初始过程流程图封面
合集下载
初始过程流程图

气压时间8S
编 制
审 核
批 准
初始过程流程图
初始過程流程圖
初始过程流程图
工序名称:装磁瓦
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行机壳总成、磁瓦、弹涨片进料检验
存放在原材料仓库
从仓库领料至车间
取四片弹涨片,扣在工装的四个活动滑块上
取四片磁瓦,磁瓦上的槽与工装上定位块相吻合吸附在工装的四个弧形吸附块上
取一机壳总成,固定翼板上的螺钉尖向下套于工装上,机壳缝与工装上的定位块方向一致安装到位;
将零件存放物料箱
气压
编 制
审 核
批 准
初始过程流程图
工序名称:充磁
步骤
装配领料Βιβλιοθήκη 放置检验作业说明
KPC
KCC
将待充磁定子总成放入充磁头中
检查充磁电压为
按下充磁开关进行充磁
测量磁通
自检
质保部抽检
将零件存放周转箱
磁通大于
充磁电压为
编 制
审 核
批 准
初始过程流程图
工序名称:上开口挡圈,装轴承
步骤
装配
领料
放
置
存放在原材料仓库
从仓库领料至车间
装电枢总成
装电刷架总成
装波形垫圈、后端盖
自检
质保部抽检
将零件放在传动板上流入下道
气压
编 制
审 核
批 准
初始过程流程图
工序名称:初测
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将电机卡在卡具上
线束插头与端子对接,按下按钮
编 制
审 核
批 准
初始过程流程图
初始過程流程圖
初始过程流程图
工序名称:装磁瓦
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行机壳总成、磁瓦、弹涨片进料检验
存放在原材料仓库
从仓库领料至车间
取四片弹涨片,扣在工装的四个活动滑块上
取四片磁瓦,磁瓦上的槽与工装上定位块相吻合吸附在工装的四个弧形吸附块上
取一机壳总成,固定翼板上的螺钉尖向下套于工装上,机壳缝与工装上的定位块方向一致安装到位;
将零件存放物料箱
气压
编 制
审 核
批 准
初始过程流程图
工序名称:充磁
步骤
装配领料Βιβλιοθήκη 放置检验作业说明
KPC
KCC
将待充磁定子总成放入充磁头中
检查充磁电压为
按下充磁开关进行充磁
测量磁通
自检
质保部抽检
将零件存放周转箱
磁通大于
充磁电压为
编 制
审 核
批 准
初始过程流程图
工序名称:上开口挡圈,装轴承
步骤
装配
领料
放
置
存放在原材料仓库
从仓库领料至车间
装电枢总成
装电刷架总成
装波形垫圈、后端盖
自检
质保部抽检
将零件放在传动板上流入下道
气压
编 制
审 核
批 准
初始过程流程图
工序名称:初测
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将电机卡在卡具上
线束插头与端子对接,按下按钮
初始过程流程图

废件回炉 入库搬运
内外观飞边、毛刺、附着物
☆
表面质量、硬度、机械性能、尺 寸
打磨、焊补及焊补温度的控制
按材质分类回用 避免野蛮装卸
18
□
成品储存
标识位置
注 : A 为 不 合 格 铸 件 回 用
5◇
6
湿型砂混砂 △
△
水份和原料配比
混碾时间
7◇
8
△
造型
△
型腔完整性
型砂性能
9◇
合箱
△
关键位置尺寸
10 ◇
11
△
熔炼
☆
化学成分、机械性能
炉料配比
12 ◇
浇注
△
浇注温度、浇注时间
浇注速度
13 ◇
落砂
硬度、外观
保温时间
○
移至清理车间
14 ◇
抛丸
粗糙度
抛丸力度、时间
15 ◇
16
A
17
○
△ ★
清理 毛坯、检验
编号 ◇ ○ □ △ ★
操作描述
供应商代码:
标识
关键产品特性
标识
关键过程特性
1
△
原材料检验、 工装模具检验 芯盒
原材料成分、化学性能检验
△
模具的缩量验证 芯盒的位置、尺寸、粗糙度的检
验
合格供方
2
□
原材料、外协件 储存
△
定置存放、防潮、干燥通风
3
○
原材料、外协件 移至熔炼车间
☆
4◇
原材料称重 △
原材料配比的计算
■ ■
初始过程流程图
过程流程图编号: 样品 □ 试生产 ■
生产 □
内外观飞边、毛刺、附着物
☆
表面质量、硬度、机械性能、尺 寸
打磨、焊补及焊补温度的控制
按材质分类回用 避免野蛮装卸
18
□
成品储存
