直的第一批异形坯的两个低倍浸蚀试样。
特别是对于PEINE 厂来说,轧制的工字梁表明,与用板坯轧制的工字梁相比,其在表面质量和内部均匀度方面,均提高了产品质量。
图18: PTG 浇铸的第一批异形坯的低倍浸蚀试样异形坯浇铸的好处异形坯浇铸的经济优点主要规因于降低了轧制过程的成本。
这是开坯机轧制工作量减少的结果。
开坯机的作用是生产供进一步轧制成成品规格所需的断面。
典型型钢轧机的典型优点包括:n 开坯机轧制道次少n 现有轧机生产率提高15%左右n 开坯机的能耗减少40%。
n 由于减少了孔型,轧辊成本下降。
n 开坯机机架上的维修费用少n 由于改进了形状,结果成为近终形异形坯,特别是轧制的工字梁开始时,从而产量提高2%以上。
n 在冷装的情况下,由于异形坯具有良好的表面体积比,再加热热能费用节约30%左右。
n 改善了成品的表面质量。
直接装人异形坯的工艺流程与通过冷装方坯和随后轧制的普通生产流程的全面经济比较体现了重要的节约潜力:n 投资成本减少30%左右。
n 能耗减少50至60% 。