MESC SPE 77-312-2017
SPE 77-130-2017
TECHNICAL SPECIFICATIONBALL VALVES(AMENDMENTS/SUPPLEMENTS TO API 6D)MESC SPE 77/130February 2017MESC SPECIFICATION DOCUMENTThis document is restricted. Neither the whole nor any part of this document may be disclosed to any third party without the prior written consent of Shell Global Solutions International B.V., The Netherlands. The copyright of this document is vested in this company. All rights reserved. Neither the whole nor any part of this document may be reproduced, stored in any retrieval system or transmitted in any form or by any means (electronic, mechanical, reprographic, recording or otherwise)without the prior written consent of the copyright owner.PREFACEMESC (Materials and Equipment Standards and Code) SPE documents reflect the views, at the time of publication, of:Shell Global Solutions International B.V. (Shell GSI)and/orShell International Exploration and Production B.V. (SIEP)and/orother Shell Service Companies.They are based on the experience acquired during their involvement with the design, construction, operation and maintenance of processing units and facilities, and they are supplemented with the experience of Shell Operating Units. Where appropriate they are based on, or reference is made to, international, regional, national and industry standards. The objective is to set the recommended standard for good design and engineering practice applied by Shell companies operating an oil refinery, gas handling installation, chemical plant, oil and gas production facility, or any other such facility, and thereby to achieve maximum technical and economic benefit from standardization.The information set forth in these publications is provided to Shell companies for their consideration and decision to implement. This is of particular importance where MESC SPEs may not cover every requirement or diversity of condition at each locality. The system of MESC SPEs is expected to be sufficiently flexible to allow individual Operating Units to adapt the information set forth in MESC SPEs to their own environment and requirements.When Contractors or Manufacturers/Suppliers use MESC SPEs they shall be solely responsible for the quality of work and the attainment of the required design and engineering standards. In particular, for those requirements not specifically covered, the Principal will expect them to follow those practices, which will achieve the same level of integrity as reflected in the MESC SPEs. If in doubt, the Contractor or Manufacturer/Supplier shall, without detracting from his own responsibility, consult the Principal or its technical advisor.The right to use MESC SPEs is granted by Shell GSI, in most cases under Service Agreements primarily with Shell companies and other companies receiving technical advice and services from Shell GSI or another Shell Service Company. Consequently, three categories of users of MESC SPEs can be distinguished:1) Operating Units having a Service Agreement with Shell GSI or other Shell Service Company. The use of MESCSPEs by these Operating Units is subject in all respects to the terms and conditions of the relevant Service Agreement.2) Other parties who are authorized to use MESC SPEs subject to appropriate contractual arrangements (whetheras part of a Service Agreement or otherwise).3) Contractors/subcontractors and Manufacturers/Suppliers under a contract with users referred to under 1) or 2)which requires that tenders for projects, materials supplied or - generally - work performed on behalf of the said users comply with the relevant standards.Subject to any particular terms and conditions as may be set forth in specific agreements with users, Shell GSI disclaims any liability of whatsoever nature for any damage (including injury or death) suffered by any company or person whomsoever as a result of or in connection with the use, application or implementation of any MESC SPE, combination of MESC SPEs or any part thereof, even if it is wholly or partly caused by negligence on the part of Shell GSI or other Shell Service Company. The benefit of this disclaimer shall inure in all respects to Shell GSI and/or any Shell Service Company, or companies affiliated to these companies, that may issue MESC SPEs or require the use of MESC SPEs.Without prejudice to any specific terms in respect of confidentiality under relevant contractual arrangements, MESC SPEs shall not, without the prior written consent of Shell GSI, be disclosed by users to any company or person whomsoever and the MESC SPEs shall be used exclusively for the purpose for which they have been provided to the user. They shall be returned after use, including any copies, which shall only be made by users with the express prior written consent of Shell GSI. The copyright of MESC SPEs vests in Shell GSI. Users shall arrange for MESC SPEs to be held in safe custody and Shell GSI may at any time require information satisfactory to them in order to ascertain how users implement this requirement.All administrative queries should be directed to the MESC SPE Administrator in Shell GSI.TABLE OF CONTENTSPART I INTRODUCTION (4)1.1 SCOPE (4)1.2 DISTRIBUTION, INTENDED USE AND REGULATORY CONSIDERATIONS (4)1.3 DEFINITIONS (4)1.4 CHANGES SINCE PREVIOUS EDITION (4)1.5 COMMENTS ON THIS MESC SPE (4)PART II AMENDMENTS/SUPPLEMENTS TO API 6D:2014(including Errata and Addendum 1) (5)PART III REFERENCES (22)PART I INTRODUCTION固定球阀以及提升式球阀(轨道球阀)1.1 SCOPEThis MESC SPE specifies requirements for trunnion-mounted ball valves.This specification shall apply in addition to the applicable MESC Buying Description, purchase order or requisition sheet.The requirements for operation and maintenance of trunnion-mounted ball valves are outside the scope of this MESC SPE.This specification is written as amendments and supplements to API 6D: 2014 (including Errata and Addendum 1), which are covered in Part II of this MESC SPE. The clause numbering of API 6D: 2014 (including Errata and Addendum 1) has been retained and any amendments are identified as ‘Add’, ‘Modify to read’ or ‘Delete’. Any clauses of API 6D:2014 (including Errata and Addendum 1) that are not amended or supplemented by this MESC SPE, shall apply as written..1.2 DISTRIBUTION, INTENDED USE AND REGULATORY CONSIDERATIONSUnless otherwise authorised by Shell GSI, the distribution of this MESC SPE is confined to Shell companies and, where necessary, to Contractors and Manufacturers/Suppliers nominated by them.This MESC SPE is intended for use in oil refineries, chemical plants, gas plants, exploration and production facilities and, where applicable, supply/distribution installations.If national and/or local regulations exist in which some of the requirements may be more stringent than in this MESC SPE the Contractor shall determine by careful scrutiny which of the requirements are the more stringent and which combination of requirements will be acceptable with regards to safety, environmental, economic and legal aspects. In all cases the Contractor shall inform the Principal of any deviation from the requirements of this MESC SPE which is considered to be necessary in order to comply with national and/or local regulations. The Principal may then negotiate with the Authorities concerned, the objective being to obtain agreement to follow this MESC SPE as closely as possible.1.3 DEFINITIONSThe Contractor is the party that carries out all or part of the design, engineering, procurement, construction, commissioning or management of a project, or operation or maintenance of a facility. The Principal may undertake all or part of the duties of the Contractor.The Manufacturer/Supplier is the party that manufactures or supplies equipment and services to perform the duties specified by the Contractor.The Principal is the party that initiates the project and ultimately pays for its design and construction. The Principal will generally specify the technical requirements. The Principal may also include an agent or consultant authorised to act for, and on behalf of, the Principal.The word shall indicates a requirement.The word should indicates a recommendation.1.4 CHANGES SINCE PREVIOUS EDITIONThe previous edition of this MESC SPE was dated February 2016. The change is to clarify the actuator requirement, add o-ring groove dimension standard options, add the drive train strength test requirement, add requirements for stem retention, delete the references to DEP 32.36.01.17 and to the surface global network.1.5 COMMENTS ON THIS MESC SPEComments on this MESC SPE may be sent to the MESC SPE Administrator at MESC@.PART II AMENDMENTS/SUPPLEMENTS TO API 6D:2014 (including Errata and Addendum 1)3.1Terms and Definitions 3.1.31 pressure-containing partsModify to read:1. A part whose failure to function as intended results in a release of contained fluid intothe environment and as a minimum includes bodies, end connections, bonnets/covers,stems and shafts that pass through the pressure boundary.4.1Valve Types 4.1.3 Ball ValvesAdd:1. The obturator shall be a one-piece casting or a forging and be trunnion mounted. Theball port shall be cylindrical.2. If specified on the buying description, rising stem non-contact ball shall be supplied.These are special valves, of which operation consists of the stem lifting to tilt the ballaway breaking seat contact before turning the core 90 degrees contact-free.3. Closing shall be accomplished by pushing down the stem to tilt and cam the ball intothe seat.4.2Valve Configurations 4.2.2 Reduced-opening ValvesAdd the following 3rd bullet:1. Valves above DN 600 (NPS 24): three sizes below nominal size of valve with boreaccording to Table 1; 2. The minimum and maximum internal bore dimensions shall be stated in the quotation.5.1 Design Standards and CalculationsAdd:1. The body to bonnet bolt sizing shall be in accordance with ASME VIII or ASMEB16.34.2. For bonnet/cover attachment by bolting, the mating flange between the body andbonnet/cover shall be of a suitable shape to provide adequate strength.3. Bonnet/cover flange bolting shall beof the stud or stud bolt type:a.not less than four bolts shall be used in any flange; b.no bolting shall be less than 10 mm (3/8 in) in diameter. 