标识位置
注 : A 为 不 合 格 铸 件 回 用
5◇
6
湿型砂混砂 △
△
水份和原料配比
混碾时间
7◇
8
△
造型
△
型腔完整性
型砂性能
9◇
合箱
△
关键位置尺寸
10 ◇
11
△
熔炼
☆
化学成分、机械性能
炉料配比
12 ◇
浇注
△
浇注温度、浇注时间
浇注速度
13 ◇
落砂
硬度、外观
保温时间
○
移至清理车间
14 ◇
抛丸
粗糙度
抛丸力度、时间
15 ◇
16
A
17
○
△ ★
清理 毛坯、检验
编号 ◇ ○ □ △ ★
操作描述
供应商代码:
标识
关键产品特性
标识
关键过程特性
1
△
原材料检验、 工装模具检验 芯盒
原材料成分、化学性能检验
△
模具的缩量验证 芯盒的位置、尺寸、粗糙度的检
验
合格供方
2
□
原材料、外协件 储存
△
定置存放、防潮、干燥通风
3
○
原材料、外协件 移至熔炼车间
☆
4◇
原材料称重 △
原材料配比的计算
■ ■
初始过程流程图
过程流程图编号: 样品 □ 试生产 ■
生产 □
初始过程流程图

编号:车型/年度:联系电话:最新修改日期:编号制造移动存储检查操作描述编号产品特性编号过程特性◆●▲■1查看原材料外包装是否完整无破损、牌号是否正确?包装袋无破损、潮湿,材质为涂塑复合纸袋2比对单袋重量、送货数量等包装重量控制(25kg/包)公差±0.25kg3核对批次号、产地、材料物性表B;原料名称、牌号、色号、制造厂家、净重与采购计划一致.10.3验收标准箱,泡沫袋4包装完好,标识、数量正确,无混品尺寸规格20●原材料搬运PP+EPDM-TD20注意限高及整齐码放目视检查30▲储存原材料及配件1温度,湿度,有效方式,数量,标识批次管理,分区分类,先进先出40.1搬运原料到生产机台1原料运输到机台栈板、叉车安全运输原料40.2烘干原材料2烘干原材料C温度80℃,时间1-2h40.3通风盖板左/右安装板注塑3产品外观无、尺寸合格无影响产品外观和使用寿命的缺陷50■注塑检验1产品外观,标识,尺寸,重量C 目视检查,游标卡尺,电子称60●安全运输1注意限高及整齐码放目视检查1包装正确,无污染,放置整齐2库位区号标识清楚,账物相符1装容方式及数量正确目视检查,记录2标识正确目视检查,记录3成品整齐放置目视检查,记录4外观、标识、实物、数量与出库单一致目视检查,记录90●成品发运1无碰、划伤,变形安全运输10407080◆■■10.1验收原材料(PP+EPDM-TD20)成品入库出货检验▲批次管理,分区分类,先进先出零件号:零件名称:编制人:核心小组:编制日期:XXX 汽车技术股份有限公司初 始 过 程 流 程 图●首次提交 ○OTS提交更新 ○PPAP提交更新 ○生产更新供应商名称/代码:表单编号:修改单号 标志 修改人 日期 修改单号 标志 处数处数 修改人 日期。
初始过程流程图

Ⅱ档:n=2800±200r/min
气压0.4-0.6MPa
时刻:Ⅰ档为5S,Ⅱ档为7S.
编制
审核
批准
初始过程流程图
工序名称:整机动平稳
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将风扇电机总成动平稳测试夹具中
按下启动开关
测试
质保部抽检
将零件放在传动板上流入下道
剩余不平稳量小于40g.mm
气压0.4-0.6MPa
工序名称:上开口挡圈,装轴承
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行开口挡圈、轴承、电枢总成进料检验
存放在原材料仓库
从仓库领料至车间
装开口挡圈
装前端轴承
装后端轴承
按下按钮
自检
质保部抽检
将零件放在传动板上流入下道
气压0.3-0.5MPa
编制
审核
批准
初始过程流程图
工序名称:整机装配
步骤
装配
编制
审核
批准
初始过程流程图
工序名称:装护风圈
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行护风圈进料检验
存放在原材料仓库
从仓库领料至车间
装电机A
装电机B及屏蔽板
自检
质保部抽检
将零件流入下一道
气压0.3-0.5MPa
编制
审核
批准
KCC
将电机卡在卡具上
线束插头与端子对接,按下按钮
测试
质保部抽检
气压0.4-0.6MPa
时刻:Ⅰ档为5S,Ⅱ档为7S.
