8.三星贴片机元件识别原理 SM321
三星贴片机SM321系列程序编写步骤
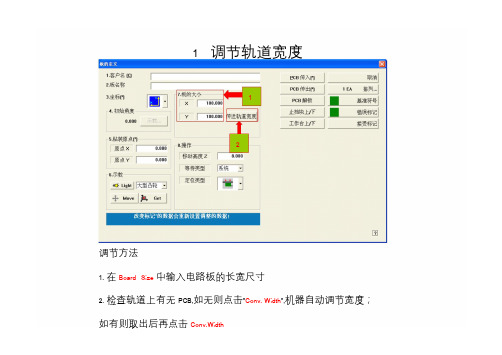
1 调节轨道宽度12调节方法1. 在Board Size 中输入电路板的长宽尺寸2. 检查轨道上有无PCB,如无则点击"Conv. Width",机器自动调节宽度;如有则取出后再点击Conv.Width2 PCB原点设置---步骤1设置方法:1. 按动AXIS键,使X Y轴灯亮2. 按动MODE键,使JOG 或BANG灯亮方向键3. 选择一个焊盘的直角位置,按下方向键使显示屏的十字架的交点指示在该直角的位置,(如下图的R127右下角)xy轴灯R127PCB原点设置---步骤24. 将光标移动到origin x或origin y5. Device 选择FID. CAM46. 点击Get563 拼板设置---步骤1设置方法:1. 点击Array[排列]1.设置拼板排列[ARRAY]拼板设置---步骤22. 输入拼板数量(如5*1)x y3. 点击Apply[应用]3拼板设置---步骤34. 按动AXIS键,使X Y灯亮5. 按动MODE键,使JOG 或BANG灯亮6. 按下方向键使显示屏的十字架的交点指示在第二块PCB的R127的位置,如下图方向键工作模式第二块PCBR127xy轴灯拼板设置---步骤47 810 127. 点击将光标选择到Array[数组]的No.2位置98. Device选择FID.CAM拾取坐标的方法9. 点击Get10.在R中输入角度11. 重复6-10的步骤做出Array 的No.3,4,5的位置12.点击OK[确定]4 基准点设置---步骤1设置方法:1. 点击Fiducial Mark [基准符号]1基准点设置---步骤22. 在Position Type [位置类型]选择基准点类2型基准点设置---步骤33. 按动AXIS键,使X Y灯亮4. 按动MODE键,使JOG 或BANG灯亮5. 按下方向键使显示屏的十字架的交点指示在第一个基准点的中心位置,如下图方向键xy轴灯基准点设置---步骤46. 光标点到Mark 6 7P osition 的No.1的X 或Y 位置 7. Device 选择Move 9Camera 一一对应 8. 点击Get9. 在Mark ID 里输入ID 号(如"1")10. 在Mark List 点击No.1,使光标显示在该位置基准点设置---步骤511. 选择基准点的中心颜色12. 调节相机亮度,使中心的颜色与周围的颜色区分清晰,如下图基准点的中心颜色在此选择调节相机亮度White :中心比周围白Black :中心比周围黑基准点设置---步骤613. 点击Tuning1714.在Vision Status 中点"ok"15. 重复3-14的步骤做出第二个基准点的数据16. 点击Scan后选择确定1617. 点击"ok"保存数据退出13绿色状态时点OK5元器件的建立---步骤1设置方法:1. 在PCB Edit 点击F3 Part[元件]元器件的建立---步骤22. 点击New Part 2元器件的建立---步骤3353. 输入元件规格名称44. 选择封装65. 测量元件厚度并输入6. 点击Common Data元器件的建立---步骤497. 选择Feeder 类型7 8.选择Nozzle 类型9. 点击Register[注册]8调用已编好的元器件设置方法:1. 在Part Group& Part List 里选择封装2. 选择一个需要的元件名并连续点击两次鼠标左键3. 在随后出现的New PART Name里点击"OK"元器件参数编辑---步骤1设置方法:1. 在"PCB编辑"菜单下点击"F3 元件"2. 选中目标元件名光标在此3. 点击"EDIT [编辑]" 元件参数编辑按钮元器件参数编辑---步骤24. 点击"MOVE [移动]"5. 在随后出现的"校正测试--移动"对话框中选择"DEVICE [装置]"点此选择吸头号6. 点击"PREPAREMANUAL PICK [准备手动吸取]"准备手动吸取元器件参数编辑---步骤37. 此时吸嘴会降下来,手动将10 元件安装到该吸嘴上8. 点击"准备校正测试"9. 在随后出现的"问题"对话框点"是" ,如下图.此时吸嘴移动到相机的中心点位置进行元件的照相识别10. 点击"关闭"89元器件参数编辑---步骤411. 点击"亮度控制"及"门槛"13设置相机的照明环境,要求元件二元图象的金属引脚与塑料本体黑白清楚,周围无白色二元图象或黑色杂点1212. 点击"TEXT [测试]"或"AUTO TEACH [自动示教]",在随后出现的对话框显示绿色的表示参数与实际的元件设置照明环境符合13. 点击"COMMON DATA [公共数据]"实际图像显示二元图像显示元器件参数编辑---步骤51614. 选择"FEEDER[喂料器]"设置元器件的包装形选择元器件的包装形式式15. 选择合适的吸嘴类型1516. 点击"OK[确定]"17. 重复1--16的步骤设置其他元器件的参数Stick Feeder 的设置---步骤1设置方法:1. 点击F4 [Feeder]2. 点击Stick Unit3. 