4. The manufacturer shall inform the Principal of any limitations. 5.2 Pressure and Temperature RatingAdd:1. The valve body shall have sufficient rigidity to withstand a compressive axial thrustexerted by the connected piping, equal to the design pressure multiplied by the area ofthe maximum valve bore, without permanent distortion of the body or affecting the freemovement and sealing of the obturator and the seats.2. Valves with non-metallic (soft) seat and seal materials shall be fully rated for Class150, 300, 600, 900, and 1500 valves in accordance with the appropriate class asspecified in ASME B 16.34 or ASME B 16.5 for temperatures up to 150 °C (302°F),120°C (248°F) for PCTFE and Class 2500 up to 120 °C (248°F) all materials.3. At temperatures higher than 150 °C (302 °F), the manufacturer shall specify the ratingfor valves containing polymeric seat or sealing materials.4. The valve shall withstand vacuum drying at pressures of 500 Pa (0.07 psia).24"以上的阀门,表1规定的标称尺寸阀门通径上3级螺栓直径不能小于M10任何法兰的螺栓不能小于四个5. For non-metallic materials other than graphite, the rated pressure at the upper andlower design temperatures shall be specified on the general arrangement drawing.5.4 Face-to-face and End-to-end DimensionsReplace 2nd Paragraphs as follows:1. Face-to-face and bore dimensions not covered by API Spec 6D shall be subject toprior agreement, and be stated in the quotation.不提供短结构的长度2. A short pattern ball valve shall not be furnished.5.5 Valve OperationAdd:1. The design of quarter turn valve operating mechanism (manual, gearbox or actuator),stem head (double D) and stem extension (if installed) shall ensure that the closuremember travel position can be visually verified externally.2. Valve actuators shall be capable of opening and closing valves against one of thefollowing:a. Maximum specified pressure differential that can occur across the valve inservice;b. Differential pressure equal to the pressure rating of the valve determined inaccordance with (5.2) for material at 38 °C (100 °F) in case it is specifiedthat the cavity can be in the depressurized state.3. All valves and all manual operators (lever, wrench or handwheel) and all gearboxesshall be capable of opening and closing against the following:a. Differential pressure equal to the pressure rating of the valves determinedin accordance with (5.2) for material at 38 °C (100 °F).5.6 PiggingAdd:1. If specified, full bore valves shall be capable of being pigged, sphered and scrapedregularly without damage to the soft seat, if fitted.a. The bore of the valve in the open position shall present as smooth a profileas possible to a passing pig or scraper, verified as follows:i. Pass a drift mandrel through the valve bore after the valve has beenassembled, operated and pressure-tested.ii. The drift mandrel length being equal to the face-to-face length of thevalve.iii. The drift mandrel diameter being equal to the minimum ID toleranceof the governing line pipe specification.iv. The drift mandrel shall pass completely through the valve bore.5.7 Valve Ends5.7.1 Flanged Ends5.7.1.1 GeneralReplace the 1st sentence:1. Standard end flanges shall be furnished with a raised face or ring joint faces (raisedface or full face) as specified by the Principal.2. At least 2/3 of the change in diameter of a billet used to manufacture a flangedcomponent shall be achieved by forging and less than 1/3 by machining.3. The surface plane of the nut bearing area at the backside of flanged valves shall beparallel to the machined flange face within 1°.Add:4. For valves with heavy wall sections, flanges with nut stops in accordance withMandatory Appendix 2, Figure 2-4 (Sketch 12 or 12a) of ASME BPVC, Section VIII,division 1 may be required. The manufacturing method shall ensure flange alignmentin accordance with 5.7.1.2, 5.7.1.3, and 5.7.1.4.5.7.1.2 Offset of Aligned Flange Centerlines — Lateral AlignmentReplace entire clause with:1. For valves up to and including DN 50 (NPS 2), the maximum lateral misalignment shallbe 1.5 mm (0.06 in).2. For valves larger than DN 50 (NPS 2), the maximum lateral misalignment shall be2 mm (0.08 in).5.7.1.3 Parallelism of Aligned Flange Faces — Angular AlignmentAdd:1. For valves larger than DN 600 (NPS 24), the maximum parallelism misalignment shallbe 1.75 mm/m (0.02 in/ft).Add the following new clause5.7.1.5 Seal Rings1. For seals executed with toroidal sealing rings (“O”- rings) the groove dimensions andsurface finish shall be in accordance with BS 4518 for metric sized O-rings, or ISO3601-2 or SAE AS 568 for metric or inch sized O-rings.2. Seal rings shall be fully contained to minimise extrusion.3. All static joints shall make metal-to-metal contact, such that the seal is not transferringthe bolt stress.所有静接头都应使金属与金属接触,使密封件不传递螺栓应力,既不允许有开缝4. Lip seal housings for piston seats shall incorporate sufficient axial clearance, in linewith the manufacturer’s recommendation, to accommodate axial movement anddistortion of the obturator under the maximum differential pressure.5. Lipseal housings on carbon steel valves shall be 316 SS weld overlayed. Finishthickness shall be minimum 3mm for corrosion protection.6. Secondary seals (fire safe seals) are generally not designed for fugitive emissionperformance.7. If by design higher integrity graphite seals satisfy the emission and fire-saferequirements, the elastomeric or thermoplastic primary seal, as specified in the MESCbuying description may be omitted.5.7.2 Welding EndsAdd:1. Butt-welding end valves with polymeric seats or seals shall be provided with extensionpieces (pup pieces) to facilitate welding.a. The extension pieces (pup pieces) shall be considered as an integral partof the valve.2. Pup Piece Materials to be in accordance with the following standards:a. Dimensions: ASME B36.10M or ASME B36.19M (Diameter and wallthickness to match valve buying description)b. Welding End Preparation: ASME B16.25c. Certification: ISO 10474 -3.1B.d. Material Specs: As listed in buying description.3. Pup piece length shall be:a. for valves < DN 50 (NPS): 200mm (8 in)b. for valves ≤ DN 300 (≤ NPS 12): 400 mm (16 in);c. for valves > DN 300 (> NPS 12): 800 mm (32 in).4. Outside diameter, wall thickness, material grade and composition of the pup piecesshall be as specified in the purchase order.5. For soft-seated valves, the pup pieces shall be attached to the valve before the valveinternals are installed.6. Transition tapers shall not be steeper than 1:4 and comply with ASME B31.3, Figure328.4.3. (ASME B31.8, Figure I-5, ISO 13847 Clause 7.7).7. The heat and heat-treatment batch number shall be clearly marked on the pup piece.8. If a pup piece is to be attached to a soft-seated valve by a party other than themanufacturer, the manufacturer shall complete both the following:a. advise the party welding the pup pieces on to the valve body of themaximum allowable body temperature during welding and any subsequentpost weld heat treatment required;b. approve the qualified welding procedure.9. Unless the pipe for the pup pieces is issued by the Principal, the manufacturer mayfurnish the pup pieces as forgings of equal material and grade as the valve bodymaterial in lieu of pipe.5.8 Valve Cavity Pressure ReliefAdd to end of second paragraph:1. Pressure relief shall be by means of self-relieving seat rings or a pressure relief valveconnected to the cavity.a. The presence of an external pressure relief valve connection shall bespecified in the purchase order.2. Pressure relief shall not be achieved by using a pressure-equalising hole in theobturator connecting the body cavity to the High Pressure (HP) side of the closuremember.Add to the end of this clause:3. Ball valves having single-piston effect seating shall internally relieve the excessivecavity pressure to the downstream (low pressure) side of the valve.4. Ball valves having double-piston effect seating are not self-relieving and shall be fittedwith an external cavity relief valve.5. Ball valves having both a single and a double piston effect seating in the same valve,shall internally relieve the excessive cavity pressure via the single-piston effect seat.6. The maintenance manual shall:b. explain how the body cavity relief operates; anda. show how the closure member must be assembled.5.9 DrainsReplace the entire clause with the following:1. Unless specified otherwise, the following apply to drain connections for all ball valvesin pressure classes ≤ ASME Class 900 and sizes ≤ DN 150 (≤ NPS 6) full bore / DN200 (NPS 8) reduced bore:a. Connections shall be drilled and threaded.b. Threaded connections shall have a parallel profile in accordance withISO 228-1 and fitted with a parallel threaded plug.c. The plug material shall be of the same chemical composition as the bodywhen seal welding is intended or be of the same chemical composition ofthe trim when seal welding is omitted.d. To prevent galling between either austenitic or (super) duplex plug andbody materials, the thread portion of the plug may be silver plated inaccordance with SAE AMS2410K.e. The plug shall have a primary seal inboard of the thread, in order to protectthe thread against crevice corrosion.f. The seal material shall be the same as that specified for the static primaryseal in the buying description.g. The connection between plug and body shall provide a fire safe secondaryseal outboard of the thread, in order to protect the thread againstatmospheric corrosion.h. In case a separate seal ring is used the seal material shall be grade 316Stainless steel.i. The location of the ring shall not interfere with the area dedicated for (on-site) seal welding.j. The plug shall have an external shoulder suitably profiled to accept a seal weld where the size of the shoulder:i. allows a seal weld 1/3 times the nominal size of the plug;ii. is not less than 3 mm (0.12 in);iii. is no greater than 13 mm (0.5 in);k. The plug shall be securely locked to prevent loosening by a grade 316 stainless steel locking ring secured to the body.l. The locking ring shall be designed so that it can be removed