编制
审核
批准
初始过程流程图
工序名称:整机动平稳
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将风扇电机总成动平稳测试夹具中
按下启动开关
测试
质保部抽检
将零件放在传动板上流入下道
剩余不平稳量小于40g.mm
气压0.4-0.6MPa
工序名称:上开口挡圈,装轴承
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行开口挡圈、轴承、电枢总成进料检验
存放在原材料仓库
从仓库领料至车间
装开口挡圈
装前端轴承
装后端轴承
按下按钮
自检
质保部抽检
将零件放在传动板上流入下道
气压0.3-0.5MPa
编制
审核
批准
初始过程流程图
工序名称:整机装配
步骤
装配
编制
审核
批准
初始过程流程图
工序名称:装护风圈
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行护风圈进料检验
存放在原材料仓库
从仓库领料至车间
装电机A
装电机B及屏蔽板
自检
质保部抽检
将零件流入下一道
气压0.3-0.5MPa
编制
审核
批准
KCC
将电机卡在卡具上
线束插头与端子对接,按下按钮
测试
质保部抽检
初始过程流程图范例
10
□
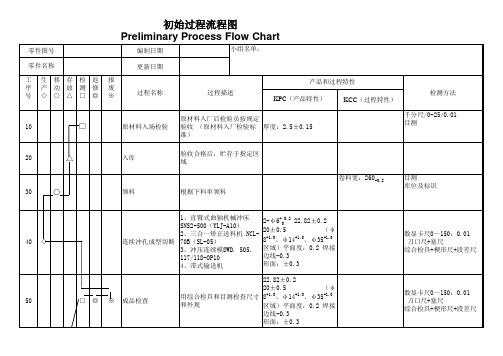
原材料入场检验
原材料入厂后检验员按规定 验收 (原材料入厂检验标 厚度:2.5±0.15 准) 验收合格后,贮存于指定区 域 卷料宽:260-0.2
20
△
入库
30
○
领料
根据下料单领料
Байду номын сангаас
目测 库位及标识
40
◇
1、直臂式曲轴机械冲床 SNS2-500(YLJ-A10) 2、三合一矫正送料机 NCL连续冲孔成型切断 70B(SL-05) 3、冲压连续模8WD. 505. 117/118-OP10 4、带式输送机
初始过程流程图 Preliminary Process Flow Chart
零件图号 零件名称 工 序 号 生 移 存 检 返 产 动 放 测 修 ◇ ○ △ □ ◎ 报 废 ※ 编制日期 更新日期 产品和过程特性 过程名称 过程描述 KPC(产品特性) 检测方法 KCC(过程特性) 千分尺/0-25/0.01 目测 小组名单:
数显卡尺0~150:0.01 刀口尺+塞尺 综合检具+楔形尺+段差尺
初始过程流程图 Preliminary Process Flow Chart
零件图号 零件名称 工 序 号 生 移 存 检 返 产 动 放 测 修 ◇ ○ △ □ ◎ 报 废 ※ 编制日期 更新日期 产品和过程特性 过程名称 过程描述 KPC(产品特性) 检测方法 KCC(过程特性) 目测 60 △ 包装入库 验收合格后,贮存于指定区 域 小组名单:
2-φ 6+00.2 22.82±0.2 20±0.5 (φ +1.0 +1.0 +1.0 8 、φ 14 、φ 35 区域)平面度:0.2 焊接 边线-0.3 形面:±0.3
初始过程程序图

自检
质保部抽检
将零件存放物料箱
气压0.3-0.5MPa
编 制
审 核
批 准
初始过程流程图
工序名称:充磁
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将待充磁定子总成放入充磁头中
检查充磁电压为1.4KV
按下充磁开关进行充磁
测量磁通
自检
质保部抽检
将零件存放周转箱
磁通大于4.5
充磁电压为1.4KV
编 制
审 核
批 准
气压0.3-0.5MPa
编 制
审 核
批 准
初始过程流程图
工序名称:综合测试
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将风扇电机总成放在综合测试台夹具中
电机插头与工作台上端子相接,按下按钮
测试
质保部抽检
