【梳棉机锡林与活动盖板间隔距的探讨】梳棉机盖板
梳棉机盖板工艺的讨论
梳棉机盖板工艺的讨论梳棉机上盖板的作用最全面,作用原理最复杂。
它不仅有梳理作用,还有除杂、混和与均匀作用;它不仅关系到产品质量,还与产量、用棉量等直接相关;因其分梳、转移充塞原理极复杂,故多年来对盖板部分的改进最少。
锡林部分尚有金属针布的重大突破,而在盖板针布上却未能推广应用。
因此,对盖板部分的有关工艺因素值得深入探讨。
1 对回转盖板的工艺探讨1.1 盖板针上纤维受力与针间纤维层的关系研究盖板针上纤维受力与纤维层的关系是研究盖板根数、速度与回转方向等问题的理论基础。
盖板针上纤维受力不同于锡林的根本之处是:(1)盖板速度很慢,不存在离心力;(2)盖板齿深一般在4.8mm 左右(下膝高3.5 mm),远较锡林齿深(0.6mm)大7倍之多。
因此,决定了盖板针间拥有纤维层,纤维层由少到多,是随着盖板的向前运行逐渐增多的,更确切地说,是随着盖板参与梳理时间(Tw)的延长而增多的。
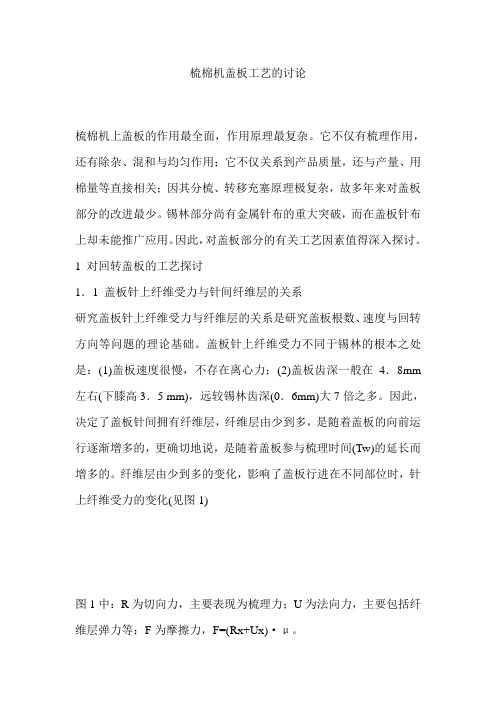
纤维层由少到多的变化,影响了盖板行进在不同部位时,针上纤维受力的变化(见图1)图1中:R为切向力,主要表现为梳理力;U为法向力,主要包括纤维层弹力等;F为摩擦力,F=(Rx+Ux)·μ。
当盖板正转时,在靠近盖板人口部位处,针间纤维层很少,故U力小;而此处进入工作区的棉束较大,梳理力只大。
故主要表现为Ry ≥Uy+F(或Uy≤Ry-F),因此,在实现梳理的同时,纤维向盖板针内充塞,纤维层逐渐增多。
随着梳理时间的延长,纤维层逐渐增多,U力增大而R力随着棉束的减小(或少)而减小,故而针上纤维受力逐渐由向针内为主变为时而向(针)内Uy≤Ry-F(当棉束较大、厚时),时而向(针)外Uy≥Ry+F(当针面棉层薄时);或瞬间形成既不向内也不向外,即Ry+F≥Ry-F,出现纤维被握在针上的情况。
所以,纤维在此受到充分的、上下反复的多次梳理,保证了分梳作用的完善,从而起到了良好的均匀、混和作用。
国内外试验证实:锡林每一转带人盖板工作区的纤维只有14%被锡林一次带出,而其余86%的纤维则大部分进入盖板针内(即Uy≤Ry-F);而锡林一转带出的其余86%的纤维,则大部分是由盖板针内向外(即Uy≥Ry+F)送出的,其送出的纤维多来自锡林此前100余转中进入盖板针内的纤维。
梳棉机参数
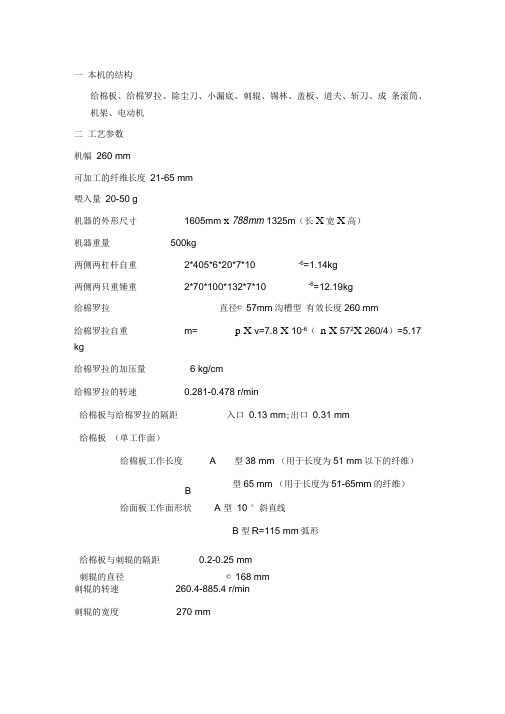
一本机的结构给棉板、给棉罗拉、除尘刀、小漏底、刺辊、锡林、盖板、道夫、斩刀、成条滚筒、机架、电动机二工艺参数机幅260 mm可加工的纤维长度21-65 mm喂入量20-50 g机器的外形尺寸1605mm x 788mm 1325m(长X宽X高)机器重量500kg两侧两杠杆自重2*405*6*20*7*10 -6=1.14kg两侧两只重锤重2*70*100*132*7*10 -6=12.19kg给棉罗拉直径© 57mm沟槽型有效长度260 mm给棉罗拉自重m= p X v=7.8 X 10-6(n X 572X 260/4)=5.17 kg给棉罗拉的加压量 6 kg/cm给棉罗拉的转速0.281-0.478 r/min给棉板与给棉罗拉的隔距入口0.13 mm;出口0.31 mm给棉板(单工作面)给棉板工作长度 A 型38 mm (用于长度为51 mm以下的纤维)型65 mm (用于长度为51-65mm的纤维)B给面板工作面形状 A 型10 °斜直线B型R=115 mm弧形给棉板与刺辊的隔距0.2-0.25 mm刺辊的直径© 168 mm刺辊的转速260.4-885.4 r/min刺辊的宽度270 mm刺辊的有效宽度 260 mm刺辊的锯条AT5615*05611 15。
有利于锯齿刺入棉须分梳,对杂质的抛落没有影响,也根据纤维的长度而选 择的;h 为5.6保证了纤维向锡林很好的转移刺辊与除尘刀的隔距 0.38 mm刺辊与小漏底的隔距 入口 8-10 mm ;出口 0.8 mm 除尘刀的调节高度 ± 4 mm除尘刀的调节角度 75 ° -100 °小漏底规格 弦长125 mm 入口角45°、网眼尘棒组合式刺辊与锡林的隔距 0.12-0.20 mm锡林的直径 © 350 mm锡林的转速 500r/mi n-850 r/mi n 锡林宽度 270 mm锡林的有效宽度 260 mm 锡林针布 AC2820*01365锡林与大漏底 入口 3 mm ;出口 0.56-0.66 mm锡林与道夫0.10-0.15 mm 道夫的转速 10.2-17.36 r/min 道夫的宽度 270 mm 道夫的有效宽度260 mm 道夫针布AD3830*01890锡林刺辊道夫的边条盖板针布MCB38(普通型)盖板根数14 个盖板工作面宽度22 mm 铁条宽33.3 mm盖板总角度156 °锡林与盖板的隔距前四快0.23 mm 中间六块0.20 mm 后四块0.18mm道夫与斩刀的隔距0.18-0.38 mm斩刀摆动次数750-1275 次/min斩刀片长度260 mm卷条筒的转速7.73-13.15 r/min卷条筒的直径© 242 mm卷条筒的工作长度260 mm输送带的转速0.24-0.41 r/min罩板厚度4-6 mm压辊与卷条筒隔距0.05-0.25mm压辊的自重0.02 kg压辊的工作长度260 mm给棉罗拉与输送带之间的牵伸1.03 卷条筒与道夫之间的牵伸1.09 总的牵伸倍数68.7-198.7锡林与刺辊的速比 1.2-6.8道夫与锡林的速比0.00576-0.010卷条筒与道夫的速比 1.09道夫与给棉罗拉的速比119.3锡林与斩刀的速比 1.5三传动方式四电动机、减速器的选择三相异步道夫的电机上还要接有减速器。