withoutloosening the plug in order to facilitate seal welding after site testing.m. Thread/pipe sizes for drains shall be in accordance with Table 2.Table 2—Thread/Pipe Sizes for DrainsNominal Size of Valve Minimum Pipe Thread /Pipe Size mm (in)DN NPS50 to 200 2 to 8 15 (1/2)> 200 > 8 25 (1)2. Unless specified otherwise, the drain connections for ball valves in pressure classes> ASME Class 900 and all valves > DN 150 (> NPS 6) full bore or DN 200 (NPS 8) reduced bore, shall be as follows:a. The drain connection shall be either:i. a full penetration welded and sufficiently braced flanged design asapproved by the Principal; or a pad type flanged connection, fittedwith a blind flange.ii. If a pad type flanged connection is applied, it may be integrallymachined with the valve body.iii. The bolting, gasket and flange rating shall be the same as for thevalve.3. Valves in all pressure classes may be fitted with single drain connection for thefollowing sizes:a. full bore ≤ DN 150 (≤ NPS 6);b. reduced bore ≤ DN 200 (NPS 8).4. All fittings shall be rated to at least the hydrostatic shell test pressure of the valve.5. On a corrosion resistant alloy (CRA) clad valve where drain ports breach the CRAlayer, the drain ports shall be fitted with a welded inconel insert that has an integralshoulder on the valve cavity side to prevent blow out in case of attachment weldfailure.5.10 Injection PointsReplace entire clause with:1. Unless specified otherwise, sealant and lubricant injection connections shall not be除特殊要求外,阀门不需要提供注脂provided.a. The valve design and selection of materials should negate the need forsuch connections.2. If specified, valves shall be provided with lubricant injection connections as follows:a. Body sealant injector connections shall be drilled and threaded.b. The outer threaded connections shall have a parallel profile in accordancewith ISO 228-1 and fitted with a parallel threaded plug.c. The injector shall have a primary seal inboard of the thread, in order toprotect the thread against crevice corrosion.d. The seal material shall be the same as that specified for the static primaryseal in the buying description.e. The connection between plug and body shall provide a fire safe secondaryseal outboard of the thread, in order to protect the thread againstatmospheric corrosion.f. In case a separate seal ring is used the seal material shall be grade 316stainless steel.g. Sealant injection fittings shall incorporate an:i. internal non-return valve,ii. giant button head,iii. screwed cover with vent holes, which seals-off the connection byplugging the sealant port.5.11 Drain, Vent and Sealant LinesAdd the following to this clause:1. For buried valves, extension lines for drain, vent and sealant injection shall beprovided terminating approximately 100 mm (4 in) below the top flange of the stemextension.a. Extension lines shall be adequately clamped to the valve body and stemextension and be approved by the Principal, to avoid damage due to:i. vibration;ii. reaction forces of vented or drained medium;iii. sealant injection.b. The wall thickness of the extension lines shall be suitable to withstand theline pressure (or sealant injection pressure for the sealant line), but not lessthan Schedule 80.c. Extension lines for drains and vents shall be of the same size as theconnection to the valve body.d. Extension lines shall be fully butt-welded according to ASME B31.3 exceptfor a flanged disconnection point at the body cover flange level, in case ofwelded-ends top-entry valves.e. Double valving shall be provided in vent and drain extension lines, with onevalve located adjacent to the connection to the valve body and the secondvalve at the end of the extension line.i. This second valve shall be fitted with a blind flange.5.12 Drain, Vent and Sealant ValvesAdd the following to this clause:1. If specified, vent and drain valves shall be subject to approval by the Principal.5.13 Hand-Wheels and Wrenches — LeversAdd to the end of this clause:1. The hand-wheel or lever shall be free from burrs and sharp edges.2. If the force or dimensional limitations are exceeded, the valve shall be provided with agearbox.a. The gearbox shall be of the self-locking gear type;Self-locking, means that the output shaft cannot drive the input shaft, afeature inherent with worm and wheel designs but not with the highlyefficient ball screw designs.b. The gearbox shall be of dust-proof and weatherproof construction.c. Valves shall be fitted with a gearbox mounting flange in accordance withISO 5211.d. The connection between the valve body and the gearbox shall be ventedso that any product leakage from the stem cannot penetrate into thegearbox housing.e. The gearbox output torque rating shall be at least 1.5 times the maximumrequired operating torque of the valve. The stem strength shall match thegearbox; by inference the stem shall be oversized to accommodate thesafety factor of the gearbox. Safety factors of stem design and gearbox arenot cumulative.f. Gear operated valves shall be designed to prevent damage to the drivetrain of the valve. The output of a gearbox shall not exceed the stress limitsof the valve drive train permitted by 5.20.2.g. The gearbox shall be provided with a position indicator.h. The dimensions of the gearbox shall not exceed the limitations specified forhand wheels.i. When the number of hand wheel turns exceeds 100 from the fully openposition to the fully closed position, the manufacturer shall specify thenumber of handwheel turns on the quotation.5.16 Position IndicatorsModify the second sentence of the second paragraph to delete the “and/or” and read as:1. The design shall be such that the component(s) of the indicator and the wrench cannotbe assembled to falsely indicate the valve position.5.18 Actuator, Operators and Stem Extensions5.18.1 GeneralAdd the following to this clause:1. If specified by the Principal, the valve shall be fitted with an actuator.2. If actuators are specified, they shall be considered as an integral part of the valve andbe provided by the supplier in accordance withthe requirements specified by thePrincipal.a. Quarter-turn on/off actuators shall comply with DEP 32.36.01.18-Gen.3. The valve supplier shall be responsible for the performance of the valve and assembly.4. The valve manufacturer shall provide torque and dimensional data to the actuatormanufacturer to select and size the actuator.。
阀门逸散性密封等级的工程设计探讨

石油化工装置因多含有毒有害、易燃易爆介质而备受环保关注,在当今环保问题日趋严峻的背景下,人们日益重视石化装置中介质的泄漏问题。
如美国1990年再度修订《净化空气法》的一个主要目的就是减少189种化学品总量90%的逸散,德国和欧盟其他国家也对有毒有害介质向大气逸散污染作出相关规定要求,我国环保部在2014年12月发布了整治方案以贯彻落实《大气污染防治行动计划》。
石化行业挥发性有机化合物(VOCs )主要源自流体设备密封处的逸散,特别是管道法兰和阀门密封处泄漏[1]。
阀门逸散性泄漏在工程上常简称微泄漏或低泄漏,国内外都出台了专门的逸散性试验标准来规范检测阀门的微泄漏。
随着引进装置国外工艺包中对阀门微泄漏要求的提高及阀门制造与国际的接轨,近年来工程设计方及阀门制造厂商逐步开始使用逸散性试验标准,但如何选择适用的密封等级在工程设计中却成为难题,原因主要有3个方面:(1)在国内外设计标准中,对阀门微泄漏并没有量化要求,造成工程设计人员无据可依;(2)选择阀门密封等级时,需要考虑多方面的指标且很难量化,如需要考虑有毒介质泄漏后依接触时间长短对接触人员造成的伤害、易燃易爆介质泄漏后随着扩散达到介质爆炸极限、VOCs对环保的影响具体到对阀门泄漏量的量化指标,要综合考虑上述各方面因素并对阀门泄漏进行量化控制,在工程设计中是一个极大的挑战;(3)由于在工程设计中并没有大量采用阀门逸散性检测,很少有习惯性做法可以参考,这也间接造成工程设计中的困难。
本研究旨在为合理选择阀门密封等级提供新的思路,供工程设计人员参考(只讨论手动切断阀门,不包括控制阀门)。
涉及的国内外标准如表1所示,后为行文方便,均使用标准号简称。
1阀门逸散性试验标准及密封等级阀门阀体和阀杆填料处的微泄漏是逸散性试验的两个检测对象,目前石油化工行业普遍采用的国际和国内标准规范见表2,分为阀门型式试验(ISO 15848-1:2015,SHELL MESC SPE 77/300-2015,API 622-2018,API 624-2014,API 641-2016[2])和阀门出厂验收试验(ISO 15848-2:2015,SHELL MESC SPE 77/312-2015,GB/T 26481—2011),其中API624-2014已经作为API 600闸阀出厂标配的型式试验标准。
SPE 77.312-2012

TECHNICAL SPECIFICATIONFUGITIVE EMISSION PRODUCTION TESTING(AMENDMENTS/SUPPLEMENTS TO ISO 15848-2)MESC SPE 77/312November 2012MESC SPECIFICATION DOCUMENTThis document is restricted. Neither the whole nor any part of this document may be disclosed to any third party without the prior written consent of Shell Global Solutions International B.V., The Netherlands. The copyright of this document is vested in this company. All rights reserved. Neither the whole nor any part of this document may be reproduced, stored in any retrieval system or transmitted in any form or by any means (electronic, mechanical, reprographic, recording or otherwise)without the prior written consent of the copyright owner.PREFACEMESC (Materials and Equipment Standards and Code) SPE documents reflect the views, at the time of publication, of:Shell Global Solutions International B.V. (Shell GSI)and/orShell International Exploration and Production B.V. (SIEP)and/orother Shell Service Companies.They are based on the experience acquired during their involvement with the design, construction, operation and maintenance of processing units and facilities, and they are supplemented with the experience of Shell Operating Units. Where appropriate they are based on, or reference is made to, international, regional, national and industry standards. The objective is to set the recommended standard for good design and engineering practice applied by Shell companies operating an oil refinery, gas handling installation, chemical plant, oil and gas production facility, or any other such facility, and thereby to achieve maximum technical and economic benefit from standardization.The information set forth in these publications is provided to Shell companies for their consideration and decision to implement. This is of particular importance where MESC SPEs may not cover every requirement or diversity of condition at each locality. The system of MESC SPEs is expected to be sufficiently flexible to allow individual Operating Units to adapt the information set forth in MESC SPEs to their own environment and requirements.When Contractors or Manufacturers/Suppliers use MESC SPEs they shall be solely responsible for the quality of work and the attainment of the required design and engineering standards. In particular, for those requirements not specifically covered, the Principal will expect them to follow those practices, which will achieve the same level of integrity as reflected in the MESC SPEs. If in doubt, the Contractor or Manufacturer/Supplier shall, without detracting from his own responsibility, consult the Principal or its technical advisor.The right to use MESC SPEs is granted by Shell GSI, in most cases under