选择Feeder TYPE 1为BELT MULTI STICK32Stick Feeder 的设置---步骤24. 点击Change5 75. 在Feeder Base 中输入1或2Feeder Base6点击4 后出现1:前面FEEDER BASE2:后面FEEDER BASE6. 在Slot No中输入放置的站号47. 点击"OK"Stick Feeder 的设置---步骤38. 选择元件规格名称8Stick Feeder 的设置---步骤410. 按动AXIS键,使X Y灯亮11. 按动MODE键,使JOG 或BANG灯亮12. 按下方向键使显示屏的十字架的交点指示在元件的中心位置,如下图方向键xy轴灯Stick Feeder 的设置---步骤513. Device 选择FIDCAM14. 光标点到元件名称的位置14.当前有效位置16.元件检测角度15. 点击Get13.选择相机类型16. 在Part R里选择元件的检测角度15Tray Feeder 的设置---步骤1设置方法:1. 点击Tray Unit232. 在Part 里选择元件规格3. 输入盘子的元件数量XN:X方向的元件数量YN:Y方向的元件数量1Tray Feeder 的设置---步骤24. 按动AXIS键,使X Y灯亮5. 按动MODE键,使JOG 或BANG灯亮6. 按下方向键使显示屏的十字架的交点指示在1st-1的位置方向键3rd-1 3rd-21st-2xy轴灯1st-12nd-22nd-1Tray Feeder 的设置---步骤37. Device选择FIDCAM118. 光标点到1st-1的X或Y9. 点击Get 得到坐标810. 输入PART R检测角度711. 重复6-10 步骤得出1st-2,2nd-1, 2nd-23rd-1, 3rd-2的坐标及PART R 9Step的编辑---步骤1设置方法:1 2 31. 点击F5 Step2. 在Reference 里输入元件代号3. 在Part里选择对应的元件规格4.重复2-3的步骤,把所有需要贴片的元件代号输入Reference里,并选择对应的元件规格Step的编辑---步骤25. 按动AXIS键,使X Y灯亮6. 按动MODE键,使JOG 或BANG灯亮7. 按下方向键使显示屏的十字架的交点指示在第一块电路板的R12焊盘的中心位置,如方向键下图xy轴灯Step的编辑---步骤39118. Device选择FID CAM9. 光标点到R1的元件代号位置10. 点击Get11. 设置元件的贴装角度R812. 重复7-11的10步骤找出所有元件代号的坐标Optimize的使用---步骤1设置方法:1. 点击F8 Opti2. 在随后出现的"保存为"对话框中输入文件名13.点击"保存"2 3Optimize的使用---步骤284. 点击RemoveTape575. 输入安装的喂料器数量6. 选择目标元件6 7. 点击Set8. 点击Nozzle 4Optimize的使用---步骤39. 将需要用到的吸嘴型号从Prohibited 移动到Available10. 从Arranged 删除不需要用到的吸嘴移动按钮需要用到的吸嘴型号Optimize的使用---步骤41111. 点击Parameter12. 拼板类型把Extend12前的小框打勾,非拼板类型不需要13. 点击RunOptimizer13Optimize的使用---步骤514. 点击Accept14。
SAMSUNG贴片机编程

02 03
运动控制
在贴片机编程过程中,需要控制贴片机的运动轨迹和速度 ,以确保机器能够准确、快速地完成元件的贴装。这涉及 到对贴片机的运动控制,包括X、Y轴的移动以及Z轴的升 降等。
元件识别与定位
在贴装过程中,贴片机需要准确地识别和定位元件,以确 保元件能够被放置在正确的位置和角度。这需要利用图像 识别技术,通过摄像头捕捉元件图像并与预设数据进行比 对,实现元件的自动识别和定位。
预防措施
在编程过程中,应充分考虑元件特性 和设备性能,合理规划贴装路径和程 序优化,以提高生产效率。
问题三:贴片质量不稳定
总结词
贴片质量不稳定会导致产品 性能下降或不合格。
原因分析
解决方案
可能是由于吸嘴更换不及时、 元件库存管理不善、设备维 护不到位等。
定期检查和更换吸嘴,加强 元件库存管理,定期进行设 备维护和保养。
预防措施
在生产过程中,应建立完善 的设备维护和保养制度,加 强元件库存管理,确保设备 正常运行和元件质量稳定。
THANKS FOR WATCHING
感谢您的观看
Samsung贴片机配备易于使用的操作界面和控制软件,方便操 作人员进行设备控制和监控。
为了保持设备的良好性能和延长使用寿命,需要定期进行日常 维护和保养工作,如清洁设备、检查运动部件等。
当设备出现故障时,需要进行故障诊断和排除,确保设备的正 常运行。
03 Samsung贴片机编程技 巧
编程前的准备工作
Samsung贴片机编程
目录
• 贴片机编程基础 • Samsung贴片机介绍 • Samsung贴片机编程技巧 • Samsung贴片机编程实例 • Samsung贴片机编程常见问题与解
SMT贴片机感应器有哪几种及感应器原理介绍