梳棉机锡林与活动盖板间隔距的探讨

7 析了 丁 不同 “ 距工 配置 的 隔 艺 ” 特点, 锡 活 盖板 口 距 小 根 指出 林与 动 的出 隔 的 应 堡沛
辑
距
梳棉 机锡 林与 活动盖板 梳理 区是梳 棉机 最有效 的梳 理 区域 , 因而 在研 究 、 定梳 棉机 隔 距时 , 设 应把 锡 林 与活动 盖 板 间隔距 的选择放在 重要 的位 置。 文对不同时期不 同类型 本
锡林速度 ( r n r i) / a
30 6
35 35 3 6
O 0 0 0 O
8 8 5 5 8
论了影响 梳棉机锡 林 与活动盖板 间隔距的 因素 , 指出锡林 与
活动盖板 间实际运行 隔距有进 一步减 小的趋 势 , 林与活 动 锡
0 l ~ 0. 9 27 O. 5 ~ 0 2O I 0. 5 ~ O. 1 22
粕 点 点 帅 朗 点
(~ ~ 一 ~ 18 年 ) 9 7
Al6 8C
I ~ 28 5 一
(0 4 ) 20 年
F 0 A A2 3
80
0 O O 0 O
3 2 2 2 2 l 5 3 3 3
产 最 (gh) k/
的梳棉 机锡林 与活动盖 板间隔距 的变化进 行了对 比研究 , 讨
机 型
表 1 不 同时期锡林 与活动盖板间隔距的变化情况
棉纺手册第一版 棉纺手 册第 二版 棉纺手册第三 版 3 3 3 3 3
{9 6 ) 17年 Al 6 8 2 5— 3 0
0 O 0 O O
F e c a’ce it sofd fe’n g_l e c n iu a h ” we e a ayz d I hI pa e l wl g (t h h l trs i if l t”  ̄ g o fg r tm a e e l t r n l e n t S p rd- l )i a l t t e c c son t a he c i g t e b t e n t e c i d ra d nov b e fa h l b t lnie h on hii h tt x t al ew e h yl e n l a l lts a l e dee‘ n d g n l a c d n O te 1IV IC1 l c in o 1 ' bl a . h n t em o a e f t1 t tsc o k s . h c or i yt h O C1 I di to f1 0+ ef t W e h v bl a . ae I c wie t e f / t ‘ e 1 , a i l o e i 2 t alb Ig t a g l、 l l h a g h I b i i lw h n 1 aig a tco k s . x t a l C l e i h l lr e‘ 、1 e t e g u e s a l e snal ’ e . tn n ilc wie A c y i e ot i 1 ld 7 t e hnq es a I e a o t e a) ' 一 ai lc iu h l b d td 1 t ̄ ie te g u eb t e h a‘ c ln e’ n h ee e n i d
梳棉机锡林齿深对盖板花中棉结的影响

【梳棉机研究】DOI:10.14168/j.issn.1673-4939.2018.01.01梳棉机锡林齿深对盖板花中棉结的影响曹继鹏1,2,邵英海1,2,张明光1,2(1.辽东学院服装与纺织学院,辽宁丹东118003;2.辽宁省功能纺织材料重点实验室,辽宁丹东118003)摘要:为更好地发挥梳棉机的锡林针布在不同工艺条件下对纤维的梳理作用,提高梳理效果和生条质量,采用两种齿深的锡林针布,在两种梳棉机产量条件下进行对比试验,将盖板花进行收集,采用Primier aQura测试仪进行检测。
试验结果显示,锡林齿深对盖板花质量是有影响的。
浅齿比深齿更加有利于棉结的去除,尤其是纤维棉结的去除,对带籽屑棉结的去除浅齿和深齿相差不大;对于盖板花中棉结的平均尺寸而言,纤维棉结、带籽屑棉结和棉结总数的平均尺寸表现出相同的规律,均以0.3mm齿深的锡林针布条件下的盖板花质量为好,排除的棉结尺寸较大。
关键词:锡林;齿深;盖板花;棉结中图分类号:TS103.22文献标志码:A文章编号:1673-4939(2018)01-0001-03梳棉机是纺纱工序中的关键设备,对成纱质量有着至关重要的影响。
锡林作为其核心部件,与盖板共同形成梳棉机的主分梳区,完成对原料的分梳与除杂等作用。
无数试验表明,锡林针齿规格参数对梳理质量产生重要的影响,而且要根据原料的不同。
加工工艺条件的不同选择不同的锡林针布和附加分梳件,以便获得最佳的梳理质量[1-3]。
德国邓肯道夫纺织工艺研究所在研究精细粗梳工艺时采用了两种高产针布,其特征是针布针齿齿深为0.5mm,两种针布之一的针尖平坦的顶面向后延伸,因而使针齿间空间容积减少,开松效果进一步增强[4]。
纺纱结果显示,对纱线棉结和粗节去除效果较佳,其中粗节数下降50%,棉结数下降30%。
格拉夫针布公司推出的驼峰形锡林针布齿条,该针布从原理上看也是为了使纤维尽可能集中在针齿的顶端,因而可以使纤维得到更为有效的梳理。
梳棉机后上罩板隔距对生条结杂桑短绒的影响分析

长度 2 . mm; 维 数量 平 均 长度 为 2 . mm, 量 97 纤 19 数
短 绒率 ( 1 . mm) 9 9 , 长 5 0 纤 维 数 量 < 27 1. 最 . 2 生条 性 能测试
加 权平均 长度 3 . mm, 长 2 5 纤 维数 量加 权平 35 最 .