Service Agreements primarily with Shell companies and other companies receiving technical advice and services from Shell GSI or another Shell Service Company. Consequently, three categories of users of MESC SPEs can be distinguished:1) Operating Units having a Service Agreement with Shell GSI or other Shell Service Company. The use of MESCSPEs by these Operating Units is subject in all respects to the terms and conditions of the relevant Service Agreement.2) Other parties who are authorized to use MESC SPEs subject to appropriate contractual arrangements (whetheras part of a Service Agreement or otherwise).3) Contractors/subcontractors and Manufacturers/Suppliers under a contract with users referred to under 1) or 2)which requires that tenders for projects, materials supplied or - generally - work performed on behalf of the said users comply with the relevant standards.Subject to any particular terms and conditions as may be set forth in specific agreements with users, Shell GSI disclaims any liability of whatsoever nature for any damage (including injury or death) suffered by any company or person whomsoever as a result of or in connection with the use, application or implementation of any MESC SPE, combination of MESC SPEs or any part thereof, even if it is wholly or partly caused by negligence on the part of Shell GSI or other Shell Service Company. The benefit of this disclaimer shall inure in all respects to Shell GSI and/or any Shell Service Company, or companies affiliated to these companies, that may issue MESC SPEs or require the use of MESC SPEs.Without prejudice to any specific terms in respect of confidentiality under relevant contractual arrangements, MESC SPEs shall not, without the prior written consent of Shell GSI, be disclosed by users to any company or person whomsoever and the MESC SPEs shall be used exclusively for the purpose for which they have been provided to the user. They shall be returned after use, including any copies, which shall only be made by users with the express prior written consent of Shell GSI. The copyright of MESC SPEs vests in Shell GSI. Users shall arrange for MESC SPEs to be held in safe custody and Shell GSI may at any time require information satisfactory to them in order to ascertain how users implement this requirement.All administrative queries should be directed to the MESC SPE Administrator in Shell GSI.TABLE OF CONTENTSPART I INTRODUCTION (4)1.1 SCOPE (4)1.2 DISTRIBUTION, INTENDED USE AND REGULATORY CONSIDERATIONS (4)1.3 DEFINITIONS (4)1.4 CHANGES SINCE PREVIOUS EDITION (4)1.5 COMMENTS ON THIS MESC SPE (5)PART II AMENDMENTS/SUPPLEMENTS TO ISO 15848-2:2006 (6)PART III REFERENCES (12)PART I INTRODUCTION1.1 SCOPEThis MESC SPE specifies requirements for fugitive emission production testing.This specification shall apply in addition to the applicable MESC Buying Description, purchase order or requisition sheet.Fugitive emission prototype testing is outside the scope of this MESC SPE and is covered in MESC SPE 77/300.This specification is written as amendments and supplements to ISO 15848-2:2006, which are covered in Part II of this MESC SPE. The clause numbering of ISO 15848-2:2006 has been retained and any amendments are identified as ‘Add’, ‘Modify to read’ or ‘Delete’. Any clauses of ISO 15848-2:2006 that are not amended or supplemented by this MESC SPE, shall apply as written.1.2 DISTRIBUTION, INTENDED USE AND REGULATORY CONSIDERATIONSUnless otherwise authorised by Shell GSI, the distribution of this MESC SPE is confined to Shell companies and, where necessary, to Contractors and Manufacturers/Suppliers nominated by them.This MESC SPE is intended for use in oil refineries, chemical plants, gas plants, exploration and production facilities and, where applicable, supply/distribution installations.If national and/or local regulations exist in which some of the requirements may be more stringent than in this MESC SPE the Contractor shall determine by careful scrutiny which of the requirements are the more stringent and which combination of requirements will be acceptable with regards to safety, environmental, economic and legal aspects. In all cases the Contractor shall inform the Principal of any deviation from the requirements of this MESC SPE which is considered to be necessary in order to comply with national and/or local regulations. The Principal may then negotiate with the Authorities concerned, the objective being to obtain agreement to follow this MESC SPE as closely as possible.1.3 DEFINITIONSThe Contractor is the party that carries out all or part of the design, engineering, procurement, construction, commissioning or management of a project, or operation or maintenance of a facility. The Principal may undertake all or part of the duties of the Contractor.The Manufacturer/Supplier is the party that manufactures or supplies equipment and services to perform the duties specified by the Contractor.The Principal is the party that initiates the project and ultimately pays for its design and construction. The Principal will generally specify the technical requirements. The Principal may also include an agent or consultant authorised to act for, and on behalf of, the Principal.The word shall indicates a requirement.The word should indicates a recommendation.1.4 CHANGES SINCE PREVIOUS EDITIONThe previous edition of this MESC SPE was dated August 2010. The change is to update email address of MESC SPE administrator.1.5 COMMENTS ON THIS MESC SPEComments on this MESC SPE may be sent to the MESC SPE Administrator at MESC@. Shell staff may also post comments on this MESC SPE on the Surface Global Network (SGN) under the Standards folder.PART II AMENDMENTS/SUPPLEMENTS TO ISO 15848-2:20064.1 Modify to read:Lot definition:Unless specified otherwise, for rising stem and quarter turn valves the lot for each inspectioncampaign, from which the test samples are drawn, is defined as all valves part of the samepurchase order, manufactured in the same manufacturing location, having the same fugitiveemission class, of the same valve type, design and stem diameter.Unless specified otherwise, for check valves the lot for each inspection campaign, from which thetest samples are drawn, is defined as all valves part of the same purchase order, manufacturerdin the same manufacturing location, having the same fugitive emission class, of the same valvetype, design and size.Sample size:The purchase order quantity per fugitive emission class (X) and the fugitive emission class itselfdetermine how many samples (n) shall be drawn from each lot, as indicated in Table 3. Thesample strategy shall be determined in accordance with this table, which also indicates how manyfailed production tests per lot are acceptable (acceptance number, Ac).Sample selection:The samples shall be selected at random from each lot. However, when the lot consists of varioussizes and pressure classes, then sampling shall be applied in such a way that it covers the entireproduction range from that lot.Lot acceptance:The lot shall be accepted, when each tested valve meets the acceptance criteria. In case a valvefails, the lot shall be rejected. The valve(s) that failed the test shall be repaired and retested.Additional valves shall be drawn from the failed lot as per Table 3. Upon subsequent rejection, thefailed valve(s) shall be repaired and retested. The retest shall contain all valves from the lot.Example:An example to explain the lot definition, sample strategy and lot acceptance is contained in theinformative Annex A.Table 3 Add4.2 Modify 1st sentence to read:This part of ISO 15848 is applicable to valves for which the design has passed fugitive emissionprototype testing in accordance with ISO 15848-1 and, where amended and/or supplemented by,MESC SPE 77/300.Add:Valve assemblies with a gearbox and/or actuator do not require an additional production test, incase the same valve has passed production testing without the gearbox and/or actuator.Fugitive emission production testing is not required, in either of the following cases:- The valve has successfully passed the fugitive emission prototype testing as per ISO 15848-1 or MESC SPE 77/300. The test report shall not be older than 2 years.- Production testing has been carried out on the same valve type, design, pressure class, size, fugitive emission class and under the same test conditions, with consistent quality over the last 6 months.4.45.1 Add CoatingNo coating is allowed on test valves, except for the primer coatingAdd:use 97% Helium or 10% Helium + 90% Nitrogen.When testing with a 10% He + 90% N2 mixture the allowable FE rate shall be 0.1 times the value with 100% Helium.The use of 10% He + 90% N2 mixture is not allowed for sizes below DN 300.97% Helium test gases shall be certified as being a minimum of 97% pure helium.5.2 Delete:Add:Leakages shall be measured using either the sniffing technique in accordance with ASME VAppendix IV or the accumulation (hood) technique in accordance with EN 1779 B3 and shall beexpressed in either, mg/s, atm·cm3/s, Pa·m3/s or mbar·l/s .5.3 Modify to read:The test pressure shall be the rated pressure at ambient temperature, unless limited byelastomeric or polymeric sealing materials. For testing valves for fugitive emission class B only,the test pressures as per Table 4 may be used. In that case the acceptance criterion shall be inaccordance with fugitive emission class A(HS).Add:For check valves the pressure shall be equal on both sides of the closure member.Table 4 Add5.5 Add Torque measurementsThe torque exerted on the stem shall be within the design limits and the operating force shall bebelow the value specified in the design standard or the applicable MESC SPE. The torque shallbe measured and documented at the start of the mechanical cycling and after any readjustmentof the packing box.5.6 Add Mechanical adjustmentsOnly one mechanical adjustment of the valve gland bolting of the packing box or stem seals isallowed. The test report shall show the location and timing of the mechanical adjustment(s).5.7 Add Test equipmentThe test rig shall be designed taking into consideration