三菱工业机器人指令系统
三菱FX2N系列PLC编程元件和指令系统
ORB指令的应 用
若有多个并联回路块按顺序与前 面的回路串联时,对每个回路块 使用ANB指令,则对串联的回路 个数没有限制。
若成批使用ANB指令串联连接多 个并联回路块时,由于LD、LDI 指令的重复次数限制在8次以下, 因此这种情况下串联的回路个数 限制在8个以下。
ANB指令的 应用
➢LDP、LDF、ANDP、ANDF、ORP、ORF指令
1相1计数输入 C235 C236 C237 C238 C239 C240 C241 C242 C243 C244 C245
X000 U/D
U/D
U/D
X001
U/D
R
R
X002
U/D
U/D
U/D
X003
U/D
R
R
X004
U/D
U/D
X005
U/D
R
X006
S
U表示增计数输入; D表示减计数输入; A表示A相输入; B表示B相输入; R表示复位输入; S表示启动输入。
当X012为ON时,如果X006也为ON,则C254立即开始对 A相输入X000、B相输入X001的动作计数。可以通过顺 控程序上的X011执行复位。
当X002闭合,C254也可立即复位。如果当前值超过设 定值(D1,D0),则Y004为ON;如果当前值小于设定 值,则为OFF。根据不同的计数方向,Y005接通(增计 数)或断开(减计数)。
在计数器的当前值由-6→5增加时,输出触点置位; 在由-5→-6减少时,输出触
点复位,如果从 2147483647开始增计数, 则成为-2147483648,形成 循环计数。
内置高速计数器
高速计数器通过对特定的输入作中 断处理来进行计数,与扫描周期无 关,可以执行数KHz的计数。 根据不同增/减计数切换及控制的方 法,分为1相1计数输入、1相2计数 输入以及2相2计数输入三种类型。
三菱PLC的指令系统
84
90
12
86
80
13
86
82
14
86
84
15
86
86
16
86
88
17
88
80
18
8A
80
19
90
80
20
94
82
21
94
84
22
94
86
23
94
88
24
94
8A
25
94
8C
26
94
8E
27
94
90
28
A4
82
29
A4
84
30
A4
86
31
A4
88
32
A4
8A
33
A4
8C
34
A4
8E
35
A4
90
36
5.1.1 三菱的指令字节码
三菱的指令字节码的安排很不合理,但从另一侧面也反映早期 PLC 的功能和控制能力是
比较弱,随着 PLC 的发展,PLC 的功能也在不断加强,但为了保持兼容,通常采用打补丁的
方法扩展,用现在的眼光看就显得极不合理,本教程以 FX1S 系列 PLC 为例说明。
指令字节码是指令中的指令码、变量地址、常数以一定的顺序,按字节(或字)排列而
5.1.2.3 3 字格式
OUT T K 0000+(T) VV00+xx VV00+yy OUT C K 0000+(C) VV00+xx VV00+yy OUT Cp K 0000+(Cp) VV00+xx VV00+yy 8000+zz 8000+ww
第3章 三菱FX2N系列PLC编程指令系统

X0 2s
Y0 3s
X0
T0
Y0
T0 K20
T0
T1 K10
T1
RST T0
脉宽调制指令PWM
X0 2s
Y0 3s
脉冲宽度t 脉冲周期T 输出对象
(ms)
(ms)
(Y0、Y1)
X0
PWM K2000
K3000
Y0
PWM输出指令格式
脉冲输出指令PLSY
X0 Y0
1ms
脉冲 脉冲 输出对象 频率 个数 (Y0、Y1) X0 PLSY K1000 K100 Y0 脉冲输出指令格式
我要学PLC
第三章 三菱FX2N系列PLC编程 指令系统
教师:朱贤勇
本章主要内容
PLC指令
基本指令 功能指令 步进指令
3.1 三菱FX系列PLC基本指令
基本指令有叫位逻辑指令,是PLC完成基 本逻辑运算所使用的指令。 主要类型有: 位逻辑运算指令 脉冲式触点指令 置位、复位指令 脉冲输出指令
(1) 位逻辑运算指令
输出 互锁
X1
X0
X2
Y0
反转
Y1
Y1
保持
输入 互锁
停止
输出 互锁
END
电机启、保停+正反转控制程序
(2)脉冲式触点指令
电平触点:触点在其线圈有效电平内都动 作。表示形式为: 触 点 分 类 脉冲触点:触点只在其线圈电平变化的瞬 间动作。分为上升沿触点和下降沿触点。 表示形式为:
(2)脉冲式触点指令
(4)区间比较指令ZCP
M8000
M0 M1 M2
ZCP K0 K10 D0 M0
Y0 Y1 Y2
X0闭合,D0数据与0~ 10相比较。
三菱系统加工中心M指令概要

<XHTML> 三菱系统加工中心M指令一览表↓M00 程式停止(暂停)
M01 程式选择性停止/选择性套用
M02 程序结束
M03 主轴正转
M04 主轴反转
M05 主轴停止
M06 自动刀具交换
M07 吹气启动
M08 切削液启动
M09 切削液关闭
M10 吹气关闭
M09也能关吹气
M11《斗笠式》主轴夹刀
M12 主轴松刀
M13 主轴正转+切削液启动M14 主轴反转+切削液启动M15 主轴停止+切削液关闭M16~M18没有
M19 主轴定位
M20 没有
M21 x轴镜象启动
M22 y轴镜象启动
M23 镜象取消
M24 第四轴镜象启动
M25 第四轴夹紧
M26 第四轴松开
M27 分度盘功能
M28 没有
M29 刚性攻牙
M30 程式结束/
M31 ~M47 没有M48 深钻孔启动M49 ~M51 没有M52 刀库右移
M53 刀库左移
M54 ~M69 没有M70 自动刀具建立M71 刀套向下
M72 换刀臂60°
M73 主轴松刀
M74 换刀臂180°M75 主轴夹刀
M76 换刀臂0°