均 长度 3 . mm; 结直 径 7 5 m, 结 2 5粒 / , 50 棉 1 ̄ 棉 6 g
光洁 的生 条 , 这些 生条 分 别 做 了 电子棉 结 杂 质 试 对 验、 绒( 短 根数 占比和 重 量 占比) 验 以及 整 体 落棉 试 试 验 等 。试 验仪 器 主要是 AF S测 试仪 , I 电子称等 。
3 测试 结 果与 分析
3 1 测 试 结 果 .
1 3 梳棉 上机参 数 选择 . 试 验 所用 棉 卷 均 为 同 一系 列 清棉 机 所 加 工 , 试
生产技术
2 1 年 纪代 织校 禾第 3 01 、 期
梳 棉 机 后 上 罩 板 隔 距 对 生 条 结 桑 短 绒 的 影 晌 分 析
何 方
( 城纺织职业技术学 院 , 苏盐城 盐 江 摘 240) 20 5
要 : 了解 梳 棉 机 后 上 罩 板 与 锡 林 间 的 隔距 对 生 条 结 杂 、 绒 的 影 响 , 一 定 的 工 艺 设 备 条 件 下 , 为 短 在 纺
0 7 O . 6 0 8 9 . 8 7 0 69 6 7 6 O
5 6
1 0 9 9 8
7
2 . 5 6 2 . 5 2 2 . 4 7 2 . 3 5
2 4 2
4 8 . 7 5 2 . 9 5 7 . 3 6 1 . 2
梳棉机采用柔性梳理工艺提高成纱质量
2 0 1 3年 l 2月
ห้องสมุดไป่ตู้
辽 东学 院 学报 (自然科 学版 ) J o u r n a l o f E a s t e r n L i a o n i n g U n i v e  ̄ i t y( N a t u r M S c i e n c e )
距 一般 为 0 . 2 0 mm、0 . 1 7 m m、0 . 1 7 m m、0 . 2 0 t n m 偏 紧掌握 ,当这 一部 分隔距 过小 时 ,对设 备 的状态 应 有更严 格 的要 求 。 2 . 2 . 4 重视 前 、后 盖板 的作 用 。后 固定 盖 板 主要 对 刺辊分 解后 的棉束 进行 预分梳 和改善 纤维 的伸直 平 行度 ,以利 于活 动盖板 分梳 区对 纤维 的梳 理 。锡 林 与后 固定盖板 隔距 调大 时影 响预分梳 效果 ,调小 时短绒增 长 过快 ,从 改善 纤维定 向度 和减少 短绒 角
收 稿 日期 :2 0 1 3—1 0—1 7
作者简介 :左丹 ( 1 9 6 7 一) ,男 ,高级 工程 师 ,研究方 向:梳理技 术。
・
2 38 ・
第 4期
左
丹 ,苗永祯 ,孙有健 : 梳棉机采用柔性梳理 工艺提 高成纱质量
梳棉是纺纱 工程 的 “ 心脏 ” ,梳 理 器 材 ( 针 布 ) 是梳棉 机 的 “ 心脏 ” 。在梳 理 过程 中 ,棉结 和 短绒 的关 系是一对 矛盾 。通 常梳理 隔距 小 、速 度高 的工 艺生 条棉 结 少 ,但 短绒 高 ;而在 牵伸 过 程 中 , 由于存在 短绒集 聚 ,则短绒 高 的生条成 纱粗节 、棉 结 高 。如何 在排 除纤 维 中有 害疵 点 的同时还要 保护 纤 维 ,减少 纤 维 的损 伤 .减 少短 绒 ,让 短绒 和棉结 处 在一个 质量 的平衡 点 ,是 选择 梳理工 艺参数 时要 十分 注意 的 问题 。 ’ .文 章 就此 问题 进行 了一 些试 验 探讨 ,试验 结果显 示成 纱质量 得到 了提 高 ,以下 就试 验结 果分 述如 下 。
梳棉机工艺隔距参考
梳棉机工艺隔距参考嘿,朋友们!今天咱们来聊聊梳棉机工艺隔距这个有点神秘又超重要的东西。
这梳棉机的工艺隔距啊,就像是梳棉机里的魔法距离,掌握不好就像是魔法师念错了咒语一样,会出大乱子的。
你想啊,这隔距要是太大了,就像两个人隔了一条大河在对话,棉纤维们就没办法好好交流、梳理了。
那些棉纤维就像一群调皮的小孩子,隔得老远,根本没法乖乖听话被梳理整齐,最后出来的棉花可能就像一团乱麻,毫无头绪,就像是一群无头苍蝇乱撞后的结果。
可要是这隔距太小了呢?那就像是把一群大胖子硬塞进一个小电梯里,挤得难受啊!棉纤维在里面也是被挤得苦不堪言,说不定还会被弄伤呢。
这时候的梳棉机可能就像一个脾气暴躁的小怪兽,发出奇怪的声音,而且工作效率极低,就像一只蜗牛在爬,还可能随时出故障。
一般来说呢,给锡林和盖板之间设置隔距就像在两个好朋友之间找一个最合适的社交距离。
不能太近让彼此有压迫感,也不能太远变得生疏。
这个隔距就像是一种微妙的平衡,就像走钢丝一样,得小心翼翼地去调整。
而道夫和锡林之间的隔距又不一样了,这就好比是接力赛中的交接棒环节。
如果隔距不对,就像交接棒的时候接歪了,那整个比赛就乱套了。
棉纤维从锡林传递到道夫就不会那么顺畅,就像接力棒在空中转了好几个圈才到下一个人手里。
有时候啊,调整梳棉机工艺隔距就像在给一个超级挑剔的食客做菜。
盐多一点不行,少一点也不行。
这隔距哪怕偏差一点点,梳棉机出来的棉花质量可能就从“山珍海味”变成了“难以下咽的食物”。
还有啊,这工艺隔距的调整不是一次性就能搞定的,就像你要把一个调皮捣蛋的孩子教育成乖孩子,得反复尝试、不断摸索。