all HSE precautions that ensurerobustness of the test rig and safety to personnel and environment. All test equipment shall havea valid calibration certificate, which shall not be older than 1 year.The valve gland and flange joints shall where practically possible be sealed with an adhesivetape to create a contained volume. The tape shall have a hole at the highest point to ensure thatthe sniffer probe picks up any leakage.For on/off valves > DN 50 (NPS 2) the valve mounting shall be with the stem or shaft in thehorizontal position. For rising-stem control valves, the valve mounting shall be with the stem invertical position. For quarter-turn control valves, the valve mounting shall be with the stem in thehorizontal position.5.8 Add PersonnelPersonnel performing emission testing shall be qualified in accordance with the manufacturer'sdocumented training programme which is based on the Level 1 requirements specified in ISO9712, EN 473 or ASNT SNT-TC-1A for the tracer gas method.Fugitive emissions shall be measured with a mass spectrometer. Accepted makes and types arelisted in Annex B.6.1a) Add:The measurements shall commence after the test pressure has been stabilised for 15 minutes for valves with fugitive emission class A(HS) and 10 minutes for valves with fugitive emission class B.Measure and record the stem and body seals (all potential leak paths, like drain, vent and bodyjoint connections) using the sniffing technique in accordance with ASME V Appendix IV or accumulation (hood) technique as specified in EN 1779 B3. The test shall be carried in a still (draft free) environment. When the ASME V Appendix IV technique is used, sniffing distance shallbe less than 3mm (1/8”) as specified in ASME V para IV-1074.When the ASME V Appendix IV technique is used, prior to FE testing, the equipment shall be timed to find how long it takes (detection time ASME V, para IV-1062.3) for the helium from the calibrated leak to be detected by the analyser. The distance of the calibrated leak to the analyser, shall be equal to the longest distance used in the test. Holding time for actual FE testing shall be at least the detection time.When the accumulation (hood) technique as specified in EN 1779 B3 is used, the gas-tight bag shall be penetrated by the sniffer probe and by a breather tube of equal diameter to the sniffer tube and at least 20 diameters long. The function of the breather tube is to avoid the pressure in the bag to drop below atmospheric pressure and also to prevent leaked Helium from escaping to atmosphere. The measurement shall be taken when a stable reading is achieved.6.1b) Add:For control valves 500 mechanical cycles are applicable.6.1 c) Modify to read:The stem leakage shall be measured during the final mechanical cycle, when the closure membermoves from the fully closed to the fully open position with the sniffing technique as described ina).6.1d) Modify to read:If the mass spectrometer reading exceeds the leakage rate (either in atm·cm³/s, Pa·m³/s or mbar·l/s) for the applicable fugitive emission class as specified in Table 1, the valve has failed the test. The minimum allowable leakage rate is never lower than 3.5 x 10-7mg/s, 2.0 x 10-7 Pa·m3/s,2.0 x 10-6 mbar·l/s or atm·cm3/s due to constraints of the sniffing technique.A test shall also be considered as failed, in the case of the test valve requiring more than onemechanical adjustment.Table 1 Modify to read:6.2a)Execute the body seals leakage measurement on the pressurised valve directly after the stemseal leakage test of clause 6.1 with the sniffing technique specified in 6.1-a or where practicallypossible the accumulation (hood) technique as specified in EN 1779 B3. The test shall be carriedin a still (draft free) environment. Sniffing distance shall be less than 3mm (1/8”) as specified inASME V para IV-1074.This measurement shall cover all potential leak paths, like the drain, vent and body jointconnections.6.2b) Modify to read:If the mass spectrometer reading exceeds the leakage rate (either in atm·cm³/s, Pa·m³/s or mbar.l/s) for the applicable fugitive emission class as specified in Table 1, the valve has failed the test. The minimum allowable leakage rate is never lower than 3.5 x 10-7mg/s, 2.0 x 10-7 Pa·m3/s, 2.0 x 10-6 mbar·l/s or atm·cm3/s due to constraints of the sniffing technique.Table 2 Modify to read:7Each valve of the accepted lot shall be marked with the applicable fugitive emission class and thedesignation of this MESC SPE. The marking shall be shown on the valve body or on a durablemetal identification plate, securely affixed to the valve.8 Modify to read:Certification requirements shall be in accordance with MESC SPE 77/302.Annex A Add Sampling plan example <informative>A typical purchase order for ball valves is given in Table C.1. The purchase orderquantity per fugitive emission class (X) is 1055. All valves are suitable for fugitiveemission class B, therefore Table 3 indicates that 2 % of each lot shall be tested(rounded-up to the next whole number).As per the note of Table 3, the maximum number of valves to be tested is 10 % perpurchase order (rounded-up to the next whole number), i.e. 106 valves for thecomplete purchase. This is larger than the total number of test valves calculated inTable C.1.The valves shall now be selected (as per Table C.1) at random from each lot andtested as per ISO 15848-2 and this MESC SPE. Each tested valve shall meet theacceptance criteria.In case there is a failure in any of the tests, for instance any test valve representingthe second lot containing 437 valves, then this lot shall be rejected and the failedvalve shall be repaired and retested. In addition, other valves shall be drawn atrandom from the lot and tested in accordance with Table 3 (9 valves). Uponsubsequent rejection, the lot is rejected and the failed valve(s) shall be repaired andretested. In addition, all valves from that lot have to be retested (and repaired) untilall valves pass the tests.Annex B Add Mass spectrometers <normative>The following mass spectrometers have been selected as suitable for testing inaccordance with this specification:- Alcatel Models 122, 142, 182 or192.- BOC Edwards Spectron 300E.- Inficon Model UL-1000.- Leybold-Heraeus Models UL-M2, UL-100+, 200, 200+ or QT100.- Pfeiffer Qualitest HLT 260.- Ulvac Model 300P.- Shimadzu NST-100.- Varian Models 938-41, 969-3570, V70-LP or V70-D.Other mass spectrometers/helium leak detectors of various brands, models andtypes may be be used, provided they satisfy the following :1. Have a sensitivity of at least 1.0 x 10-10 Pa·m3/s, 1.0 x 10-9 mbar·l/s or 1.0 x 10-9atm·cm3/s as specified in ASME V, Appendix IV, para IV-1061.2.2. Can be used with a certified calibrated leak to demonstrate the instrument’saccuracy at the start of each day.Annex C Add Leakage rates per stem diameter <informative>PART III REFERENCESIn this MESC SPE, reference is made to the following publications:NOTES:1. Unless specifically designated by date, the latest edition of each publication shall be used, together with anyamendments/supplements/revisions thereto.2. Most of the referenced external standards are available to Shell staff on the SWW (Shell Wide Web) at/standards.SHELL STANDARDSMESC SPE 77/300Procedure and Technical Specification for TypeAcceptance Testing (TAT) of Industrial ValvesValves – general requirements MESC SPE 77/302AMERICAN STANDARDSASME Boiler and Pressure Vessel Code – Non-ASME VDestructive ExaminationIssued by:American Society of Mechanical Engineers345 East 47th StreetNew York, NY 10017USAEUROPEAN STANDARDSEN 473Non-Destructive Testing - Qualification and Certificationof NDT PersonnelIssued by:Commité Européen de NormalisationSecrétariat CentralRue de Stassart 36B-1050 BrusselsBelgiumCopies can also be obtained from national standardsINTERNATIONAL STANDARDSISO 9712Non-destructive testing — Qualification and certification ofpersonnelIndustrial valves – Measurement, test and qualificationISO 15848-1procedures for fugitive emissions – Part 1: Classificationsystem and qualification procedures for type testing ofvalvesISO 15848-2Industrial valves – Measurement, test and qualificationprocedures for fugitive emissions – Part 2: Productionacceptance test of valvesIssued by:International Organization for Standardization1, Rue de VarembéCH-1211, Geneva 20SwitzerlandCopies can also be obtained from national standardsorganizationsRecommended Practice No. SNT-TC-1A ASNT SNT-TC-1A。
SPE77-312微泄露试验规范
FUGITIVE EMISSION LEAK DETECTION OF VALVES.1.INTRODUCTION1.1 SCOPE1.1.1(ISA-1.2),(ISA-1.5)(FCI-3)This specification shall apply to the test and evaluation of fugitive emission suppressing performance level of on/off valves, control valves (including valves for vacuum services).1.1.2 (ISA-1)(ISOp1-1)(ISOp2-1)(ISOp3-1) In this specification a distinction is made between the classification system, qualification procedures tests and methods used for fugitive emission leakage, emitted through valve stem seal, body and bonnet flange seals and plug connections for:- prototype approval test of valve assemblies,- production acceptance testing of valve assemblies,- methods for in-situ (on site) valve fugitive emission measurement.1.1.3 A fugitive emission is defined as any chemical or mixture of chemicals whichrepresents an unanticipated or spurious leak.1.1.4This specification is an amendment / supplement to working draft standardsISO/WD 15848-1.9, ISO/WD 15848-2.1, ISO/WD 15848-3, and standardsANSI / ISA-S 93.00.01and ANSI / FCI 91-1 and shall be considered to be part ofthe valve buying description, when referred to in a MESC description and / orrequisition.1.1.5 (ISA-2) The specification describes the type of detection method and test medium to beused and specify the acceptance and rejection criteria.1.1.6The numbers in brackets at the section headings refer to the relevant section inthe standards as follows:ISA-a = ANSI / ISA-S 93.00.01,ISOp1-b = ISO / WD-15848-1.9,ISOp2-c = ISO / WD-15848-2.1,ISOp3-d = ISO / WD-15848-3,FCI-e = ANSI / FCI 91-1 andEDF = EDF document HT-21/00/032/A.2. (ISOp1-2)(ISOp2-2)REFERENCESIn this specification, reference is