木薯酒精废水处理工艺设计说明书
木薯酒精厂废水处理
木薯酒精污水处理工艺技术方案投标书前言中国从九十年代开始使用木薯生产酒精,这几年木薯酒精已成为“主流”,但产生的废液主要借鉴玉米、小麦等酒精废液的处理技术。
十多年来,木薯酒精废液处理取得了不少成绩,也走了不少的弯路。
由于木薯酒精废液中木薯渣的特殊性,国内对于木薯酒精废液的处理投资大,成功率低,总体来说,处理效果并不理想。
我公司多年致力于木薯酒精废液处理的研究,在实验室进行了多次、多种小试实验,成功提出了对于木薯酒精废液处理的一些想法和建议,并将部分实验结果成功应用于工程实践,取得了较好的成果。
本方案在组合优化原有各段成功处理工艺的前提下,提出合理的处理工艺。
首先对处理工艺的基本思路做如下介绍:木薯经过发酵提取酒精后,排出废醪液进入污水处理系统。
废醪液有以下特点:1、泥砂含量大会在后续的水处理构筑物中沉积,减小有效容积,降低构筑物的可利用容积;同时,对卧式螺旋离心机、水泵、换热器、管道也造成很大的磨损。
如果不去除,肯定会淤积在一级厌氧罐中,并且极难从厌氧罐中排出来。
2、木薯渣沉降速度快木薯渣进入水处理构筑物内,会很快沉积在构筑物底部,靠单纯的排泥和提高上流速度来排除构筑物内木薯渣,肯定会遇到重大问题。
并且,由于木薯渣特别容易沉淀,会造成带式压滤机、板框压滤机的脱水效果不好,损坏滤袋、滤布等。
3、木薯渣较难生物降解通过反复试验,经过清洗烘干后的干木薯渣基本不能短时间产生沼气,而含木薯渣的废醪液能大量产气,其原因是木薯渣中夹带的高浓度有机废水在发生作用,废水中的COD Cr产生沼气。
所以,想通过在构筑物内提高停留时间,让木薯渣自行降解,是不可行的。
4、造成反应器淤塞、混合困难、进水堵塞。
根据以上提出的木薯渣的特点,一旦木薯渣进入反应器内,会很难自动出来,会造成反应器有效容积逐步减小,泥水混合困难,进水压力增加,进水管堵塞,需要定期进行开罐、放空清理。
尽管,我们可以通过除渣机系统控制排出木薯渣的量(前提是要对泥砂、大块渣进行事先去除),但由于在外排木薯渣的同时,微生物也会大量外排,很难做成“高负荷”厌氧反应器。
处理酒精废水的工艺设计
目录1 综述 (1)1.1 引言 (1)1.2 酒精工业概况 (2)1.3 酒精生产工艺 (2)1.4 酒精废水来源及特征 (3)2 污水处理技术 (4)2.1 废水处理技术 (4)2.2 本设计工艺的选择 (8)3 主要构筑物设计计算 (9)3.1 工程背景 (9)3.2 调节沉淀池 (9)3.3 UBF反应器的计算 (10)3.4 中间深沉池的设计 (20)3.5 SBR的设计 (23)结论 (30)参考文献 (31)致谢 (32)1 综述1.1 引言水环境的有机污染是一个全球性的问题,其严重程度、性质和危害是随着工业的发展而不断发展和变化的。
20世纪特别是50年代以来,化学工业的发展使人工合成的有机物种类与数量与日俱增。
据资料介绍,1880年,人们知道的有机物有1.2万种,1910年增加至15万种,1940年达40万,1978年剧增至700多万种,并仍以每年数以千计的速度在上升。
酒精是一种重要的工业原料,广泛应用于化工、食品饮料行业、军工、日用化工和医药卫生等领域。
目前我国又大力提倡采用乙醇汽油作为车用燃料,所以酒精又是最有希望替代石油的可再生能源。
随着社会的进步和工业的发展,生产酒精的企业遍布全国,酒精的产量也快速增长,从1949年的1万吨增长到1996年的400多万吨,再到现在的遍布全球,同时我们也意识到,随着酒精生产产量的增大,酒精生产过程中排放大量的高浓度和低浓度有机废水,不仅造成资源的巨大浪费,也严重的污染了环境。
随着企业的效益意识以及环保意识的增强,进行酒精废水处理系统工程设计具有重要意义[1].中国是一个水资源匮乏的国家,人均水资源占有量仅为世界人均占有量的四分之一,而且时空分布极不均匀。
许多地区和约300个城市缺水,其中严重缺水城市50个。
20世纪80年代以来,人口膨胀,工业的迅猛发展使水体受到严重污染,这就加剧了水资源的短缺。
据有关资料显示,全国污水排放量,约为1亿m3,全国各类水体82%的河段受到污染;其中39%的河段已受到严重污染,水质低于Ⅲ类或Ⅳ类标准,结果造成饮水水源的污染。
1200凭祥丰浩木薯、糖蜜酒精混合废水处理方案
凭祥丰浩木薯、糖蜜酒精混合废水处理方案XX凭祥市丰浩酒精XX酒精废水治理工程初步设计方案主要编制人员项目总负责X宝承董事总经理技术总负责易宁总工程师治理工艺柴秀兰高级工程师林杏华工程师土建结构曾定宇高级工程师韦华睿工程师机械设备X国章高级工程师梁寿志工程师配电自控韦宏高级工程师吕国安工程师水质分析李海贞实验分析室主任罗丽化验员经济分析喻唤林高级经济师中国环境工程(香港)有限公司广西净宇环境工程有限责任公司2006年7月目录第一章概述一、项目名称、承办单位 (6)二、项目概况 (6)三、设计依据 (6)四、设计原则 (6)五、设计X围及内容 (7)第二章废水水量、水质、处理深度的确定一、废水水量、水质情况 (8)二、废水处理深度的确定 (8)第三章废水处理技术方案选择一、酒精废水处理拟采用技术路线分析比较 (8)二、酒精废水处理工艺研究及选择 (11)三、比较选择结论 (11)第四章选定的处理方案简介一、工艺简介 (12)二、工艺流程 (12)(一)工艺流程说明 (12)(二)菌种来源及培养 (16)第五章工程初步设计方案一、主要构筑物及设备的确定 (22)二、主要构(建)筑物及设备一览表 (24)三、废水处理站总平面布置情况 (24)第六章配电自控及消防避雷 (29)第七章投资估算 (30)第八章经济分析 (31)第九章三个不同方案的分析比较 (38)附表:附表一:主要构(建)筑物及设备一览表(一级标准) (39)附表二:主要构(建)筑物及设备一览表(厌氧部分) (40)附表三:投资估算表(一级标准) (45)附表四:投资估算表(厌氧部分) (46)附表五:主要污染物预计去除情况一览表(一级标准) (51)附表六:主要污染物预计去除情况一览表(厌氧部分) (52)附表七:10项指标分析比较表 (57)附图:附图一:工艺流程示意图(一级标准)附图二:工艺流程示意图(厌氧部分)附图三:物料平衡图(一级标准)附图四:物料平衡图(厌氧部分)附图五:总平面布置图(一级标准)第一章概述一、项目名称、承办单位和设计单位1、项目名称XX凭祥市丰浩酒精XX酒精废水治理工程2、项目承办单位XX凭祥市丰浩酒精XX3、设计单位中国环保科技(XX)XXXX净宇环境工程XX公司二、项目概况XX凭祥市丰浩酒精XX以80%的木薯和20%的糖蜜为原料生产酒精。
6万吨 年木薯酒精废水治理工程初步设计方案

XXXX 市XX 化工有限公司6万吨/年木薯酒精废水治理工程初 步 设 计 方 案 一(清液发酵法)XXXXXX 环保应用技术研究所二00六年XX月一、前言本方案主要论述XX市XX化工有限公司将建设年产6万吨木薯酒精废水工程的初步可行性,要求处理废水的COD≤500 mg/L后排入城市污水处理厂。
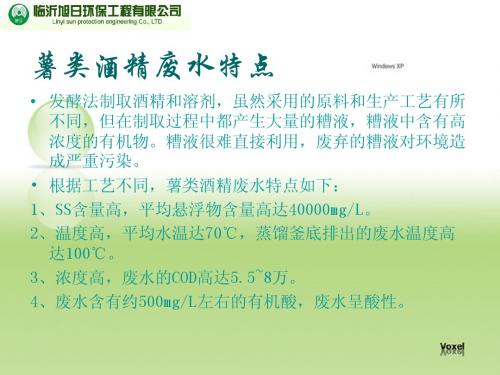
木薯酒精废水具有COD高、SS含量多、温度高、酸性大等污染特点,属于高浓度农产品加工废水,若按水量2800m3/d、COD按55000~60000mg/L计,那么贵公司的废水日排污量相当于约200万人生活的COD排放量,需要相当于300,000m3/d的城市污水处理厂的处理能力。
因此,如果不认真处理,任何污水处理厂都无法接纳,所以,贵公司决定建设一套新型、高效的废水处理系统。
本工程初步设计采用清液法工艺处理,其基本治理思路为:加强预处理、采用新型厌氧技术,同时考虑热量平衡、SS平衡问题。
这样,大大降低厌氧的投资和占地及运行费用,保证了厌氧系统设备的使用寿命;并且保证了厌氧段去除率更高,厌氧段的出水浓度更低。
同时,保证吨废水的产沼气率。
宏观上看该工艺具有以下优点:1.工程投资省,其废水治理部分投资仅约为1***万元。
固体、污泥处理约为2**万元,沼气处理部分约为3*万元,其它部分投资约为3**万元;2.工程的占地面积省,一期占地约为10,000平方米,现在寸土寸金,必须为企业今后的发展留有余地;3.污染物(COD)总去除率≥99%以上,出水确保稳定达标排放;4.沼气产量高,1m3废水的产沼量高于20~25m3以上。
同时考虑沼气的净化恒压,以利用沼气的利用;近年来,酒精的需求量增大,特别是燃料乙醇的应用,酒精生产企业不断新增或扩产。
但是酒精工业是严重污染产业,无论是采用木薯、玉米、小麦、糖蜜为原料,都会产生高浓度有机废水,主要来自蒸馏塔排出的酒糟、生产设备的洗涤水、冷却水及其它废水。
其中酒糟废液是上述废水中的主要污染物,如每生产1吨木薯酒精需要排放10~13吨酒糟。
论述木薯酒精废水资源化利用技术

论述木薯酒精废水资源化利用技术以木薯为原料生产酒精在我国广西等地有着较为广阔的市场。
在木薯酒精生产过程中会产生大量的废水。
废水中含有大量的有机化合物及悬浮物,COD高达50000-60000mg/L,pH值较低,属于典型的高浓度有机废水。
厌氧技术可以把高浓度有机废水转变为能源-沼气,因此研究开发木薯酒精废水厌氧处理技术极为重要,可以为木薯酒精生产企业的污水处理技术提供理论依据和设计参考,提高此类企业污水排放的达标率。
同时,厌氧处理产生的沼气可用作燃烧和发电等,切实为企业节省生产成本,提高了企业的效益。
1、木薯酒精废水处理现状木薯酒精废水由于高COD浓度、高悬浮物的特点,处理难度很大,这是很多企业不愿意投入成本用于废水处理的根本原因。
在实践中发现,很多薯类酒精、溶剂厂家的一次厌氧都采用传统的全混合罐全糟厌氧发酵,但是一次厌氧出水COD浓度达8000mg/L以上,甚至达到10000mg/L以上,出水粘度大、分离十分困难;悬浮物去除率低,造成二次厌氧进水COD浓度高、悬浮物浓度高,导致二次厌氧出水COD浓度高;从而增大了好氧负荷,处理效果难如人意。
另外,悬浮物粘度高,脱水十分困难,加大了絮凝剂的用量。
2、资源化利用关键技术2.1厌氧处理工艺对于目前木薯酒精废水的处理效果以及效率不高问题,设计思路总体上就是一要大厌氧小好氧,二是做好一次厌氧,使一次厌氧出水COD浓度低于5000mg/L;在不用絮凝剂的情况下有效脱除一次厌氧出水中的悬浮物,降低后续工程负荷及运行费用。
好氧污泥与沉降的厌氧污泥全部返回一次厌氧,实现污泥的减量化并提高一次厌氧污泥浓度,提高处理效果。
采用全糟、高溫厌氧发酵作为一次厌氧,通过独特的三相分离器、布水器和排泥系统,使高温厌氧反应器内保持较高的污泥浓度,这是提高其处理效果的关键。
利用专门的布水、搅拌技术及三相分离技术配合科学的工艺控制手段,在COD 负荷6kgCOD/m3·d的条件下,一次厌氧出水COD可降到5000mg/L的先进水平。
木薯、酒精废水处理

第一章工程规模、目标1.1 工程规模根据业主提供的资料,确定废水处理工程的设计规模为8000m3/d。
设计处理流量:Q d=8000m3/d,变化系数K z=1.1。
设计小时流量:Q ev=333.3m3/h,设计最大瞬时流量:Q max=366.7m3/h1.2 废水进水水质根据业主提供的资料,该项目的混合进水水质特征情况如下:1.鲜薯加工期(11月~2月)废水水质水量如下:表1-1 鲜薯加工期废水水质水量表2.池粉期(3月~5月)废水水质水量如下:表1-2 池粉期废水水质水量表3.倒粉及干薯片加工期(6月~10月)废水水质水量如下:表1-3 倒粉及干薯片加工期废水水质水量表1.3 设计出水水质根据厂家要求,本工程设计出水水质需达到以下要求:表1-5 工程设计出水水质表1.4 废水处理中试数据从中试装置试运行开始,进水量逐步加大,半个月后中试装置趋向稳定,水量由4m3/d调整至16m3/d,出水COD稳定在100mg/L以下。
中试试验数据详表3-6。
从以下数据可看出,采用两级PAFR工艺+好氧工艺处理木薯淀粉、酒精综合废水取得了满意的处理效果。
而且根据中试试验数据可得:完全可以达到现招标文件要求出水水质COD Cr≤400mg/L的要求。
本方案设计采用的设计参数为两级PAFR反应器分别9h和9.8h及好氧工艺停留时间18h,若适当延长停留时间,废水处理系统出水可达到国家一级排放标准(COD Cr≤100mg/L)。
表1-6 废水处理中试试验数据中试装置从3月15日开始进水,投加菌种半个月后,3月30日就得到达标的数据,目前试验继续进行。
第二章处理工艺的选择及设计2.1 废水处理工艺选择2.1.1 水质分析木薯废水水质随生长期和变性淀粉的品种不同而有较大的变化。
根据业主长期监测得知:废水排放主要分为3个周期:生薯期(11、12、1、2月);池粉期(3、4、5月)和倒粉期(6、7、8、9、10月)。
木薯酒精厂废水处理

木薯酒精厂废水处理
随着人们对酒的需求越来越大,木薯酒的生产也日渐兴起。
但是在木薯酒的生产过程中,产生的废水却成为了一个难题。
因此,木薯酒精厂废水的处理显得非常重要。
木薯酒精厂废水的组成主要是指在木薯酒的发酵过程中产生的废水,其主要成分包括无机物、有机物、氨氮等,这些成分对环境污染非常大,严重影响到周边环境的生态平衡和人们的正常生活。
要将木薯酒精厂废水处理好,需要采用一些科技手段。
生物法是目前处理木薯酒精厂废水的主要方式之一,其处理原理是通过微生物来降解废水中的有机物和氨氮等物质。
在这种方法中,大量的微生物会被引入到处理的水体中,它们会利用废水中的有机物等物质进行能量代谢,将它们转化为二氧化碳和水等无害物质,从而达到净化废水的目的。
而此外,化学法和物理法的方法也可以被用于木薯酒精厂废水的处理。
化学法主要通过在废水中添加一些特定化学药剂,如离子交换树脂和吸附剂等,来将废水中的有害污染物分离出来。
而物理法主要采用了蒸馏、过滤等处理方式,来将废水中的污染物和水分离开。
在选择木薯酒精厂废水处理方法时,我们需要特别注意的是其完善性和净化效率,以及对副产品的回收利用和可持续发
展的方向。
考虑到木薯酒精厂废水的种种特殊性质,建议采用多重处理方式进行联合处理。
总之,尽管木薯酒精厂废水处理是一个艰巨的任务,但是随着科技的不断进步和环保意识的提升,一定有更加高效和环保的废水处理技术会得以创新和应用,以达到更高的废水净化效果。
薯类酒精废水处理工艺
。
影响酒精废水治理工程投资规模与运行成本若干因素 (二)
• 三:厌氧反应器的结构形式 目前通常应用的厌氧反应器有:全接触式 (AC)、上流式厌氧污泥床反应器(UASB)、 膨胀式颗粒污泥床反应器(EGSB)、生物内循环厌 氧反应器(IC)等。AC式的优点是耐冲击,可全 糟发酵,缺点是去除率较低。UASB、EGSB、IC 等虽具有有机物去除率较高的优点,但进口悬浮 物要求较严。XR双路循环厌氧反应器结合各自优 点,避免各自缺陷,既耐高悬浮物又有较高的去 处率,且造价合理,产气率高,运行稳定,便于 操作。
影响酒精废水治理工程投资规模与运行成本的若干因素 (一)
• 一:厌氧---好氧负荷分配比例 适当延长厌氧停留时间,虽增加部分投资,但COD去 除率和沼气产量却大为增加,其投资收益率非常明显。从 运行成本看,好氧段每去除1KgBOD,需供1.3-1.5公斤氧, 单电费消耗可达0.35—0.40元,而厌氧负荷的适度增加却 不会增加能耗。从有机负荷率看,厌氧很容易达到 8KgBOD/ m3.d,而好氧要达到1.2 KgBOD/m3.d就已不 易。所以大厌氧小好氧是以较低的投资和较少的运行成本, 达到同样的处理效果并产生更大的经济效益的最佳工艺路 线。 二:厌氧装置单元容积大小 厌氧反应器的制作成本主要由主材、附材和制作费组成, 总容积确定以后,单体反应器的规模大小就显得非常重要, 工程实践经验证明,制作一个5000立方米反应器要比制作 三个1600立方米容积的反应器,容积多了200立方米,制 作成本却节约近20万元。并且单体容积越大,耐负荷冲击 力越强、运行越稳定、操作越方便、布局更紧凑
XR双路循环厌氧反应器
• • • • • 独特的双路循环设计 旋流布水 三相分离器 独有的排浮渣设施 正压保护与负压保护 安全措施 • 耐三高:耐高温、耐 高悬浮物、耐高COD 负荷
酒精废水处理技术

酒精废水处理技术交流资料有限公司目录一.概述 ............................................................ 错误!未指定书签。
二.酒精生产废水特点................................................. 错误!未指定书签。
三、酒精废水处理主要方法............................................. 错误!未指定书签。
1、玉米酒精糟的综合利用.............................................. 错误!未指定书签。
2、薯干酒精糟的综合利用.............................................. 错误!未指定书签。
3、糖蜜酒精糟处理方法................................................ 错误!未指定书签。
4、酒精废水常用处理工艺.............................................. 错误!未指定书签。
4.1高效全混厌氧污泥罐(EASB)........ 错误!未指定书签。
4.2UASB+HASB+接触氧化................. 错误!未指定书签。
4.3EGSB+SBR........................... 错误!未指定书签。
4.4IC+A/O............................. 错误!未指定书签。
4.5UASB+氧化塘........................ 错误!未指定书签。
四、酒精废水的资源化利用............................................. 错误!未指定书签。
一.概述酒精工业是国民经济重要的基础原料产业,酒精广泛应用于化工、食品工业、日化、医药卫生等领域,同时又是酒基、浸提剂、溶剂、洗涤剂和表面活性剂。
木薯酒精废水处理方案
酒精废水治理设计方案华南环科所三清环境技术工程有限公司1、概述酒精工业是国民经济重要的基础原料产业。
酒精广泛应用于化学工业、食品业、日用化工、医药卫生等领域,它是酒基、浸提剂、洗涤剂、溶剂、表面活性剂。
随着现代经济的快速发展,对于酒精需求越来越大,然而酒精生产企业正在不断扩大或新建酒精厂。
目前我国的酒精企业库存增加,市场竞争激烈。
但是酒精工业是严重污染产业,无论是采用玉米、薯干、木薯、糖蜜为原料,都会产生高浓度有机废水,主要来自蒸馏发酵成熟后排出的酒糟,生产设备的洗涤水,冲洗水,以及蒸煮、糖化、发酵、蒸馏工艺的部分冷却水。
其中酒糟是上述中废水的主要污染物,平均每生产一吨酒精需要排放11~13吨酒精糟液。
我单位主要致力于先进环保技术开发、研究和承接各种废水处理工程、设备设计、设备供应安装、调试、咨询等技术指导服务。
根据酒精工业有关产业政策为促进酒精工业发展和推进酒精工业污染防治应用,提出的污染防治政策为以玉米为原料的酒精生产优质蛋白饲料(DDGS);薯类酒精糟厌氧发酵制沼气,消化液再经好氧处理技术;糖蜜酒精采用大罐通风发酵生产单细胞蛋白饲料技术等。
但长期以来整个行业的综合利用和污染治理进展仍较迟缓。
我们研究所为改变这种现状,对各类酒精废水的处理进行了深入研究,特别是对玉米、薯类酒精废水有较突出的研究成果,并在实际工程中成功运用了我所开发出的一系列新处理工艺,特别是第三代厌氧技术(MIC),达到目前国内及世界的先进水平。
针对于贵公司在酒精的生产过程中排放的大量酒糟废液和一些设备清洗废水,此类废水有着其特殊性,在治理过程中有较大的困难:(A)废水温度很高;(B)有机物浓度(COD)高,污染较大;(C)废水中的SS含量高,对生化处理过程会有影响,对废水处理设计单位有较高的要求。
若采用我们的新技术用于贵公司的污水处理,能得到良好的效果。
并且利用处理工艺中厌氧反应器MIC产生的大量沼气进行锅炉燃烧或发电,可大大降低生产能耗,由于目前煤价较高,若充分利用产生的沼气燃烧产生蒸汽,可使生产成本降低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
木薯酒精废水处理工艺设计说明书目录
1概述
1.1工程概况
1.2设计依据
1.3采取的工艺处理技术
1.4设计规模
本项目设计规模为2600吨/日
1.5进水参数及处理出水指标
1.6技术经济指标
1.6.1占地面积
1.6.2公用工程和化学药剂消耗
1.6.3定员
2污水处理厂工艺描述
2.1废水预处理
2.1.1集水池
2.1.2沉砂池
2.1.3调节池
2.2厌氧处理
2.2.1 XR一级厌氧反应器
2.2.2一级沉淀池
2.2.3 X IC 二级厌氧反应器
2.2.4 二级沉淀池
2.3沼气处理
2.3.1压力调节器
2.3.2沼气燃烧器
2.4好氧处理
2.4.1曝气池
2.4.2曝气系统
2.4.3三级沉淀池
2.5加药系统
2.5.1碱投加单元
2.5.2絮凝剂投加单元
2.6废气处理
2.7污泥处理
2.7.1污泥量
2.7.2污泥浓缩池
2.7.3滤液收集池
2.7.4絮凝剂制备罐
2.7.5带式浓缩脱水机系统
3 总平面布置
4 土建
4.1基础
4.2建筑设计
4.3结构设计
4.4构筑物防腐
4.5保温
5 给排水
5.1给水
5.2排水
5.3管材及接口
6 保温及防腐
6.1保温
6.1.1设备保温
6.1.2管道保温
6.2防腐
6.2.1管道防腐
6.2.2设备防腐
7 电气设计说明
7.1概述
7.2供配电系统
7.3电气设备和材料的选型原则
7.4电力电缆,电线的选型与敷设方式7.5照明
7.6防雷、防静电接地
8 控制设计说明
8.1概述
8.2系统配置
8.3监控系统操作功能
8.4 电源配置
8.5防雷、过电压保护及接地
8.6电源电缆,信号电缆的选型与敷设方式8.7 监控室布置
8.8 仪表及调节阀
8.9报警
9环境保护
9.1废气治理
9.2固体废物处置
9.3噪声控制、
10 劳动安全卫生
10.1爆炸危险区
10.2防雷与接地
10.3消防
10.4其它。