今天调整一下,看看效果,就像给孩子一点小惩罚或者小奖励,看看他的反应。
我们把梳棉机想象成一个超级大的乐队,那工艺隔距就是每个乐手之间的配合距离。
如果隔距不对,就像乐手们都不在一个节奏上,弹奏出来的音乐就不是美妙的交响乐,而是一阵嘈杂的乱响。
在梳棉机的世界里,工艺隔距就是那个决定成败的关键因素。
如何确定梳棉机各部位隔距?盖板针面梳棉机刺辊隔距

如何确定梳棉机各部位隔距?盖板针面梳棉机刺辊隔距随着梳棉机生产技术不断发展,梳棉机各部隔距的工艺设计合理与否,对产品质量影响很大,特别是分梳、转移方面的隔距设计尤为重要。
那么,如何确定梳棉机各部位的隔距呢?1.给棉罗拉给棉板在空转时两者不接触,以免损伤机件,喂入筵棉后罗拉被抬起,其尺寸可以根据机器的设计尺寸和筵棉厚度测算,隔距宜进口大、出口小。
对于不同型号的机器,可依据此规定各自的进出口隔距。
2.给棉板刺辊刺辊对棉层的梳理作用随着隔距的减少而加剧,上下层间的作用差异亦减少,但可能引起纤维的显著损伤。
遇到下列情况必须采用较大的隔距:喂入棉层厚、定量重、纤维长度长、纤维的强力和成熟度差。
清梳联喂棉,棉层较蓬松且定量较大,隔距也应比棉卷喂入时加大。
纺中长化纤时隔距可比棉型化纤略大。
3.刺辊除尘刀除尘刀可打落刺辊携带的细小杂质,隔距太小,如果除尘刀的刚性不足,遇到厚棉卷喂入时,反而使除尘刀震动而碰到刺辊,甚至除尘刀引发事故,因此隔距不宜太小。
纺化纤时宜用偏大的隔距。
4.刺辊小漏底进口隔距大,刺辊附面层气流较多地进入小漏底,落棉率少,落棉含杂率高,但细小杂质和棉结、短绒的落量较少。
处理含杂较高的棉卷时,进口隔距改小,可减少细小杂质的回收,生条棉结杂质相应减少。
第四点及出口隔距大,排除短绒多较;第四点隔距如大于出口隔距,漏底网眼容易堵塞;第四点大小漏底结合处不平整、小漏底下陷,容易造成积花,增加纱疵和条干不匀。
如果刺辊采用低压罩,且吸风量较大时,超过刺辊带动的气流量时,则刺辊表面气流减弱,上述漏底隔距的影响不明显,小漏底入口可以采用较小的隔距。
5.刺辊锡林在针面平整度较好和运转平稳的条件小,隔距紧些有利于纤维自刺辊向锡林转移。
6.锡林回转盖板这是纤维梳理的关键区域,宜偏小掌握且左右一致。
校正顺序是由后向前、有右侧到左侧反复校正,掌握先松后紧的原则。
新针布上车每点隔据应偏大0.025mm,校正完成后要把锡林转动180°复试,以免有高点出现接针问题。
梳棉机维修质量检查标准

96
工艺检测项目
1
大小漏底落白花盖板 花不正常
按 HM/SB033 规定
目视。与同支数正常机 台对比
2
后车肚落棉率
按 HM/SB033 规定
3 生条棉结杂质数
按 HM/SB033 规定
4
盖板花率
按 HM/SB033 规定
5
生条条干
按 HM/SB033 规定
6
耗电
不高于平前耗电 3%
小修理不考核
97
34 锡林~前下罩板上口
35 锡林~前下罩板下口
36 道夫~下斩刀隔距
37 盖板~上斩刀隔距 38 抄针门接合不平齐 39 唐蒂杆皮带盘短轴水平
40 道夫轮系短轴水平 41 道夫轮系角尺 42 圈条柱顶部水平 43 上下圈条盘中心偏心距 44 盖板传动轴水平 45 盖板导盘轴不灵活 46 各部机件缺损 47 各部另件揩清油眼挖清不良 48 棉层通道不光洁
回转刺辊,用隔距片全面检查, 允许有两个低凹处,低凹处的隔 距可按允许限度+0.002 英寸,每 个低凹处最大面积不超过 77mm2 (约 12 平方英寸)
锡林停在任意处回转道夫,用隔 距片全面检查。若有低凹处,低 凹处的隔距按允许限度+0.001 英 寸,其宽度普通针布中凹不超过 30cm(约 12 英寸);淬火、金属 针布低凹处任意一次检查横向累 计不超过 30cm(约 12 英寸)。普 通、淬火针布两端避让隔距片宽 度测查
给棉罗 拉~给棉 板(出口)
隔距
+0.05 -0.03
+0.002 -0.001
+0.05 -0.03
+0.002 -0.001
右手捏在隔距片离头端 20mm(约 8 英寸)处,左手可扶隔距片头端, 插入给棉板出口,自左至右顺手 斜拖进行查测。如规定隔距为 0.012 英寸,用 0.010 英寸隔距片 先插入深度应大于 5mm(约 3/16 英寸);用 0.015 英寸隔距片插入 深度不超过 6mm(约 1/4 英寸)。 查测部位:大修理全面检查,小 修理两端避让—隔距片宽度
梳棉机后盖板隔距对棉结影响的多因子分析
! &" ,!! " , !$ " …表示第 " 列“ & ” “!” , “$” … 水平对应的数据之和,以 # 表示 $1 个数据总和,) $ 表示数据总平均,即
$1 # & $1 ) # 4 * $ % ,$ 4 4 * $ , ’( 4 #! ) $1 。 % 4& $1 $1 & 4 & & 各列的偏差平方和为: ! ! ! * " 4 (! " 5 ’( ; + " 4 !& " 6 … 6 !&% " ;
【梳棉机研究】
梳棉机后盖板隔距对棉结影响的多因子分析
!
田兆有,张志丹
!