made to the following publications:NOTE: Unless specifically designated by date, the latest edition of each publication shall be used,together with any amendments/supplements/revisions thereto.ASME B 16.34 Valves, flanged, threaded and welding end.ASME section V Boiler and pressure vessel code; non destructiveexamination Appendix IV: Helium mass spectrometertest - detector probe technique, Appendix V: tracer probeand hood techniques.Clean Air ActAmendments:updated strategiesList of air pollutants and their regulating program.Environmental Protection Agency Determination of volatile organic compound leaks, title 40, appendix A, method 21, type 1.EN 1779 (8-1999) Non destructive testing – Leak testing – Criteria for method and technique selection.EPA 453 / R 95-017 (Release 11-1995) Protocol for equipment leak emission estimates, section 2 and appendix B, pages B7 and B18.RW - TUV: Die neue TA Luft (12-1997) Technische Anleitung zur reinhaltung der Luft: Aktuelle Emmissionsschutzrechtliche Anforderungen an den Anlagenbetreiber (chapters 2.3 and 3.2)ANSI / FCI 91-1 (6-6-1997) Standard for qualification of control valve stem seals.IEC 600534-4 Industrial control valves, Part 4: inspection and routine testing.ANSI/ISA-S 93.00.01 (15-1-2000). Standard method for the evaluation of external leakage of manual and automated on-off valves.ISO / WD -15848-1.9 (ISO-TC153/SC1/ WG10-N106) Release: 22-12-2000. Industrial valves - fugitive emissions - measurement, test and qualification procedures; part 1: Classification system and qualification procedures for type tests of valve assembles (proof of design, type testing).ISO / WD-15848-2.1 (ISO-TC153/SC1/ WG10-N72) Release 15-5-2000. Industrial valves - fugitive emissions - measurement, test and qualification procedures; part 2: Production acceptance test of valve assemblies (quality control).ISO / WD-15848-3 (ISO-TC153/SC1/ WG10-N17) (not yet released) Industrial valves - fugitive emissions - measurement, test and qualification procedures; part 3: Methods for on site valve fugitive emissions measurement (in plant tests).MSS SP project 93-17Release: 8-7-1997. Valve fugitive emission measurement and classification.MSS SP 117 Bellows seals for globe and gate valves.Electricite De France document HT-21/00/032/A (17-7-2000) Corrosion test (hot and cold) on valve packing.SPE 77/200 Valves in service below minus 50 degrees Celsius.SPE 77/209 Valves in services between zero and minus 50 degrees Celsius. 3. (ISA-3)DEFINITIONS 3.1 (ISOp1-3)(ISOp2-3)The definitions are in accordance with standards ANSI / ISA- S 93.00.01, ISO / WD -15848-1.9 and ANSI / FCI 91-1 with the following alterations:Leakage (ISA-3.5) (ISOp1-3.13) (FCI-2.6): For stem seal and body/bonnet seal(s) the test medium being emitted under defined test conditions.Leak rate category (ISA-3.6), (FCI-table 1) Allowable limits of leakage in ppm (volume) or (mbar.l/s), as defined in this specification.Stem seals (ISA-3.13) (ISOp1-3.5) (FCI-2.6) A pressure containing seal/packing to prevent leakage of the media to the atmosphere through the interfaces of the valve stem in contact with the valve bodies and adjacent parts.Test media (ISA-3.5) (ISA-6.1.5) (ISOp1-4.1.2) - Helium (He) with a purity exceeding 97% for indoor type testing and production testing or, - Methane (CH 4) for in-situ testing and production testing, but only if specified by the Principal .Test pressure (ISA-3.9 ) (ISA-4.1) (ISOp1-3.10) For prototype testing: the rated valve body pressure at the test temperatures, as defined in ASME B16.34 and section 3.2.4. For production acceptance testing: the valve body pressures at the test temperatures as specified in section 10.3.3 and 3.2.4. 3.2 (ISOp1-3.14)Performance classes 3.2.1 (ISOp1-5)The selected performance class for a valve qualification shall be agreed between the manufacturer and the Principal. 3.2.2 (ISOp1-5.1)The performance class is defined by the: - tightness class - endurance class and - temperature class 3.2.3 (ISOp1-5.1.2)For each endurance class are the total number of cycles for both prototype testing and production testing defined in section 3.2.5. 3.2.4 (ISOp1-table 4)(ISOp1-5.1.3)(ISA -table 1)The applicable temperature class and number of thermal cycles at test temperatures shall be selected from the following piping class categories:maximum piping class design temperaturerange: [º C] Temp.class:Number of thermal cyclesat test temperatures [º C] forprototype testingNumber of thermal cycles attest temperatures [º C] forproduction testing-196 to +200 (&<-100)T1 3(at lower, ambient andupper design temperature)1(at lower design temperatureand ambient temp.)-100 to +60 T2 2(at lower and upper designtemperature).1(at lower design temperature and ambient temp.)- 80 to +150 (&>+60) T3 2(at lower and upper designtemperature).1(at lower design temperatureand ambient temp.)- 50 to +125 (&>+38) T4 2(at lower and upper designtemperature).1(at lower design temperatureand ambient temp.)- 50 to +200 (& >125) T5 3(at lower, 100 º C and upperdesign temperature).1(at lower design temperatureand ambient temp.)- 50 to +400 (& >200) T6 4(at lower, 250 º C and upperdesign temperature).1(at lower design temperatureand ambient temp.)- 46 to +38 T7 1(at lower designtemperature and ambienttemperature).1(at lower design temperature and ambient temp.)- 35 to +80 T8 1(at ambient and upperdesign temperature).(at ambient temperature).- 29 to +150 (& >80) T9 2(at ambient, 100 º C andupper design temperature).(at ambient temperature).- 29 to +250 (&>150) T10 3(at ambient, 150 º C andupper design temperature).(at ambient temperature).-29 to +450 (&>250)T11 4(at ambient, 200 º C andupper design temperature).1(at ambient and upperdesign temperature).Zero to +538 (& >450) T12 5(at ambient temperature,+250 º C and +550 º C)1(at ambient temperature,+550 º C )zero to +650 (&> 538)T13 5(at ambient temperature,+350 º C and +650 º C)1(at ambient temperatureand +650 º C)3.2.5 (ISA-fig.1& 3.15) (ISOp1-fig1 & 2) (FCI-table1) Total number of cycles (includes both mechanical and thermal) for prototypetesting and production testing at prescribed test pressure (unless otherwisespecified by the Principal): Total number of cycles(see notes 1 u/I 5)Valve type Endurance class: (ISO-figure 1) For prototype testing Forproduction testingCheck valves, plug, or swing type (withoutcounter weight)CO-1c N.A. N.A. Check valves, plug, or swing type (withcounter weight)CO-2b 100 25 on/off rising stem (manual) valves, bellowssealed (note 6)CO-B-1m 500 25 on/off rising stem (manual) valves, bellowssealed (note 6)CO-B-2m 500 50 on/off rising stem valves (manual) withadvanced stuffing boxCO-1-ma 200 50 on/off rising stem valves (manual) withstandard stuffing boxCO-1-ms 100 50 on/off rising stem valves (manual) withstandard stuffing boxCO-2-ms 200 100 on/off quarter turn valves (manual) withstandard stuffing boxCO-3-ms 250 125 on/off quarter turn valves (automated) withstandard stuffing box CO-1-as 500 50on/off (automated) CO-2a 1.500 100 on/off (automated) CO-3a 2.500 200 control valve (note 5) CC-1 5.000 125 control valve (note 5) CC-2 10.000 250(ISOp1-fig. 1)(ISOp1-fig. 2)(ISA 6.5.3.1)(ISA 6.3.5.2)(FCI table 1) NOTES: 1. Leak measurement at start and completion of each temperature increment. 2. When conducting the cycle test, cycling shall be carried out in the following sequence: - cycle the valve at room temperature, - change to the specified test temperature and - follow by valve cycling at that test temperature. The distribution of the thermal cycles shall be equally divided over the total number of cycles. 3. The test cycle for on/off valves is a full stroke travel. For (linear and rotary) control valves test cycle shall be performed at 50% of stroke / angle with an amplitude of +/- 10% of full stroke / angle. 4. During the temperature transition period mechanical cycling is not allowed. Mechanical cycling shall be performed at the selected test temperature only. 5. Rotary and linear motion control valves shall be tested in accordance with ANSI / FCI 91-1requirements, unless otherwise specified.6. To check the stuffing box performance, bellows sealed valves shall be tested without abellow or a leak bellow.4. (ISA-1.4) VALVE CLASSIFICATION4.1 (ISA-4.3) (ISOp1-5.2) On completion of testing the valve is assigned a classification comprising a testtemperature, pressure rating, number of completed mechanical and thermalcycles, number of stem seal adjustments and actual emission leakage.For typical examples see appendix C.5. TYPE OF LEAK DETECTION METHOD AND TEST MEDIUM TO BE USED5.1 (ISOp1-annex A and B), (ISOp2-6.3) (ISOp1-annex B) For prototype emission testing, production emission testing and in-situemission measurement the EPA-21 open air direct sniffing leak detectionmethod shall be used.Emissions shall be measured at the:- valve stem/stuffing box ,- body/bonnet flange seals:- inlet pressure connection, drain and flange plug(s) and grease injector(if installed).Remarks:1. The maximum allowable stem leakage rate for “Shell” tightness class A deviates from themaximum allowable ISO/WD 15848-1.9 tightness class A (see appendix B)2. Valves with a ISO/WD 15848-1.9 tightness class D shall not be used.5.2 (ISA-6.1.4)(ISA-6.1.5)(FCI-6.2.2, 6.2.3)(ISOp1-3.15)(ISOp1-4)For prototype emission testing the leak detection medium shall be helium gas with 97% minimum purity (see also sections 10.1 and 10.2), unless otherwise specified by the Principal. 