SMT贴⽚机感应器有哪⼏种及感应器原理介绍SMT配件|贴⽚机感应器有哪⼏种类型及感应器原理全⾯解析:SMT贴⽚机是采⽤中央处理器控制的机电光于⼀体的⾼精度设备,越是⾃动化程度⾼的设备,机器本⾝所具有的感应器(国内称传感器)越多,集成化程度越⾼,如果感应器发⽣故障会影响整台设备的正常运转,所以多了解设备的功能及感应器的作⽤,对于判定机器故障源很重要,不同的感应器的作⽤各有不同,下⾯京英科技的技术员来给⼤家分别介绍⼀下。
感应器的好坏的赠别:1、感应器的两种状态(LED灯亮或LED灯灭)2、通过万⽤表来确定是否有正确的⼯作电源(PIN1与PIN3,24V)3、在状态的变化中,信号电压是否发⽣变化(PIN2与任⼀端⼦间)请看细节分析:各轴常⽤的原点极限保护Sensor(同系列根据定位边的不同常开常闭线长线短再作细分)Panadac P914系列 ( 914 914A 914B 914C 914D )单边螺丝垂直定位 Table Y TablePIN DS/MS/VS MT/VTPanadac P921系列双边螺丝垂直定位 X Y ZL/ZR ( ZA/ZB )Panadac P923系列双边螺丝平⾏定位 Head NumberDetect SensorML 负极限感应器P921B(X Y Z)PL 正极限感应器、OR 原点感应器P921(X Y Z)OS 原点慢感应器检测PCB板⽤SensorP916系列另带放⼤器设备Table⾥⽤P917 系列另带放⼤器设备Table⾥⽤P919 系列⾃带放⼤器设备传送轨道上⽤VS/MS/DS 保护Sensor P922MSensor Amplifier (922)的调整1、Set TUNING VR to CH. to be adjusted。
2、Select NON WORK with no component。
直到 green LED 闪动过后长亮设置才有效3、Select WORK with a component。
贴片机结构及原理分析
随着SMC小型化、SMD多引脚窄间距化和复合式、组合 式片式元器件、 BGA、CSP、DCA(芯片直接贴装技 术)、以及表面组装的接插件等新型片式元器件的不断 出现,对贴装技术的要求越来越高。近年来,各类自动 化贴装机正朝着高速、高精度和多功能方向发展。采用 多贴装头、多吸嘴以及高分辨率视觉系统等先进技术, 使贴装速度和贴装精度大大提高。 目前最高的贴装速度可达到0.06S/Chip 元件左右;高精 度贴装机的重复贴装精度为0.05-0.25mm;
多功能贴片机除了能贴装0201(0.6mm*0.3mm) 元件外,还能贴装SOIC(小外型集成电路)、 PLCC(塑料有引线芯片载体)、窄引线间距 QFP、BGA和CSP以及长接插件(150mm长) 等SMD/SMC的能力。
此外,现代的贴片机在传动结构(Y轴方向由单 丝械向双丝杠发展);元件的对中方式(由机械 向激光向全视觉发展);图像识别(采用高分辨 CCD);BGA和CSP的贴装(采用反射加直射 镜技术);采用铸铁机架以减少振动,提高精度, 减少磨损;以及增强计算机功能等方面都采用了 许多新技术,使操作更加简便、迅速、直观和易 掌握。
5.光学系统的作用 贴片机中的光学系统,在工作过程中首先是对PCB的 位置确认。当PCB输送至贴片位置上时,安装在贴片机 头部的CCD,首先通过对PCB上所设定的定位标志的识 别,实现对PCB位置的确认。所以通常在设计PCB时应 设计定位标志 CCD对定位标志确认后,通过BUS反馈给 计算机,计算出贴片原点位置误差(ΔX、Δ Y),同时 反馈给运动控制系统,以实现PCB识别过程
2.光学系统的组成 光学系统由光源、CCD、显示器以及数模转 换与图像处理系统组成,即CCD在给定的视野 范围内将实物图像的光强度分布转换成模拟电信 号,模拟电信号再通过A/D转换器转换为数字量, 经图像系统处理后再转换为模拟图像,最后由显 示器反应出来
三星SM系列贴片机编程培训
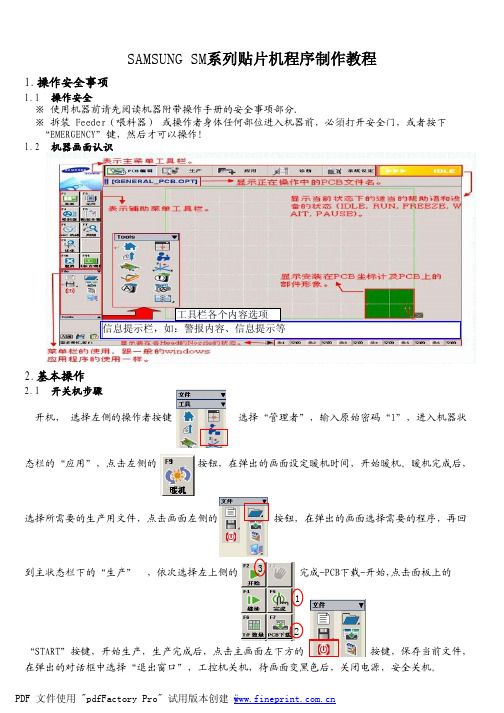
1.操作安全事项1.1 操作安全※ 使用机器前请先阅读机器附带操作手册的安全事项部分.※ 拆装 Feeder (喂料器) 或操作者身体任何部位进入机器前,必須打开安全门,或者按下 “EMERGENCY ”键,然后才可以操作!1.2 机器画面认识2.基本操作2.1 开关机步骤开机,选择左侧的操作者按键选择“管理者”,输入原始密码“1”,进入机器状态栏的“应用”,点击左侧的 按钮,在弹出的画面设定暖机时间,开始暖机。
暖机完成后,选择所需要的生产用文件,点击画面左侧的 按钮,在弹出的画面选择需要的程序,再回到主状态栏下的“生产” ,依次选择左上侧的完成-PCB 下载-开始,点击面板上的“START ”按键,开始生产,生产完成后,点击主画面左下方的 按键,保存当前文件,在弹出的对话框中选择“退出窗口”,工控机关机,待画面变黑色后,关闭电源,安全关机。
SAMSUNG SM系列贴片机程序制作教程2.2 设备回原点※ 开机进入设备操作主画面后,点击左下角的按钮,等待设备回原点后,方可进行下一步操作!※ 回原点前确认吸嘴及轨道在正常状态。
3.程序编制3.1 基板的定义1.点击主画面左侧的“基板”按钮,进入“基板定义”画面。
2.依次输入“客户名”和“板名称”,客户名的输入是为了下次方便寻找,板名称必须输入。
3.一般情况下此框内的选项不需要更改。
4.根据板的实际长宽分别输入X Y 对应的框内,并在确认轨道内无异物的情况下,调整轨道宽度。
5.此框内的各个选项无需更改,6.移动高度指设置PCB 板的顶面以"0"为基准头部移动的高度,保持默认即可。
定位类型有以下几种:7.将准备好的PCB 板放在设备轨道进口的感应器上方,点击“PCB 传入”23456878. 点击“基准标记”按钮,出现以下画面:1324563.2 元件的定义1. 点击主画面左侧“元件”按钮,出现以下画面:2. 点击上图中的“新建元件”按钮,出现下图需要设置元件信息的画面3.将元件信息设置完成后,点击上图右上角的“公共数据”按钮,进一步设置元件相关属性,如下图:在此处输入所要新建的元件名选择所要新建的元件的封装形式,电阻选择:chip-R****,电容选择:chip-C****,三极管选择:TR/TR2(根据送料方式不同选择),IC 只有两边有引脚的选择:SOP/SOP2,IC 四边有脚的选择:QFP 。
贴片机的X、Y、Z轴原理
X-Y 定位系统是评价贴片机精度的主要指标,它包括传动机构和伺服系统;贴片速度的提高意味着X-Y 传动机构运行速度的提高而发热,而滚珠丝杆是主要的热源,其热量的变化会影响贴装精度,最新研制的X-Y 传动系统在导轨内设有冷却系统;在高速贴片机中采用无磨擦线性马达和空气轴承导轨传动,运行速度做得更快。
(此文有深圳市金狮王科技有限公司又称SMT之家所提供)X-Y 伺服系统(定位控制系统)由交流伺服电机驱动,并在传感器及控制系统指挥下实现精确定位,因此传感器的精度起关键作用。
位移传感器有园光栅编码器、磁栅尺和光栅尺。
1. 园光栅编码器园光栅编码器的转动部位上装有两片园光栅,园光栅由玻璃片或透明塑料制成,并在片上镀有明暗相间的放射状铬线,相邻的明暗间距称为一个栅节,整个园周总栅节数为编码器的线脉冲数。
铬线的多少也表示精度的高低。
其中一片光栅固定在转动部位作指标光栅,另一片则随转动轴同眇运动并用来计数,因此指标光栅与转动光栅组成一对扫描系统,相当于计数传感器。
园光栅编码器装在伺服电机中,它可测出转动件的位置、角度及角加速度,它可以将这些物理量转换为电信号舆给控制系统。
编码器能记录丝杆的放置数并将信息反馈给比较器,直至符合被线性量。
该系统抗干扰性强,测量精度取决于编码器中光栅盘上的光栅数及溢珠丝杆导轨的精度。
2.磁栅尺由磁栅尺和磁头检测电路组成,利用电磁特性和录磁原理对位移进行测量。
磁栅尺是在非导磁性标尺基础上采用化学涂覆或电镀工艺在非磁性标尺上沉积一层磁性膜(一般10~20um)在磁性膜上录制代表一定年度具有一定波长的方波或正弦波磁轨迹信号。
磁头在磁栅尺上移动和读取磁恪,并转变成电信号输入到控制电路,最终控制AC伺服电机的运行。
磁栅尺的优点是制造简单、安装方便、稳定性高、量程范围大,测量精度高达1~5um,贴片精度一般在0.02mm。
3.光栅尺由光栅尺、光栅读数头与检测电路组成。
光栅尺是在透明下班或金属镜面上真空沉积镀膜,利用光刻技术制作均匀密集条纹(每毫米100~300 条),条纹距离相等且平等。
三星贴片机SM321校正
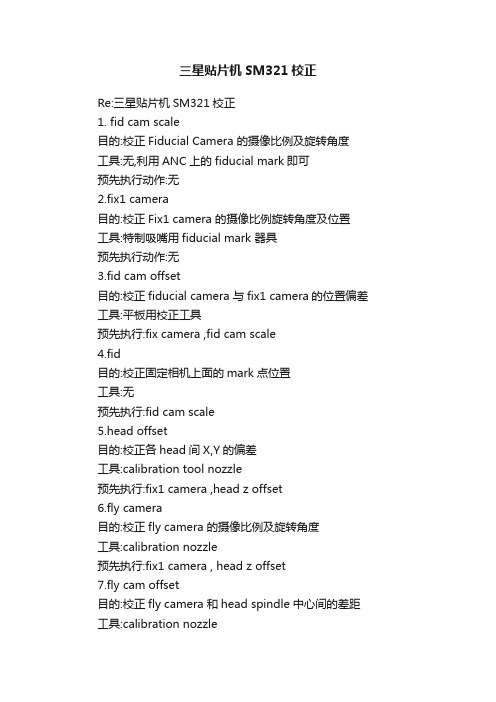
三星贴片机SM321校正Re:三星贴片机SM321校正1. fid cam scale目的:校正Fiducial Camera 的摄像比例及旋转角度工具:无,利用ANC上的fiducial mark即可预先执行动作:无2.fix1 camera目的:校正Fix1 camera 的摄像比例旋转角度及位置工具:特制吸嘴用fiducial mark 器具预先执行动作:无3.fid cam offset目的:校正fiducial camera 与fix1 camera的位置偏差工具:平板用校正工具预先执行:fix camera ,fid cam scale4.fid目的:校正固定相机上面的mark点位置工具:无预先执行:fid cam scale5.head offset目的:校正各head间X,Y的偏差工具:calibration tool nozzle预先执行:fix1 camera ,head z offset6.fly camera目的:校正fly camera 的摄像比例及旋转角度工具:calibration nozzle预先执行:fix1 camera , head z offset7.fly cam offset目的:校正fly camera 和head spindle中心间的差距工具:calibration nozzle预先:fly camera ,head z offset8.fly to fix offset目的:补偿在fly camera 部件识别后贴装时因部件识别高度和贴装高度不同而发生的偏移工具:calibration nozzle预先执行:fly camera ,fix camera ,head offset9.R-Axis offset目的:补正head 的旋转角度工具:calibration nozzle预先执行:无。
SAMSUNG贴片机贴片程序编制原理
注意在另存为时会有一 个对话框出来,这里点是就 可以了.
导入数据到机器软件
启动机器软件. PCB Edit →step →inport (对话框出来时.注意要选 All Files (*.*) )否则会找不到我们刚刚另存为的文件.默认为 .SSA 文件.(图一)
图一 图二 在这里就有一个选项,大家注意.如果是导入的是.prn 文件就选 择 SPACE/TAB 这是默认的格式.如果要导入 .CSV 就选择 Delimiter 还有其它的几种格式大家可以去试一试.都是在EXCEL 里边另存为相对应的就可以了.(在导入的过程中一定要把你 EXCEL正在编辑当前的文档关闭.否则导不进来.数据是空白的)
SMT编程流程
F4-1 喂料器编辑
喂料器
杆式喂料
盘式喂料 料的种类 不贴时打对号
显视 偏移量
喂料器基座
单位
站位移动
推动 上/下
2点 举校
移动带式喂料器
SMT编程流程
F4-2 杆式喂料 (振动)编辑
杆式喂料 单位
盘式喂料 类型 不贴时打对号
显视 偏移量
1。STOCK 2。VIBRATION 3。多条 4、单条 常用的两种
90
270
27.023
27.135
27.576
17.924
数据另存为
把刚刚整理好的数据在EXCEL里边另存为以后缀为 .prn (带格式文本文 件—空格分隔) 的文件.你也可以另存为 .csv (逗号分隔) 的文件 ,这二种文 件都可以.只是在导入机器的时候有一个选择.在后边全说到.我们这里 以 .prn 格式为例.
25、SOJ2 26、QFP 27、PLCC
SOP2管脚内弯双排IC
三星SM贴片机配线优势
三星SM贴片机答问1) SM421的IPC9850速度21000(CHIP),贴装精度±50um/CHIP±30um/QFP,最大贴装高度15(MM),最小/最大贴装范围0402-72(MM),PCB最小/最大范围50×40×0.38-610×510×0.42(MM), 耗气量0.5-0.7MPa 5.1-7.1kgf/cm2260Nr/min,体积L1,650×D1,680×H1,530(MM), 重量1,800KG2) SM411的IPC9850速度42000(CHIP),贴装精度±50um/CHIP±30um/QFP,最大贴装高度12(MM),最小/最大贴装范围0402-14(MM),PCB最小/最大范围50×40×0.38-610×460×0.42(MM), 耗气量0.5-0.7MPa5.1-7.1kgf/cm2300Nr/min,体积L1,650×D1,690×H1,535(MM), 重量1,820KG3) 简述SM421在结构、配置、性能等方面的优势.1) SM421是2008后生产的新一代贴片机,对应全新PCB表面贴片技术及元器件发展.2) 飞行识别、不停机换喂料器,贴装速度高达21000(IPC9850),二次贴装、智能滑槽式喂料器及料袋元件位置自动识别校正功能,可实现01005元件,精度±50um/CHIP±30um/QFP的贴装,抛料率在万分之五以内.3) 6+1识别相机,大型元件识别的多重视窗功能,实现01005-72MM元件的贴装,贴装高度15MM,单机作业能力强.4) 扁平电缆,头部控制板大多转移到机体下部,使贴装部重量更轻,减少磨损,寿命更长5) 整体铸造,优良的通风设计,电路高低压分开,防磁防干扰6) 整体上升的支撑台,更平稳,更加适合软性PCB及微小零件的贴装.7) 先进的视觉图象编码算法,裸露吸嘴检查,消除影像杂乱信息.角度偏移30°元件亦可识别.8) 陶瓷吸嘴,防静电、防磁化、不发白、高精度.4) SM421与SM421S的基本区别1) SM421双边机前后控制120站位,421S单边机,前控制60站位.5) SM421与SM421的基本区别.1) 421飞行相机标配普通相机识别范围是1005-22MM,421百万象素识别0603-22MM2) 飞行相机为倾斜式设计.3) 加强异型产品元件对应性,增强了异型元件自动识别功能,4) SM421和SM411Parts Data数据库完全共享,SM421可以在软件中设置保养周期届时自动报警提醒保养,需要维护保养时,只需将油脂注入到连接头位置,SM321需要人工在润滑的部位进行油脂润滑.5) 分析人体工程学,重新设计了操作环境,改善了操作人员的方便性,统一了高速机和泛用机的尺寸,在组线时可完美一条线的使用空间效率,气压控制用数字显示,显示器操作更加符合人体工学操作.6) 简述SM411在结构、配置、性能等方面的优势.1) SM411是2005后生产的新一代贴片机,对应全新PCB表面贴片技术及元器件发展.2) 飞行识别、双悬臂、不停机换喂料器,多样生产模式贴装速度高达42000(IPC9850),3) 二次贴装、智能滑槽式喂料器及料袋元件位置自动识别校正功能.提供三种形态自动补偿功能。
三星贴片机SM321详细资料

12mm
15mm
21
? 基准点辨识系统
¨ XY 轴校正 ¨ 校验贴装位置 ¨ 校准点识别 ¨ 料袋上的元件位置识别
? 固定式全视觉识别系统
¨ 较大元件: QFP, BGA, 和异性元件 ¨ 视窗:45mm, 35mm, 25mm ¨ 多重视窗功能 ¨ 最小脚距: 0.3mm ¨ 55mm 元件 ¨ 小于对角长 72mm 的连接器
? 料袋元件位置识别
(有视觉识别系统)
0201 0603
高弹性
SM321
16
图象编码算法
? 为大型元件设计的多重视窗功能
¨ ~ 55mm ¨ 对角长 72mm 的连接器
高弹性
SM321
以 45mm 的固定式视觉镜头处理 5555mm BGA (1.0mm 球距)
? 角度偏斜元件亦可识别
− 以前最多 15¡
平面式排线
? PCB 传输
¨ 自动宽度调节 (伺服马达驱动) ¨ 三段式导轨传输系统 ¨ PCB 感应器位置可调
High Reliability
SM321
5
视觉系统
高弹性
SM321
? 飞行视觉相机
¨ 运行的同时进行视觉校正 ¨ Chip, SOP, Small QFP ¨ 01005 ~ 22mm ¨ 25mm, 15mm, 10mm FOV
手提把
汽缸
高效率
料带导轨
料带置 放座
控制面板
I/O 通讯 空气入口
定位栓
9
全新 SM 喂料器
? 经久耐用
¨ 滑槽式安装 ¨ 加强型定位轴锁,料带导盖和10
品质管理 &操作简易
三星贴片机初级培训课程SM321
4.2.4 同时 在线式 . . 同时/在线式 同时式贴装机组成流水线,一组一组地贴装SMC/SMD。 SMT常见单词解释 常见单词解释 Chip: 芯片 Ceramic: 陶瓷 Polarity: 极性 Stagger: 交错的 Hexagon inductor: 六角型的感应器 Air wound coil: 空的旋转的盘绕物 Crystal oscillator: 晶体 振荡器 晶体,振荡器 Criteria: 标准的 Notch: 槽口 凹口 槽口,凹口 Contour: 轮廓 周边 轮廓,周边 Stable: 稳定的 Burrs: 粗刻边 Inferior: 差的 劣等的 差的,劣等的 Reliability: 可靠性,可靠度,可信度 可靠性,可靠度, CSP:chip scale package 晶片级尺寸封装 : MCM:multi-chip model 多芯片组件 : COB:chip on board 板载芯片 : LSI:large scale integrated circuit 大规模集成电路(LSIC) 大规模集成电路( : ) FCP: flip chip倒装芯片 倒装芯片
各种不同的应用软件
- 易于操作 -- 可进行高效率的生产控制 -
易于确认其机器状态, - 易于确认其机器状态,且维护简单
SMT In-Line System Business
何为SMT? 何为 它是英文Surface mount Technology 的缩写,即表面贴装技术。总的来说SMT由表面贴装元器件 Surface mounted components (SMC)、Surface mounted devices (SMD)、贴装技术、贴装设 备三个部分组成。 SMT作业方式 作业方式 1按照表面贴装所用材料划分,可分为胶水作业和锡膏作业两种方式。 按照表面贴装所用材料划分, 按照表面贴装所用材料划分 可分为胶水作业和锡膏作业两种方式。 1.1贴片胶 . 贴片胶 贴片胶作为特殊的粘接剂,一般在表面贴装采用波峰焊接工艺场合中使用,其作用是焊接前使SMD 预先定位于基板的指定位置。 贴片胶成分组成: 环氧树脂63%(重量比) 无机填料30% 胺系固化剂4% 无机颜料3% 贴片胶存放环境一般为5~10℃(冰箱内),在使用前一天,可将胶置于室温下24小时后再上机使用。 1.2焊膏 . 焊膏 焊膏是一种焊料合金粉末和焊剂的混合物。 SMT常用焊膏金属组份为:Sn63Pb37\Sn62Pb36Ag2. 焊膏的保存最好以密封形态存放在恒温、恒湿的冰箱内,保存温度为5~10 ℃。焊膏从冰箱中取出时, 应在其密封状态下,回到室温后再开封,然后放在搅拌机上充分搅拌,再加到网版上使用。
三星贴片机方案
三星贴片机方案引言贴片技术是集成电路制造中的重要步骤之一,它通过将各种电子元件精确地粘贴到印刷电路板(PCB)上,实现电路的功能。
贴片机是实现该过程的关键设备之一,而三星贴片机方案则是指由三星公司提供的高效、精准的贴片机解决方案。
本文将介绍三星贴片机方案的工作原理、特点以及应用范围,并对比其他品牌的贴片机方案,以便读者更好地了解三星贴片机方案的优势和适用场景。
工作原理三星贴片机方案基于先进的贴片技术,通过将电子元件从供料器中提取出来,然后精确地放置在PCB上。
其工作原理可以分为以下几个步骤:1.供料器的操作:贴片机通过供料器提供电子元件,并确保元件在精确位置上正确地对准。
2.图像识别:贴片机使用高分辨率的相机系统对PCB进行扫描,以获取电子元件的位置和方向信息。
3.运动控制:根据图像识别的结果,贴片机进行精确的运动控制,将电子元件精确地放置在PCB上。
4.焊接:完成电子元件的粘贴后,贴片机会根据具体需求进行焊接,以确保电子元件与PCB的连接可靠稳定。
通过以上步骤的组合,三星贴片机方案可以实现高效、自动化的贴片过程。
特点三星贴片机方案具有如下特点:1.高精度:三星贴片机方案采用先进的图像识别技术,能够实现高精度的元件放置,保证贴片的位移精度和方向精度。
2.高效率:三星贴片机方案具备高速运动控制能力,可实现快速而准确的元件贴片,提升生产效率。
3.灵活性:三星贴片机方案支持多种尺寸和形状的电子元件贴片,可适应不同类型的生产需求。
4.稳定性:三星贴片机方案具备稳定的供料和焊接功能,确保电子元件与PCB的连接牢固可靠。
5.可靠性:三星贴片机方案经过严格的质量控制和测试,具备高度可靠性,降低生产过程中的失误和故障率。
由于以上特点,三星贴片机方案在电子制造行业得到了广泛应用,并受到了众多厂商的认可和选择。
应用范围三星贴片机方案适用于各种规模的电子生产厂商,特别是那些追求高质量和高效率的企业。
它被广泛应用于以下领域:1.手机制造:三星贴片机方案在手机制造领域中被广泛采用,可实现高密度、高精度的元件贴片,满足手机产品对小型化的需求。
三星贴片机比较表
特殊固定相机(FOV20) ~□17mm IC(引线间
距:0.3mm)
13800 特殊固定相机(FOV45) ~□42mm IC(Lead Pitch:0.5mm)
最小.Lead Pitch(QFP) 0.3mm(with FOV20 Vision)
最小.Ball Pitch(BGA) 0.5mm(with FOV20 Vision)
MODEL型 贴装头 号
贴片速度 CPH
CP33
应用中小
批量多品
3
CP40L
原件范围
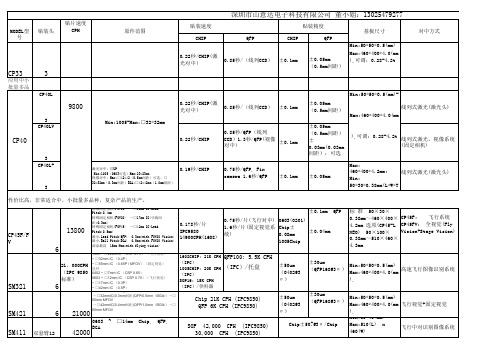
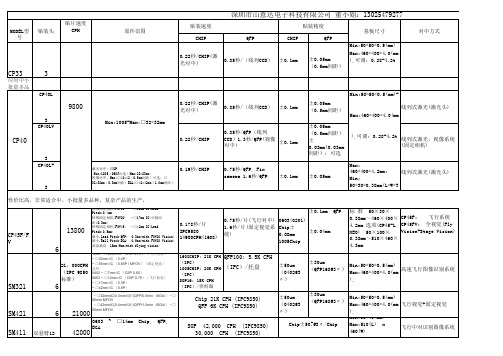
深圳市山意达电子科技有限公司 董小姐:13025479277
贴装速度 CHIP
0.22秒/CHIP(激 光对中)
QFP 0.85秒/(线列CCD)
贴装精度
CHIP
QFP
±0.1mm
±0.05mm (0.5mm间距)
基板尺寸
Max:460*400(mm)
飞行视觉+固定视觉
±50um(μ ±30um(μ+3σ) Min:50*40(mm)
+3σ)
Max:460*400(mm)
飞行视觉+固定视觉
在高速贴片机SM471的平台基础上针对VISION系统进行强化的同级设备中速度最快的设备,它配有1个悬臂10个轴杆,新型飞行相机及适用了最优化的吸料/贴装动作,从而实现了同级产品中世界最快速度39,000C 大□42mm IC,并且通过适用电动供料器,提高了实际生产性及贴装品质。 其可与SM气动供料器共用,因此将客户使用便利性极大化。
Min:50*50*0.5(mm) Max:460*400*4.0(mm ),可调:0.28-4.2t
对中方式
Min:50*50*0.5(mm)-
SAMSUNG贴片机贴片程序编制原理
喂料器 喂料器基座
杆式喂料 单位
盘式喂料 料的种类
不贴时打对号
显视
偏移量
移动带式喂料器
站位移动
推动 上/下
2点 举校
SMT编程流程
F4-2 杆式喂料 (振动)编辑
单位
杆式喂料
盘式喂料 类型
不贴时打对号
显视
偏移量
1。STOCK 2。VIBRATION 3。多条 4、单条
常用的两种
SAMSUNG贴片机 贴片程序编制原理
电子电气工程系 李可长 E-mail:ankoli@
TEL:13877212753
工程三: 贴片工程
▪ 技术员程序确认
▪ 物料安装确认,PQC确认
▪ 手件检查,确认部品是否正确贴装。
▪ 检查贴片状态 1、移位 2、翻转 3、漏插 4、错插 5、反向
坐标与零件合并
打开 EXCEL 把刚刚导出来的 .SSA文件打开.
坐标与零件合并
到这一步时就选择完成
坐标与零件合并
在EXCEL里边打开 SSA 文件后.把1到18行和不要的数据删除.
坐标与零件合并
数据合并完成后.对程序分机.在EXCEL里边增加一行,把要分到第一台机的 后边写上1 .要分到第二台机的写上2.以此类推.分好之后另存为.prn或.csv文件
拼板组数
方块被选时此块板就不 贴会自动跳过
点APPLY时会上面显视 每块板的坐标
手动增加板
增加
角度 一般不用此顶功能
移动 得到
贴完一板后再贴下一块
贴完一板的几个元件后再贴 下一块板的几个元件,不一 次把 板贴完
连板左右的数量 连板前后的数量
应用
板与板的偏移量
SAMSUNG贴片机培训编辑
高精度贴装技术
元件识别与定位
利用高精度相机和图像处理技术, 实现快速、准确的元件识别与定 位。
贴装高度调整
根据基板和元件的要求,精确调整 贴装头的贴装高度,确保元件贴装 平整。
贴装压力控制
合理控制贴装头的压力,以适应不 同大小和形状的元件,避免损坏或 虚焊。
高效生产管理
生产计划与调度
制定合理的生产计划,优化设备资源配置,确保高效的生产流程。
安全防护措施
定期检查设备安全装置是否完好, 如紧急停止按钮、防护罩等。
确保工作区域整洁、无杂物,避 免因杂物引起的意外伤害。
在设备运行过程中,禁止将手或 身体任何部位伸入设备内部。
紧急情况处理
一旦发生设备故障或危险情况,应立即按下紧急停止按钮,并通知专业人员处理。 在处理紧急情况时,应保持冷静、迅速采取措施,确保人员和设备安全。
建立持续改进机制,不断优化培训过程, 提高培训质量,确保学员能够获得最佳的 学习体验和效果。
谢谢观看
贴装程序优化
优化路径
通过对贴装路径的优化,提高贴装效率,减少空走和重复路 径。
参数调整
根据实际生产情况,对贴装参数进行调整,如吸嘴大小、气 压等,以适应不同元件和生产需求。
异常处理与故障排除
异常识别
及时发现贴装过程中的异常情况,如元件缺失、贴装位置不准确等。
故障排除
针对异常和故障进行排查,检查硬件和软件系统,确保贴片机的正常运行。
samsung贴片机培训编辑
目录
• 设备简介 • 基本操作与维护 • 操作流程与规范 • 高级应用与技巧 • 安全注意事项 • 培训总结与反馈
01
设备简介
设备概述
01
三星贴片机是一种高效率的表面 贴装设备,用于将电子元件自动 贴装到印刷电路板上。
SM321各部分的构成、
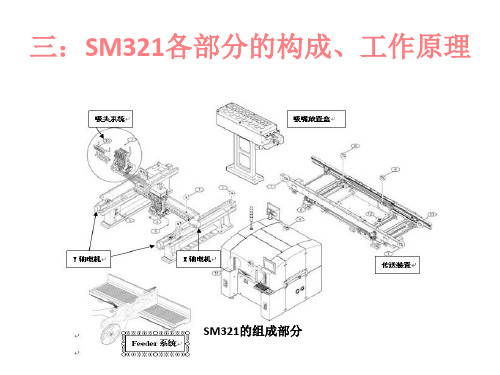