(辽东学院,辽宁 丹东! ""#$$% ) 摘! 要:针对梳棉机后盖板隔距对棉结影响的试验数据,采用统计分析的全因子分析理论,利用方差 分析及参数估计方法进行科学合理的分析,从而得出后固定盖板隔距对棉结有显著影响,道夫速度与后固 定盖板隔距对棉结有交互作用,且交互作用高度显著的结论,并寻求出各条件的最佳水平。 关键词:棉结;方差分析;参数估计 中图分类号: &’"$() " ! ! 文献标志码:* ! ! 文章编号:"+,% - (.%. (/$$+ )$( - $$/# - $( ! ! 国内外各学者、专家对梳棉机后盖板隔距对棉 结影响说法不一,孙鹏子、张志丹在辽东学院梳棉 实验室采用不同道夫速度、刺辊速度与不同后固定 盖 板 隔 距 组 合,对 生 产 的 条 棉 结 杂 质 进 行 检 [ " - /] 测 ,来验证梳棉机后盖板隔距对棉结影响。由 于试验具有随机性,采用 直观分析往往 具有片面 性。以下是利用统计分析的全因子分析方法,对试 验结果进行分析并得出结论。 "! 试验条件与结果 ") "! 试验条件 试验所用原料为国产新疆棉, 原棉等级为 //.。 试验用 *"#+0 梳棉机, 锡林速度为 %(+ 1 2 345, 道夫 速度分别为 ", 12 345 和 /6 1 2 345 , 刺辊速度分别为 #$$ 1 2 345、 " $$$ 1 2 345 、 " /$$ 1 2 345, 后固定盖板为 两根, 后固定盖板隔距 ( 指后固定盖板与锡林间的 最小隔距) 分 别为 $) /6 33、 $) 6 33 、$) ,6 33 、 ") $ 33 。测得在不同的试验条件下生条 *07’ 棉结 杂质含量,用来分 析梳棉机后盖 板隔距对棉结 影 响。 ") /! 试验数据结果 在上述试验条件,得不同道夫、刺辊速度与不 同后固定盖板隔距组合生条 *07’ 棉结杂质检测结 果如表 " 所示:
梳棉机道夫定位安装及锡林与道夫隔距调整(“隔距”相关文档)共3张
梳棉机工艺隔距参考
梳棉机工艺隔距参考梳棉机在纺织厂里那可是个相当重要的角色,就像厨师手里的锅铲,对于做出“美味”的纺织品来说必不可少。
今天咱就好好唠唠梳棉机工艺隔距这档子事儿。
我刚进纺织厂的时候,对梳棉机那是两眼一抹黑。
看着那些个复杂的部件,心里直犯嘀咕。
这时候厂里的老师傅就过来了,拍拍我的肩膀说:“小子,想弄明白梳棉机啊,先得把工艺隔距搞清楚。
”我就纳闷了,这工艺隔距到底是啥呢?老师傅笑了笑说:“这就好比人与人之间的距离,太近了容易磕磕碰碰,太远了又没什么关系了。
梳棉机的各个部件之间的隔距也一样,合适了才能让棉花顺畅地被梳理,不合适就得出乱子。
”咱先说说给棉罗拉与给棉板之间的隔距吧。
这个隔距要是太大了,棉花就不能被有效地握持住。
就像你抓沙子,手松松垮垮的,沙子就到处漏。
这时候梳棉机梳理起来就不得劲,纤维容易纠结在一起,那出来的棉条质量能好吗?肯定好不了呀!那要是隔距太小呢?这就像把棉花使劲儿地捏在手里,太紧了也不行,棉花在里面动都动不了,还怎么被梳理均匀呢?所以这个隔距得恰到好处,一般根据棉花的品种、长度等因素来调整。
我就问老师傅:“那具体怎么个调整法呢?”老师傅白了我一眼说:“这得看经验,你得不断地尝试,多摸摸棉花,感受一下它的状态。
”再说说刺辊与给棉板之间的隔距。
这个隔距那也是相当关键的。
如果隔距不合适,刺辊就不能很好地把棉花梳理开。
你想啊,刺辊就像一把梳子,给棉板就像一个辅助固定的东西。
要是隔距不对,这把“梳子”就梳不顺溜。
我有一次自己瞎捣鼓,把这个隔距调得乱七八糟的。
结果呢?棉花被刺辊打得乱七八糟,有些纤维都被打断了。
我那叫一个懊悔啊,恨不得找个地缝钻进去。
这时候老师傅又过来了,语重心长地说:“年轻人啊,做事不能莽撞,得按照规矩来。
”锡林和盖板之间的隔距也不能小瞧。
这两者之间就像两个配合默契的伙伴。
隔距合适的时候,它们就像一对跳舞的搭档,把棉花纤维梳理得整整齐齐。
要是隔距不合适,就像两个跳舞的人老是踩到对方的脚,那场面能好看吗?我曾经看过一个同行的工厂,他们在这方面没调好。
梳棉机前后固定盖板相关参数问题的探讨

辽 东学 院 学报 ( 自然科 学 版 )
Ju o m ̄ o sen Lann iest Nau a ce c ) fEatr io igUnv ri y( trlS in e
V0 . 1 1 7 N0. 4
De e. 2 0 O1
2 0年 l 月 01 2源自后 固定 盖板 具有 增加预 分 梳作用 ,但 若 工艺 不 当 ,对 纤维 会有 损伤 ,因此 ,合 理选 择 相关参 数 尤 为重 要 。
1 2 1 后 固定盖板 齿 密 ..
数 、增 加前 后 固定盖 板根 数 ,设 置棉 网清洁器 的配 置模式 。要 想发 挥前后 固定 盖板 的工 艺效 果 ,关 键 在 于合 理选 择 固定 盖 板 的有关 工艺 参 数 ,如前后 固 定 盖板 的齿 密及 工作 角 、前后 固定 盖 板根 数 、前后 固定盖板 与锡 林 的隔距 等 。作 者就 以上 问题 做 了探 讨 ,希 望能 给纺织 企业 选择 前 后 固定 盖板 工艺相 关 参 数提 供一定 的借 鉴作 用 。
1 后 固定盖 板工 艺参 数 的选 择
1 1 后 固定 盖 板 的 作 用 [一] .
后 固定盖 板对 棉束 主要 起 到预 分梳 和定 向 的作 用 。①对 喂人 锡林 的纤 维 和 棉 束 进 行 预 分 梳 作用 , 增加 了梳 理度 ,使 进入 盖板 梳理 区的棉束 减小 、减 少 ,减轻 锡林 、盖 板 的梳理 负 荷 。② 均 匀锡林 齿 面 负荷 ,改 善锡林 、盖板 间 的梳理 条件 ,提高梳 理机 的梳理均 混效果 ,有 利 于改 善生 条 和成 纱质量 。③ 进人 锡 林 、盖 板 区 的 棉 柬 减 少 ,为 进 一 步 缩 小 隔 距 、增 加 盖板针 齿 密度创 造 了条 件 。④保 护盖 板针 布 和延 长其 使用 寿命 。
标准盖板均匀分梳工艺的探讨
锡林 ~ 盖板 实现 对 纤 维 的强 分 梳 , 键 取 决 于 关
盖 板~锡 林 针齿平 整度 、 利度 , 锋 以及 盖板一 锡 林 间
隔距 。此 外 , 板 的铁 骨 设 计 时存 在 踵 趾 差 , 口 盖 进 大 、 口小 , 每一 根盖 板与 锡林 针面 梳理进 行 小循 出 在 环, 在全 部盖板 中间 由标 准 盖 板 的强 梳理 形 成大 循 环, 实现 了对 纤维 的 紧隔距 、 强分 梳 。盖板 铁骨 截面 呈 T形 , 铁骨 与 曲轨 接 触 的两 个 端 面有 踵 趾 面 , 高 度相 差 0 5 . 6mm 或 者 0 8 . 9mm, 口为趾 面 , 锡 入 与
中图分 类号 : S 0 .2 T 1 3 8 1 文献标 识码 : A 文 章 编 号 :0 19 3 ( O 2 O 一0 70 1 0 — 6 4 2 1 ) l0 2 — 6
1 标 准 盖 板 的特 征 及 运 用 原 因
1 1 锡 林一 盖板梳 理 工艺 的特征 .