5.3 (ISA-6.1.4, 6.1.4)(ISA-6.2.1)(FCI-6.2.2, 6.2.3)(ISOp2-6.1, p3)(ISOp1-3.16),(ISOp1-3.17) Production acceptance testing and in-situ emission measurement: The leak detection medium shall be - helium gas with 97% minimum purity (preferred for production emission testing) or - methane (but only if accepted by the Principal). (see also sections 10.1, 10.3 and 10.4).6.ACCEPTANCE CRITERIA 6.1 (ISOp1-table 2)(ISOp1-table 3) Tightness class for proto type and production acceptance testing : The helium leakage rate Q act , by local measurement with the EPA 21 open airdirect sniffing leak detection method, shall not exceed for: (ISOp2-table 1) (ISOp2-tabel 2) “Shell” tightness class: (see note 7) stem seals:[cm³ /s] (see notes 1, 5, 8) body and bonnet seals: [cm³ /s](see notes 2, 8)Class A (note 6) 1.76 * 10-7 1.76 * 10-8Class B 1.76 * 10-6 1.76 * 10-7Class C 1.76* 10-5 1.76 * 10-6 NOTES:1. Stem seal leakage is per mm stem diameter.2. Body and bonnet seal leakage is per mm body / bonnet flange circumference.3. The developed gasket length is π x outside flange diameter.4. The developed packing length is π x stuffing box outside diameter.5. See also appendix B6. Class A for carcinogene, toxic and aggressive media. Use rising stem, bellows sealed valves for sizes up to DN 50 and valves with special gland packing for sizes DN50 and larger.7. Valves with an ISO/WD 15848-1.9 tightness class D shall not be used.8. For leakage rates conversion factors see EN 1779 annex B. 6.2 (ISOp1-table 2)(ISOp1-table 3)In-situ emission measurement (EPA-21 method) The following maximum emission limits (= leak tightness classification) shall be adhered to:Valve service application (note 1): Maximum emission limit, correlated to helium (He): (note 4) Maximum emission limit, correlated to methane (CH 4) (note 4)Class A for: - Suspected mutagene and carcinogen media - Volatile Hazardous Air Pollutants (VHAP); - Aggressive, toxic, carcinogen media and - Media with corrosion risk. (see notes 2, 3 and 4) 10 ppm volume 20 ppm volumeClass B for: Hydro carbons and steam. 50 ppm volume 100 ppm volumeClass C for: volatile media not covered under class A and B.250 ppm volume 500 ppm volumeNOTES:1. The manufacturer shall quote the applied detector type (see sections 8.4 and 8.5).2. Volatile Hazardous Air Pollutants are listed in the clean air act amendments.3. In case of linear stroke (gate and globe) valves, rising stem, bellows sealed, valves shall be applied for sizes up to DN 50 and valves with special gland packing for sizes DN50 and larger. For both linear stroke and quarter turn valves the manufacturer shall prove compliance with tightness class A (see section 6.1)4. See appendix D for methane - helium correlation factors.7.(ISA-1.4)(ISOp1-7)(FCI-5.8)VALVE QUALIFICATION OF UNTESTED VALVE SIZESWhen compared with the tested valve, untested extension of valve classification is acceptable for valves with identical design, geometry and material and loading characteristics ( i.e. number and dimensions of packing rings, packing friction and transfer factor, stem and stuffing box roughness, radial packing ring stress, gasket sealing stress and packing gland torque) with:- body gasket circumference’s which are smaller or up to 100% larger than the tested valve and- stem seal (packing) outside diameters which are smaller or up to 20% larger than those of the test valve and- equal or lower pressure class rating and- smaller design temperature range (temperature class) than that of the qualified valve and- lower ISO/WD-15848-1.9 endurance class category (see section 10.2.7.2) and- the tightness class required is equal to, or less severe than that of thequalified valve.When comparing the maximum nominal sizes resulting from stem seal and body gasket circumference qualification requirements, the untested valve qualification shall be the one with the lowest nominal size.The qualification may also be extended to an automated valve of the same manufacture and design and vice versa providing the above-mentioned creteria are met and stem operating torque’s are unchanged.The use of a gearbox or other actuator doesn’t require a separate qualification.8. (ISOp1-4.2.2) INSTRUMENTS SENSITIVITY AND CALIBRATION8.1 For the calibration of instruments see ASME V chapters IV-1030 and IV-1060.8.2 The range of the test pressure gauges shall not be more than twice the test pressure.8.3 (ISA-6.2.4) Thermocouples shall be used to measure the temperatures of the body, the flow lineas well as stem and body / bonnet seals.8.4 (ISA-6.2.1)(ISOp2-6.2) For prototype, production and in-situ emission testing a suitable (portable) helium mass spectrometer leak detector and sample probes shall be used, e.g.:Brand and type of helium mass spectrometer leak detector (note A). Sensitivity (minimum detectable helium leakage rate): [Pa*m 3/s] (see notes B and C) Suitable for “Shell” tightness class(es):Alcatel ASM 142 Sniffing (technique B.4): <1* 10-7 A, B and CBOC Edwards: Spectron 300E Sniffing (technique B.4): 4* 10-9 A, B and CLeybold, type: UL 100 Plus Vacuum (technique A.2): <2 * 10-10 Sniffing (technique B.4): <2* 10-7 A, B and C Leybold,type: UL 200 Vacuum (technique A.2): <5 * 10-10 Sniffing (technique B.4): <1* 10-7 A, B and C Leybold,type: UL 200-dry Vacuum (technique A.2): <3 * 10-10 Sniffing (technique B.4): <1* 10-7 A, B and CLeybold sample probe type: QT-100 Sniffing (technique B.4): < 1 * 10-7 A, B and C Varian,model: 979 Sniffing (technique B.4): <5* 10-7 CNotes: A) Other measuring instruments are subject to approval of the Principal. B) Minimum detectable leakages are as listed in EN 1779 annex A table A.1. C) For conversion factors for leakage rates see EN 1779 annex B. 8.5 (ISA-6.2.1)For in-situ emission testing a methane sniffer from Foxboro types OVA-108 or TVA 1000 may be used . Any other measuring instrument shall be subject to an approval of the Principal. 8.6The manufacturer shall confirm that the sensitivities of the: - mass emission spectrometer (including sniffing probe), - calibrated leak standard for mass spectrometer calibration - calibrated leak standard for detector sniffer probe calibration are suitable to correctly measure the actual leakage rate against the specified tightness class requirements (see section 6.1). 8.7The EPA-21 instrument calibration shall be done at a distance of at least 1 meter from the valve to be measured. 8.8Gauges of the mass spectrometers are in class 1 with an adequate bottom scale.8.9The mass spectrometer and sniffing probe correlation factors shall be registered asfollows:Q a = value of the calibrated capillary leak standard leakageQ ar = measured valueF=QQ= correlation factor aarNote: Instrument correlation factors are depending on detectors, their sampling flow rates and thedifferent media used.8.10All measuring equipment and instruments shall have valid calibration certificates.9. PREPARATION PRIOR TO TESTING9.1 (EDF) Tightness of valve packing is important. The corrosion hazard, that may occuron the valve stem and stuffing box, shall be taken into account and the valveand test equipment shall be clean and free of water, oil and dust.9.2(ISA-6.1.1)(ISA-6.3.1) The valve assembly and bolt tightening prior to the test shall be in accordance to manufacturers specifications.9.3 (FCI-6.3)Prior to the valve assembly the valve parts shall be visually inspected for anydamage, defects. The valve stem shall be checked for any damage ordegradation of surface finish.9.4 Valves prototype tested at manufacturers works shall not have any protectivepainting or coating on the valve body and internals. Surface treatments of pressurecontaining valve components to prevent corrosion during storage prior to andduring manufacture with a single base primer coat (maximum 25 micronthickness) or phosphate treatment is acceptable, provided these preservationsdo not hide any porosity.It is allowed to paint the valve prior to an emission production test.9.5 Depending on the nominal size the valve may be assembled with an actuator or amanual gear.9.6 Sealing components (gaskets):9.6.1For valves with flanged ends the gaskets for the end flanges shall be spiral woundwith ASTM A240 type 316(L) windings, inner ring and centring ring and graphite filler,to allow a perfect flange sealing.9.6.2For valves with a wafer/ lug design, butt welded ends, socket welded ends andscrewed ends the sealing connectors shall be modified (by the manufacturer)accordingly to accommodate this type of valve.Approval of the Principal is required prior start of fugitive emission testing.9.7 (ISOp1-4.2.1) As illustrated in appendix A, one valve end must be connected to the bottle(s) with thetest medium. The other valve end must be connected to a vent valve, to discharge thetest medium outside the room of the test rig, avoiding any increase in the test mediumconcentration in the atmosphere around the valve tested.9.8 Brackets to support the valve in the test rig shall be fixed to the end covers orclamped to the body. No support shall mounted on the valve bonnet or cover.9.9(ISA-6.3.2)(ISOp1-4.2.4.1b) VALVE ORIENTATION:Valves, except check valves, shall be tested with the stem in the horizontal position. Changes in the test position of the valve (e.g. for low temperature and cryogenic valves) shall be agreed with the Principal(see also SPE 77/200 section 3.2.6 and SPE 77/209, section 3.2.2).9.10 SEALADJUSTMENT9.10.1(ISA-6.1.3)(FCI-6.1.2,6.1.3)The bolting of the valve end flanges and/or stuffing box gland shall be re-tightened in case during a thermal cycle the valve bonnet flanges and/or valve end flanges starts to leak. This is to avoid impact on the measurement test results. In the test report shall be shown of which valve part(s) the bolts were re-tightened and at which stage of the test this was done. In case during the test a second failure of the bonnet flanges, end flanges and/or stuffing box area occurs, the test shall be stopped.9.10.2(ISOp1-4.1.1.d)(ISOp1-4.2.4.1d) The packing load shall ensure that the valve will not be difficult to operate. The valve opening and closing torque’s shall be measured and shall be below the maximum value specified by the Principal.9.11(ISA-6.2.1) The area of the test rig shall be in still air, isolated from wind, fans or drafts(see ASME V chapter IV-1071).10.