M77 刀臂向上
M78 ~M80 没有
M81 工作台交换确认M82 工作台上
M83 工作台下
M84 工作台伸出
M85 工作台缩回
M86 工作台门开
M87 工作台门关
M88 ~M97 没有M98 调用子程序
M99 子程序结束。
三菱PLC控制的机械手系统
三菱PLC控制的机械手系统作者:洪玉红自动化系自0101班摘要:本文介绍了如何利用PLC(可编程控制器)的自动控制和逻辑运算的优点改变PLC的程序及参数,达到灵活控制设备运行的目的,从而使设备操作变得更方便,更富有人性化。
它充分体现了工控自动化在实际生产中的重要作用。
通过对物料搬运机械手装置结构与功能的介绍,给出了FX2N-48MT型PLC在机械手控制中的应用实例,重点分析了基于PLC的机械手控制系统组成,并详细论述了以PLC为核心对步进电机和直流电机进行综合控制的软、硬件实现方法。
我们了解到各种类型机械手是自动化生产中必不可少的重要设备。
尤其是在危险场合,在严重威胁人们安全和健康的环境下,采用机械手代替人,具有十分重要的意义。
本文针对机械手系统的控制方法充分利用了PLC 和其他控制装置的特性,结构紧凑,扩展可靠,目前,在现场运行良好。
在本系统中,PLC作为现场控制设备,能够可靠、准确地完成控制操作,并且可以通过与上级工控机通信,组成分布式系统共同完成输煤系统的监测、控制要求,是现代工业控制中比较先进的控制方案,作为一个相对独立的PLC控制系统,它还可以通过RS-485总线或CC-Link总线与生产线上的其他PLC 及控制器组成工业控制网络,实现更进一步的自动化生产控制应用前景广泛。
Abstract: This text introduces how to utilize PLC programma by making use of its automatic control and logic operation to change the procedure and parameter of PLC, in order to control theequipment to make it operate flexibly , and more convenient, and more rich in humanizationer . Ithas fully reflected the important function of automation in actual production . According to theintroduces of the structure and function of equips, this paper provides the application instance ofFX2N-48MT PLC on the mechanical hand control. The control system structure based on PLC isanalyzed , and the software and hardware control method of step motor and DC-electrical motor thatregards PLC as the core is discussed. We understand that various types of the mechanical hand areimportant equipments in automated production .Particularly in the dangerous situation , under theserious circumstance that the people's safety and health are threated ,the adoption of machine handreplacing the person has the very important meaning. This text aiming at the characteristic of thecontrol method of the mechanical hand system , which makes use of PLC and other controlses ,is wellequipped , and its structure is tightly packed, the credibility expanded. Currently, circulate on thespot is good .In this system, the PLC is the control equipments on the spot , which can dependably,accurately complete the control operation, and can pass to control the machine correspondence withupper grade work, constitute the distribute type system to monitor the coal system and attain therequest, so it is a modern industry control in the control project . As an independent PLC controlsystem, it can also pass the total line of RS-485 or total line of CC- Link and produce on-line other PLCses and