等径角挤压工艺的无网格数值模拟研究
基于ANSYS软件的挤压过程的数值模拟
压压 力急速增加 , 由75 . KN上升 到1 .K 55 N,增加 了两 倍 多,可见摩擦系 数对挤压压 力的影 响是十分显著 的,因 此在挤压过程 中要提高润滑 程度 ,使坯 料和模具 的摩擦
惯 性 力 ; 材 料 流 动 变 形 服 从 L v — ss 程 。 e yMi 方 e
其 中, 为接触面 的法 向应力 , 为接触表面 的 摩擦系数 ,同时还要满足 力边 界和 面边 界条 件。
2 工 程 实 例 模 型
为检 验 分 析计 算模 型 的有 效 性 , 以工程 中的一 个 实例 进 行分析 计算 。图2 N示 为金属挤 压坯 料 和挤压 模 具 结构示 意图『。主 要包 括坯料和 模具 ,工作 带长度 为 6 】 3 mm,坯料 直径 为2 mm,模具高度2 rm,模具 角度 为 0 0 a
面被 当作接触面 ,一个 目标 单元和一 个接触单 元叫作一
接触 分析的 问题 一般 都需要考虑 摩擦 中的非线性 , 摩擦 使 问题 的收敛性 变得 困难 ,在金属挤 压塑性 成形数 值模拟 中的摩擦边 界条件 定义为: 网 格进 行 网格划 分析过程 中认为
船 舶 机 电设 备 7 5
e ar h se c
模具不发生塑性变形 。
压 比 为2 模 具 角 度 为 1。 摩 擦 系 数 分 别 设 定 为 00 、 、 5, .5
01 、01 、02 . O .5 . 进行数值模拟研究 。
L
图3 挤压几何模型 图4挤压后的网格变形图
图6 出了挤压 压力与 摩擦系 数 的变 化关 系 曲线 , 示
一
【国家自然科学基金】_剧烈塑性变形_基金支持热词逐年推荐_【万方软件创新助手】_20140802

科研热词 铸态az31镁合金 螺旋通道 硬度 砂岩 电磁铆接 气动铆接 有限元分析方法 显微组织 数值模拟 搅拌摩擦加工 挤扭 微结构 岩石力学 大塑性变形(spd) 复合材料 塑性变形 变形均匀 卸荷 力学模型 力学性能 切削速度 刀具前角 三轴试验
推荐指数 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
推荐指数 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2010年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23
53 54 55 56 57 58
2011年 科研热词 显微组织 钢 金属材料 大塑性变形 ecap变形 高速摄影 颗粒炸药 镁合金 镀锌钢 钢板 连续挤压 超高速碰撞 超细晶 表面纳米化 落锤撞击 花键 细晶强化 纯铜粉末颗粒 纯钛 累积叠轧 精密成形 粉末包套-等径角挤压 类纤维强化 等效应变 等径通道弯曲变形 磨屑 爆炸力学 热处理 点火 滑动摩擦 渗碳体 材料磨损 有限元法 晶粒细化 显微硬度 数值模拟 摩擦磨损 搅拌摩擦加工 挤扭 挤压工艺 成形工艺 微观组织 形变孪晶 层错能 多层板 塑性变形 变形行为 反应合成法 力学性能 剪切变形带 剧烈塑性变形 冷滚压 推荐指数 3 2 2 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
科研热词 剧烈塑性变形 超细晶材料 组织演变 纳米结构 纳米/超细晶 纯铜 纯铁 粘塑性摩擦 筒形件 等通道转角挤压 等通道角挤压 球化 激光熔覆 滚压 渗碳体 武开河 梯度纳米结构 极限应力 晶粒细化 晶粒尺寸 无网格法 旋转摩擦 斜轧穿孔工艺 数值模拟 拉扭组合 扩散 性能 微动磨损 强力旋压 弹塑性理论 剪切变形 冰水力学 smat ni co-cr-ni-mo涂层
等径角挤压有限元模拟模具应力分析

收稿日期:2006-08-24;修订日期:2006-09-18基金项目:内蒙古自治区自然科学基金资助项目(200408020707);内蒙古自治区高等学校科学研究项目(NJ03002)作者简介:张建军(1979-),男,内蒙古工业大学硕士研究生。
等径角挤压有限元模拟模具应力分析张建军1,白朴存1,2,田春雨2,张秀云1(11内蒙古工业大学材料科学与工程学院,内蒙古 呼和浩特 010051;21包头202厂,内蒙古 包头 014000)摘 要:本文利用非线性有限元软件M S C 1Marc 模拟了等径角挤压(Equal Channel Angular Extru 2si on,ECAE )过程中模具的应力分布。
结果表明:模具拐角处承受的应力较大;摩擦力对等径角挤压过程中模具应力有显著影响。
关键词:等径角挤压;有限元模拟;模具应力中图分类号:TG37613 文献标识码:A 文章编号:1001-196X (2006)06-0046-03D i e stress FE M ana lysis of equa l 2channel angul ar extrusi onZ HANG J ian 2jun 1,BA I Pu 2cun1,2,TI A N Chun 2yu 2,ZHANG Xiu 2yun1(11School of Material Science and Engineering,I nnerMongolia University of Technol ogy,Hohhot 010051,China;21Baot ou 202Plant,Baot ou 014000,China )Abstract:D istributi on of die stress in equal channel angular extrusi on (ECAE )is si m ulated with non 2linear fi 2nite 2ele ment s oft w are M S C .M arc .The results show that the largest die stress occurs on the corners of the die,and die stress is influenced re markably by fricti on .Key words:equal channel angular extrusi on;finite ele ment si m ulati on;die stress1 前言等径角挤压(Equal Channel Angular Extru 2si on,ECAE )是由前苏联科学家Segal[1]等在1981年提出,后在R 1Z 1Valiev [2]等的发展和完善下,成为一种加工块状超细晶材料的新方法。
铝合金Al5454ECAP挤压工艺模拟研究

善传统材料性能也具有很大 的帮助 。
考虑 到试样 塑性变形分析计算 的方便 ,试样选取 圆形横截
利 用 Deform一3D对铝合 金 A15454的 ECAP工 艺进行 大量 面 ,尺寸为 16mmx18mm,长度为 80mm。试样材料为铝合金
三维有 限元模拟 ,寻找挤压过程 中模具拐角、模具圆心角 、摩擦条 A15454。模拟时的模具 简图,如 图 1所示 。
(5)在室温 下 ,模具 内角 q ̄=90。、摩擦 系数 m=0.2,改变挤压
点。通过大量 的实验测试 、计算机模拟和理论分析 ,深人 了解等通 速度进行等通道挤压 的模拟试验 ,研究和分析挤压速度在挤压过
道挤压 的工艺原理和等通道挤 压材料 的独特性 能及结构一性能 程 的影响。
关系 ,不但可深化对超细晶材料的本质认识 ,对发展新材料 和改 3等通道挤压模 的设计
采用模具内角  ̄b=90。、摩擦 系数 m-0.2、挤压速度 V=2mm/ 分布 ,可得出 ECAP工艺 布的一般规律 ,即挤压件靠近管道 内
seE:,在室温(2O℃)下进行等通道挤压过程 的模拟试 验 ,研究和分 拐角处及其下部 的表层金属所受等效应力最为集 中,可以推断模
析挤压过程以及材料 内部变形区的分布 ,挤压过程 ,如图 3所示 。 具拐角及其下部所受模 腔张力最大。在模具设计过程中,最关键
一 l30一
张 会等 :铝合金 A15454ECAP挤压 工 艺模拟研 究
第 10期
的进行 ,试样与下通道顶部的缝隙仍存在 ,而且试样在退出下通道
后产生 了膨胀。(5)第 5阶段试佯的尾部退出主要变形区。
4.2.1等 效应力的 变化
图 2计算机模拟网格划分
等径角挤压工艺(ECAP)对铜银合金性能影响的研究的开题报告

等径角挤压工艺(ECAP)对铜银合金性能影响的研究的开题报告一、选题背景和意义铜银合金是一种常见的产业材料,具有良好的导电性、导热性和耐腐蚀性。
近年来,随着工业的快速发展,对铜银合金的研究和应用越来越广泛,其中铜银合金的力学性能和塑性变形特性是研究的重点。
等径角挤压工艺(ECAP)是一种非常有效的塑性变形技术,具有优异的细化晶粒和提高材料塑性的效果。
本研究旨在通过应用ECAP工艺来改善铜银合金的力学性能特性,为铜银合金的应用提供新思路和新方法。
二、研究目的和内容本项研究的目的是通过等径角挤压工艺,提高铜银合金的硬度和强度,同时探究ECAP工艺对材料的微观组织和晶粒细化程度的影响。
具体研究内容如下:1.通过等径角挤压工艺对铜银合金进行压制,制备不同压制次数和角度的试样;2.对试样进行显微组织观察、硬度测试和拉伸等力学性能测试,并与未经处理的原始材料进行对比分析;3.探究等径角挤压工艺对铜银合金的微观组织和晶粒细化特性的影响。
三、研究方法本研究采用等径角挤压工艺(ECAP)对铜银合金进行塑性变形处理,制备不同压制次数和角度的试样。
然后,对试样进行显微组织观察、硬度测试和拉伸等力学性能测试,以分析ECAP工艺对铜银合金的微观组织和晶粒细化特性的影响。
四、研究预期成果通过对等径角挤压工艺(ECAP)对铜银合金的试样进行硬度测试和拉伸等力学性能测试,本研究可以得到以下预期成果:1.提高铜银合金的硬度和强度,使其具备更高的机械性能;2.探究ECAP工艺对铜银合金的晶粒细化程度、晶界特性以及其他微观结构的影响;3.为铜银合金应用提供新思路和新方法。
五、研究进度安排本研究的时间安排和研究进度如下:1.前期准备阶段:查阅相关文献,了解等径角挤压工艺(ECAP)基本原理和铜银合金的研究现状。
时间预计1个月;2.实验设计和制备试样:设计试验方案,选取合适的材料和试样制备方法。
时间预计2个月;3.试样测试和数据分析:对试验得到的铜银合金试样进行显微组织观察、硬度测试和拉伸等力学性能测试,并对数据进行分析。
等径角挤压模设计

晶粒超 细化是从材料制备上提高材料性能的 有效途径。上世纪 8 年代初期, . 0 S …等人开发 出了等径角挤压 (ห้องสมุดไป่ตู้a canlB u r s ̄ eul hne r l pe i ,简 l a sr gr 锈钢拉深的特殊性 ,板料摩擦撕裂后润滑液被挤进 裂缝产生高压加深了裂缝的扩展,使金属剥离更容 易。此外, 在模具和板料接触的其他地方, 由于压边 力和变形应力的作用,润滑油不足以将两金属面分 隔开,起皱和流动的金属仍会和模具相互搓削,即 处于边界摩擦状态,这种现象在不锈钢拉深中更加
s e a . .1 l e p r n la a s h ws t a n c a i a p o ry id x s o e S - i s 15 m z 1 x e i t n l i s o h t ma Y me h nc l r p t e e f t U e me a y s e n h p r n r i u e o p r o t ie e i r o e .n 屺 tn i t n t , f r e a l , i i ce s d e f e g an p r c p e b nd a mp v d l a r e s e s e g h o x mpe s n ra e l r
r m 2 Ⅲ) 幻 4 腰 a:t e a d e r m 1 4 Ⅳ 幻 l 4 强Ⅳ ; a d te eo g t n e c n a e s fo 3 a 2 h h r n s fo 1} 8. n h ln a i p r e tg i o
d c e s d fo e r a e m 4 r 5% t 1 O 9% .
De in f e t u in i o e a h nn l ng lr pr s i sg o x r so d e f r qu l c a e a u a esng
挤压变形力的数值分析及模拟方法研究

挤压变形力的数值分析及模拟方法研究挤压变形力的数值分析及模拟方法研究摘要:挤压变形力是挤压过程中的一个关键参数,准确地分析和模拟挤压变形力对于优化挤压工艺、改进产品性能具有重要意义。
本文主要围绕挤压变形力的数值分析及模拟方法展开研究,通过理论分析和有限元方法模拟分析,探讨了挤压变形力的计算模型、影响因素以及模拟方法,为挤压工艺的优化提供了重要的参考依据。
1. 引言挤压是一种常用的金属塑性成形工艺,通过对金属坯料施加压力,使其通过模具流动而得到所需形状的工件。
挤压变形力是指在挤压过程中施加在金属坯料上的力,它的大小直接影响到挤压工艺的稳定性和产品的质量。
因此,准确地分析和模拟挤压变形力对于优化挤压工艺、改进产品性能具有重要意义。
2. 挤压变形力的计算模型挤压变形力的计算模型是分析挤压过程中变形力大小的理论基础。
根据挤压过程的力学原理,可以建立起挤压变形力的计算模型。
一般而言,挤压变形力与材料的流变应力、工件几何形状以及挤压速度等因素密切相关。
通过对这些因素的研究,可以建立起挤压变形力的计算模型,从而预测和控制挤压过程中的变形力。
3. 挤压变形力的影响因素挤压变形力的大小受到多种因素的影响,包括材料流变性能、工件几何形状、挤压速度、摩擦力等。
其中,材料的流变性能是影响挤压变形力的主要因素之一,不同材料所表现出的流变性能差异较大,因此会导致挤压变形力的大小存在差异。
此外,工件的几何形状和挤压速度也会对挤压变形力产生重要影响。
因此,在进行挤压变形力的数值分析和模拟时,需要综合考虑这些因素的综合影响。
4. 挤压变形力的模拟方法有限元方法是数值分析挤压变形力的一种常用方法。
通过将挤压过程离散为多个小单元,并对每个小单元进行力学分析,可以得到整个挤压过程中的变形力分布情况。
然而,由于挤压过程比较复杂,需要考虑多种因素的综合作用,因此,单纯的有限元方法不能够准确地模拟挤压变形力。
为此,还需结合实验验证和经验公式修正,以提高模拟结果的准确性。
42CrMo钢的等通道转角挤压成型工艺

#%前言
`)AGE@钢是一种超高强度钢" 具有优良的 力学性能" 常被应用于轴承$ 齿轮和传动轴等工 作环境复杂的场合" 在使用过程中容易受到高 温$ 高湿和高应力的影响" 经常会出现疲劳失效
)#)( ;#X-%%%%%%%%%%%%%%% %%%重 型 机 械
+//+
的情况" 对其使用寿命和工作性能造成严重影
"%等径弯角挤压试验
"X"%模具介绍 图 " 为 ,#cZA*>模具图% 本文使用的 ZA*>
模具由凹模 "$ 凹模 ) 和凸模三部分组成" 凹模 和凸模材料为 '"( 钢" 保证模具的热强性和热 硬性" 防止模具在挤压过程中损坏" 提高模具寿 命% 凹模 " 设有模腔" 模腔设有等通道弯角挤压 通道和凸模导向腿杆腔" 等通道弯角挤压通道的 出料口为上偏角 )c的喇叭口形状" 型腔的挤压 通道角度为 ,#c% 凹模 ) 模腔" 模腔设有凸模导 向腿杆腔% 凹模 " 和凹模 ) 采用 - 条高强度 E)# 螺栓预紧力来保证较强的合模力" 以保证高效安 全的挤压% 凸模设在凹模 " 和凹模 ) 设置的模腔 中" 凸模截面采用工字形截面" 提高了抗屈曲能 力% 在 ZA*>过程中" 凸模的前后导杆起导向作 用" 且随试件同步向下运动" 凸模与试件间不产 生摩擦力" 达到设计减摩的目的% 本文使用的 ZA*>模具与传统模具相比" 试件与通道间的摩 擦力降低超过 /#a" 有利于试件顺利脱模%
新型等径角挤压工艺下的5052铝合金变形行为的有限元模拟

新型等径角挤压工艺下的5052铝合金变形行为的有限元模拟董蔚霞;王晓溪;夏华明;朱珍【摘要】The aim of this work was to use the new type of sever plastic deformation technology called Forward extru-sion-equal channel angular pressing ( Forward extrusion-equal channel angular pressing, FE-ECAP) to study the deforma-tion behavior of 5052 aluminum alloy at room temperature. Based on the DEFORM-3D finite element simulation software, the deformation behavior of 5052 aluminum alloy was simulated under the FE-ECAP technology, and the squeezing load, e-quivalent strain and the distribution of velocity during the process of deformation were studied. During the FE-ECAP de-formation process, the pressing load curve showed a distribution of double-mountain shape, the first peak value occurred a-round the mouth of the pressing die, the second one appeared at the corner, and the value of extrusion load reached 347 kN, which was the maximum value in the whole deformation process. After FE-ECAP deformation, the effective strain mas-sively accumulated, which made the main deformation area reached a high degree of highly uniform deformation condition. The metal flow velocity at the outer corner of the billets was larger than the value of flow velocity at the inner corner. Ac-cording to the results, under the FE-ECAP technology, the uniformity of billets deformation should be improved in order to enhance the performance of the deformed billets.%目的:采用新型复合大塑性变形技术正挤压-等径角挤压工艺( FE-ECAP),研究5052铝合金在室温条件下的变形行为。
等径角挤压原理

等径角挤压原理等径角挤压原理是指在材料加工过程中,通过等径角挤压装置对材料进行挤压,使其断面积减小,长度增加的一种加工方法。
这种加工方法广泛应用于金属材料的成型加工中,可以得到高精度的成品。
等径角挤压原理的基本思想是利用挤压装置对材料进行等径角挤压,使其受到轴向压力和径向约束力的作用,从而改变材料的形状和尺寸。
在等径角挤压过程中,挤压装置通过施加压力,使材料在轴向上发生塑性变形,而在径向上受到约束,使材料断面积减小,长度增加。
等径角挤压原理的优势主要体现在以下几个方面:1. 高精度:等径角挤压可以通过调整挤压装置的参数,如挤压角度、挤压速度等,来控制材料的形状和尺寸,从而得到高精度的成品。
这对于一些需要精确尺寸的零部件的制造非常重要。
2. 无浪费:等径角挤压可以充分利用原材料,减少材料的浪费。
由于等径角挤压是将材料进行塑性变形,而不是切割或挤压成形,因此可以最大限度地利用原材料的性能。
3. 强度提高:等径角挤压过程中,材料会受到轴向压力和径向约束力的作用,从而使材料的晶粒细化、晶界消除,从而提高材料的强度和硬度。
4. 成本降低:相比传统的切割或挤压成形方法,等径角挤压具有更高的加工效率和更低的成本。
由于等径角挤压可以一次性完成多道工序,减少了加工时间和能耗,因此可以降低成本。
5. 应用广泛:等径角挤压方法适用于多种材料的加工,如铝合金、钛合金、镁合金等。
在航空航天、汽车制造、电子设备等领域都有广泛的应用。
尽管等径角挤压具有许多优势,但也存在一些限制和挑战。
首先,等径角挤压过程中需要对挤压装置的参数进行精确控制,这对操作人员的技术要求较高。
其次,材料在等径角挤压过程中会受到较大的应力和变形,如果操作不当,容易导致材料的断裂或变形。
此外,等径角挤压过程中还存在一些材料特性的限制,如材料的可塑性、热导率等,这对材料的选择和加工工艺的确定提出了一定的要求。
等径角挤压原理是一种重要的金属材料成型加工方法,具有高精度、无浪费、强度提高、成本降低、应用广泛等优势。
镁合金等通道转角挤压ECAP技术的研究和展望

·84·材料导报2008年4月第22卷第4期镁合金等通道转角挤Ji(ECAP)技术的研究和展望+路国祥,陈体军,郝远(兰州理工大学甘肃省有色金属新材料省部共建国家重点实验室,兰州730050)摘要综述了等通道转角挤压(EcAP)技术在镁合金上的研究进展。
主要包括等通道转角挤压的技术原理、不同工艺参数的影响、显微组织特性和力学性能等方面,探讨了ECAP技术在镁合金上的研究热点,并指出了当前锾合金ECAP技术存在的主要问题及今后的发展方向。
.关键词等通道转角挤压(ECAP)镁合金超塑性织构ResearchandDevelopmentProspectsofEqualChannelAngularPressing(ECAP)ofMagnesiumAlloysLUGuoxiang,CHENTijun,HAOYuan(StateKeyLabofGansuNewNon—ferrousMetalMaterials,LanzhonUniversityofScienceandTechnology,1.丑flzhou730050)Abstract。
Areviewontheresearchdevelopmentofequalchannelangularpressing(ECAP)ofmagnesiumalloysispresented,inwhichtheprincipleofECAP,theeffectsofdifferentprocessingfhctorsonthemicrostructureandmechanicalpropertiesaremainlyreviewed.Someinterestingtopicsarealsodiscussed.SomeproblemsofECAPofmagnesiumalloysanditsfuturedirectionsareindicated.Keywordsequalchannelangularpressing(ECAP),magnesiumalloys,superplasticity,textureO引言镁合金因具有重量轻、比强度和比刚度高、优良的阻尼性能、较好的尺寸稳定性和机械加工性能及较低的铸造成本等显著优点,广泛应用于航空航天、汽车和电子等行业【11。
等径道角挤压制备高力学性能细晶Mg6Al合金

内容摘要
为了解决传统制备方法存在的问题,放电等离子烧结(Spark Plasma Sintering,简称SPS)技术被应用到细晶93W56Ni14Fe高比重合金的制备中。放 电等离子烧结是一种新型的粉末冶金技术,具有快速、节能、环保等优点。在放 电等离子烧结过程中,通过将原材料粉末置于直流脉冲电流的作用下,产生高温、 高压和高速度的等离子流,使粉末在短时间内实现加热和致密化。
结论
等径道角挤压作为一种新型的材料制备技术,为镁合金的制备提供了一种新 的思路和策略。然而,该技术在应用过程中仍存在一些挑战,如模具磨损、设备 成本等问题。未来研究者们可以从优化挤压工艺、开发新型模具材料等方面进行 深入研究,以进一步拓展等径道角挤压技术的应用范围和提高其工业化生产潜力。
参考内容
引言
是一种新型的制备细晶材料的技术,可以有效细化材料基体组织,提高材料 力学性能。本次演示将探讨基于等径道角挤压制备高力学性能细晶Mg6Al合金的 方法。
实验方法
实验方法
等径道角挤压是一种通过将材料反复挤压和剪切,细化材料基体组织,提高 材料力学性能的方法。本实验采用型号为ECAP-7000的等径道角挤压设备,将纯 镁和Al-20%Mg合金经过预处理后进行等径道角挤压。首先将材料加热至450℃, 保温30min,然后迅速放入挤压模具中进行挤压。挤压过程中,通过控制挤压速 度和挤压温度,优化挤压工艺参数,制备出高力学性能细晶Mg6Al合金。
结论与展望
结论与展望
本次演示成功地制备了具有优异性能的仿珍珠贝Al合金SiC层状复合材料。该 复合材料由高强度、高硬度的SiC层和具有高韧性、良好耐磨性能的Al合金组成。 制备过程中,采用熔融纺丝法和热压烧结法成功地实现了纤维和合金的复合。通 过XRD和OM观察发现,SiC纤维在Al合金中具有良好的分散性和界面结合。力学性 能测试表明,该复合材料具有较高的强度、韧性和耐磨性能。
带背压的高硅铝合金等径角挤压数值模拟
2 0 1 3 年第4 期
带背压 的高硅铝合金等径角挤压数值模拟
朱财 良 李 萍 薛克敏 姜华海
合肥 2 3 0 0 0 9 ) ( 合肥 工业 大学 材料 科学与 工程 学 院
摘 要
采用 DE F O R M一 3 D 分析 软件对高硅铝合金进行 了带背压 的等径角挤压过程单道 次三维有 限元模拟,分
变 等 ,得 到 了以下 结论 : ( 1 ) 带 背 压 时 ,坯 料 头部 无 翘 曲行 为 ,变 形载 荷 一开 始就 急剧 增加 。 ( 2 ) 随着背压 的增 加 , 最大 成形载荷呈线性 增加 。 ( 3 ) 背 压 影 响 了坯 料 的等 效 应 变 的分 布 ,背压 可 以提 高材 料 的等效 应变 ,从而 细化 晶粒 ,提 高材 料 的塑 性等 力学 性 能 。但 背压 应 适 当增加 ,不 能增
用 途 。但 是 , 采 用传 统 的铸 造 方 法 生 产 的 高硅 铝
合 金 , 由于 合 金 中 S i 的 含量 较 高 , 合 金 中 初 晶硅 体 积 率 较 大 ,使 得 合 金 的室 温 塑 性 较 差 。采 用 常 规 的方 法 难 以对 其 进 行 成 形 操 作 ,难 以制 造 一 些 形 状 复杂 的零 部 件 。因此 ,改 善 高 硅 铝 合 金 综 合 力 学 性 能仍 然 是 当今 的重 要 研 究 内容 ” 。
科 学工 作者 的研 究热潮 。
格式将 各部 件导 出 ,再 导入 到大型 商业有 限元 软件
DE F 0 R M一 3 D进行 模拟 。为节省 时 间和运算 量 ,提
高 效 率 ,只 取 模 型 的 一 半 进 行 模 拟 。等 径 角 通 道
等径角挤压(ECAP)工艺的研究进展

等径角挤压(ECAP)工艺的研究进展摘要:文章论述了等径角挤压这种大塑性变形工艺的研究进展,主要包括等径角挤压的工艺原理、剪切变形特征、不同工艺参数对显微组织和材料性能的影响,并对ECAP方法涉及的材料作了简要介绍。
关键词:等径角挤压(ECAP);晶粒细化;剪切变形等径角挤压(ECAP)是一种利用大塑性变形得到超细晶粒组织的方法,自从上世纪80年代前苏联科学家Segal提出用ECAP法制备细晶材料以来,已引起了材料科学家的广泛重视。
文章就近年来金属材料的等径角挤压研究现状,主要评述等径角挤压的技术原理、工艺路线对晶粒细化的影响及ECAP材料的显微组织特性和力学性能等问题。
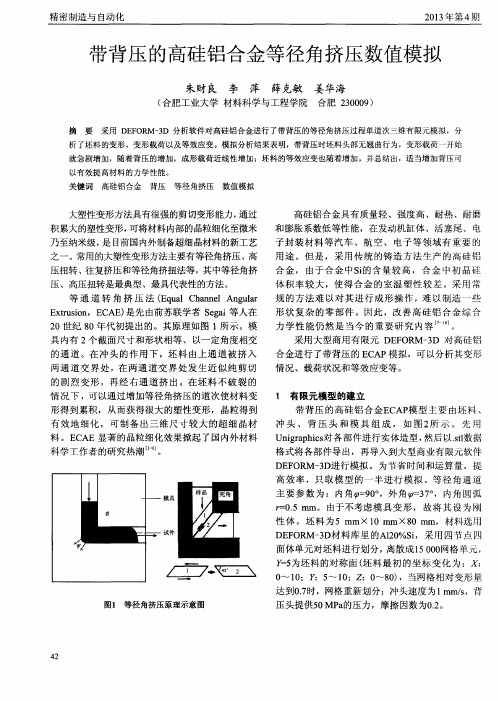
1等径角挤压的工艺原理图1是等径角挤压原理图。
由图可见,等径角挤压的模具是由两个相交的、截面相等的通道组成,两通道以一定角度相交,其内角为ф,外接弧角为?鬃。
在试样与模具中的通道紧密配合并且与模壁润滑良好的情况下,受一向下的压力作用。
当试样经过通道交叉处时,产生了近似于纯剪切的变形。
经过多次挤压可以累积迭加从而得到非常大的总应变量,相当于正应变作用下完成100:1甚至1000:1压下率的总应变量。
每次挤压过程中,在试样与模壁完全润滑的条件下,剪切应变的增加值是模具的特征参数,仅与角ф和?鬃角有关,它们的关系可表达为:?着■=■2cot(■+■) (1)式中:εN为每次挤压剪切变形量的增加值,ф为两通道相交的内角,?鬃为两通道相交的外角。
由于可以重复挤压,根据相邻挤压道次间试样相对于模具的轴向旋转方向和角度的区别,将等径角挤压的工艺路线主要分为以下四种:路径A(试样不旋转)、路径BA(相邻道次间方向交替改变,旋转90°)、路径BC(相邻道次间方向不变,旋转90°)、C路径(相邻道次间试样旋转180°),如图2所示。
在等径角挤压过程中材料晶粒的细化一般分为三个过程:首先,粗大的晶粒沿剪切方向被拉长成为带状组织,大的晶粒受剪切变形而碎化,变成一些具有小角度晶粒的亚晶;其次,由于剪切变形进一步进行,小角度晶界开始演变为大角度晶界,晶粒也进一步细化;最后,出现大量大角度晶界,随着变形的加剧,晶粒被细化到亚微米甚至纳米级,晶粒间位向差加大。
等径角挤压工艺中变形与挤压载荷研究
等径角挤压工艺中变形与挤压载荷研究超细晶材料具有良好的力学性能和特殊的物理性能,近年来受到材料学家们的广泛关注。
等径角挤压工艺是一种通过剧烈塑性变形制备超细晶材料的方法。
等径角挤压工艺中,施加载荷使试样通过润滑良好且截面积相等的相交通道。
试样在通过变形区时会发生简单剪切变形并获得很大的应变量,从而细化晶粒,改善组织形貌,最终提高材料的性能。
本文研究了等径角挤压工艺中变形过程,得到了简单剪切应变及正应变公式,采用有限元数值模拟的方法证明了公式的正确性,并通过对挤压后的试样进行表征进一步验证了有限元模拟结果。
分析了等径角挤压不均匀性产生的原因,提出应变状态决定了组织的不均匀性。
通过滑移系法、有限元法以及上限法得到了挤压载荷公式,通过实测载荷位移曲线对载荷公式进行验证。
分析了等径角挤压简单剪切变形原理,得到了简单剪切应变公式。
通过剪切变形公式发现,剪切应变γ与圆角半径差与宽度的比值(Rint-Rext)/D之间呈线性关系,斜率仅与模具内角Φ有关,采用有限元方法对简单剪切变形进行验证。
研究了不同位置的节点速度和实际圆角半径的变化规律,发现节点速度和实际圆角半径不同是产生等径角挤压后的试样不均匀的原因,并对简单剪切应变公式进行了修正。
对304L不锈钢与Ti49.2Ni50.8合金分别进行显微硬度测试与马氏体相变行为分析,证明试样的中心变形量高于外侧,与有限元模拟结果吻合较好。
分析了等径角挤压正应变变形原理,得到了正应变公式。
通过正应变公式可以发现,正应变ε与圆角半径差与宽度的比值(Rint-Rext)/D之间呈线性关系,斜率仅与模具内角Φ有关。
当Rext-Rint=D,或者模具内角角度为180°时,理论计算的正应变为0,即不发生正应变。
采用有限元模拟结果验证了正应变理论公式,并用实际节点圆角半径代替模具内外角圆角半径,完善了正应变的理论公式。
通过304L奥氏体不锈钢金相结果及显微硬度结果证明了正应变的存在。
等径角挤压变形的原理及国内外研究现状

摘要本文主要对大塑性变形(SPD)进行介绍,并详细对等径角挤压(ECAP)能制备具有优异的物理和力学性能的超细晶金属材料(晶粒尺寸0.1 ~1μm),进行分析和介绍,并指出该工艺非常具有工业化应用前景。
等径角挤压工艺一种新的大塑性变形方法,本方法可起到细化合金组织,改善性能,提高材料的成形性,本文论述了的ECAP的基本原理,剪切模式与变形规律,并分析了摩擦因素对变形的影响,并分析了国内外研究现状及进展。
关键词:大塑性变形,等通道挤压,超细晶材料引言随着社会的不断发展和科学技术的更加进步,材料科学的发展和新材料的应用将面临着新的挑战和机遇。
特别是在其他基础科学,如环境、能源、信息和生物等推动下,人们对材料使用性能的要求越来越高。
一方面是加快对新材料的研发,另一方面是对现有材料的潜在功能将得到更全面、更充分的发挥和利用[1]。
从节能、环保和成本出发,根据材料固有的结构特征,改变工艺手段控制材料的微观组织结构来充分挖掘和利用现有材料的性能潜力,是现代材料科学的一个不断深入研究的重要课题。
超细晶材料(ultra-fine grain, 简称UFG) 包括亚微米晶材料和纳米晶材料,由于晶粒极细、缺陷密度高且晶界所占体积比例远高于一般材料的比例,具备其他传统材料所不具备的一系列优异的力学、物理和化学性能等,在航空、化工、电子、生物和医药等诸多方面得到广泛应用,引起世界各国科学界和产业界的广泛关注。
材料的制备工艺和过程对材料的微观结构和宏观性能具有重要影响,为了获得大尺寸、无微孔隙、无污染且晶粒尺寸细小均匀的块体UFG材料,因此,UFG材料的制备技术成为一个很重要的课题。
现有的制备方法包括:(1)惰性气体冷凝法[2],(2)电解沉积法[3],(3)机械球磨法[4],(4)非晶晶化法[5],(5)表面纳米化法[6],(6)大塑性变形法[7]等。
与其他制备方法相比,大塑性变形法制备可出具有结构均匀、无孔隙、无污染且包含大角度晶界的块体超细晶材料,并有良好的工业应用前景,受到越来越多地研究和关注。
等径角挤压法制备超细晶材料
径挤压备细等角法制超晶材料一、概述纳米科学技术是20 世纪80年代末产生的一项正在迅猛发展的新技术。
进入21世纪以来,随着科学技术的发展,人们对纳米技术的创建给予了特别的注意,这一技术被认为是21世纪的关键技术。
1991年我国伟大的物理学家钱学森曾说过:“我认为,纳米左右和纳米以下的结构是下一阶段科技发展的重点,会是一次技术革命,从而将在21世纪又是一次产业革命。
”在通常情况下制备超细晶材料和纳米晶材料有两种途径:一是粉碎法,即通过机械作用将粗大颗粒逐步破碎,细化晶粒:另一种是造粉法,即利用原子、分子或离子通过形核和长大两个阶段获得。
按物料状态有气相法(惰性气体冷凝法,活性氢—熔融金属反应法,溅射法,混合等离子体法,爆炸丝法)、液相法(化学热解,电沉积法,落管技术,快速凝固)和固相法。
固相法主要包括高能机械球磨、非晶晶化法、高压下高温固相淬火法以及强烈塑性变形法等。
气相法和高能机械球磨在制备超微粉时粉末易污染,在随后的固化烧结过程中,固化密度偏低导致存在着大量残余孔隙,从而影响了材料的性能。
快速凝固法由于对冷却速度和散热条件的要求极高,导致工艺过程复杂、成本较高。
非晶晶化法受到合金非晶形成能力大小的影响,只局限于部分合金。
而强烈塑性变形法与其他制备方法相比却具有许多独特的优点。
比如它具有适用范围宽,可制造大体积试样,试样无残留缩松、缩孔,不易引入杂质;可方便地利用扫描电镜详细研究其组织结构及晶粒中的非平衡边界层结构,非常有利于研究其组织与性能的关系等;而且可采用多种变形方法制备界面清洁的超细晶材料,是今后制备块状超细晶材料很具有工业应用前景的一种方法。
二、塑性变形法制备超细晶材料的方法下面简单几种强烈塑性变形法制备的超细晶材料:(一)反复折皱——压直法反复折皱—压直法是在不改变工件横截面几何形状的情况下,经过多次弯曲变形将晶粒尺寸细化到亚微米级或纳米量级,因此它是一种以弯曲变形方式制备块体超细晶结构金属材料的大塑性变形工艺方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第15卷第2期2008年4月塑性工程学报J OU RNAL OF PL ASTICIT Y EN GIN EERIN GVol115 No12Apr1 2008等径角挤压工艺的无网格数值模拟研究3(山东大学材料科学与工程学院,济南 250061) 管延锦 赵国群 路 平(烟台汽车工程职业学院,烟台 150001) 曹 伟(杭州电子科技大学机械工程学院,杭州 310018) 吴 欣摘 要:等径角挤压(Equal Channel Angular Pressing,ECAP)工艺,是一种通过材料的剧烈塑性变形,获得大块超细晶材料的有效方法。
采用无网格伽辽金法对等径角挤压工艺进行了数值模拟研究,分析了挤压过程中材料的流动规律,研究了模具圆心角、挤压件与模具间的摩擦状况对ECA P挤压效果的影响。
随着模具圆心角的减小,挤压件的等效应变增大并且变得更加均匀,但是模具圆心角越小,挤压载荷越大,严重影响模具的使用寿命;摩擦状况对挤压件的等效应变的影响较小,对挤压载荷影响显著。
无网格模拟分析结果与实验结果吻合良好。
关键词:等径角挤压;ECA P;无网格伽辽金法;数值模拟中图分类号:T G376 文献标识码:A 文章编号:100722012(2008)022*******Numerical study on equ al channel angular pressingbased on element2free G alerkin methodGUAN Yan2jin ZHAO Guo2qun L U Ping(Mold&Die Engineering Technology Research Center,Shandong University,Jinan 250061 China)CAO Wei(Jining Automobile Engineering Vocational Technology College,Yantai 150001 China)WU Xin(School of Mechanical engineering,Hangzhou Dianzi University,Hangzhou 310018 China)Abstract:The equal channel angular pressing(ECAP)is an effective method to obtain ultra2fine grain materials using severe plas2 tic deformation.The equal channel angular pressing process is simulated numerically based on the rigid2plastic/viscoplastic ele2 ment2f ree G alerkin(EF G)method.Numerical results such as material flow patterns of the forming process,effective strain,ef2 fective stress and effective strain2rate distributions are obtained.The influence of curve angleΨand f rictional status on the form2 ing effect of ECAP is studied.The effective strains become larger and more uniform with the increase of the curve angleΨ.On the other hand,the forming load increases greatly with the increase of the curve angleΨ.The effective strains change slightly with the change of the f rictional status between the die and the workpiece.However,the f rictional status influences greatly the forming load.K ey w ords:equal channel angular pressing;ECA P;element2f ree G alerkin(EF G)method;numerical simulation3国家自然科学基金资助项目(50575125);国家杰出青年基金资助项目(50425517)。
管延锦 E2mail:guan_yanjin@sdu1edu1cn作者简介:管延锦,男,1969年生,山东诸城人,山东大学模具工程技术研究中心,教授,博士,主要进行材料加工过程数值模拟技术的研究收稿日期:2007208216;修订日期:2007210225 引 言等径角挤压工艺(Equal Channel Angular Pressing,ECA P)是由前苏联科学家Segal教授等[123]在20世纪70年代末提出的,其最初的目的是在不改变材料横截面的情况下产生剧烈的塑性变形,从而使材料的重复变形成为可能。
20世纪90年代初期,这种方法被Valiev教授等[426]进一步发展和完善,成为制备块体超细晶材料的一种新工艺。
近年来该工艺受到了众多专家学者的关注和研究,大量研究表明,ECA P工艺可以制备出致密、界面洁净的块体超细晶材料,为超细晶材料的科学研究提供了必要条件。
目前,数值模拟技术已经成为研究各种成形工艺过程的强力手段,通过数值模拟可以定量研究材料的流动和相关场量的分布,以及在成形过程中的变化规律,对于掌握成形的变形机理、合理确定成形工艺、保证模具设计的合理性等,具有重要的指导作用。
国内外许多学者已采用有限元方法对ECA P工艺进行了数值模拟研究工作[729],但是由于有限元方法是基于单元的数值分析方法,在大变形塑性成形过程数值模拟中,当工件变形到一定程度,有限元网格往往会产生畸变现象,处理网格畸变最有效的方法是进行网格再划分,然而网格再划分不仅会影响计算效率,还会影响模拟精度,甚至出现模拟失真。
无网格法是近年来出现的一种新颖的数值分析方法,具有稳定性强,分析精度高的特点。
该方法仅仅采用基于点的近似,而不需要节点的连接信息,因此,不仅避免了繁琐的单元网格生成,而且提供了连续性好、形式灵活的场函数,同时其前处理过程也比有限元法更为简单,在处理弹塑性、裂纹扩展、移动界面、高速碰撞以及具有大变形特征的金属体积成形问题时,显示出了巨大的优越性和广阔的发展前景,非常适合ECA P工艺等剧烈塑性变形工艺的分析[10213]。
因此,本文采用自行开发的刚(粘)塑性无网格伽辽金方法分析程序,实现了等径角挤压工艺的无网格数值模拟,不仅得到了挤压过程中材料的流动情况、等效应变、等效应力、等效应变速率的变化及其分布情况,而且通过无网格方法研究了模具圆心角、摩擦状况等对等径角挤压工艺的影响规律,为等径角挤压工艺提供了一种新的、有效的数值模拟方法。
1 等径角挤压工艺ECA P法采用的模具是由两个具有相同形状和相等横截面积的通道,按照一定的角度相互交截而成的,模具拐角记为Φ,模具圆心角记为Ψ,如图1所示[7]。
挤压时,将与凹模通道壁润滑良好的坯料放入垂直通道中,用带有冲头的液压机向下挤压坯料,当坯料经过两通道的交角时,就会产生近似于纯剪切的变形,如图2a所示。
按照成形过程中挤压件各部分不同的变形特点,将垂直通道分为Ⅰ、Ⅱ、Ⅲ3个区域,水平通道分为Ⅱ、Ⅲ、Ⅳ3个区域,如图2b所示。
由于ECA P工艺主要靠挤压件累积的等效应变对其晶粒进行有效细化,因此,模具拐角Φ、圆心角Ψ等模具几何参数对于挤压件的晶粒细化具有重要影响。
定量地了解和掌握模具参数对挤压件内部应变分布、应变大小等的影响规律,对于有效地确定挤压工艺和使挤压件获得合理的应变分布、大小,进而获得所要求的晶粒细化效果是十分重要的。
采用数值模拟技术可以全面掌握挤压全过程金属的流动规律和场量的大小与分布,能够快速获得模具几何参数对挤压件场量分布的影响,进而达到优化模具参数的目的。
2 数值模拟分析忽略模具的变形,认为冲头、凹模为刚性接触体。
冲头做垂直方向的平动,运动速度为2mm/s。
由有关实验和理论分析可知[14],当挤压速度较低(1mm/s~10mm/s)时,由于工件与模具之间的摩擦而导致挤压过程中变形温度的升高可忽略不计,61塑性工程学报第15卷因此变形过程可以看作等温过程(本次模拟即按等温过程处理)。
等径角挤压过程中,坯料沿厚度方向的应变因受到模具约束其值为零,因此,ECA P过程可视为平面应变过程。
挤压材料选用工业纯铝(99199%),假设材料为刚塑性,挤压件的几何尺寸为10mm×10mm×80mm,在常温下其应力应变关系为σ=170ε0124 M Pa。
挤压件离散为81×11个节点,采用线性基函数,3×3高斯积分,圆形影响域,影响域半径为210mm,时间步长为0125s,故每次压下量为015mm。
模具拐角定为90°,模具圆心角为37°。
211 等径角挤压的变形过程及特点图3和图4分别给出了无摩擦时的载荷2行程曲线以及不同压下行程时的金属流动图。
图5给出了摩擦系数为0112、模具拐角为90°、模具圆心角为37°时,不同压下行程挤压件的等效应变分布。
从图中可以看出,等径角挤压过程中载荷的变化可分3个阶段。
图3 摩擦系数为0时的载荷2行程曲线Fig13 The load2stroke curve when thef rictional coefficient is0第一阶段:载荷快速增加阶段。
这一阶段以坯料的充填过程为主。
在挤压过程的初始阶段,坯料高度方向略有减小。
在Ⅰ区,材料逐渐充满通道,最终与通道紧密贴合,在Ⅱ、Ⅲ区的材料则发生了类似于不对称的自由镦粗变形,坯料开始向Ⅳ区方向发生变形。
此时,虽然坯料发生了一定的塑性变形,但坯料的内部(特别是处于Ⅰ区的坯料)存在着很大的三向压应力,两通道交角剪切区域的材料的最大剪应力尚不完全满足屈服准则,如图4b所示。
第二阶段:载荷缓慢增加阶段。
随着载荷的继续增加,坯料内部三向压应力继续增大,由于Ⅳ区对坯料没有约束,位于Ⅱ、Ⅲ区的剪切区域坯料的切应力增加很快,载荷达到最大值。
位于剪切区域的材料完全满足了屈服准则,发生了沿整个截面的剪切变形,坯料向Ⅳ区的水平通道“突破”,开始流动。