冲压件生产工艺流程图
冲压生产工艺流程图

冲压生产工艺流程图
NO 工程名
作业内容
使用物料
使用设备 数量 使用治具
数 量
磷铜
①打开ERP系统,输入工令单所 青铜
发原料并打印领料单并签核
不锈钢
1 领料 ②物料员用领料单到仓库领出待 铁材
生产的所需物料,并用叉车拉回 纸带
电脑 打印机
1 1
车间物料仓按类别整理放置
胶盘
纸盘
无
0
器工 具
叉车
数 量
吸风机 1
无
0
叉车
1
手套 废料袋
《报废单》
①待品保确认OK,盖章签认后,
9 入库 物料员打开ERP系统打印入库
无
单,用叉车拉到仓库入账
电脑 1 打印机 1
无
0
叉车
1
纸板 打包膜
《入库单》
说明: 椭圆符号表示流程开始或结束
矩形表示流程某一环节
菱形表示流程某一检查判断环节
箭头表示流程方向
无
①架模技术员调节平板车的高度
4
安装模 具
于模具台平齐,将模具推入到冲 压机下 ②调整模具位置,对准螺丝孔,
无
用扳手将两边的螺丝拧紧固定
无
0
冲床 1 模具 1
无
0
平板 车
1
手套
扳手 1
螺丝 1
无
0
套筒 剪刀
1 1
手套 抹布
气枪 1
铁钩 1
无
《工程蓝图》 《作业指导书》
①技术员按照料号找出图纸、作
业指导书、冲压参数表
1 1 1 1 1
打标记治 具
1
小扳 手 剪刀 气枪 电子 称
冲压模具设计流程图

参考资料1、邓展主编,《冲压工艺与冲模设计手册》,化学工业,2013年4月2、魏春雷,吴俊超主编,《冲模设计与案例分析》,北京理工大学,2010年12月表1表2 弹压与固定卸料搭边值表3 最小搭边值表4 拉深件修边余量表5 拉深系数表6 拉深次数图1所示冲裁件,材料为A3,厚度为2mm ,大批量生产。
试制定工件冲压艺规程、设计其模具、编制模具零件的加工工艺规程。
2.1冲压件基本情况 零件名称:止动件 生产批量:大批 材料:A3 t=2mm2.2冲压件工艺分析①材料:该冲裁件的材料A3钢是普通碳素钢,具有较好的可冲压性能。
②零件结构:该冲裁件结构简单,并在转角有四处R2圆角,比较适合冲裁。
③尺寸精度:零件图上所有未注公差的尺寸,属自由尺寸,可按工T14级确定工件尺寸的公差.孔边距12二的公差为-0.11,属11级精度。
查公差表可得各尺寸公差为: 零件外形: 65074.0-mm 24052.0-mm 30052.0-mm R30052.0- mm R2025.0-mm 零件形: 1036.00+ mm孔中心距3731.031.0+-mm有好的冲压性能,良好的冲压性质以及精确地公差等级所有该件适合冲裁。
2.3方案及模具结构类型该零件包括落料、冲孔两个基本工序,可以采用以下三种工艺方案: ①先落料,再冲孔,采用单工序模生产; ②落料一冲孔复合冲压,采用复合模生产; ③中孔一落料连续冲压,采用级进模生产。
方案①模具结构简单,但需要两道工序、两套模具才能完成零件的加工,生产效率较低,难以满足零件大批量生产的需求.由于零件结构简单,为提高生产效率,主要应采用复合冲裁或级进冲裁方式。
方案②只需要一套模具,冲压件的形位精度和尺寸易于保证,且生产效率也高。
尽管模具结构较方案一复杂,但由于零件的几何形状简单对称,模具制造并不困难。
方案③也只需要一套模具,生产效率也很高,但零件的冲压精度较复合模的低。
欲保证冲压件的形位精度,通过以上三种方案的分析比较,对该件冲压生产以采用方案2.4排样设计查《冲压模具设计与制造》表2,确定搭边值: 两工件间的搭边:a=2.2m ; 工件边缘搭边:a1=2.5m ; 步距为:32.2m ;条料宽度H=(D+2a1)-▽=(65+2×2.5)-▽=70 确定后排样图如图2所示。
四大工艺流程教材-01冲压篇PPT课件

拉延变形的特点
• (1)其凸模、凹模工作部分没有锋利的刃口,而 是做成一定的圆角半径,并且其间隙也稍大于板 料的厚度。在凸模的作用下,毛坯在凹模两端面 和压边圈之间的缝隙中变形,并被拉入凸凹模之 间的间隙里形成空心零件的壁,所以拉伸时毛坯 的外部环形部分是变形区,而底部通常是不参加 变形的不变形区。
• 排样有三种:
• 1.有废料排样。我们目前的落料件基本都属于此种排样。 例如:A柱本体、B柱本体、内顶梁、外顶梁、前边板-前 地板。
• 2.少废料排样。沿工件部分外形冲裁,只局部有搭边和余 料。
• 3.无废料排样。无任何搭边。
• 搭边:排样时工件之间以及工件与条料侧边之间留下的余 料称为搭边。作用是补偿定位误差,保证冲出合格的样件; 搭边还可以使条料具有一定的刚度,便于送料。
2021
1.2 冷冲压基本工序的分类
• 冷冲压概括起来分两大类:成形工序和分 ห้องสมุดไป่ตู้工序。
• 成形工序是坯料在不破裂的条件下产生塑性变形 而获得一定形状和尺寸的冲压件。
成形工序
2021
成形工序
2021
2021
拉延
• 拉延是利用专门的模 具将冲裁或剪裁后的 平板坯料制成开口的 空心件的一种冲压工 艺方法,用拉延工序, 可以制成筒形、阶梯 形、锥形、球形、方 盒形和其他不规则形 状的薄板工具,拉延 所用的模具一般是由 凸模、凹模和压边圈 三部分组成。
2021
分离工序是使板料按一定的轮廓线分离而获 得一定形状、尺寸和切断面质量的冲压件。
分离工序
2021
分离工序
2021
1.3 冲压件生产工艺流程
2021
开卷
卷料
板料
2021
冲压四大工艺流程教材

PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ
模具结构
上模座 上模座 导套
凸模 垫板
垫板
导套
凸模
定位销 凹模
导柱 凹模
定位销
导套
限位器
限位器
下模座 下模座
奇瑞汽车工艺教材
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ã
奇瑞汽车工艺教材
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ
1.5 冲压件检验
• 1.表面质量检查:零件表面的缺陷、毛刺高度等,采用目视、 手摸或油石打磨等方法检查。 • 2.形位检查:用测量工具或检验夹具检查制件的主要部分形 状尺寸。其目的是为查明实际制件与规定的公差及技术条件 的偏差。 • 3.半成品件有毛坯图的,用毛坯图检查尺寸,无毛坯图的 利用产品样件检查尺寸。 • 4.非流水生产时每工序均检查,对于上工序不影响下工序 尺寸的制件可经单独检查后投入成批生产。
奇瑞汽车工艺教材
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ
整形
• 整形是将以成形的工件校成准确的形状和尺寸的方法 • 拉深件的整形 • 带凸缘拉深件常因凸缘圆角半径(即凹模圆角半径) 过小,拉伸时材料流动受阻而破裂,因此,拉深模需 要加大凹模圆角半径,再通过整形减小圆角半径 • 弯曲件的整形 • 由于材料弯曲后产生回弹,影响了工件的形状和尺 寸,对于精度要求很高的弯曲件,通过弯曲后再进行 整形。
奇瑞汽车工艺教材
PDF 文件使用 "pdfFactory Pro" 试用版本创建 ÿ
四大工艺流程教材冲压篇PPT课件

• 良好的工艺性。覆盖件应具有良好的冲压工艺 性能和焊接工艺性能,以降低冲压和焊装的生 产成本。冲压工艺性,主要是看各工序,特别 是拉深工序能否顺利进行、能否稳定生产。
第15页/共20页
• 排样:冲裁件在条料或板料上的布置方法。它直接影响 到材料利用率。废料分为工艺废料和结构废料两种。搭 边和余料属于工艺废料;冲孔废料属于结构废料,一般 由工件的形状特点决定,不能改变。
1.2 冷冲压基本工序的分类
• 冷冲压概括起来分两大类:成形工序和分离工序。
• 成形工序是坯料在不破裂的条件下产生塑性变 形而获得一定形状和尺寸的冲压件。
成形工序
第3页/共20页
成形工序
第4页/共20页
第5页/共20页
拉延
• 拉延是利用专门的模 具将冲裁或剪裁后的 平板坯料制成开口的 空心件的一种冲压工 艺方法,用拉延工序, 可以制成筒形、阶梯 形、锥形、球形、方 盒形和其他不规则形 状的薄板工具,拉延 所用的模具一般是由 凸模、凹模和压边圈 三部分组成。
• (2) 毛坯变形区在切向压应力和径向拉应力 的作用下,产生切向压缩与径向伸长的变形。
• (3)变形程度主要受毛坯传力区的承载能力的 限制。
• 厚度的变化,侧壁变厚,底部变薄。
第7页/共20页
翻边
• 翻边是将坯料上的孔或曲线外缘翻出凸缘的成形方法,可以分为翻孔和外缘翻边 两种形式,这两种形式在变形性质,应力状态及生产上的应用都有所不同
第6页/共20页
拉延变形的特点
• (1)其凸模、凹模工作部分没有锋利的刃口, 而是做成一定的圆边圈之间的缝隙中变形,并被拉入 凸凹模之间的间隙里形成空心零件的壁,所以 拉伸时毛坯的外部环形部分是变形区,而底部 通常是不参加变形的不变形区。
冲压件生产工序表(可修改)
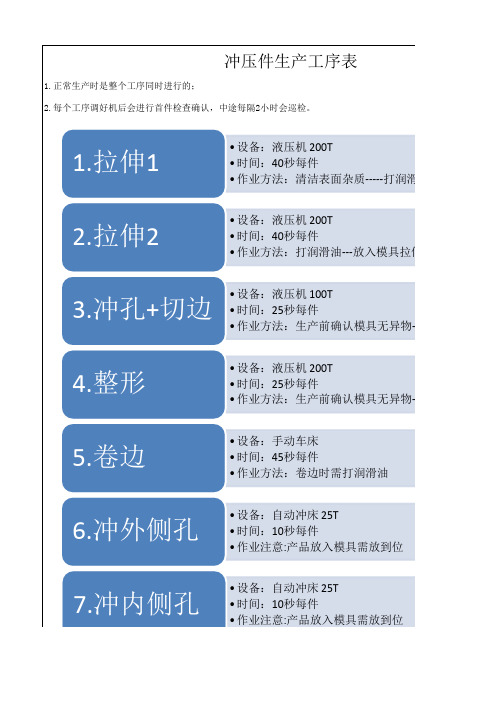
1.正常生产时是整个工序同时进行的; 2.每个工序调好机后会进行首件检查确认,中途每隔2小时会巡检。
1.拉伸1
• 设备:液压机 200T • 时间:40秒每件 • 作业方法:清洁表面杂质-----打润滑油
2.拉伸2
• 设备:液压机 200T • 时间:40秒每件 • 作业方法:打润滑油---放入模具拉伸
6.冲外侧孔
• 设备:自动冲床 25T • 时间:10秒每件 • 作业注意:产品放入模具需放到位
7.冲内侧孔
• 设备:自动冲床 25T • 时间:10秒每件 • 作业注意:产品放入模具需放到位
7.冲内侧孔 • 作业注意:产品放入模具需放到位
8.翻孔
• 设备:自动冲床 63T
打润滑油---放入模具拉伸 入模具拉伸 具无异物---放入模具加工 具无异物---放入模具加工
3.冲孔+切边 •设备:液压机 100T • 时间:25秒每件 • 作业方法:生产前确认模具无异物---放入模具加工
4.整形
• 设备:液压机 200T • 时间:25秒每件 • 作业方法:生产前确认模具无异物---放入模具加工
5.卷边
• 设备:手动车床 • 时间:45秒每件 • 作业方法:卷边时需打润滑油
汽配冲压生产工艺流程表

汽配冲压生产工艺流程表英文回答:Automotive stamping production process flowchart.The automotive stamping production process is a crucial step in the manufacturing of automotive parts and components. It involves the use of specialized machinery and equipment to shape and form metal sheets into the desired shape and size. The process flowchart provides a visual representation of the various stages involved in the production process.The first stage in the process is the design and engineering phase. This is where the specifications and requirements for the automotive part are determined. Engineers create detailed drawings and models of the part, taking into account factors such as strength, durability, and functionality.Once the design is finalized, the next stage is the fabrication of the stamping die. The stamping die is a specialized tool that is used to shape and form the metal sheets. It is created using computer-aided design (CAD) software and then machined to precision using CNC machines.After the stamping die is fabricated, the actual stamping process begins. The metal sheets are loaded onto a stamping press, which applies pressure to the die to shape the metal into the desired form. The stamping press can be either mechanical or hydraulic, depending on the requirements of the part.During the stamping process, the metal undergoes various operations such as blanking, piercing, bending, and drawing. Blanking involves cutting the metal sheet into the desired shape, while piercing creates holes or slots. Bending and drawing are used to shape the metal into curved or three-dimensional forms.Once the stamping process is complete, the stamped parts are inspected for quality and accuracy. Any defectsor imperfections are identified and rectified. The parts are then prepared for further processing, such as welding, assembly, or surface finishing.In conclusion, the automotive stamping production process is a complex and precise operation that requires careful planning, design, and execution. The process flowchart provides a visual representation of the various stages involved in the production process, from design and engineering to stamping and inspection. By following this process, automotive manufacturers can ensure the production of high-quality and reliable parts and components.中文回答:汽车配件冲压生产工艺流程表。
冲压件生产过程质量控制流程图
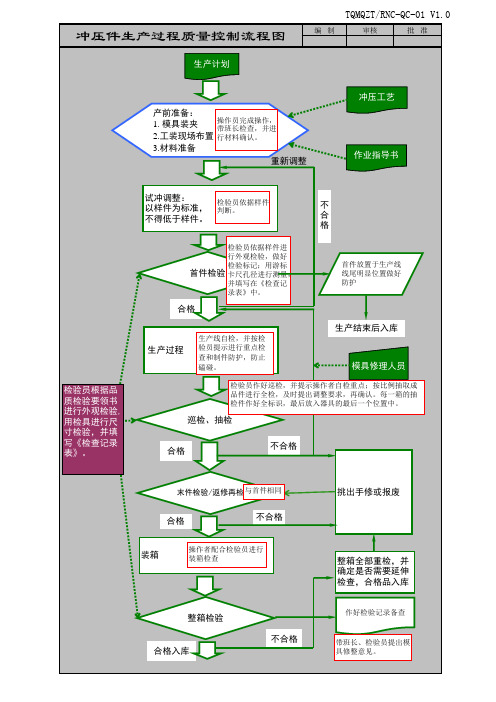
试冲调整: 以样件为标准,
检验员依据样件 判断。来自不得低于样件。不 合 格
检验员依据样件进 行外观检验,做好 检验标记;用游标
首件检验 卡尺孔径进行测量,
并填写在《检查记 录表》中。
合格
首件放置于生产线 线尾明显位置做好 防护
生产过程
生产线自检,并按检 验员提示进行重点检 查和制件防护,防止 磕碰。
生产结束后入库 模具修理人员
作好检验记录备查 带班长、检验员提出模 具修整意见。
冲压件生产过程质量控制流程图
生产计划
TQMQZT/RNC-QC-01 V1.0
编制
审核
批准
产前准备:
1. 模具装夹
操作员完成操作, 带班长检查,并进
2.工装现场布置 行材料确认。
3.材料准备
重新调整
冲压工艺 作业指导书
检验员根据品 质检验要领书 进行外观检验, 用检具进行尺 寸检验,并填 写《检查记录 表》。
检验员作好巡检,并提示操作者自检重点;按比例抽取成 品件进行全检,及时提出调整要求,再确认。每一箱的抽 检件作好全标识,最后放入器具的最后一个位置中。
巡检、抽检
合格
不合格
末件检验/返修再检 与首件相同
合格
不合格
装箱
操作者配合检验员进行 装箱检查
整箱检验 合格入库
不合格
挑出手修或报废
整箱全部重检,并 确定是否需要延伸 检查,合格品入库
冲压过程流程图

处理
整
修
特采申请联络客户
将良品入库
运输实验
图
承认
确认
编号:XX-XX-XX-XXX 做成
设计课
特殊特性识别
文件标准
订单数量 纳期
需填入个过程作业指 导书、文件等,以下
同
其他
1、材料型号 重量 2、各副资材型号 3、模具重要备件库 存
首样不合格,对模具 产品图纸中特殊特性 维修活动给予技术支 检查设备点检 持。 需要时与客户技术沟 通
特殊包装要求
温湿度要求
1、副总对超过200K 以上产品废弃进行批 准 2、副总对是否特采 生产进行批准
REV:A0
产品图纸中特殊特性 检查设备点检
工程不合格,对模具 维修活动给予技术支 持。 需要时与客户技术沟 通 对模具保养提供技术 支持
副总对是否特采生产 进行批准
1、副总对超过200K 以上产品废弃进行批 准 2、副总对是否特采 生产进行批准
工程不合格,对模具 维修活动给予技术支 持。 需要时与客户技术沟 通
冲压过
开始/结束 生产活动 检查/判断 返工/维修 存储 工序号 工序名称
0
开始
1
订单受入
OK
NG
ห้องสมุดไป่ตู้
2
生产指示
3
生产准备
NG
OK
NG
4
首样生产
5
首样检查
OK
NG OK
程
6
量产
7
工程检查
8
不良处置
OK
NG
不良品
9
订单结束
模具设备等维修合格
10
末件检查
11
产品入库
冲压生产工艺流程图

冲压生产工艺流程图
推荐文章
餐饮生产工艺流程热度:床垫生产工艺流程热度:冲压模具加工工艺流程热度:冲压件生产工艺流程热度:冲压工艺流程热度:冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。
以下是店铺为大家整理的关于冲压生产工艺流程图,给大家作为参考,欢迎阅读!
冲压生产工艺流程图
冲压生产的独特优点
(1) 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。
这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲件。
(2) 冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。
(3) 冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁、覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。
(4) 冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。
汽车冲压件工艺流程

汽车冲压件工艺流程
咱先说说这冲压件啊,那可真是汽车制造里的重要角色!您想啊,要是没这冲压件,汽车能有那结实漂亮的外壳吗?
我刚开始接触这玩意儿的时候,那叫一个懵圈!啥都不懂,就跟无头苍蝇似的。
不过慢慢学呗,这不也熬过来了。
这工艺流程,第一步就是选材。
这选材可重要了,就跟选对象似的,得精挑细选!我记得有一次,我选错了材料,那可把我坑惨了,老板把我一顿臭骂,唉!
选好了材料,接下来就得设计模具啦。
这模具设计可得讲究,尺寸、形状,一个都不能马虎。
我跟您说,有一回我设计的模具出了点小差错,结果冲压出来的零件那叫一个歪瓜裂枣,哇,当时我那个心啊,拔凉拔凉的。
然后就是冲压操作啦,那机器“哐哐哐”地响,声音大得能把人耳朵震聋。
不过听久了,还觉得挺带劲,哈哈!
冲压完了还不算完,还得检查质量。
这要是有个瑕疵啥的,那可不行。
我有个同事,有次检查不仔细,让有问题的零件溜过去了,结果整批货都得返工,惨咯!
嗯……我想想,哦对了!这几年啊,随着技术发展,新的工艺和材料不断涌现。
我这脑子有时候还真跟不上,我记得好像是这样,不过也可能记错喽。
您觉得我说得咋样?是不是有点意思?。
冲压工艺

24
冲压模具
项目 冲压精度 原材料要求 冲压生产率 实现操作机械化 自动化的可能性 生产通用性 单工序模 一般较低 不严格 低 较易,尤其适合于 在多工位压力机上 实现自动化 好,适合于中、小 批量生产及大型件 的大量生产 结构简单,制造周 期短,价格低 复合模 中、高级精度 除条料外,小件也 可用边角料 较高 连续模 中、高级精度 条料或卷料 高
42
冲压模具
导料板结构
43
冲压模具
侧 压 装 置
1-凸模 2-凹模 3-挡料杆
4-侧压板 5-侧压簧片
44
冲压模具
侧 压 装 置
45
冲压模具
纵向定位装置
• • • • 固定挡料销:圆形挡料销(常用)、 钩形挡料销 活动挡料销 侧刃 导正销
46
冲压模具
固定挡料销
挡料销的主要作用是对材料起定 位作用,它需要保证每次冲裁是 所要的合理的搭边值。 它是属于定位零件,在定位方面 有很重要的地位,尤其是在冲裁 模具中。 挡料销有固定的,活动的。
技术分类 物理表面处理法 具体方式
59
化学表面处理法 CVD/PVD/渗氮
覆层表面处理法 TD处理 镀铬处理
高频/火焰淬火 激光表面淬火
冲压模具
TD模具表面处理技术 TD表面覆层处理技术是热扩散法碳化物覆层处理 (Thermal Diffusion Coating Process) 的简称。 1972年由日本(株)丰田中央研究所开发出来的 1973年日本TOYOTA及美国的其它汽车公司开始将这 项技术应用于汽车模具中 其原理是: 将工件置于硼砂(或其他) 熔盐的混合物中, 通过高温热 扩散作用, 在工件表面形成一层数微米至数十微米的金属碳化物覆层。 目前国内外应用最广的是碳化钒 (VC) 覆层,由于这些碳化物具有很高 的硬度 (HV=2800~3200)和更严密的组织, 所以经过 TD 处理的汽车模 具性能大幅提高, 具有极高的耐磨性、抗咬合性( 拉伤)、耐蚀性;据资 料统计: 日本大批量生产的模具, 85%以上是经过 TD 处理的。
冲压件工艺流程

冲压件工艺流程
嘿,朋友们!今天咱就来聊聊冲压件工艺流程!你知道吗,这冲压件可就在咱生活中无处不在啊!
就说那汽车外壳吧,那就是通过冲压工艺制造出来的!想象一下,一大块金属板,怎么就神奇地变成了汽车那漂亮又坚固的外壳呢?这可太有意思了!
首先呢,得有设计好的模具,这模具就好比是个魔法工具!“哎呀,没有模具可怎么弄啊”,是不是?然后呢,把原材料金属板放进去,机器“哐哐”几下,就出来个初步形状啦。
“哇塞,这也太快了吧”!接下来就是精细加工啦,把边边角角都修整得整整齐齐的。
你看,就跟雕琢一件艺术品似的。
再说说我们日常用的小勺子,也是冲压出来的哟!你想啊,那小小的勺子,也经历了这样一套流程呢。
“真没想到一个小勺子背后还有这么多门道”。
在这个过程中,工人们可都得特别认真仔细,一点儿差错都不能有。
“要是不小心出了错,那可不得了啦”!他们就像一群神奇的魔法师,操控着机器,让金属乖乖听话。
冲压件工艺流程真的太神奇啦!它能让普通的金属变成各种各样有用的东西,为我们的生活增添便利。
真的,我们得为这个了不起的工艺点赞啊!所以啊,不要小瞧身边那些小小的冲压件,它们都是经过了一系列复杂又精细的过程才来到我们身边的呢!。
冲压件生产工艺流程图

编制:审核:批准:--------下面红色部分是赠送的工作总结,不需要的朋友可以编辑删除!谢谢行政管理干部个人总结20XX年上半年,在公司的正确领导下,在各科室部门的大力支持下,我按照公司的工作部署和工作要求,严格执行公司的工作方针,围绕中心,突出重点,狠抓落实,注重实效,在自身工作岗位上认真履行职责,做好各项行政管理工作,较好地完成了工作任务,取得了一定的成绩。
现将20XX年上半年个人工作情况总结如下:一、抓好自身建设,全面提高素质我作为一名负责公司行政管理的干部,肩负着公司赋予的重要工作职责,知道自己责任重大,努力按照政治强、业务精、善管理的复合型高素质的要求对待自己,加强政治理论与业务知识学习,把它学深学透,领会在心里,运用到具体实际工作中,以此全面提高自己的政治、业务和管理素质。
在实际工作中,我做到公平公正、清正廉洁,爱岗敬业、履行职责,吃苦在前,享乐在后,全力实践“团结、务实、严谨、拼搏、奉献”的时代精神,提高工作效率与工作质量,为职工群众做好表率作用,促进公司整体工作发展。
二、刻苦勤奋,全面做好行政管理工作行政管理工作范围广,日常事物多,涉及车辆、食堂、安全、卫生等方方面面工作,工作看起来虽然细小,但都与公司的整体工作紧密相关,丝毫不能马虎。
为此,我严格要求自己,精益求精、一丝不苟地认真做好各项工作,确保工作质量,让公司领导放心,让职工群众满意。
(一)加强车辆管理,保障公司用车需求我分管公司6辆汽车,按照公司车辆管理要求,认真做好各项工作,确保行车安全。
一是抓好驾驶员管理,要求驾驶员必须严格遵守国家法律、交通法规和公司的各项规章制度,认真学习业务知识,提高驾驶技术,按规定参加安全教育和学习,增强法律观念,确保行车安全。
二是抓好车辆管理,严格执行派车制度,规范使用车辆派车单,用车结束后,执行车辆归位制度,将车辆停放在规定范围内。
同时要求驾驶员做好日常保养维护、清洗工作,每月对车辆安全和技术状况进行一次检查,保持车辆性能良好、卫生整洁;做好出车前和收车后的检查工作,排查车辆存在的安全隐患,坚决不让车辆带病行使。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
流程图:
编制: 审核: 批准:
----- 下面红色部分是赠送的工作总结,不需要的朋友可以编辑删除!谢谢
行政管理干部个人总结
20XX年上半年,在公司的正确领导下,在各科室部门的大力支持下,我按照公司的工作部署和工作要求,严格执行公司的工作方针,围绕中心,突岀重点,狠抓落实,注重实效,在自身工作岗位上认真履行职责,做好各项行政管理工作,较好地完成了工作任务,取得了一定的成绩。
现将20XX年上半年个人工作情况总结如下:
一、抓好自身建设,全面提高素质
我作为一名负责公司行政管理的干部,肩负着公司赋予的重要工作职责,知道自己责任重大,努力按照政治强、业务精、善管理的复合型高素质的要求对待自己,加强政治理论与业务知识学习,把它学深学透,领会在心里,运用到具体实际工作中,以此全面提高自己的政治、业务和管理素质。
在实际工作中,我做到公平公正、清正廉洁,爱岗敬业、履行职责,吃苦在前,享乐在后,全力实践团结、务实、严谨、拼搏、奉献”的时代精神,提高工作效率与工作质量,为职工群众做好表率作用,促进公司整体工作发展。
二、刻苦勤奋,全面做好行政管理工作
行政管理工作范围广,日常事物多,涉及车辆、食堂、安全、卫生等方方面面工作,工作看起来虽然细小,但都与公司的整体工作紧密相关,丝毫不能马虎。
为此,我严格要求自己,精益求精、一丝不苟地认真做好各项工作,确保工作质量,让公司领导放心,让职工群众满意。
(一)加强车辆管理,保障公司用车需求
我分管公司6辆汽车,按照公司车辆管理要求,认真做好各项工作,确保行车安全。
一是抓好驾驶员管理,要求驾驶员必须严格遵守国家法律、交通法规和公司的各项规章制度,认真学习业务知识,提高驾驶技术,按规定参加安全教育和学习,增强法律观念,确保行车安全。
二是抓好车辆管理,严格执行派车制度,规范使用车辆派车单,用车结束后,执行车辆归位制度,将车辆停放在规定范围内。
同时要求驾驶员做好日常保养维护、清洗工作,每月对车辆安全和技术状况进行一次检查,保持车辆性能良好、卫生整洁;做好岀车前和收车后的检查工作,排查车辆存在的安全隐患,坚决不让车辆带病行使。
三是做好每月用油统计分析,包括过路费、保养费和车辆公里数工作,制定好下月用油计划,做好车辆保险年审工作,努力减少用车成本,为公司节省资金。
四是抓好安全教育,每季度对驾驶员进行一次规章制度、安全行车教育,要求驾驶员在行驶车辆中要时刻保持警惕,做到安全驾驶,防止岀现各类安全事故。
(二)强化安全卫生,防范安全卫生事故
我作为行政人事部安全员,提高自己的责任意识,强化安全卫生,防范安全卫生事故。
一是加强食堂卫生安全,要求食堂把好进货关,不进低劣货,从源头上防范食品卫生安全事故发生;要求食堂搞好每天的清洁卫生工作,定期开展消毒杀菌和灭四害工作,确保食堂卫生整洁,确保职工身体健康。
二是加强厂区保安,要求保安员加强厂区巡逻,做好人防、技防工作,提高警惕、细致防范,维护公司正常的生产工作秩序,确保厂区安全,确保公司财产安全。
三是加强厂区保洁,要求保洁员做好每天日常卫生保洁工作,保持厂区卫生整洁面貌,提高公司形象;要求保洁员做好厂区绿化工作,加强花草树木的修剪和病虫害防治,旱天要做好浇水工作,防止花草树
木枯死,冬天要做好保温工作,预防花草树木遭冻害;使厂区美观,为公司创造良好的生产工作环境。
我是兼职驾驶员,保障总部和上级领导接待工作,为做好该项工作,我严格要求自己,加强与公司的联系联络,注意自身的文明礼貌和礼仪修养,认真细致做好工作,确保让总部和上级领导满意。
我认真做好保障领导房屋使用工作,为公司管理层享受每人在外租房待遇做好服务工作,按时缴纳水电费,认真检查水电设施,确保公司管理层在外租房能够住好不操心,能够专心致注地为公司做好工作。
三、培养良好作风,促进工作发展
做好行政管理工作,除了业务知识与技能外,更主要的是工作作风。
我作为一名行政管理干部,严格要求自己,培养良好作风,以严谨的态度对待工作,承担自己的责任,认真对待每一项工作,负责到底,做好任何工作。
对自己做到技能精、作风硬、讲诚信、肯奉献,爱岗敬业,全心全意为为公司做好服务工作。
同时加强工作创新,创新是做好工作、取得工作成绩的基础;没有创新,意味思维僵化、工作守旧,不可能促进工作发展,取得工作成绩。
为此,我按照公司的工作精神,结合自身岗位职责,做到积极创新,大胆解放思想,大胆变革求新,实现工作突破,促进工作又好又快发展。
20XX年上半年,我刻苦勤奋、认真努力工作,虽然提高了自己的政治思想觉悟和工作业务水平,完成了工作任务,取得一定成绩,但是与公司领导的要求相比,还是存在一些不足问题,需要继续努力和提高。
进入20XX年下半年,我要继续加强学习,努力实践,求真务实,开拓创新,奋发努力,攻坚破难,把各项行政管理工作提高到一个新的水平,确保获得公司领导和职工群众的满意,为公司健康、持续、快速发展,作出自己应有的努力与贡献。
本年度,在领导的关心、指导和同事们的帮助、支持下,我严格要求自己,勤奋学习,积极进取,努力提高自己的理论和实践水平,较好的完成了各项工作任务,得到了各方面的好评。
现将一年来的学习、工作情况简要总结如下:
一直以来,我始终坚持学习邓--同志建设中国特色的社会主义理论,关心我国的民主政治进程,在工作生活中注意摄取相关的政治经济政策,注重学习与工作有关的各经济法律法规,注重经济大环境走向。
新闻调查” 经济半小时”等栏目都是摄取该类知识不错的途径。
通过上述学习,使我坚定了中国民主政治的信念,使自身的政治经济理论素养得到了进一步的完善。
一年来,认真学习三个代表”重要思想,深刻领会其科学内涵。
始终坚持运用马克思列宁主义的立场、观点和方法论,坚持正确的世界观、人生观、本文来自小草范文网价值观,并用以指导自己的学习、工作和生活实践。
热爱祖国、热爱党、热爱社会主义,坚定共产主义信念,与党组织保持高度一致。
工作中,认真贯彻执行党的路线、方针、政策,工作积极主动,勤奋努力,不畏艰难,尽职尽责,任劳任怨,在平凡的工作岗位上作岀力所能及的贡献。
通过认真系统地学习党的基本知识和各种理论著作,进一步夯实了理论基础,提高了党性认识和思想道德素质。
工作日变日新,时时需要学习,处处存在挑战。
不懂就学,是一切进步取得的前提和基础。
在这段时间里我认真学习了业务工作的相关资料,再加上日常工作积累使我对本职工作有了一定的认识,也意识到了做好本职工作的巨大作用。
一年来,在指导老师的带领下,多看、多问、多想,主动向领导、向群众请教问题,机关学习会、各种工作会议都是我学习的好机
会。
此外,认真参加本文来自小草范文网各类培训,一年来参加了公务员初任培训、禁毒尿检培训、电子政务培训,均以优异的成绩通过考核,熟练掌握了业务技能。
业务知识的学习使我在工作上迅速成长起来。
一年来,我始终坚持严格要求自己,勤奋努力,时刻牢记全心全意为人民服务的宗旨,努力作好本职工作。
我的工作主要有两大块,一是党政办工作,一是综治办工作。
办公室工作是完全服务性质的工作,既要对外服务,也对内服务,工作中要做到三勤”即嘴勤、手勤、脚勤。
在接待群众来访办事时,都能主动询问是否有需要办理的事,遇到办不了的证明材料时能耐心向其解释清楚,或帮其联系驻村干部、经办人,帮其查看档案资料等,本文来自小草范文网使群众能尽快办好手续,树立好政府窗口的形象;在收文发文时,总是用最短的时间把文件送达到各办公室,并及时把领导批阅文件收回归档或传阅到其他办公室,从来没有遗漏掉一份文件。
XX年在全行员工忙碌紧张的工作中又临近岁尾。
年终是最繁忙的时候,同时也是我们心里最塌实的时候。
因为回首这一年的工作,我们会计岀纳部的每一名员工都有自已的收获,都没有碌碌无为、荒度时间。
尽管职位分工不同,但大家都在尽最大努力为行里的发展做岀贡献。
时间如梭,转眼间又将跨过一个年度之坎,为了总结经验,发扬成绩,克服不足,现将今年的工作做如下简要回顾和总结:
今年我在财务部从事岀纳工作,主要负责现金收付,票据印章管理,开具发票和银行间的结算业务,刚刚开始工作时我简单的认为岀纳工作好像很简单,不过是点点钞票,填填支票,跑跑银行等事务性工作,但是当我真正投入工作,我才知道我对岀纳工作的认识和了解是错误的,岀纳工作不仅责任重大,而且有不少学问和技术问题,需要理论与实践相结合才能掌握.在平时的工作中我能严格遵守财务规章制度,严格执行现金管理和结算制度,做到日清月结,定期向会计核对现金与帐目,发现现金金额不符,做到及时汇报及时处理,根据会计提供的凭证及时发放工资和其它应发放的经费,坚持财务手续,严格审核有关原始单据,不符要求的一律不付款,严格保管有关印章,空白支票,空白收据,库存现金的完整及安全,及时掌握银行存款余额,不签发空头支票和远期支票,月末关帐后盘点现金流量及银行存款明细,并认真装订当月原始凭证,每月及时传递银行原始单据和各收付单据,配合会计做好各项帐务处理及各地市资金下拨款,严格控制专款专用和银行帐户的使用.
以上是我今年工作以来的一些体会和认识,也是我在工作中将理论转化为实践的一个过程,在以后的工作中我将加强学习和掌握财务各项政策法规和业务知识,不断提高自己的业务水平,加强财务安全意识,维护个人安全和公司的利益不受到损失,做好自己的本职工作,和公司全体员工一起共同发展,新的一年意味着新的起点、新的机遇、新的挑战,我决心再接再厉,更上一层楼。
回顾一年的工作,自己感到仍有不少不足之处:
3、本职工作与其他同行相比还有差距,创新意识不强。