controllers to constitute the industry control network, carrying out the further automationproduction control application foreground extensively.Mechanical hand system based on Mitsubishi Bank PLC关键词:(PLC)可编程控制器机械手步进电机直流电机Keywords: PLC Mechanical hand step motor DC-motor一引言PLC是可编程控制器(Programmable Logic Controller)的简称,它是一种新型的通用自动控制装置,它将传统的继电器控制技术、计算机技术和通信技术融为一体,专门为工业控制而设计,具有功能强、通用灵活,可靠性高、环境适宜性好、编程简单、使用方便以及体积小、重量轻等一系列优点。
三菱基本指令及其应用

算术运算指令
ADD指令
实现两个操作数的加法运 算。
MUL指令
实现两个操作数的乘法运 算。
INC指令
将指定的寄存器内容加1。
SUB指令
实现两个操作数的减法运 算。
DIV指令
实现两个操作数的除法运 算。
DEC指令
将指定的寄存器内容减1。
比较指令
CMP指令
比较两个操作数的大小,并 将结果存储在指定的寄存器 中。
三菱PLC经历了从基本型到高功能型 、从单一机种到多机种系列的发展, 不断满足用户多样化的需求。
三菱PLC的特点与优势
高可靠性
三菱PLC采用先进的微处理器技 术,具有高度的可靠性和稳定 性,能够保证长期连续运行。
易于编程
三菱PLC支持多种编程语言,如 指令表、梯形图和功能块图等 ,方便用户进行编程和调试。
编程语言
三菱PLC支持多种编程语言,包括指令表(IL)、梯形图(LD)、顺序功能图(SFC)和结构化文本 (ST)。不同编程语言适用于不同的应用场景,选择合适的编程语言可以提高编程效率和可读性。
编程工具与软件
编程工具
三菱提供了一系列编程工具,如GX Works、GX Works2、GX Works3等。 这些工具提供了图形化编程界面,支持 多种编程语言和指令系统,方便用户进 行程序的编写、调试和监控。
过程控制
运动控制
三菱PLC可用于各种过程控制领域, 如温度、压力、流量等参数的控 制。
三菱PLC支持运动控制功能,可实 现电动机、机器人等设备的精确 控制。
02
三菱基本指令概述
数据类型与存储器区域
数据类型
三菱PLC支持多种数据类型,如位(BOOL)、字节(BYTE)、字(WORD)、 双字(DWORD)等。这些数据类型用于存储不同大小和格式的数据。
三菱plc控制机械手设计系统
摘要可编程序控制器(PLC)是近年来发展极为迅速,应用面极广,以微处理器为核心,集微机技术、自动化技术、通信技术于一体的通用工业控制装置。
PLC的广泛应用,已经给生产带来许多的好处,它具有功能齐全、使用方便、维护容易、通用性强、可靠性好、性能价格比高等特点,已在工业控制的各个领域得到了极为广泛的应用,成为实现工业自动化的一种强有力工具。
比如plc控制的机械手在搬运工件方面的应用,以前一直采用人工搬运物料,不仅工人的劳动强度大,安全性差,而且效率低。
本文分析了机械手和PLC之后,我们采用PLC控制的机械手进行物件的搬运来代替人力。
本文基于三菱公司的PLC,提出了PLC控制工件传送机械手PLC控制系统的设计方法。
重点研究了实验开发系统的工作原理、硬件部分的主要构成,以及硬件部分的设计、安装调试和实验应用开发。
讨论了三菱PLC指令系统、编程语言和程序设计方法,分析了三菱PLC专用编程软件在本系统中具体应用,关键词:机械手,PLC,目录(PLC是什么?PLC控制什么?如何达到任务要求的?达到什么样的控制要求?)第一章概述 01.1 PLC的产生、定义及发展趋势 01.2 机械手的概述 0第二章机械手控制系统硬件设计 02.1 PLC控制系统硬件设计原则 02.2 PLC选型 02.3 其它外部器件选型 02.4 PLC的外部接线及I/O分配表 0第三章机械手控制系统软件设计 03.1 FX系列PLC常见编程方式 03.2 FX系列可编程控制器的基本指令及应用 03.3 工件传送机械手PLC控制系统梯形图 03.4 工件传送机械手PLC控制系统指令表程序 0第四章总结 0参考文献0绪论工件传送机械手PLC控制系统总体方案设计一、控制系统要求机械手的工作过程如下:第一章概述1.1 PLC产生、定义及发展趋势1.1.1 PLC(可编程逻辑控制器)的产生PLC(可编程逻辑控制器)是20世纪60年代末期逐步发展起来的一种以计算机技术为基础的新型工业控制装置。
三菱机器人基本操作手册[1]
![三菱机器人基本操作手册[1]](https://img.taocdn.com/s3/m/bebcb544be1e650e52ea99c6.png)
三菱机器人基本操作手册一、型号介绍Ⅰ.本体(机械臂):1.RV-E2(M) 6 Axies --- W、S、E、T、P、R2.RV-E3J(M) 5 Axies --- W、S、E、T(×)、P、RⅡ.控制器及示教器型号1.控制器为 CR-E1162.示教器为 P6TB-T二、基本操作首先,把示教器连接到控制器上。
再弹出[T/B EMG.CANCEL]按钮。
最后,把T/B(示教器)打到ENABLE状态。
1.单轴运动(关节运动)A.按[STEP/MOVE]+[JOINT]键,选择关节运动模式.B.按[STEP/MOVE]+(想要移动轴的键),单个轴将会被移动.2. 直线运动A.按[STEP/MOVE]+[XYZ]键,选择直线(XYZ)运动模式.B.按[STEP/MOVE]+(想要移动轴的键),单个轴将会沿着XYZ方向移动.3.改变手动速度按[STEP/MOVE]+[SPD],改变机器人手动速度(LOW<->HIGH).4. 修改点位1.将示教合上方使能开关拨至ENBL.2.选择1. TEACH. 按INP/EXE].3.输入程序号 如:1 按INP/EXE].4.按住[POS/CHAR]不放,再按[ADD],进入点编辑界面.5.MO POSI ( ). 注:在括号内输入要修改的点的序号.如:输入80 按INP/EXE]确认。
6.按住STEP/MOVE不放,再按住INP/EXE]不放,则机器人运行至80点位处. 7.手动调整至所需位置后,按住STEP/MOVE不放,按ADD一次,出现如下界面: MO POSI 80*ADDITION ? *****注:此时若松开[STEP/MOVE]则放弃修改80点,若再按[ADD]则80点被修改至新位置(即机器人当前位置)。
在编辑时删除文字或数字:按住[POS/CHAR]不放,再按[DEL],按一次删一个字符。
5. 程序修改1. ROBOT 控制面板按 [STOP]----------(ROBOT 停机)2. ROBOT 教导盒切换至 [ENBL]3. 在 MENU,选“1”TEACH4. 选择程序号,按“1”5. 按 [COND] + [ADD],进入示教器编程窗口6. 按 [RPL] 2 次,到输入区7. 选到要修改的 LN 后按 [EXE]8. 按 [RPL]9. 修改该行程序后10. 按 [EXE] 更新程序。
2三菱工业机器人指令系统
(a)在数值型后置符号,可以定义变量的类型。省略的情况下会变成单精 度实数型。
2 程序的构成要素
(b)单精度=双精度的执行时,值若超过的话,会发生报警。 数据的范围
Dim P3(10 ) M1=P1.X (单位 mm) M2=Deg( P1.A ) (单位 DEG ) Def Pos L10 Mov L10
2 程序的构成要素
(19)关节变量:
关节变量以 “J ”(或“j”)开始的变量。以Def Jnt指令定义的情 况下,用“J ”(或“j”)以外的文字开始,也可以加上变量名。可参照关 节变量的成份数据。在变量名的后面加上”.”和成份名”J1 ”等。
(b)16进制 例) &H0001、&HFFFF 有效范围&H0000~&HFFFF
(c)2进制 例)&B0010、&B1111有效范围
&B0000000000000000~ &B1111111111111111 (d)常数类型可以依照在常数文字附加的记号,指定常数类型。 例)10%(整数)、10000&&(长精度整数)、 1.0005!(单精度实数)、10.000000003#(双精度实数)
(c)数値型变量
记忆数值(整数、实数等)。变量名用"M"开始。 例) M 1 = 1: 变量名M 1代入值1 。
(d)文字型变量
记忆字符串。在变量名的最后加上" $ " 。 例) C 1 $ = " E R R O R " :在变量名C 1 $代入称为" E R R O R " 的字符串。
三菱工业机器人指令系统第一部分
6 Mva P2,2
"以参数的初始值动作。
2.机器人的动作控制
·连续动作:每个动作位置不停止,连续移动多个动作位置
2.机器人的动作控制
2.机器人的动作控制
2.机器人的动作控制
【例文】指定轨迹变换时的最大接近距离的情况
Cnt 0Mvs P1Cnt 1
‘ 将Cnt (连续动作)设定为无效 ‘有加减速的执行动作‘将CNT(连续动作)设定为有效 ‘(此行以后的插补为连续动作)‘和下一个插补的连续为连续动作‘指定在开始侧100mm、结束侧200mm连续动
2.机器人的动作控制
2.机器人的动作控制
·直线插补动作:将抓手尖端以直线插补移动到指定的位置
2.机器人的动作控制
2.机器人的动作控制
·圆弧插补动作:以三次元圆弧插补,在3点指定的圆弧上移动
2.机器人的动作控制
2.机器人的动作控制
2.机器人的动作控制
·Mva (Move Arch)从现在位置以弧形运动动作(弧形插补)移动到目的位置。MVa <移动目的位置>[,<弧形号码>]【用语】<移动目的位置>插补动作最终位置。以位置型变量和常数或关节变量记述。<弧形号码> Def Arch(1~4)。省略时为1。
· *L67····
‘记述M1=6或M1=7时候的处理 ":*LM1_345"记述M1=3、M1=4、M1=5时候的处理
4. 机器人程序控制
· If…Then…Else…End IfIf <式> Then <处理> [Else<处理>]If <式> Then<处理><处理> Break・[Else]<处理><处理> Break・EndIf
· 【例子】
‘此行不会被执行。 ‘MCNT <=10
三菱数控系统指令
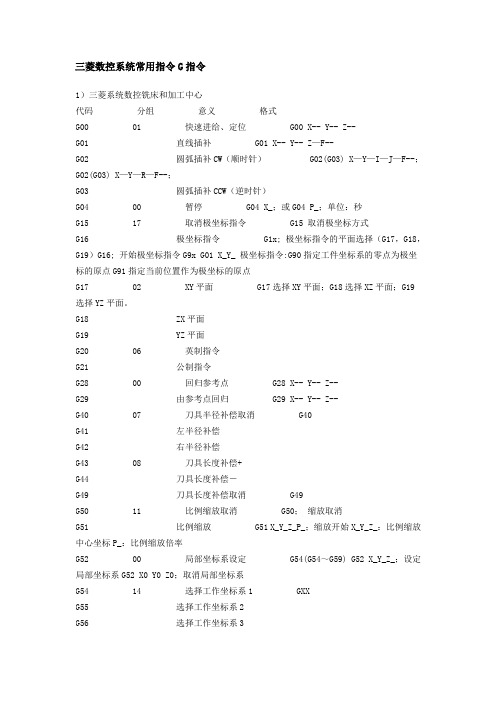
三菱数控系统常用指令G指令1)三菱系统数控铣床和加工中心代码分组意义格式G00 01 快速进给、定位G00 X-- Y-- Z--G01 直线插补G01 X-- Y-- Z—F--G02 圆弧插补CW(顺时针)G02(G03) X—Y—I—J—F--;G02(G03) X—Y—R—F--;G03 圆弧插补CCW(逆时针)G04 00 暂停G04 X_;或G04 P_;单位:秒G15 17 取消极坐标指令G15 取消极坐标方式G16 极坐标指令G1x; 极坐标指令的平面选择(G17,G18,G19)G16; 开始极坐标指令G9x G01 X_Y_ 极坐标指令:G90指定工件坐标系的零点为极坐标的原点G91指定当前位置作为极坐标的原点G17 02 XY平面G17选择XY平面;G18选择XZ平面;G19选择YZ平面。
G18 ZX平面G19 YZ平面G20 06 英制指令G21 公制指令G28 00 回归参考点G28 X-- Y-- Z--G29 由参考点回归G29 X-- Y-- Z--G40 07 刀具半径补偿取消G40G41 左半径补偿G42 右半径补偿G43 08 刀具长度补偿+G44 刀具长度补偿-G49 刀具长度补偿取消G49G50 11 比例缩放取消G50;缩放取消G51 比例缩放G51 X_Y_Z_P_;缩放开始X_Y_Z_:比例缩放中心坐标P_:比例缩放倍率G52 00 局部坐标系设定G54(G54~G59) G52 X_Y_Z_;设定局部坐标系G52 X0 Y0 Z0;取消局部坐标系G54 14 选择工作坐标系1 GXXG55 选择工作坐标系2G56 选择工作坐标系3G57 选择工作坐标系4G58 选择工作坐标系5G59 选择工作坐标系6G68 16 坐标回转Gn G68 α_ β_R_:坐标系开始旋转Gn :平面选择码α_ β_:回转中心的坐标值R_:回转角度最小输入增量单位:0.001deg有效数据范围:-360.000到360.000G69 坐标回转取消G69:坐标轴旋转取消指令G8Δ(G7Δ)标准固定循环G8Δ(G7Δ)X_Y_Z_R_Q_P_F_L_S_,S_,I_,J_;G8Δ(G7Δ)X_Y_Z_R_Q_P_F_L_S_,R_,I_,J_;G8Δ(G7Δ):孔加工模式X_Y_Z_:孔位置资料R_Q_P_F_:孔加工资料L_:重复次数S_:主轴旋转速度,S_,R_ :同期切换或是复位时的主轴旋转速度,I_:位置定位轴定位宽度,J_;钻孔轴定位宽度G73 09 步进循环G73 X-- Y-- Z-- Q-- R-- F— P-, I-, J-;P:暂停指定G74 反向攻牙G74 X-- Y-- Z-- R-- P—R(or S1,S2)--, I-, J-;P:暂停指定G76 精搪孔G76 X-- Y-- Z-- R-- I— J-- F--;G80 固定循环取消G80;固定循环取消G81 钻孔、铅孔G81 X-- Y-- Z-- R-- F—, I-, J-;G82 钻孔、计数式搪孔G82 X-- Y-- Z-- R-- F— P-, I -, J-;P:暂停指定G83 深孔钻循环G83 X-- Y-- Z-- R—Q-- F—, I-, J-;Q: 每次切削量的指定,通常以增量值来指定G84 攻牙循环G84 X-- Y-- Z-- R—F—P--R(or S1,S2)--, I-, J-;P: 暂停指定G85 搪孔G85 X-- Y-- Z-- R--F--, I-, J-;G86 搪孔G86 X-- Y-- Z-- R--F--P-;G87 反向搪孔G87 X-- Y-- Z-- R-- I-J-F--;G88 搪孔G88 X-- Y-- Z-- R--F—P--;G89 搪孔G89 X-- Y-- Z-- R--F—P--;G90 03 绝对值指定GXXG91 增量值指定G92 00 主轴钳制速度设定G92 Ss Qq ;Ss:最高钳制转速Qq:最低钳制转速G98 10 起始点基准复位GXXG99 R点基准复位2)三菱系统数控车床代码分组意义格式G00 01 快速进给、定位 G00 X-- Z--G01 直线插补 G01 X-- Z--G02 圆弧插补CW(顺时针)G03 圆弧插补CCW(逆时针)G04 00 暂停 G04 X/U_;或G04 P_;单位:秒G20 06 英制指令G21 公制指令G28 0 回归参考点 G28 X-- Z--G29 由参考点回归 G29 X-- Z--G33 01 螺纹切削(等螺距)G33 Z/W…X/U…F… Q… (普通螺纹切削指令)F 为长轴方向螺距,Q螺纹开始的偏移角度,0.001~360.000°。
PLC原理及应用(三菱机型)PLC参考资料 第一讲 第1.章 可编程控制器元件及基本指令系统

第1章概述教学目的:1、了解可编程控制器的历史和发展特点2、了解可编程控制器的应用(观看有关现代自动化生产场景的录象并讲解)3、掌握可编程控制器的结构和工作原理教学重点:可编程控制器在现代自动化生产上的应用教学难点:编程控制器的结构和工作原理参考课时:讲课2课时、录象2课时第1章概述可编程控制器(Programmable Logic Controler ),简称PLC。
它是20世纪70年代以来,在集成电路、计算机技术基础上发展起来的一种新型工业控制设备。
由于它具有功能强、可靠性高、配置灵活、使用方便以及体积小、重量轻等优点,国外已广泛应用于自动化控制的各个领域,并已成为实现工业生产自动化的支柱产品。
近年来,国内在PLC技术与产品开发应用方面发展很快,除有许多从国外引进的设备、自动化生产线外,国产的机床设备已越来越快地采用PLC控制系统取代传统的继电–接触器控制系统。
国产的小型化PLC性能也基本达到国外同类产品的技术指标。
因此,作为一名电气工程技术人员,必须掌握PLC及其控制系统的基本原理与应用技术,以适应当前电气技术的发展需要。
本章主要介绍可编程控制器的历史和发展、特点与应用、结构与工作原理。
掌握PLC 的入门知识。
一.可编程控制器的历史和发展1、可编程控制器的历史2、可编程控制器的发展方向随着应用领域日益扩大,PLC技术及其产品仍在继续发展,其结构不断改进,功能日益增强,性能价格比越来越高。
1)PLC在功能和技术指标方面的发展主要是以下方面:(1)向高速、大容量方向发展随着复杂系统控制要求越来越高和微处理器与微型计算机技术的发展,可编程控制器的信息处理与响应速度要求更高,用户存储容量也越来越大,例如有的PLC产品扫描速度达0.1μs/步,用户程序存储容量最大达几十兆字节。
(2)加强连网和通信能力PLC网络控制是当前控制系统和PLC技术发展的潮流。
PLC与PLC之间的连网通信、PLC与上位计算机的连网通信已得到广泛应用。
三菱PLC控制的机械手系统设计

三菱PLC控制的机械手系统设计摘要本文介绍了一种基于三菱PLC控制的机械手系统设计。
机械手系统由六个自由度的机械臂、闭环控制系统、PLC及其外围设备等组成。
通过结合电控系统中的伺服系统和机械手控制算法,达成实时精确位置控制和增量式速度控制。
系统具备良好的鲁棒性和可扩展性,在工业自动化控制领域有着广阔的应用前景。
关键词:机械手系统;三菱PLC;六自由度;闭环控制;伺服系统;控制算法;精确位置控制;增量式速度控制。
正文1. 引言近年来,随着工业自动化技术的飞速发展,机械手系统在生产制造中的应用越来越广泛。
机械手系统能够取代人力完成单调重复的工作,提高生产效率与产品质量,降低生产成本。
机械手系统的关键技术包括机械结构设计、电气控制系统和机械手控制算法等。
其中,电气控制系统是机械手系统的核心,它利用传感器感知位置、力度和速度等物理量信息,将其转化为机械手执行器的控制信号,实现机械手系统的精确控制。
本文基于三菱PLC控制器,设计一套六自由度的机械手系统,并实现精确位置控制和增量式速度控制。
PLC控制器是一种可编程的工业控制器,具有高可靠性、良好的扩展性和灵活性等特点,广泛应用于工业自动化、仪器仪表和通讯网络等领域。
本文主要介绍机械手系统的控制算法和闭环控制系统的设计。
2. 系统框架机械手系统由六个自由度的机械臂、闭环控制系统、PLC及其外围设备等组成,系统框架如图1所示。
(插图:系统框架图)机械臂由六个关节连接而成,每个关节由一个伺服电机驱动,实现精确位置控制。
闭环控制系统包括传感器、控制板、伺服放大器和机械手控制算法等,其中控制板和伺服放大器通过数字信号控制机械臂的运动。
PLC控制器作为整个系统的核心,负责机械手系统的总体控制和调度,实现机械臂运动的协调控制。
3. 闭环控制系统机械手系统的闭环控制系统是实现精确位置和速度控制的关键。
传感器负责感知机械臂位置信息和控制板的反馈信号,将其转化为控制算法所需的参量信号,协助算法实现伺服系统的准确控制。
三菱机器人简单指令用法介绍
三菱机器人简单指令用法介绍
一、三菱机器人Dly等待指令的使用方式
1.Dly单独使用时为等待时间,单位为秒
如:等待3s为:Dly 3
2.当Dly搭配输出信号使用时,则为信号输出多少秒后复位,单位为秒
如:M_out(8)=1 Dly 1
意思为:输出信号8,1秒后复位输出信号8,不会影响程序执行,程序不会再这里等待1s
二、位移指令加偏移用法
1.直接再目标点后加数值,灰默认为高度即Z方向的偏移值
如:mov pend ,3
意思为:移动到目标点pend上方3mm处
2.如何再X、Y、Z、角度上作偏移
三菱机器人的附加偏移距离格式为:
Mov Pend +(+X,+Y,+Z,+Rx,+Ry,+Rz)
Rx、Ry、Rz分别为X\Y\Z方向的旋转角度,即欧拉角,单位为度
再不需要用到Rx、Ry、Rz时可以省略写成:
Mov Pend +(+X,+Y,+Z)。
工业机械手臂控制系统三菱PLC09
摘要:机械手臂是目前在机械人技术领域中得到最广泛实际应用的自动化机械装置,在工业制造、医学治疗、娱乐服务、军事以及太空探索等领域都能见到它的身影。
尽管它们的形态各有不同,但它们都有一个共同的特点,就是能够接受指令,精确地定位到三维(或二维)空间上的某一点进行作业。
机械手臂根据结构形式的不同分为多关节机械手臂,直角坐标系机械手臂,球坐标系机械手臂,极坐标机械手臂,柱坐标机械手臂等。
常见的六自由度机械手臂。
他有X移动,Y移动,Z移动,X转动,Y转动,Z转动六个自由度组成。
水平多关节机械手臂一般有三个主自由度,Z1转动,Z2转动,Z移动。
通过在执行终端加装X转动,Y转动可以到达空间内的任何坐标点。
直角坐标系机械手臂有三个主自由度。
X移动,Y移动,Z移动组成,通过在执行终端加装X转动,Y转动,Z转动可以到达空间内的任何坐标点。
本文通过对物料搬运机械手装置结构与功能的介绍,提出了一种电气伺服和气动伺服相结合的混合驱动机械手结构类型,重点分析了基于PLC的机械手控制系统组成,以及运用三项步进电动机的自动手动控制,并详细论述了以PLC为核心对步进电机和伺服气缸进行综合控制的软、硬件实现方法。
关键词:PLC控制系统、机械手、气动系统、步进电动机、自动手动控制等。
目录1 引言 (2)2 机械手机械结构 (2)2.1传动机构 (2)2.2 机械手夹持器和机座的结构 (4)2.3 机械手PLC选择及参数 (5)2.4 机械手电机的选用 (7)2.5 变频器的选择 (9)3 机械手PLC控制系统设计 (13)3.1 机械手的工艺过程 (13)3.2 PLC控制系统 (15)4 总结 (22)5 致谢 (23)6 参考文献 (23)1 引言在现代工业中,生产过程的机械化、自动化已成为突出的主题。
随着工业现代化的进一步发展,自动化已经成为现代企业中的重要支柱,无人车间、无人生产流水线等等,已经随处可见。
同时,现代生产中,存在着各种各样的生产环境,如高温、放射性、有毒气体、有害气体场合以及水下作业等,这些恶劣的生产环境不利于人工进行操作。
T-01-O-M-三菱机器人编程概要
说明:等待M_In(10)信号为1,执行下一语句。
子程序
Gosub指令
执行顺序:主程序14步》副程序50步》副程序57步》主程序15步
分支命令
Goto无条件跳转指令
说明:goto无条件跳转至星号*开头的标签处。如果从if语句跳出,可能会导致无法endif而报错。
If语句
说明:IF条件成立,执行then部分,不成立,执行else部分。
end命令
End指令
说明:定义主程序,与后面子程序内容界限区分。
三、共享内存(SQ)
3.1地址分配
说明:注意输出地址U3E0打头;输入地址U3En(n为1、2、3)打头,Plc地址为16位,机器人地址为1位,即机器人输入地址10000对应PLC输出地址为U3E0\G10000.0,机器人输入地址10015对应PLC输出地址为U3E0\G10000.A。
三菱工业机器人培训——机器人编程
一、MELFA-BASIC V说明
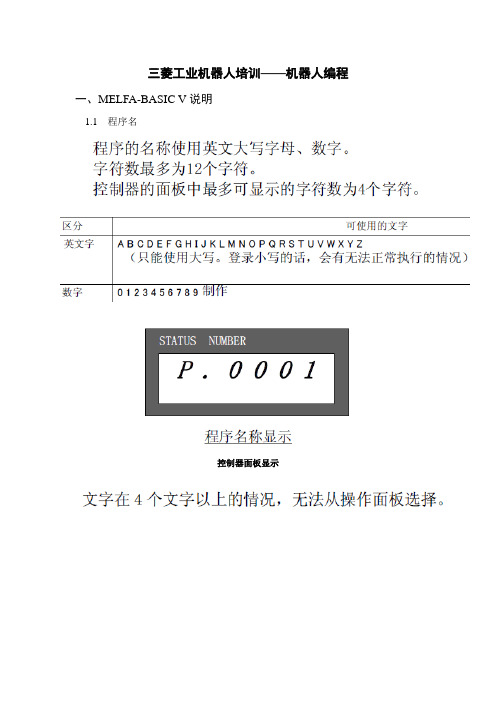
1.1程序名
控制器面板显示
1.2指令构成
常用指令表
1.3数据类型
1)常量
数值常量
字符常量
位置常量
角度常量
变量
数值变量
数值类型
数值范围
位置变量
关节变量
输入输出变量
2.1)外部变量
二、指令说明
2.1主要指令一览
动作控制指令
程序控制指令
运算指令
3.2内存使用
1)机器人中编程
1号机器人与PLC内存作对应分配(随机分配)
共享内存机器人间通讯使用:
2号机器人程序
1号机器人程序
通讯变量的初始化
2)PLC中编程
PLC中输出输入赋值通讯
2.10 人机界面指令_PLC职业技能培训及视频精讲——三菱FX 系列_[共10页]
![2.10 人机界面指令_PLC职业技能培训及视频精讲——三菱FX 系列_[共10页]](https://img.taocdn.com/s3/m/3b02e2b5caaedd3382c4d359.png)
第2章 PLC 快速提高2352.10 人机界面指令人机界面指令包括以下6种: ① TKY 数字键输入指令; ② HKY16键输入指令; ③ DSW 数字式开关指令; ④ ARWS 方向开关指令; ⑤ SEGD 七段码译码指令; ⑥SEGL 七段码按时分显示。
1.TKY数字键输入指令 TKY 指令样式如图2.10.1所示。
图2.10.1 TKY 指令样式这是一条使用10个键往目标1输入一个数值的指令,当16位使用时输入数值的范围是0~9 999,当32位使用时输入数值的范围是0~99 999 999。
该指令在编程时只能使用一次。
使用TKY 指令外部开关接线例子如图2.10.2所示。
图2.10.2 TKY 指令外部开关接线使用TKY 指令例子中源和目标占用软元件如表2.10.1所示。
比如要求向D10输入2 395的数值,接通M100,按顺序接通X2→X3→X11→X5即可。
如果连续按顺序接通X2→X3→X11→X5→X4→X3→X10→X6,那么D10的数值是4 386,先输入的数值溢出了,只有最后4个按键的数值有效。
如果是32位用法,只有最后8个按键PLC 职业技能培训及视频精讲——三菱FX 系列236的数值有效。
如果使用TKY 指令时有多个输入按键接通,最先接通的一个有效。
表2.10.1 软元件占用表2.HKY 16键输入指令HKY 指令样式如图2.10.3所示。
图2.10.3 HKY 指令样式这是一条使用扩展的16个键往目标2输入一个数值和往目标3输入互锁置位的指令,当16位使用时输入数值的范围是0~9 999,当32位使用时输入数值的范围是0~99 999 999。
该指令在编程时只能使用一次。
HKY 指令是按照Y10、Y11、Y12、Y13循环接通扫描检测X10、X11、X12、X13的方式扩展16个外接键,在16个键中,有10个键是数值输入键0~9,有6个是互锁输入功能键,如图2.10.4所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
*LM1_345,*L67,*L67 11
‘M1为1~7以外(0或8~)的时候,移动到此行
100 *ABC1
101
102
':
‘记述M1=1时候的处理
2.机器人的动作控制
2.机器人的动作控制
2.机器人的动作控制
❖ 高精度控制:提高机器人的动作轨迹(多关节6 轴机器人RV-SQ/SD系列)
2.机器人的动作控制
❖Mva (Move Arch)
从现在位置以弧形运动动作(弧形插补)移动到目的位置。 MVa <移动目的位置>[,<弧形号码>] 【用语】 <移动目的位置>插补动作最终位置。以位置型变量和常数或关节变量记述。 <弧形号码> Def Arch(1~4)。省略时为1。
3. Pallet运算
❖ 将工件规则正确的排列(Palletize)作业及取出作业 (Depalletize)情况下,Pallet功能变为基准,只示教工件的 位置,可用运算求得剩余的位置
3. Pallet运算
3. Pallet运算
工业机器人实训室建设资料
三菱工业机器人概述
报告人:孟庆波 资料整理: 时间:2013年7月15日
www.themቤተ መጻሕፍቲ ባይዱ
主要内容
1 MELFA-BASIC V的概述 2 机器人的动作控制 3 Pallet运算 4 机器人程序控制 5 外部信号的输入 6 机器人与外部机器之间的通信 7 附随句及运算
‘条件成立的话,跳转到步号39。 ‘条件成立的话,跳转到步号39。
4. 机器人程序控制
❖ Select Case
遵照条件式的值,执行复数的叙述区块的其中一个。
Select <条件> Case □<式> [<处理>] Break Case□<式> [<处理>] Break : Default [<处理>] Break
4. 机器人程序控制 ❖ GOTO:无条件的分支到程序内指定的level 【例子】 10 GoTo *LBL '分支到level *LBL。 100 *LBL 101 MovP1
4. 机器人程序控制
❖ On…Go To
110 111 112 113
‘M1=2的时候 *LJMP
‘记述M1=2时候的处理 ':
170 171 172 200 201
*L67 ‘记述M1=6或M1=7时候的处理 ':
*LM1_345 '记述M1=3、M1=4、M1=5时候的处理
4. 机器人程序控制
1 MELFA-BASIC V概述 ❖1.7 运算
2.机器人的动作控制
❖ 关节插补动作:以各个关节轴为单位插补移动到 指定的位置
2.机器人的动作控制
2.机器人的动作控制
❖ 直线插补动作:将抓手尖端以直线插补移动到指 定的位置
4 NextM1
‘返回到步号2。
②将2个数值的相乘结果设定在2次元排列变量的程序
1 DimMBOX(10,10)
‘确保10×10的排列领域。
2 ForM1=1 To 10 单步 1
‘ 使数值变量M1,从1开始以计数每次增加+1到10为止。
3 ForM2=1To10 单步 1
‘使数值变量M2,从1开始以计数每次增加+1到10为止。
7 设为20。
‘ Mva命指令动作时的上升、下降时的速度比例
8 Mva P3,1
2.机器人的动作控制
2.机器人的动作控制
2.机器人的动作控制
❖ 往目的位置的到达确认:以脉冲数指定决定位置 完成条件(连续动作时,本指定为无效)
4. 机器人程序控制
③在Then或 Else里,并且记述fI…Then…Else…EndIf的联结情 况下
30 If M1>10 Then
31
If M2>20 Then
32
M1=10
33
M2=10
34
Else
35
M1=0
36
M2=0
37
EndIf
38 Else
End□ Select
4. 机器人程序控制
❖ 【例子】
1 Select MCNT
2 M1=10
‘此行不会被执行。
3 Case Is<=10 ‘MCNT <=10
4 Mov P1
5 Break
6 Case 11
'MCNT=11 OR MCNT =12
7 Case 12
1 MELFA-BASIC V概述 1.1机器人的动作控制
1 MELFA-BASIC V概述 ❖1.2 程序控制
1 MELFA-BASIC V概述
1.3 Pallet 运算
❖Def Plt、Plt 1.4 通信
❖ If…Then…Else…End If
If <式> Then <处理> [Else<处理>]
If <式> Then <处理> <处理> Break ・
[Else] <处理> <处理> Break ・
EndIf
4. 机器人程序控制
【例子】①将If…Then…Else…以1行记述的时候
【例文】
1 Accel 50,100
‘ 指定重负载(标准加减速时间为0.2秒的情况下, 加速时
‘间会变成0.4秒、减速时间会变成0.2秒)
2 Mov P1
3 Accel 100,100 ‘指定标准负载
4 Mov P2
5 Def Arch1,10,10,25,25,1,0,0
6 Accel 100,100,20,20,20,20
10 If M1>10 Then *L100‘ M1比10大的情况下,跳转到标准100 11 If M1>10 Then GoTo *L20 Else GoTo *L30
‘M1比10大的情况下,跳转,到标准L20、 ‘10以下的情况下,跳转到标准L30 Then、Else后面 ’的GoTo可以省略。 ②使用If…Then…Else…EndIf的联结构造时 10 If M1>10 Then 11 M1=10 12 Mov P1 13 Else 14 M1=-10 15 Mov P2 16 EndIf
3. Pallet运算
3. Pallet运算
4. Pallet运算
4. 机器人程序控制
❖ 分支、插入、定时器、子程序呼叫、停止等 ❖ (1)无条件分支、条件分支、待机
4
MBOX(M1,M2)=M1*M2 ‘在排列变量MBOX(M1,M2)里代入M1*M2的值。
2.机器人的动作控制
❖ 【例子】
1 Def Arch 1,5,5,20,20
‘定义弧形形状
2 Ovrd 100,20,20
‘指定速度比例
3 Accel 100,100,50,50,50,50‘设定加减速比例
4 Mov P0
‘往弧形运动动作的开始位置移动。
5 Mva P1,1 作。
2.机器人的动作控制
2.机器人的动作控制
❖ 抓手TOOL控制:指定抓手的开闭及TOOL的形 状
2.机器人的动作控制
2.机器人的动作控制
2.机器人的动作控制
2.机器人的动作控制
❖ 圆弧插补动作:以三次元圆弧插补,在3点指定 的圆弧上移动
2.机器人的动作控制
2.机器人的动作控制
8 MovP2
9 Break
10 Case 13 To 18 '13<=MCNT<=18
11 MovP4
12 Break
13 Default
‘上记以外
14 M_Out(10)=1
15 Break
16 End Select
4. 机器人程序控制
5 Cnt 1,100,200 ‘指定在开始侧100mm、结束侧200mm连续动作
6 Mvs P3
‘用指定距离在插补的前后连续动作
7 Cnt 1,300
‘ 指定在开始侧300mm、
‘结束侧300mm做连续动作
8 Mov P4
‘在开始侧以300mm连续动作
9 Cnt 0
‘将Cnt(连续动作)设定为无效
39
M1=-10
40
M2=-10
41 EndIf
4. 机器人程序控制
④在Then或 Else中,使用BreaK跳到fIdnE的下一行
30 If M1>10 Then 31 If M2>20 Then Break 32 M1=10 33 M2=10 34 Else 35 M1=-10 36 If M2>20 Then Break 37 M2=-10 38 EndIf 39 If M_BrkCq=1 Then Hlt 40 MovP1
‘以步号1已定义的形状执行弧形运动动
6 Mva P2,2
'以参数的初始值动作。
2.机器人的动作控制
❖ 连续动作:每个动作位置不停止,连续移动多个 动作位置
2.机器人的动作控制
2.机器人的动作控制
2.机器人的动作控制
【例文】指定轨迹变换时的最大接近距离的情况
1 Cnt 0
‘ 将Cnt (连续动作)设定为无效
2 Mvs P1