将零件放在传动板上流入下道
A电机 Ⅰ档n=1800±200r/minⅡ档:n=2600±200r/min
踩下脚踏开关
自检
质保部抽检
将零件存放物料箱
气压0.3-0.5MPa
编 制
审 核
批 准
初始过程流程图
工序名称:拉铆
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行拉铆钉进料检验
存放在原材料仓库
从仓库领料至车间
取四个拉铆钉,分别插入机壳与弹涨片的四个铆钉孔中;
用拉铆枪一一完成拉铆过程
用吹尘枪吹干净机壳内部
步骤
装配
领料
放
置
质保部抽检
将零件存放物料箱
气压0.3-0.5MPa
编 制
审 核
批 准
初始过程流程图
工序名称:充磁
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将待充磁定子总成放入充磁头中
检查充磁电压为1.4KV
按下充磁开关进行充磁
测量磁通
自检
质保部抽检
将零件存放周转箱
磁通大于4.5
充磁电压为1.4KV
编 制
审 核
批 准
气压0.3-0.5MPa
编 制
审 核
批 准
初始过程流程图
工序名称:综合测试
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将风扇电机总成放在综合测试台夹具中
电机插头与工作台上端子相接,按下按钮
测试
质保部抽检
将零件放在传动板上流入下道
A电机 Ⅰ档n=1800±200r/minⅡ档:n=2600±200r/min
踩下脚踏开关
自检
质保部抽检
将零件存放物料箱
气压0.3-0.5MPa
编 制
审 核
批 准
初始过程流程图
工序名称:拉铆
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行拉铆钉进料检验
存放在原材料仓库
从仓库领料至车间
取四个拉铆钉,分别插入机壳与弹涨片的四个铆钉孔中;
用拉铆枪一一完成拉铆过程
用吹尘枪吹干净机壳内部
步骤
装配
领料
放
置
APQP初始过程控制流程图

工序பைடு நூலகம்
项目
项目
Φ3.5,Φ5+1,0.9±0.05等尺寸
第 2 页,共 2 页
工序
项目
项目
Φ113+0.5,Φ12.4+0.1,51,52,水孔 、燃烧室孔、推杆孔螺栓孔位置和直 径尺寸,其它尺寸 高度0.3±0.05
Φ122+0.5,Φ12.4+0.1,水孔、螺栓孔 燃烧室孔、推杆孔位置和直径尺寸, 其它尺寸 高度0.3±0.05
Φ106±0.2,Φ12.4+0.1,水孔、螺栓 孔燃烧室孔、推杆孔位置和直径尺 寸,其它尺寸 3.5±0.2
产品初始过程流程图 表单编号:FQ7-11 零件编号 : 1227 3267 零件描述:气缸盖垫片(金属型)、(上页、下页 0Cr18Ni9厚度δ0.25±0.01,中间板Ⅰ 0Cr18Ni9厚度δ0.35±0.02, 中间板Ⅱ 1Cr17Ni7厚度δ0.25±0.01) 制造 移动 放置 检验 操作描述 ◆ ● ▲ ■ ■ ▲ ● ◆ ■ ◆ ■ ◆ ■ ● ◆ ■ ◆ ■ ● ◆ ■ ◆ ■ ● ◆ ■ ◆ ■ 按技术要求对原料厚度进行检验 原材料入库存放 领取原材料到剪裁机前 上页冲孔 检验 上页压波 检验 上页打标识、商标、产品号 检验 移动至二车间 下页冲孔 检验 下页压波 检验 移动至二车间 中间板Ⅱ冲孔 检验 中间板Ⅱ压波 检验 移动至二车间 中间板Ⅰ冲孔 检验 中间板Ⅰ翻边 检验 Key Product Characteristic (关键产品特性) 上页、中间板Ⅱ、下页厚度δ 0.25±0.01,中间板Ⅰ厚度δ 0.35±0.02 Φ113+0.5,Φ12.4+0.1,51,52,水孔 、燃烧室孔、推杆孔螺栓孔位置和直 径尺寸,其它尺寸 高度0.3±0.05 Key Control Characteristic (关键控制特性) 序号: