剑杆织机上机工艺参数的优选体会
制定合理的剑杆织机工艺参数
制定合理的剑杆织机工艺参数应用到牛津纺生产织造的探讨武汉裕大华集团股份有限公司张颜新机织物是由经纬纱在织机上交织布而形成的,在织造过程中经纱与经纱之间,经纱与纬纱之间,经纬纱与织机上各种物件之间反复发生着纵向,横向的磨擦和曲折。
为了使纱线有足够的强度,耐磨性和弹性,确保纱线在织造过程中不致因上述各种破坏力的作用而发生断裂,为了使纱线减少疵点,提高光洁度,以确保织造生产效率,获得优质的产品,为了增加纱线的卷绕伸长,利于连续生产必须对经纬纱进行前准备,以达到适应织机生产的工艺调整。
剑杆织机在完成经纬纱线的交织,始终由五大运动完成,分别是开口、引纬、打纬、送经、卷取。
1、开口机构是由电子提花龙头或电子多臂机完成2、引纬是四连杆机构或独特的螺旋推进式引纬方式,使纬纱的加速度控制在最小范围,最低限度减少对纬纱的伤害。
3、打纬是采用CAM BOX方式,独立的共轭凸轮或双侧共轭凸轮,使打纬力更大,震动更小,维护更方便。
4、送经和卷取采用的无刷异步伺服电机,采用微中心电脑控制,可以使经轴由满轴到完轴经纱张力的恒定完美控制。
基于前面对剑杆织机的认识,如何正确选择上机工艺参数?一、送纬剑与接纬剑交接时纬纱时间配合送、接纬剑要实现准确,平稳的交接纬纱应满三个条件 a.送纬剑和接纬剑钳口部分的位移应有适当的重叠(冲程)区段。
b.两剑交接时,送进足,接出慢,应有适当的转角差。
c.交接纬纱过程中,纬纱受到来自接纬剑钳口的冲击要尽可能小。
为了满足以上三条,一般接纬剑进入时间早于送剑进入时间3°~5°,这样安排的优点是接纬时两剑相对运动速度较小,纬纱保持较大的紧张状态,有利于增加接纬的可靠性。
如果待送纬剑退剑时交接纬纱就会因为纬纱松弛而引起交接失误。
一般送纬剑进梭口的时间在55°~75°接纬剑出梭口时间为290°~305°之间为较理想值区间。
二、开口时间从工艺理论上讲,开口早,打纬时梭口开得大,经纱张力也大,打纬区小,经纱对纬纱的交叉包围角大,有利于构成紧密丰满的织物;开口迟打纬后经纱对纬纱的抱合力小,钢筘对经纱的摩擦亦小,断头减小,但此时纬纱易于反拔后退,使织物表面稀疏,出现上、下层经纱张力差异小,上层经纱不易作侧向移动而产生筘痕、方眼,对织物外观质量和物理性能均有一定影响。
RFRL30型剑杆织机用于丝织物织造的工艺调试探究
RFRL30型剑杆织机用于丝织物织造的工艺调试探究【摘要】本文探讨了RFRL30型剑杆织机在丝织物织造工艺调试中的应用。
在介绍了研究背景、研究目的和研究意义。
正文部分包括RFRL30型剑杆织机概述、丝织物织造工艺调试、调试参数的优化、工艺参数的影响因素以及调试过程中的注意事项。
结论部分总结了工艺调试的重要性,展望了未来研究方向,并阐明了研究成果的应用价值。
通过本文的研究,可以更好地理解和掌握RFRL30型剑杆织机在丝织物织造中的工艺调试要点,为相关领域的研究和应用提供参考和借鉴。
【关键词】RFRL30型剑杆织机, 丝织物, 织造工艺调试, 调试参数, 优化, 影响因素, 注意事项, 总结, 展望, 研究方向, 应用价值.1. 引言1.1 研究背景丝织物是一种具有优良手感和良好透气性的面料,广泛应用于服装、家居等领域。
而剑杆织机作为丝织物织造的重要设备,在生产过程中的工艺调试对产品质量和产量具有至关重要的影响。
RFRL30型剑杆织机是一种先进的织造设备,具有高效、稳定的特点。
由于丝织物的质地和要求各不相同,对剑杆织机的工艺调试要求也较高。
对RFRL30型剑杆织机用于丝织物织造的工艺调试进行深入研究,对于提高生产效率、降低生产成本具有重要意义。
在当前市场竞争日益激烈的背景下,通过对RFRL30型剑杆织机的工艺调试进行探究,可以为企业提供更加精准、高效的生产方案,提高产品质量和市场竞争力。
有必要对RFRL30型剑杆织机用于丝织物织造的工艺调试进行详细研究,为行业发展提供技术支持和指导。
1.2 研究目的本研究的目的旨在探究RFRL30型剑杆织机在丝织物织造中的工艺调试方法,旨在优化调试参数,提高生产效率和产品质量。
通过深入研究工艺参数的影响因素,我们希望能够找到最佳的调试方案,实现织机的最佳运行状态。
本研究也将重点关注调试过程中的注意事项,以避免可能出现的问题和陷阱,确保调试工作顺利进行。
通过本研究的开展,我们可以为丝织物生产行业提供更加科学的工艺调试方法,推动技术创新和产品质量提升。
剑杆织机技术现状

剑杆织机的技术现状及选型探析2009-07-27 来源:中国纺织服装机械网剑杆织机产品适应性广,性价比高,在无梭织机中占有比例最大。
分析了当前国内外剑杆织机的技术水平与发展趋向,对剑杆织机选型工作中的一些问题进行了分析、探讨,就剑杆织机配套设备的应用提出了建议。
随着我国加入WTO,企业体制的进一步深入改革,我国纺织行业正面临前所未有的机遇与挑战,竞争的焦点将是产品结构的调整、产品档次和品质的提高。
用新的科学技术改造传统的工艺技术,这是生产力发展的必由之路,在科学突飞猛进、技术更新速度空前加快的今天更是如此。
因此,对于传统的纺织工业也必须进行有步骤的、彻底的改造。
如何加快技术进步步伐,加大我国织机无梭化比重,是解决产品上档次的根本捷径。
本文仅以国内外无梭织机中应用众多的剑杆织机为例,对其技术水平和选型问题作一阐述。
1概况据不完全统计,截止2004年底我国现有各类织机已近176万台,其中有梭织机约109万台,有梭棉织机约103万台,无梭织机约67.5万多台(其中片梭织机0.72万台,剑杆织机12.1万台,简易的GA74系列剑杆织机31.5万台,喷气织机8.5万台),无梭织机率为24.83%(如含GA74系列剑杆织机则为38.24%)。
GA611、GA615(1511、1515)系列棉织机在棉织行业中仍然大批量使用。
织造行业通过行业结构调整和体制调整,民营企业已占2/3以上比重,沿海地区无梭织机比重已占据国内大半江山,产品对市场适应能力増加。
也有相当数量的企业进行了合资、转制及设备更新,能规模生产中高档织物,产品大部分出口。
但综观全国还是以中低水平生产能力居多,高水平生产能力不足,产品长年没有改变,配套化、系列化水平很为不够。
2当前国内外剑杆织机及配套器材的技术水平在无梭织机中,剑杆织机是织制小批量、中批量、品种翻改频繁的花色织物通用和最可靠的织机,价格比片梭织机低廉。
近年来,随着引纬机构的改进,引纬速度提高,而加速度的变化却比较缓和;夹持纬纱运动的剑头,其构造可适用于不同原料和结构的纱线,在0.7tex~3300tex之间不需调换剑头。
剑杆织机生产双纬织物的体会

( b iZ e g igHu rnT xi . Ld ) He e h n dn au e teCo , t . l
Absr c Pr c si g o o bl f a i sd s u s d. Do ln to s u e o p o c o bl f f b ta t o e sn fd u e we tfbrc wa ic s e ub ig meh d wa s d t r du e d u e we t a - rc. Th o g nay i g p o l ms i a i g p o e s, o ln r c s i so tmie d ube t n in d s sus d t i r u h a lzn r b e n we v n r c s d ubi g p o e sngwa p i z d, o l e so ik wa e o p o uc o bln h e e, r e so v nn s s c n rle a eu l c v r g nd o k g s o e weli szn r d e d u i g c e s wa p t n i n e e e s wa o to ld c rf ly, o ea e a s a a e wa d n l n iig p o e s, h d n sc n r l d ce ry i a i g,i l a i u lt n o m fi in y c ul ns r d a d d ub r c s s e dig wa o tol l a l n we v n fnal fbrc q aiy a d l o efce c o d bee u e n o — e y
题 , 化 了 并 纱 _ 艺 , 定 采 用 双 张 力 盘 并 纱 生 产 并 纱 筒 子 , 经 重 点 控 制 经 纱 张 力 均 匀性 , 纱 兼顾 被 覆 和 浸 优 T - 确 整 浆
国产剑杆织机选型中几个技术问题探析
国产剑杆织机选型中几个技术问题探析信息来源: 发布时间: 2011-4-29 浏览次数:245本文章由充棉机整理发布,如果你感觉本文章好请转载一下,顺便告诉你的朋友!感谢你对本公司的支持,开棉机专业的生产厂家。
鉴于国内对剑杆织机近20多年来成熟的使用经验,企业对织机的性能要求提高:需要生产效率高、品种适应性广泛、织机运转可靠、织造品质优良、性价比高的剑杆织机来提升织物的附加值,因而对中档以上国产剑杆织机的需求会增加。
以下就国产剑杆织机选型中几个技术问题略谈几点看法,供参考。
3.1引纬系统3.1.1主驱动件共轭凸轮和偏心的特点对于国内外不同型号的剑杆织机,作为引纬主驱动件不外乎是采用共轭凸轮和偏心两种,其各有特点。
(1)共轭凸轮式剑杆织机引纬主驱动件采用共轭凸轮机构,可以达到理想的剑头运动规律,做到纬纱交接时,剑头的加速度为零,从而可大大提高交接纬的精确性和稳定性。
纯连杆机构组合是做不到这一点的,特殊的连杆机构和其它机构组合可以做到,但不如共轭凸轮机构紧凑。
①在高速织机中,为了改善动态特性,可尽量采用提高平均加速度值的方法来达到降低加速度峰值的目的;在运动关键位置如纬纱交接点等处要尽可能将加速度降低甚至降到零值。
由于引纬运动都源于:进-停-退-外侧静止的运动曲线,运动曲线综合的思维方式可以把这种运动描述成s-v-a-j之间的微分关系,根据这种微分关系可以找到多种运动方程来实现它。
②对国外剑杆织机消化吸收时,共轭凸轮廓线若采用实测数据加工会存在3种误差的叠加:实测凸轮的制造误差;测绘误差,一般实测数据(每0.5度测一个数据);新凸轮的制造误差。
理性的方法可根据实测数据解析出从动件的运动规律,根据运动规律再现凸轮廓线设计值。
国内于20世纪80年代初已进行凸轮动态模化设计的专题研究工作;可以讲在理论上,研究工作跑在了本课题的前列。
③对于剑杆织机引纬系统的前卫研究,即用独立电机直接驱动引纬的织机来说,凸轮的运动规律对它们的设计仍然有着积极的意义,因为电机通过电脑控制输出的运动规律正是凸轮采用的运动曲线。
Dornier刚性剑杆织机的上机工艺调整及品种开发
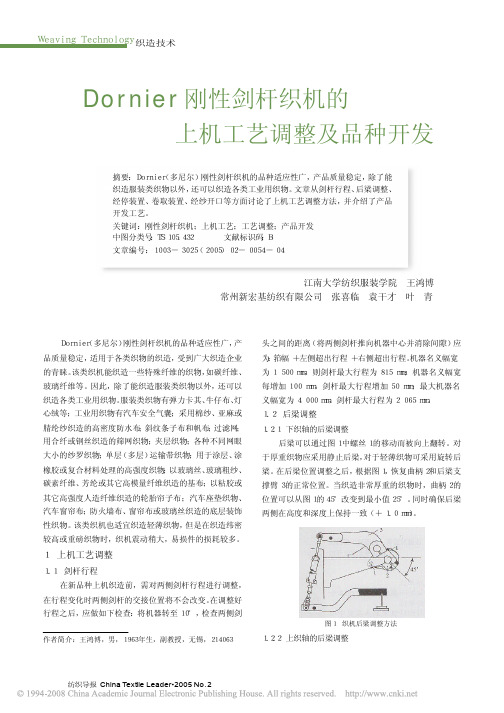
弹簧类型的选择:经纱张力也受到右侧弹簧 11 的影 响,不同的织物应选择不同类型的弹簧(表 1)。
表1 弹簧类型
弹簧类型
直径 初始张力 最大张力 弹簧最大 适用范围
/ mm / kg
1 2 3 4 5 (a)
2 mm
11
12 13 14
(b) 6
7 8 9 10
表2 停经片的质量和最大密度范围
丝
棉
毛
麻
停经片 厚度 密度 /(片·
/ dtex
/ tex
/ tex
/ tex
质量 / g / mm (cm·排)- 1 )
< 100
< 10.0
1.0 0.15 21 ~ 22
100 ~ 170 10.0 ~ 10.5 < 19 < 10.0 1.0 ~ 1.5 0.20 15 ~ 20
8
C
B
图3 正齿轮卷取装置
1.4.1 功能 通过更换小齿轮(A)和正齿轮(B、C),可以调整 16
种纬密范围。通过安装相应的纬密变换齿轮(8),纬密调 整范围为0.67 ~ 100 纬/cm。
5 5 纺织导报 China Textile Leader·2005 No.2
Weaving Technology 织造技术
摘要:喷气织机效率与原纱选择、经纱准备工艺极其参数的选择关系密切。文章 对经纱的选择和织前工艺进行了详细分析,提出了可作参考的工艺路线和主要的 控制参考指标。 关键词:喷气织机;织机效率;纱线品质;浆料配方;上浆工艺 中图分类号:TS 105.21 文献标识码:B 文章编号:1003 - 302(5 2005)02 - 0057 - 02
RFRL30型剑杆织机用于丝织物织造的工艺调试探究

RFRL30型剑杆织机用于丝织物织造的工艺调试探究作者:吴彤田恒荣张正伟李绪泉来源:《丝绸》2020年第03期摘要: RFRL30型剑杆织机是一款高性能织造设备,已经广泛应用于各种复杂服装面料、装饰布、滤布、安全织物等领域。
近年来,越来越多的客户也在使用RFRL30型剑杆织机织造丝织物,为了提高织机运转效率、提升面料质量,针对丝织物的纱线特点和面料要求,文章探究了RFRL30型剑杆织机生产丝织物过程中织机工艺参数的调节及注意事项;针对特殊品种的织造,通过反复试验织机的调试工艺参数,找到了最佳状态,满足了客户需求。
关键词:剑杆织机;丝织物;织造;调试;工艺参数Abstract: RFRL30 rapier loom is a kind of high-performance weaving equipment,which has been widely used in various complex clothing fabrics,decorative fabrics,filter fabrics,safetyfabrics and other fields. In recent years,more and more customers have been using RFRL30 rapier loom to weave silk fabrics. In order to improve the running efficiency of the loom and the quality of cloth,the research team explored the adjustment of weaving process parameters and production precautions during the production of raw silk fabrics by RFRL30 rapier loom according to the yarn characteristics and fabric requirements of silk fabrics. For the weaving of special varieties,the research found out the optimum condition by repeatedly testing the technological parameters of the loom debugging,and the requirements of customers are satisfied.Key words: rapier loom; silk fabric; weaving; debugging; process parameters据相关资料披露,至2018年末,中国有中、高档剑杆织机约29.12万台,简易的GA74型系列剑杆织机40余万台[1],剑杆织机占无梭织机总量的四成之多,为主要的织造设备。
自制剑杆小样织机工艺调试的体会

Ke o d Ha d S mpe Ra irL o ,Po e sn jsme t a kb ae ih ,W ap T n in,B o e yW rs n a l pe o m rc sig Adut n ,B c — errHeg t r e s o rk n
W e t De e to t r me f t c j n S a tTi
E p r n e o j sig P o es g i x e i c fAdu t r c si n e n n
H o e a e H a a pl a i r Lo m m m d nd S m eR pe o
M aiM i i g nq n
( a g o g S uh r e h ooy In v t n C ne ) Gu n d n o ten T c n lg n oai e tr o
Ab ta t T emeh d fa jsigp o esn nh me d a ds mperpe o m r ic se .T ew r — sr c h to so du t rc sigi o ma eh n a l a irlo weedsu sd h ok n igpicpea dpo esn aa tra jsigto g t f a ds mperpe o weea aye .T ru hts w a ig n r il n rc sigp rmee dutn h u h n a l a irl m r n lzd h o g t e vn n oh o e
五 大 运 动 是 从 打 纬 运 动 开 始 的 , 筘 走 完 整 个 打 钢 纬 动 程 约 需 0 5S时 间 。 图 l中 A l表 示 打 纬 开 . t
sm93剑杆织机实用技术

SM93剑杆织机实用技术一、织机的常见故障与维修1、SM93织机的机械故障、排除2、引纬系统故障分析及防止措施SM93剑杆织机机的引纬方式、纬纱选取、纬纱剪刀配置等都和其它织有很大区别,织疵也多出现在引纬系统。
纬纱疵点大体可分为断纬、缺纬、双纬、纬缩和长纬等五种,现分析如下:(一)断纬、缺纬1、随机断纬,断头位置和断纬长度不定,较易区分。
其产生原因和应采取的措施如下。
(1)纬纱弱节被拉断;应提高原纱质量。
(2)筒子成型不良;应减少不良筒子。
(3)少数为偶然挂断。
(4)储纬器供纱不及时;应调整储纬器灵敏度。
2、纬纱头在入纬侧,多为送纬剑钳纱不良。
(1)钳纱夹弹簧过松,纬纱滑落;应增加弹簧弹力。
(2)钳口磨灭或变形,造成钳纱不良;应修理或更换。
(3)钳口内有异物,不能钳牢纬纱;应清除。
(4)喂纬位置不当,纬纱不能进入钳口,或剑头把纬纱带入梭口;应调整喂纬位置。
(5)纬纱张力过小,不能钳牢,中途滑脱;应增加纬纱张力。
(6)纬纱张力过大,被拉断;应减少纬纱张力。
(7)剪刀剪纱过早,纬纱未被钳牢;应调整剪纱时间。
(8)剪刀剪纱过晚,造成拉断;应调整剪纱时间。
(9)剪刀刀口磨灭或塞毛,不能干净剪断纬纱,造成拉断;应清洁、修理。
3、接纬剑不能接走纬纱,造成半幅纬纱,纱头留在剑头交接点附近。
(1)接纬剑钳口磨损,夹不紧纬纱,滑脱;应更换或修理。
(2)送纬剑夹纱力太小,纬纱交到接纬剑后不能钳牢滑脱;应增加送纬剑钳纱力。
(3)送纬剑钳口变形,虽能钳住纬纱,但夹纱力小,接纬剑不能钳牢,纬纱滑脱;应修理或更换。
(4)接纬剑钳口变形,楔角过大,不能钳住纬纱;应修理或更换。
(5)送纬剑钳纱过紧,交接时拉断;应减小送纬剑钳纱力。
4、接纬侧布边小缺纬。
(1)开口时间和出剑时间配合不当,接纬剑出梭口释放纬纱时尚末平综,纬纱反弹,造成布边缺纬并伴有纬缩,有时还有小段双纬。
(2)平综太早,纬纱被强行引出,易拉断造成边缺纬;(3)接纬剑释放纬纱太早或太晚。
剑杆织机的编织
剑杆织机的编织R.Roster 写这篇文章的目的是研究剑杆织机编织领域的现状,进而与其它织机在技术方面做一个比较,普通的织机会注重一些重要的环节,而不会注重一些细节问题,我希望读者能对编织工艺流程更加感兴趣。
调查的原则常规的剑杆织机把各个配件组装起来,会重新装一个引纬系统,这些显示在图一中, 有一种假设,比较好的引纬器直接用于无梭织机。
第一,缺点有以下方面A纱线的大小形状只限于通过规定尺寸,必须在一定长度内比较,薄厚及其他内容,这是需要有一个很长的准备时间的,织机在长期工作状态下需要起码的维修阶段,用卷纬方式改变整个剑杆织机系统是很有必要的事。
B卷纬并不是最好的卷绕形式,因为他会引起纬纱的张力不匀且不易控制,此外,有限的技术水平是我们很难引进高效率纬纱张力器的重要原因。
C梭子击中目标是很复杂的过程,他是从静止到加速再到击中目标突然停止。
D只集中的各部件并不是考虑其耐用程度的,还应考虑速度转换的问题,很明显仅仅通过列表方式来实现机械操作或张力分析是远远不够的,若加于无梭织机,为使其提速也是不可取的,随着织机的高效率成为吸引眼球的方式,高速编织机已经俨然成为当今推崇的机型。
第二,如何比较剑杆织机与其他无梭织机?Sulzer 织机有许多吸引人的特点,他以合理的设计和可靠的性能被人接受。
它主要的缺陷是高速引纬使得纬纱在处理时较差,基于这个原因,羊毛的工业生产不能用这种昂贵的机器来编织,并且剑杆织机更合适,苏尔这种有对外供应纬纱有很强优势的机型,由于他有很好的牵引纬纱能力使其有低成本高效率。
J喷气织机对于我们的工业已经没有吸引力了,主要有两个原因,喷水牵引纬纱不是很令人满意的方式,喷气知己限制在57英寸宽,但是最近的研究表示会增加至少71英寸宽。
对于高速剑杆织机没有什么显著的优点,这是因为我认为其他的优点远远更重要,除非是为了提高他的工作效率,我的理由是这种织机对比自动有梭织机可以减少工作量,所以复杂繁重织机不可能每小时会生产大量的好的衣服布料,照比有梭织机,我想这种问题在有梭织机上是不会出现的。
Dornier刚性剑杆织机的上机工艺调整及品种开发
将被 锁 紧 。
后梁 悬 挂 装置 的 左侧 部分 的 调 整: 如果 后 梁倾 角 必须 要 改 变 那么 松 开螺 帽 2 5 分 别减 小 或增 加 螺杆 1 4 或 和 的 长度 。
江南大学纺织 服装学 院
王鸿博
常州新宏基纺织有限公司 张喜临
袁干才 叶
青
D ri 多 尼 尔 ) 性 剑杆 织机 的 品种 适应 性 广 . on r( e 刚 产
品质 量稳 定 .适 用于 各 类织 物 的织 造 .受 到广 大 织造 企 业
头之 间 的距 离 ( 将两 侧 剑杆 推 向机 器 中心 并消 除 间 隙 ) 应 为 : 幅 +左侧 超 出行 程 +右侧 超 出行 程 。 器名 义 幅宽 筘 机
后 梁可 以通过 图 1 中螺 丝 1 的移 动 而被 向 上翻 转 。对
大小的纱 罗织物; 单层 ( 多层) 运输带织物: 用于涂层 涂
橡胶 或 复合 材 料处 理 的高 强 度织 物; 以玻 璃 丝 、 璃 粗纱 、 玻 碳 素纤维 、芳纶 或 其 它高 模 量纤 维织 造 的基 布 ;以粘胶 或 其 它 高强 度 人 造纤 维 织 造 的轮 胎 帘 子布 :汽车 座 垫 织物 、 汽 车窗 帘 布 ;防火 墙 布 、窗 帘布 或玻 璃 丝 织造 的底 层 装饰
维普资讯
_
-
工 ;
y织造技术
Do n e 刚性剑杆织机的 r r i
上机工艺调整及品种开发
摘 要 :D mi 多尼 尔) 刚性剑 杆 织机 的 品种 适应 性 广 ,产 品 质量 稳 定 ,除 了能 o e r( 织 造服 装 类织物 以 外 , 可 以织 造各 类 工业 用织物 。 章从 剑杆 行 程 、 梁调 整 、 还 文 后
发挥剑杆织机优势提高产品适应性

・纺织设备・发挥剑杆织机优势提高产品适应性郭润兰艾宏玲(甘肃工业大学)摘要分析剑杆织机送纬机构、接纬机构以及选纬机构的主要特点,进而进一步分析了由此优势采提高纺织产品在织造过程中的适应性。
关键词剑杆织机优势产品适应性剑杆织机适应性强,其原因在于剑头夹住纬纱,积极将纬纱引入、引出梭口。
引纬运动是约束性的,纬纱始终处于剑头的控制之下,因此,对于各种纤维如棉、毛、丝、麻、玻璃纤维或轻、中、重型织物都可用剑杆织机来实现织造。
特别是近年来在控制引纬过程中纬纱张力波动,以及尽可能减少剑头对经纱摩擦等方面取得了突破之后,对纬纱适应性更强,大大提高了其竞争力。
另外剑杆织机选纬机构采用单独电机直接驱动选纬指,根据纬纱品种,选纬指位置可在小范围内做适当调整.以减少纬纱张力波动。
在采用多色纬织造时,换纬便当,更显示出它的优越性。
同时主机配以全自动变速控制,根据纬纱性能编程凋节主机速度,减少断头,大大提高开机效率。
一、剑杆织机的选纬、送纬优势1.剑杆织机选纬机构剑杆织机的特点是纬纱的选择可以由很轻的选纬指交替作用来完成,既适应高速又适应多色要求,其纬纱色数可达8~12种颜色。
现代织机的选纬机构是一个机电一体化程度较高的机构+目前电子选纬装置主要有两种类型的执行机构,一种是由电机(步进电机或直线电机)直接驱动选纬指,一个电机驱动一个选纬指,通过计算机控制选纬指的运动轨迹,保持引纬时纬纱运动平直和恒定的低张力。
另一种是国内应用较为普遍的即通过电磁铁来驱动选纬指。
剑杆织机的自动选纬装置就是一个控制选纬次序的信号发生器。
根据织物组织的不同,即纹板上穿有不同位置的孔,当控制选纬指的执行元件——竖针落人纹板孔中,另一端弹簧钢片翘起,离开接近开关;纹板上没有孔的地方,竖针被顶起,弹簧钢片被压下,遮住了传感器。
选色信号发生器就是利用纹板上“有孔”或“无孔”,使传感器发出“l”或12“0”的信号。
传感器发出的信号,进行放大、处理后,再送到送纬器中的电磁铁线圈。
GAMMA型剑杆织机织造双面牛仔织物的体会

宽为 18 6 c 6 . m。织物 组织 图如 图 1所示 。
不 断增 加 。尤其 是 对 高 附加 值 的产 品 , 需 要 组 更
织 大量 的人 力 、 力 进 行 攻 关 。 双 面织 物 是 由两 物
个 系 统 的 经 纱 和 一 种 纬 纱 在 同 一 台 织 机 上 按 一 定
界 的 好 评 。 以 下 是 我 公 司 在 G MM 型 剑 杆 织 机 A A 上织 造 双面 牛仔 织物 时 的攻关 体会 。 该 织 物 经 纱 为 竹 节 纱 和 环 锭 纱 两 种 , 应 的 相
剑杆织机工艺上车与调试—主要上机工艺参数

主要概念或工艺参数:综平、满开、梭口开放、梭口静止、梭口闭合、 梭口大小、梭口角度、梭口高度、梭口深度等。
梭口角度有28°、30°、32°、34°、36°。 短纤纱的开口角度一般为32°。
综框厚度12mm
开口角度 30° 32°
齿数 开口高度(mm)
18
71.2
①
17
74.0
16
76.8
①
15
❖ 以后各组的始喷时间较前组关闭时间提早40°~ 50°。最后1~3组较前一组提早50°~60°;
❖ 辅喷终喷关闭时间晚于纬纱到达时间20°~30°; ❖ 第1纬主喷及挡纱针时间晚于正常时间10°。
什么是上机张力?
综平时经纱的静态张力
确定上机张力的原则?
4个有利于原则
上机张力=总经根数/经纱支数×K
❖ 清晰梭口 梭口满开时,梭口前半部分, 上、下层经纱分别处于各自平 面上,此时的梭口即称为清晰 梭口。
❖ 不清晰梭口 梭口满开时,梭口前半部分, 上、下层经纱分别处于不同平 面上,此时的梭口即称为不清 晰梭口。
❖ 半清晰梭口 梭口满开时,梭口前半部分, 上层经纱处于不同平面上,而 下层经纱处于同一平布上,此 时的梭口即称为清晰梭口。
• 学习情境4:典型机织设 备工艺上车与调试
1
知识准备-认识织布机主 要工艺参数
❖ 产品工艺参数
如:总经根数、边纱根数、织物组织、色经循环、色纬循环、经织缩、纬 织缩、下机缩率、每筘穿入数、筘号、上机筘幅、轴幅……等。
❖ 开口工艺参数
如:开口时间、经位置线、梭口高度、梭口角度、梭口深度、综框高度、综 框动程、综框页数……等。
A B C D E ……
VWX Y Z
A B C D EVW X Y Z
剑杆织机维修工艺技术

剑杆织机维修工艺了机:首先将综框打平,关掉电源。
用剪刀将车上经纱剪掉前面从综丝根处剪,再后面从停经片后梁处剪,然后用手将纱拉掉。
同时前面用M5六角将筘拆下来约75只螺丝,螺丝拧出2~3牙。
留心筘垫有的有停经片,去后面用17*19扳手8*10扳手将经轴刹车松开。
将经轴上纱拉掉,将轴移走,送到场地,用平板锉刀将除边组织综框夹子先敲下边再敲上边。
将六片综丝拿走送到穿棕处,同时取下棕夹子,取棕夹子可以当时不拿下来放在地上上下在地上趸几下,再从地上捡起棕夹子放在小桶里,然后将六停经片条拿走送穿棕处。
用扇子扇风(风机)将花绒煽(吹)掉,从上到下,从左到右,同时也将储纬器上花绒吹掉并拔掉储纬器电源插头,移走储纬器架,以及日光灯上的灰尘吹掉,用长柄毛刷去车上所有花绒及垃圾。
打扫卫生,将所有花绒收到蛇皮袋里,检查综框及夹子补缺螺丝吊棕绳好坏及车况。
同时,用17*19扳手将停经架两头螺丝拆下来,螺丝放在墙板上。
先停经方管再停经棒拆下放在曲拐轴边及铁管。
分线夹(2只)拆下挂在方管上。
清洁搞好,开始中心轴四油眼加黄油,两端轴承轴承油嘴加油脂,两回综箱用漆帚刷黄油和机油调和物,看回棕箱弹簧好坏,盖回棕箱时注意方法,箱头油插槽,箱尾有销钉。
龙头有六个轴承加油点。
摇轴8个加油点(中间四轴承或轴套,两端两个。
)曲轴牵手2*2=4油眼,轴2*1=2及旁边间隙。
龙头下(摇轴)1油管皮带轮2紫铜管,后梁摇轴两端,摆动梁轴两端轴瓦加机油,送经装置及涡轮,卷取装置及涡轮,剪刀装置及链轮,经轴齿轮油眼,龙头黑鱼头,龙头摆轴4油眼加黄油竖着2黄油眼,清理油盘及海棉,将油壶油倒入龙头上。
上轴: 1、经轴用而轮小车推至车子旁,推时注意轴的方向,轴到车旁时轴端要和车扣帽对齐,轴一端要放置一砖或木块防止轴转动。
2、二人用杠棒将轴一端抬起另一人将下面小车移走或用手动压车抬起移走小车。
3、预先在车子上放三根4分钢管,抬停经片棕丝两次三人先将筘及停经片和棕丝抬起,放到车架钢管上注意不能压到纱及要让钢管放在纱的空当中,防止压到经纱压断。
工艺试纺报告 江飞

专业:纺织工程
班级:纺082
学号:0815012042
姓名:江飞
2011年09月15日
一、打结报告
这周的工艺试纺的第一天上午,我们来到工程训练中心,周老师分配了我们两个班的训练内容,我们班分到的是打结,上午练习然后考试。首先由周老师给我们示范一次如何打自紧结,看过后自己试了一遍觉得好难,老师又给我们示范了一次,并给我们每人发了两个麻线让我们自己练习。我们四个人一个小组开始练习打结,一开始的时候,大家都打的很慢,而且常常出现一拉结就松脱的情况,大家都很着急,怕之后的考试中也这样。练习了大半个小时后,情况比刚开始好了很多。一个同学拿出手机来计时,我们开始练习打结的速度。果然打结这个活还是要熟能生巧的,加以练习后,我明显感觉到比先前熟练的多。到了十点钟的时候,老师过来准备打结的考试,分为三人一组。先是由冯云小试牛刀,计时一分钟,她打了六个结,虽然过程中她显得有些紧张,手也不自觉的抖,但成绩还是很好,让我们还没考试的人好有压力。接下来一组一组的进行考试,很多人都很紧张,手抖的很厉害,打结后松脱的现象也一直出现,大家的平均水平只有三四个,甚至还有男生一个结都没有打。通过今天的打结练习,我深刻的体会到做任何事都要有持之以恒坚持不懈的努力精神,凡是都是熟能生巧,万事都是开头难,但只要有克服困难的决心,总有成功的时刻!
组织图
纹板图
6.织造工序工艺
(1)机器型号:1511M型自动换梭织机
(2)速度
选取电动机皮带盘的外径为103.4mm,节径为95.4mm
查表可知,织机转速N=200r/min
(3)送经卷曲形式:机械式
(4)纬密确定
实际纬密为275.5根/10cm,查表可知,变换牙/标准牙为38/20
(5)机上控制布幅:1119mm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关 键 词 : 剑 杆 织 机 ; 口时 间 ; 口高 度 ; 位 置 线 ; 机 张 力 开 梭 经 上 中 图 分 类 号 :S0 . 3 T 154 文 献 标 志 码 : B 文 章 编 号 : 0. 1(0 10 — 5- 1 1 45 21 )5 06 3 0 7 0 0
口高度 推 荐 2 8 mm ~3 n 织 制 厚 重 织 物 时 , 纱 板 与 综 框 的 相 对 位 置 一般 为 1 m ~1 n : 毛 平 纹 织 物 采 2 In; 托 0c 2 c l棉
用 高后 梁或 中后 梁 , 织 或装 饰 织物 、 纹 织 物 采 用 中后 梁或 低 后 梁 。接 纬 剑 进 剑 时 间比 送 纬 剑 早 5 左 右 。 丝 斜 。
Abs r c Co fg r t n k y p n s o ta t n i u a i e oi t fSM e i s r pi r l o p r me e r n l e n umma i e o s re a e o m a a t r we e a a yz d a d s rz d. Ac o d ng c ri
棉 瞻织 枝 术
Coton Te i t xte Techn og 1年 5月
剑 杆 织机 上 机 工 艺参 数 的优 选 体 会
蔡普 宁 林 娜
( 西省 纺 织 科 学 研 究 所 ) 陕
摘 要 : 分析 总结 s 系列剑杆织机上机 工艺参数 的设置要点 。结合 多年来的 实践 经验 , s 系列剑 杆 M 对 M
tme i uia l r l we r t e g h. S e e g tr c mme e s 28 mm o 3 nm .wh n we v n e v a r c, e a i s s t b e f o r wa p s r n t o h d h ih e o nd d i t 2 i e a ig h a yf b i r l—
O p i i a i n Ex r e c f Ra i r Lo m o e s n r m e e tm z to pe i n e o p e o Pr c s i g Pa a tr
Ca ni g Li iPu n n Na
( h a x T xi ce c n c nlg ntue S a n i e teS in ea dTeh oo yIsi t) l t
t e r a tc le p ren e , h s ti p i cp e o h d i e, he h i h , r h d lne, f n e to n o t o y a spr cia x e i c s t e e t ng rn il s f s e t m s d e g t wa p s e i we i s rin a d u t tme,o m e so n u i r u ma ie i l o t n i n a d c ttme wee s m rz d. I i o sd r d t te rir s e i s ut b e frhih de st r t sc n ie e ha a l h d tme i s ia l o g n i o e y h a y fb i lt rs e i s s ia l o h n f b i Eale h d tme i ui b e f rl re o m tn in,ae h d e v a rc,a e h d tme i ut be fr ti a rc. rir s e i s s t l o ag r lo a e so lt rs e
tv osto t e a e o l t n e l e rly i 1 l o 1 c ie p iin bewe n tk — f p ae a d h ad g nea l s 0 cn t 2 m. Hih r lo be m r mi l o m a i g e o m a o dde lo be m s s ia l o otn wo lm it e l i a rc, d l o m a o o rlo b a i uia e frsl a rc o c r — ut b ef rc to o xur sp an f b i mi d e lo be m rlwe o m e m ss tbl o ik f b i rde o a tv a i 1 wilfbrc W e a irhe d r c i e tme i ale b ut5。h n wetrpirhe d s n i . ie fbrc O"t l a i. t f r p e a e ev i s e rira o t a f a e a e d tme K e or s Ra e o , h d Ti yW d pirLo m S e me, h d H eg t W ap he n Lo m nso S e ih , r S d Li e, o Te in
织 机 的 开 口时 间 、 口 高度 、 梭 经位 置 线 、 出 剑 时 间 、 机 张 力 、 进 上 剪切 时 问等 工 艺 参 数 的 设 置 原 则 进 行 了 总 结 , 认 为: 高密 或 厚 重 织 物 宜 用 早 开 口, 薄 织 物 宜 用 迟 开 口 ; 纱 上 机 张 力 大 宜 用 早 开 口, 纱 强 力 低 宜 用迟 开 口 ; 细 经 经 梭