PCB达到操作位置而进行操作之前,起着矫正位于Belt上的 PCB ,而且和Back Up Table 连动运转。
Backup Pin
一般的情况下,部件的安装分为Head Spindle的上下运转(z 轴)和旋转运转(θ轴)。此时因Head的上下运转,PCB向Z轴方向 受冲击。它是为了防止此类现象而达到正确安装及扁平度,而 支持 PCB下端部的Pin。Backup Pin位于Back Up Table上部, 而支持PCB机板。
Flying Vision
把Flying Camera和Flying Camera Illumination统称为 Flying Vision。主要使用于小部件的识别
Stage Camera
把Stage Camera和Stage Camera Illumination统称为Stage Camera Assembly。 主要使用于大型部件、异型部件识别及分割识别
Timing Belt
这是一条连接电动机的驱动轴与实际驱动对象驱动轴的橡胶带(belt),具有兼顾 了两轴之间驱动比的齿轮比,可以准确地控制驱动。
Flying Vision 概要
Flying Vision System是6个磁头使部件从吸附位置移动到贴装位置 , 在 移动途中Vision(显示)识别部件的系统。用安装在Head的6个CCD摄 象机同时识别6个Head的部品。而且各Head可以分别选用2种方式的
PCB传送系统的构成分为如下
功能
各构成部分的功能如下。 主框架(Main Frame) 安装在宽度调整部件上,构成PCB传送的基本条件,其上面配各种部品。
宽度调整部件
根据PCB的不同尺寸,调整道轨的宽度。它由LM Guide和丝 杆(Lead Screw), Timing Belt,手柄(Handle)组成。
三星贴片机比较表
标 准 50×30× 飞行系统 0.38mm~460×400× CP45F: CP45FV: 全视觉(Fly 4.2mm 选项(CP45-L Vision+Stage Vision) NEO) 50×100× 0.38mm~510×460× 4.3mm
SM321
6
1608CHIP: 21K CPH (IPC) 1005CHIP: 20K CPH (IPC) SOP16: 15K CPH (IPC)/供料器
Chip 21K CPH (IPC9850) QFP 6K CPH (IPC9850) SOP 42,000 CPH (IPC9850) 30,000 CPH (IPC9850)
SM421 SM411
双悬臂12
6
21000 42000
0603 BGA
~
□14mm
Chip,
QFP,
Chip±50?@3σ /Chip
深圳市山意达电子科技有限公司 董小姐:13025479277
MODEL型 号 贴装头 贴片速度 CPH 原件范围 贴装速度 CHIP 0.22秒/CHIP(激 光对中) QFP CHIP 贴装精度 QFP Min:50*50*0.5(mm) Max:460*400*4.0(mm ),可调:0.28-4.2t 基板尺寸 对中方式
极低的物料损耗率:万分之二 先进的元件自动校导功能 供料器元件位置自动识别功能 01005微小元件及倒装片的贴装技术能力 先进的扁平线结构 防静电ESD吸嘴 新型不停机送料器。 Min:50*40(mm) Max:460*400(mm) 飞行视觉+固定视觉
SM482
6
28000
针对异型元器件对应能力强化
QFP100: 5.5K CPH (IPC)/托盘
贴片机原理

可靠的0201贴装的关键 可靠的0201贴装的关键 0201
元件送料器工作台。精密定位料车
(carriage)工作台的能力 。 元件送料器。送料器必须制造达到极小 的公差,以保证吸取位置维持可重复性。 另外,用于制造送料器的材料必须强度 高、重量轻。 送料器驱动链轮。驱动链轮在机器定位 元件料带的能力中起关键作用。驱动链 轮轮齿的形状、锥度和长度重大地影响 送料器定位料带的能力
2.
对元件位置与方向的调整方法:1)、 机械对中调整位置、吸嘴旋转调整 方向,这种方法能达到的精度有限, 较晚的机型已再不采用。2)、相机 识别、X/Y坐标系统调整位置、吸 嘴自旋转调整方向,相机固定,贴 片头飞行划过相机上空,进行成像 识别。
3.
一般,转塔上安装有十几到二十几 个贴片头,每个贴片头上安装2~4个 真空吸嘴(较早机型)至5~6个真空吸 嘴(现在机型)。由于转塔的特点,将 动作细微化,选换吸嘴、送料器移 动到位、取元件、元件识别、角度 调整、工作台移动(包含位置调整)、 贴放元件等动作都可以在同一时间 周期内完成,所以实现真正意义上 的高速度。目前最快的时间周期达 到0.08~0.10秒钟一片元件。
smtsmt电子产品功能更完整特别是大规模高集成ic不得不采用表面贴片元件产品批量化生产自动化厂方要以低成本高产量出产优质产品以迎合顾客需求及加强市场竞争力电子元件的发展集成电路ic的开发半导体材料的多元应用电子科技革命势在必行smtsmt组装密度高电子产品体积小重量轻贴片元件的体积和重量只有传统插装元件的110左右一般采用smt之后电子产品体积缩小4060重量减轻6080
第三类
TYPE III 顶面采用穿孔元件, 底面采 用表面贴装元件 工序: 滴(印)胶=>贴装元件=>烘干胶 : ( ) => => =>反面=>插元件=>波峰焊接