锡 林一 盖板 梳理 时盖 板 充 塞 的 不可 避 免 性 : 盖 板 在梳 理 时 , 质转 移和充 塞 不能完 全避 免 , 塞后 杂 充 梳 理作 用下 降 , 降低 了分梳 的能力 。 盖 板 平 整度 的差 异性 : 每根 盖 板 间存 在 一 定 的 差 异 , 与根 间高 低 的差异 是影 响梳 理 的重要 因素 , 根
不 匀、 板 自洁性 、 盖 梳理 度 、 结 、 棉 短绒 、 落棉 、 气流 运 动 等 的影 响 ; 从机 理 、 点 、 件 和措 施 四个 特 条
方面对 标 准盖板 实现 均 匀强分梳 进行 了探 讨 。指 出标 准盖板 与非 标 准 盖板 存 在 差异 , 准盖板 标
锡林、道夫、刺辊隔距调试.
锡林、道夫、刺辊隔距调试
梳棉机锡林、道夫、刺辊的隔距和调整方法。
1.隔距:
(1)刺辊—锡林隔距:隔距偏小,对纤维转移有利;隔距偏大,不利于转移,易产生棉结。
一般为7/1000英寸。
(2)锡林—道夫隔距:隔距偏小,道夫凝聚纤维作用好,能降低生条棉结,改善条干均匀度;隔距偏大,会影响纤维凝聚、转移,使棉网中棉结增多,条干恶化。
一般为5/1000英寸。
(3)锡林—盖板隔距:在机械状态许可不产生碰针的条件下,隔距偏紧,能加强分梳,提高生条质量,降低棉结;隔距偏大,则影响分梳作用,而使生条棉结增加。
2.隔距的调整方法:
刺辊-锡林隔距调整方法:①抬上刺辊,使刺辊两端边缘与锡
林对齐,并用隔距片按规定隔距初校刺辊-锡林隔距及刺辊-给棉板之间隔距,要求达到允许限度范围以内,刺辊回转灵活。
②复查刺辊-锡林隔距,固定轴承座位置,坚固定螺丝。
紧螺丝的次序如(图31)所示。
先固定A,后固定B,再固定C,再松A,然后紧A。
③校正刺辊-锡林隔距时,刺辊要反向回转,以最紧处为准,并从紧处向松处调整(以上方法指调换刺辊)。
锡林-道夫隔距调整方法:①用隔距片按规定隔距校正锡林-道夫
隔距。
校隔距时应顺向转动道夫,全面检查,以紧处为准,由紧向松处调整,然后固紧各螺丝。
紧螺丝的方法同刺辊。
②再复查道夫-锡林隔距。
梳棉机隔距变动原因分析及对策
梳棉机隔距变动原因分析及对策
杜斌毅
【期刊名称】《棉纺织技术》
【年(卷),期】1989(017)012
【摘要】生产实践中,梳棉一般采用紧隔距、强分梳、合理转移的工艺原则。
其中,紧隔距是实现强分梳的前提条件,为了确保棉网质量和成条均匀,梳棉机各部件之间
的隔距应在运转工艺允许的范围内尽可能地减小,并使之左、中、右横向大小一致。
然而,标准工艺确定并上车使用一段时间后,由于多种原因,隔距总县在其标准值左右走动,形成隔距不正。
【总页数】1页(P53)
【作者】杜斌毅
【作者单位】无
【正文语种】中文
【中图分类】TS103.223
【相关文献】
1.梳棉机锡林—回转盖板隔距与梳理质量 [J], 倪士敏
2.FA224型梳棉机后上罩板隔距和车速对生条质量的影响 [J], 何远方;谷海云;
3.FA224型梳棉机后上罩板隔距和车速对生条质量的影响 [J], 何远方;谷海云
4.梳棉机盖板隔距在线检测装置介绍 [J], 纪秀乾
5.略谈梳棉机针布间隔距 [J], 刘古立
因版权原因,仅展示原文概要,查看原文内容请购买。
巧用新型梳棉机锡林/盖板隔距纺制准级配棉精梳纱

纶 配 棉 纺 ,进 行 了生 条 试 纺 , 出 的 生 条 和 细 纱 质 纺
表 l 初 试 C 8 4tx纱 质 量 与 标 准 ( J1 . e GB/ 3 8 9 ) 较 表 T 9- 3 比
初 试 1 . 84 改 后 1 . 84
一 —
3. 6
3 4 .
维普资讯
【 键词 】 梳棉 机 关
棉结
短绒
波浪形 七点隔距 Fra bibliotek1 问 题 的 提 出
某 纺 织 厂 出 于 经 济 原 因 ,用 配 棉 平 均 级 别 低
量 也 稍有 改 善 ,本 文 叙 述 这 方 面 探 讨 的体 会 。
2 波 浪 形 七 点 隔 距 工 艺 纺 制 准 级 配 棉 纱
维普资讯
4 0
广 西 纺 织 科 技
20 0 2年 第 3 1卷 第 2期
刘 雪峰
林 子 务
徐 刚
王 家 豪
张 嘉 丽
王 玲 芳
‘e ‘E e
“
‘E●e‘ s 8‘e‘ ‘8‘¥‘e‘{‘ep£p e £t8‘ t e
e‘e 8
偏 多 和 强力 不 足 的 主 要 原 因 。
2 1 原 料 的 调 整 .
③
②
①
图 1 优 选 后 七 点 隔距 工 艺 参 数 图 针 对 准 级 配 棉 中 部 分 纤 维 强 力 低 的 性 状 ,工 艺 调 整 时 打 破 常 规 的七 点 隔 距 两 头 大 中 间 小 的 工 艺 套 路 , 采 用 进 出 口两 端 隔 距 大 ,当 中 的 五 点 隔 距 即 做 到 都 比两 端 小 ,但 小 中 有 大 ,相 互 起 伏 如
梳棉机前后固定盖板相关、参数问题的探讨
梳棉机前后固定盖板相关、参数问题的探讨
梳棉机前后固定盖板相关参数问题的探讨
许兰杰,曹继鹏
【摘要】摘要:研究了梳棉机前后固定盖板有关参数的选择问题,指出后固定盖板齿密应在60~440齿/ (25.4 mm)2之间选择,工作角在85°~90°之间选择;老型号梳棉机,后固定盖板根数不宜过多,可在1~4根选择;高产梳棉机,近三十年来随着产量的增加后固定盖板根数有增加的趋势,其中,纺棉时,后固定盖板根数一般在4~10根之间选择;纺化纤时,由于不加棉网清洁器,后固定盖板根数可以增加,一般在4~16之间选择。
后固定盖板隔距不宜过小,一般可在0.4~1.0 mm之间选择。
前固定盖板齿密应在240~950齿/ (25.4 mm)2之间选择,工作角在70°~85°之间选择。
前固定盖板根数纺棉时不如纺化纤时多,纺棉时一般在4~12根之间选择,纺化纤时一般在4~16根之间选择。
隔距在0.15~0.4 mm之间选择。
【期刊名称】辽东学院学报(自然科学版)
【年(卷),期】2010(017)004
【总页数】6
【关键词】关键词:梳棉机;前后固定盖板;齿密;工作角;盖板根数;隔距
在梳棉机上加装前、后固定盖板,是提高成纱质量和的有效措施,后固定盖板主要起预分梳作用,前固定盖板主要起进一步的分梳作用[1]。
现代高产梳棉机无一例外地均采用减少回转盖板根数、增加前后固定盖板根数,设置棉网清洁器的配置模式。
要想发挥前后固定盖板的工艺效果,关键在于合理选择固定盖板的有关工艺参数,如前后固定盖板的齿密及工作角、前后固定盖板根数、前后固定盖板与锡林的隔距等。
作者就以上问题做了探讨,希望能给纺织企业选择前后固定盖板。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【梳棉机锡林与活动盖板间隔距的探讨】梳棉机盖板分析了不同“隔距工艺配置”的特点,指出锡林与活动盖板的出口隔距的大小应根据活动盖板的运动方向来加以确定,当活动盖板正转时,出口隔距可略大一些;当活动盖板反转时,出口隔距应小一些配置。
梳棉机锡林与活动盖板间的隔距以采用“渐缩隔距工艺”为宜。
同时对影响梳棉机锡林与活动盖板间隔距大小确定的因素也做了具体的分析。
The characteristics of different "gauge configuration" were analyzed in this paper drawing out the conclusion that the exit gauge between the cylinder and movable flat shall be determined aording to the movement direction of movable flat. When the movable flat rotates clockwise, the exit gauge can be slightly larger while the gauge shall be smaller when rotating anticlockwise. A tapered-gauge technique shall be adopted to determine the gauge between the card cylinder and the movable flat. Parameters that influence the determining of gauge were also investigated.梳棉机锡林与活动盖板梳理区是梳棉机最有效的梳理区域,因而在研究、设定梳棉机隔距时,应把锡林与活动盖板间隔距的选择放在重要的位置。
本文对不同时期不同类型的梳棉机锡林与活动盖板间隔距的变化进行了对比研究,讨论了影响梳棉机锡林与活动盖板间隔距的因素,指出锡林与活动盖板间实际运行隔距有进一步减小的趋势,锡林与活动盖板出口隔距大小要考虑活动盖板的运动方向,锡林与活动盖板隔距以采用“渐缩隔距工艺”为宜。
为了讨论问题的方便,首先定义一下锡林与活动盖板间隔距的几种配置方式,锡林与活动盖板间“隔距工艺配置”方式有 4 种。
(1)平滑隔距工艺:入口隔距大,中间由大至小平滑过渡或不变,出口隔距稍大;(2)渐缩隔距工艺:入口隔距大,其他点隔距渐减或中间变小至出口不变;(3)不变隔距工艺:入口至出口隔距保持不变;(4)波浪隔距工艺:入口、出口隔距稍大,中间点时大时小,呈波浪状态。
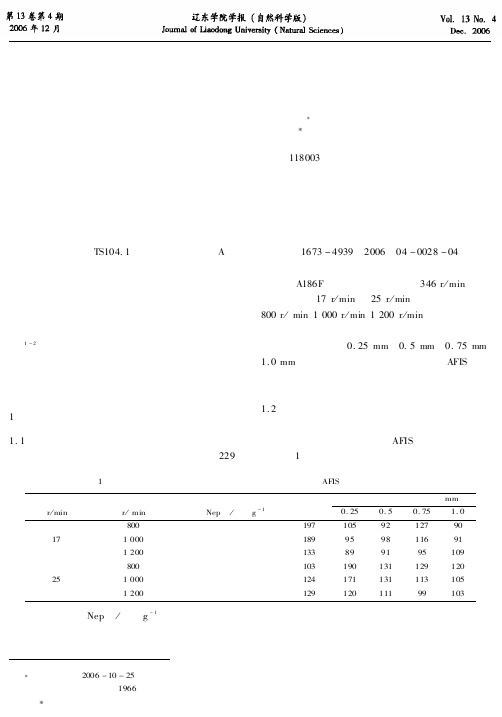
1不同时期、不同类型梳棉机锡林与活动盖板间“隔距工艺配置”的变化情况不同时期锡林与活动盖板间隔距变化情况见表 1(以棉纺手册为例)。
20世纪80年代中期国内棉纺厂纺纯棉时梳棉机锡林与活动盖板间隔距实际使用范围见表 2。
现代国内棉纺厂纺纯棉时梳棉机锡林与盖板间实际使用不同“隔距工艺配置”的情况分别见表 3 ―表 5。
2隔距大小确定的原则及影响因素2.1锡林与活动盖板间隔距大小确定的原则(1)锡林与活动盖板梳理区内梳理力的变化情况(梳理力由入口至出口逐渐变小)是确定其隔距大小的理论基础。
因而隔距变化应该从入口到出口逐渐变小,这种配置符合逐渐增强梳理强度的思想,也能避免纤维因梳理不当而受到严重损伤。
(2)根据“紧隔距,强分梳”的工艺设计原则确定锡林与活动盖板间的隔距。
1954年,C.C.伊万诺夫研究了锡林和盖板针面间隔距对梳理质量的影响,得出了隔距a与盖板上纤维须丛未受到梳理部分长度b的数学关系式:,其中Rr为锡林半径,并且通过试验证实了梳理隔距越小,未被梳理到的纤维长度越短,愈有利于提高分梳质量。
(3)G.Mandl的梳理理论认为,只有当纤维的一端为盖板针面抓取,另一端为锡林针面抓取,才会发生分梳过程,这一假设是讨论锡林与活动盖板间隔距作用的重要依据。
因而最佳隔距是指大部分纤维要同时被锡林和盖板针布所握持,而这种情况只有当隔距较小时才能够达到。
2.2影响锡林与活动盖板间隔距大小确定的因素(1)预梳理:将纤维流未进入锡林与活动盖板分梳区之前,在整个清梳系统中所受到的开松、除杂作用定义为预梳理。
当纤维流遇到较强预梳理作用时,隔距可小些;如预分梳不强,由于喂入到锡林与活动盖板分梳区棉流中的棉束大,棉结杂质多,因而此时隔距小,只会加剧纤维损伤和杂质的破碎,反而不利于成纱质量提高。
(2)锡林速度:锡林高速是梳棉机高产优质的一项有效措施,当锡林滚筒高速回转时,会使滚筒膨胀而导致滚筒凸起。
滚筒膨胀主要是由两方面原因引起的,一是滚筒加工纤维时因摩擦而产生热量;二是离心力,其膨胀程度与运转时间、锡林速度有关。
(3)锡林针齿平整度、锡林轴和轴承间的间隙及其动平衡情况:当针齿平整度好时,隔距可小些,否则不应小,以免发生碰针现象。
MK5型梳棉机的锡林支撑座通过 4 个钢球与底部机架联结,因此所有梳理元件隔距稳定,不受运转振动影响。
而一般高产梳棉机隔距是受振动影响的,因此确定隔距时应将高速所引起的振动等因素也应考虑进去。
(4)产量:一般而言,随着梳棉机产量的提高,通过锡林与活动盖板间的纤维流量也增加,如果隔距不变,会加剧纤维的损伤,因而隔距要随着产量的提高变大。
图 1 给出了C60梳棉机纺棉时锡林与活动盖板间隔距与产量的关系,当产量高时,隔距应适当加大。
3锡林与活动盖板间隔距大小确定的讨论3.1锡林与活动盖板间隔距的变化趋势由表 1 可以看出,棉纺手册所推荐的梳棉机锡林与活动盖板间隔距的发展变化情况。
20世纪70年代梳棉机的锡林与活动盖板间隔距要比80年代梳棉机的锡林与活动盖板间隔距小些,本世纪梳棉机的锡林与活动盖板间隔距与80年代梳棉机相比要小些。
这说明尽管梳棉机的产量成倍增加,但梳棉机锡林与活动盖板间隔距是变小的,并且在产量增加的情况下,仍然强调紧隔距工艺。
由表 2 ―表 4 可看出,现代梳棉机实际所使用的锡林与活动盖板间的隔距与80年代中期相比,有这样一些特点:(1)A186系列梳棉机及FA201等80年代初期生产的梳棉机锡林与活动盖板间隔距与80年代中期梳棉机所采用的实际隔距相差不大,其原因是由于产量和锡林速度变化不大,因而隔距变化不大是可以理解的。
(2)FA225、DK760、C51、DK803、DK903和C60等现代高产梳棉机与80年代中期梳棉机所采用的实际隔距相比变大了,但其实际运行隔距相差也不大,根据文献[7]分析,DK903实际运行隔距要比FA201要小或差不多(考虑到锡林高速及摩擦生热引起锡林滚筒膨胀等因素),再考虑到DK903等梳棉机产量要比80年代的A186、FA201等高出 1 倍以上,因而可以说现代梳棉机锡林与活动盖板间实际运行隔距是相对变小的,分析其他高产梳棉机会得出相同的结论。
3.2锡林与活动盖板间“隔距工艺配置”的分析对表 3 数据进行统计可知:不同型号梳棉机所使用的“平滑隔距工艺”共有 55 种,A186C、D、F,FA201、FA201B和FA212产量相对较低的传统梳棉机所使用的该工艺有 29 种,占该工艺统计总数的 52.7%;FA203、FA203A、FA224、JWF1204、C1/3、C51、MK5D(活动盖板正转)等所使用的该工艺有 26 种,占该工艺统计总数的47.3%,这说明使用“平滑隔距工艺”配置的传统梳棉机稍多一些。
本文为全文原貌未安装PDF浏览器用户请先下载安装原版全文由表 4 可知,不同型号梳棉机所使用的“渐缩隔距工艺”共有 24 种,传统梳棉机A186D和FA212各有 1 种,占该工艺统计总数的 8.3%;FA224、FA225、DK760、C51、DK803、DK903和C60等高产梳棉机所使用的该工艺有 22 种,占该工艺统计总数的 91.7%,这说明使用“渐缩隔距工艺”配置的几乎都是高产梳棉机。
由表 5 可知,不同型号梳棉机所使用的“不变隔距工艺”共有4 种,传统梳棉机A186C有 1 种,现代梳棉机FA221B、Mode/2000和C51各有 1 种,这说明采用该工艺配置的梳棉机很少。
使用“波浪隔距工艺”配置的只有 1 种,这说明采用该工艺配置的梳棉机几乎没有。
由表 3 数据统计分析可知:产量较低的传统梳棉机使用“平滑隔距工艺”配置的稍多些,其出口隔距比中间部分隔距要稍大一些,而出口隔距大并不符合梳理力的变化规律和逐渐增强分梳强度的思想,那么为什么传统梳棉机要采用稍大一些的出口隔距呢,其原因如下。
(1)传统梳棉机活动盖板都是正转,活动盖板出口处与盖板传动机构比较接近,盖板容易上下走动,因而采用较小的出口隔距时,可能会造成碰针现象。
(2)为了使锡林针面上纤维上浮,从而有利于锡林与道夫间纤维的凝聚和转移。
(3)为了使前上罩板上口附近附面层增厚,这样会有部分气流在前上罩板上表面溢出,使盖板花的数量增加,从而有利于除杂。
(4)由于传统梳棉机活动盖板在出口处盖板负荷已经饱和,盖板负荷趋于平衡,梳棉机出口隔距略大一些对梳理质量影响不大,因此传统梳棉机出口隔距采用稍大一点配置是可以理解的(与“渐缩隔距工艺”相比);由于“平滑隔距工艺”出口隔距的配置考虑了以上几方面问题,因而在活动盖板出口部位形成了弱分梳区,使锡林与活动盖板分梳区中间真正强分梳区长度缩短,故“平滑隔距工艺”存在使锡林与活动盖板分梳区分梳功能弱化的问题,不利于生条和成纱质量的改善。
现代高产梳棉机大多采用活动盖板反转,因而锡林与活动盖板出口隔距可以采用小一点的配置,其原因如下。
(1)出口部分不存在盖板传动机构,因而不会发生盖板出口隔距小而可能引起的碰针问题。
(2)出口部分隔距大小对盖板花数量没有影响。
(3)出口部分盖板是清洁的,没有负荷,因而隔距小对纤维的分梳作用是加强的,由于纤维已经在后区受到细致的分梳,纤维定向度好,纤维比较顺直,因而此时采用小隔距会更有利于进一步分梳。
(4)由于现代高产梳棉机活动盖板根数是减少的(为 30 根左右),使得分梳区长度缩短(与传统梳棉机相比),因而从要充分利用锡林与活动盖板分梳区的分梳作用这个角度考虑,出口隔距要小一些配置,才能够充分发挥该分梳区的分梳作用。
(5)此点隔距小些配置也符合逐渐加强分梳强度的思想。
这可能就是国内外反转高产梳棉机大都采用出口隔距小些配置的“渐缩隔距工艺”的基本原因。
美国棉花公司通过试验研究了不同的锡林与活动盖板间隔距对生条、成纱质量的影响。
报告显示,采用小的“渐缩隔距工艺”更有利于产品质量的提高,表现在成纱棉结、纱疵总数、条干均匀度等获得改善,但会使纤维损伤加剧,纤维长度变短。