(ISA-6)(ISOp1-4.2)(FCI-6.2)TESTING OF VALVE ASSEMBLIES10.1 GENERALREQUIREMENTS10.1.1 (ISOp1-4.1.4) The thermocouples shall be placed on the:- body of the valve at the thinnest wall thickness adjacent to the seating(to show an accurate reproduction of service conditions during thethermal cycling) and,- bonnet (at the stuffing box area).Note: where possible it is preferred to mount the thermocouple on the inside of the valve body.10.1.2 Since the retainer less dual plate check valve design eliminates potentialleak paths there is no need to perform fugitive emission production testingon these valves.10.1.3 (ISA-6.3.7)(ISOp2-7.1b) For on/off valves the movement of the valve stem shall be from fully open to full close and back to full open constitute one cycle.10.1.4(ISA-6.3.3)(ISOp2-7.1c) For on / off valves with both rotary and linear stem motion, the closure element shall be fully engaged with the seat, to ensure that during cycling the pressure loads on the stem shall reproduce the bending load in the stem that the valve would encounter in service.10.1.5 (FCI5.11)(ISOp1-4.2.43.b) The mechanical test cycles for (linear and rotary) control valves shall be performed at 50% of stroke / angle with an amplitude of +/- 10% of full stroke / angle.10.1.6(ISOp2-7.1a)(ISOp2-7.2a)Set the valve closure member in the half open position. 10.1.7 (ISOp1-4.2.4.2) Introduce inside the valve a pressure of 2 bar test medium.10.1.8 Discharge the pressure to vent any traces of air contained inside the valve. 10.1.9Close the vent valve (see appendix A). 10.1.10 (ISA-6.3.5) Leakage detection 10.1.10.1General.10.1.10.1.1 (ISA-6.3.7) Increase the pressure to the specified test pressure (see 10.2.5 or 10.3.5). 10.1.10.1.2 (ISOp1-4.2.2a) The pressure shall remain stable throughout the test duration, within 3% in line with the normal accuracy of the pressure gauges.10.1.10.1.3 (ISOp1-4.2.2c) If, due to temperature changes, the applied pressure changes excessively the test duration shall begin after the pressure in the system has been stabilised. 10.1.10.1.4 (ISA-6.3.6) Measure the leakage not before 5 minutes after having pressurised the valve at the specified test temperature.10.1.10.1.5 (ISA-6.2.2) After completion of the mechanical cycling the valve shall be set in half open position.10.1.10.1.6 (ISA-6.2.2)(ISA-6.2.3) The leakage shall be measured both in static and dynamic (stem movement) valve conditions.10.1.10.1.7The actual leakage Q act will be equal to:F x Q = Q r act , where:Q r = instrument measured value F= Correlation factor (see section 8.9)10.1.10.2 Sniffing method.10.1.10.2.1 (ISA-6.3.8)Leakage’s to the outside of the entire valve shall be detected at both the beginning and end of the thermal and mechanical cycles , especially: - stem seal(s) / stuffing box leakage along the interface between shaft and gland flange.- body seal(s) leakage along the interface between the body, bonnet and/or cover joints closures and,- Inlet pressure connection, drain and flange plug(s) and grease injector (if installed).10.1.10.2.2 (ISOp2-7.1)The distance between the check points shall be for the: - stem seal: every 90 degrees (4 locations)- body seals and flange joints : every location between the flange bolts. Wherever practical (i.e. for a testing temperature range of –200 degrees C up to +450 degrees C ) body seals and flange joints shall be sealed with an adhesive aluminium foil tape, 40 micron thickness, having a single pierced hole to ensure that the sniffer picks up any leakage.10.1.10.2.3 (ISOp2-7.1)The detector probe shall be kept at:- the edge of the body/bonnet flange circumference and- a scanning distance as close as possible (say 5 mm) to the stem seal, if the valve design allows such a close access (ref. ASME V chapter IV - 1074)10.1.10.2.4 (ISOp2-7.1) For each point the probe must be maintained in position for a duration ofapproximately 15 seconds. The scanning rate shall comply with ASME V chapterIV-1062.2 requirements.10.2 PROTO TYPE TESTING10.2.1 (ISA-6.1.2)(ISOp1-4.1.1c) The valve shall be a standard off-the-shelf valve and built to normal production tolerances.10.2.2(ISOp1-4.1.1)(FCI-6.1.1)The valves to be prototype emission tested are: - at random selected- maximum 3 pieces per valve type- selected using the following table: Nominal valvesize range:Number of valvesto be tested:DN <= 50 1 piece50<= DN<= 300 1 pieceDN > 300 1 piece10.2.3In case above listed and tested nominal valve size(s) cannot providesufficient qualification range for larger valves the nearest valve size shall beprototype tested to cover the complete production range (see also section 7).10.2.4(ISA-6.2.1) Testing shall be done at manufacturers works or third party testing instituteand under controlled (laboratory) conditions (see also section 10.1).10.2.5(ISOp1-4.1.2) The pneumatic test pressure shall be the rated valve body pressure at theselected test temperature, as defined in ASME B.16.34.10.2.6(ISA-table 1)(ISOp1 table 4)(ISA-6.3.5) The number of thermal cycles and test temperatures shall be selected from section 3.2.4 and accepted by the Principal.The temperature class shall cover the range for which the valve is designed.10.2.7(ISA-figure 1)(ISA-3.15) The total number of cycles (includes both mechanical and thermal) for prototype testing is specified in section 3.2.5.10.2.8 VALVE DISASSEMBLY AND INSPECTIONISO-p1-4.2.4.9 The valve shall be disassembled after the prototype test and allcomponents shall be inspected for notable wear and other significantdefects that would influence any test results.In case soft seals and seat materials are applied, special attention isrequired for any distortion and/or damage of these components.Detailed pictures of the disassembled valve parts shall be taken andincluded in the report.Measurements shall be taken of key component dimensions and comparedwith drawing tolerances and finishes to insure they conform to thespecifications and are within the drawing specifications.。
壳牌规范77-302-2010

技术规范阀门---基本要求MESC SPE 77/3022008年7月MESC规范文件目录第1部分介绍1.1 范围1.2 应用及常用因素1.3 定义1.4 从先前版本的更改1.5 MESC SPE 的意见第2部分阀门的总要求1 介绍2 材料要求2.1 化学成分2.1.1 概述2.1.2 碳钢2.1.3 1.25Cr-0.5 Mo 钢2.1.4 2.25 Cr-1.0 Mo 钢2.1.5 奥氏体不锈钢2.1.6 双相不锈钢2.1.7 其它材料2.2 热处理2.2.1 概述2.2.2 碳钢2.2.3 Cr-Mo 钢2.2.4 奥氏体不锈钢2.2.5 双相不锈钢2.2.6 13Cr 钢2.2.7 镍合金2.3 冲击测试2.4 腐蚀测试2.4.1 奥氏体不锈钢2.4.2 镍合金2.4.3 双相不锈钢2.4.3.1 蚀点腐蚀2.4.3.2 压力腐蚀裂缝2.4.4 其他材料2.5微观结测试2.5.1.铁素体相位2.5.2.损伤相位3.焊接及硬面处理要求4.锻造棒材/坯料生产的阀门5. 起吊位置6. 短接管7. 无损检测7.1 检测范围7.2 执行7.2.1 方法7.2.2 执行7.2.3 验收标准7.2.4取样及批次验收7.3 缺陷清除及补焊8. 文件9. 证明10. 合同商的监督11. 供应给欧盟的阀门12.阀门类型接受测试第3部分参考文件第1部分介绍1.1 范围本MESC SPE描述了阀门的基本要求。
包含了材料、热处理、腐蚀试验、焊接、无损检测和产品报告(见第2部分)。
本规范必须应用于除了可试用的MESC外的购买描述订单或者需求表。
1.2 分发、主要用途及常规考虑事项除非由Shell GSI另外授权,此MESC规范的分发只限于Shell公司内部,如有必要时,也可由其指定的承包商和厂商/供应商分发。
此MESC规范指定用于炼油、化工、天然气工厂、开发和生产设备,以及供应/分发适用的地方。
若国家和/或当地规章中的某些要求比此MESC规范中的更严格,则承包商要谨慎详细审查后确定哪些要求更严格,以及哪些要求在安全、环境、经济和法律面是允许的。
MESC SPE 77-300 12版 60-64页翻译

C.4.10除逸散性排放以外的试验的验收标准表C.5和C.6提供了在不同温度下可接受的阀座泄漏量。
表C.5 在环境温度(高于-20°C)和提高温度下进行泄漏测试的验收标准表C.6低温或超低温阀座泄漏测试的验收标准(-29°C至-196°C)注意:1.制造商应计算泄漏接受水平,并在相关概要表的相应部分说明。
2.金属阀座或金属石墨层压阀座蝶阀在优选流动方向上的最大允许阀座泄漏率应符合ISO 5208速率B.这些蝶阀在非优选流动方向上的最大允许阀座泄漏率应符合ISO 5208速率C.3.如果阀门符合ISO 5208中的阀座泄漏率A或B或符合IEC 60534-4的V级或VI级阀门,则认为阀门为TSO。
4.当与填塞器,阀座密封件和阀杆相关的部件在设计和尺寸上相同时,可以使用减小的孔(或文丘里管型)测试阀来限定较小的标称尺寸的全孔(或规则图案)阀。
在这种情况下,允许的平均泄漏率是适用于全孔(或规则型)阀的那些。
5.金属阀止回阀的最大允许阀座泄漏应符合适用的产品标准或ISO 5208 E级,以较低者为准。
表C.5中列出的费率涵盖了这一要求。
止回阀的目的是在过程变化或系统故障的情况下防止不希望的反向流动。
止回阀不是隔离阀,因此不需要非常紧密的阀座泄漏率。
C.4.11逃逸排放测试的验收标准所有温度下的逃逸排放测试的验收标准应符合表C.7和C.8的规定。
表C.7阀杆密封逸散排放泄漏的验收标准表 c.8 阀体/阀盖密封逸散排放泄漏的验收标准表C.7给出了每个阀杆周长或直径的允许泄漏率,而表C.9给出了不同阀杆尺寸的允许泄漏率。
表C.9不同阀杆尺寸的逸散排放泄漏率C.4.12最短测试持续时间最短试验时间应符合表C.10和C.11的规定。
表C.10 阀体/外壳逃逸排放测试的最短测试持续时间Valve sizes 阀门尺寸pressure class 压力等级Minimum test duration (minutes) 最小测试持续时间(分钟)The measurement is complete when a stable reading is reached 达到稳定读数时,测量完成表C.11闭孔密封性试验的最短试验时间Minimum duration for each step 每个步骤的最短持续时间C.4.15最大允许工作扭矩值基于360 N的力,表C.12中显示了不同轮辋尺寸的最大允许扭矩值。
低温阀阀盖颈部长度与低温球阀安装方向探讨

低温阀阀盖颈部长度与低温球阀安装方向探讨吴军;蔡晓峰【摘要】针对低温阀的特点,本文重点探讨了低温阀门长颈阀盖的作用及长颈阀盖长度的推导过程,阐述了低温球阀的结构原理,并指出其安装方向的判别方法.根据本文中介绍的方法,可以准确判别出低温球阀的安装方向,避免因错误安装而造成的经济损失.【期刊名称】《化肥设计》【年(卷),期】2016(054)002【总页数】5页(P15-19)【关键词】低温球阀;阀盖;颈部长度;安装方向【作者】吴军;蔡晓峰【作者单位】中国五环工程有限公司,湖北武汉 430223;中国五环工程有限公司,湖北武汉 430223【正文语种】中文【中图分类】TH134低温阀门是石油化工、空气分离、天然气、制冷和低温工程上不可缺少的重要设备之一。
一般认为,工作温度低于-29 ℃的阀门称为“低温阀门”,工作温度小于-100 ℃的阀门,称为“超低温阀门”[1]。
其中超低温阀门与普通阀门相比有很多不同特点。
比如LNG阀门的阀体、阀盖、阀瓣、阀座、阀杆等零件在精加工前宜进行深冷处理,消除这些部件材料因发生组织转变而导致的体积变化[2]。
除此之外,阀门设计手册还对低温阀门的垫片、填料函及填料、上密封、中法兰螺栓、保冷、预防异常升压的措施等进行了说明[3]。
本文专门针对超低温阀门最显著的两个特征——长颈阀盖与安装方向进行探讨。
低温阀门的一个最显著的特点就是其阀盖一般为长颈结构,某LNG项目现场低温球阀见图1。
1.1 长颈阀盖的作用(1)保护填料函,并使填料部位温度在0 ℃以上,防止因填料函过冷而使处在填料函部位的阀杆以及阀盖上部的零件结霜或冻结。
在低温状态下,填料弹性逐渐消失,密封性能随之下降,介质的渗透会造成填料与阀门处结冰,影响阀杆正常操作,同时也会因阀杆上下移动而将填料划伤,引起严重泄漏。
(2)防止冷能损失。
长颈结构便于缠绕保冷材料,防止冷能损失。
(3)保证施工安装空间。
一般超低温阀门保冷层会比较厚,加长的阀盖也保证了保冷施工的空间,并使填料压盖位于保冷层外,添加填料及紧固压盖螺栓时,无须损坏保冷层。
Neway超低温阀门介绍

Completed Solution for Engineering Valves
概述
• 纽威目前可以Βιβλιοθήκη 供满足 LNG行业要求的闸阀、截止阀、 止回阀、球阀(浮动及固定式) 和蝶阀。
低温阀门的其他应用: • 液态乙烷(Ethane):-89℃ • 液态乙烯(Ethylene):-104 ℃ • 液态甲烷(Methane):-162 ℃ • 液氧(Oxygen):-183 ℃ • 液氮(Nitrogen):-196 ℃
5、阀门异常升压的预防
低温阀门关闭后,阀门中腔内会残留一些液体,随着时间的 增加,这些残留液体会逐渐的吸收环境热量,回升至常温并重新 汽化。汽化后,其体积会急剧膨胀,可以增加600倍之多,因此 会在中腔产生很高的压力。如果设计时没有采取合理的预防措施, 可能会使阀体阀盖变形,甚至有爆炸的危险,因此低温阀门的设 计必须有预防异常升压现象产生的机构。
低温闸阀采用闸板开泄放孔形式。
Completed Solution for Engineering Valves
设计特点
低温浮动球阀采用球体开孔形式来保证。
在球体上靠近阀门上游的位置钻一个合理尺寸的泄压 孔,保持上游和中腔的连通,提供阀体中腔过压保护功能。
低温浮动球阀球体开孔泄压。
Completed Solution for Engineering Valves
口径范围:1/2”~48”
压力范围:150LB~2500LB 连接方式:法兰、对接焊、
螺纹、RTJ
Completed Solution for Engineering Valves
典型结构及原理
超低温截止阀 :
口径范围:1/2”~30”
压力范围:150LB~1500LB 连接方式:法兰、对接焊
低温领域阀门的设计与研究

1国内外低温阀门标准国内外低温阀门标准有:《低温阀门技术条件》(GB/T 24925-2019)、《液化天然气阀门》(JB/T 12621-2016)、《低温阀门》(BS 6364-1998)、《工业阀门.低温应用隔离阀》(BS EN ISO 28921-2017)、《工业阀门.液化天然气用隔离阀.适用性验证及试验规范》(BS EN 12567-2000)、《低温阀门规范》(MESC SPE 77-200-2012)。
常用标准对比如表1所示。
2 低温阀门材料的分析2.1金属材料的选择低温状态下,许多金属和高分子材料,随着温度降低,出现硬度与强度增加,塑韧性下降,导致材料易断裂,易形变。
从微观分析,超低温使体心立方间隙杂质原子与位错和晶间相互作用增加,阻碍错位运动、封锁滑移的作用加剧,使得其对变形适应性减弱,表现为低温脆性。
而面心立方结构,低温条件下能保持较高的韧塑性。
奥氏体不锈钢就是面心立方体结构材料,具有代表性的有304/316L/316/316L/310/310L,在-200℃仍能保持良好的韧性,其中316L和310L低温结构稳定性尤为突出。
奥氏体不锈钢还有耐高温、抗氧化、耐腐蚀等特点。
2.2非金属材料的选择低温状态下,许多高分子材料会变为玻璃态,脆而硬。
PCTFE是三氟氯乙烯的一种聚合物,耐低温性好,可在-200℃下长期使用,化学稳定性仅次于聚四氟乙烯。
PCTFE分子结构中的C-Cl键,使PCTFE的硬度、刚性和耐蠕变性均有不错的表现,而且所有的非金属材料中,PCTFE具有最低的水—汽渗透率,不渗透任何气体,不助燃。
柔性石墨摩擦系数小,润滑性好,热膨胀系数小,压缩率大于40%,回弹率大于15%,且低温条件下无硬化脆变。
柔性石墨具有良好的化学稳定性,能耐酸、耐碱和耐有机溶剂的腐蚀,柔性石墨可作为低温阀门的密封填料和缠绕垫片密封的优选。
3低温阀门的结构设计分析3.1阀盖加高结构低温阀门的实际工况温度极低,需采用阀盖加高设计,使填料部位远离阀门内流动的介质,保证阀门填料部位温度不低于0℃,避免阀杆和阀盖以上的零部件冻结,确保密封的性能,延长密封件寿命。
SPE 77110(ISO 17292项下球阀规范)

技术规范球阀(ISO 17292标准的更改和补充)MESC SPE 77/110第一部分:简介1.1范围该MESC规范针对球阀要求该规范与MESC采购条例、订单或者询价单一并适用。
球阀的操作和维护要求不在此MESC规范范围之内。
该规范为ISO 17292:2004的修改和增补,该规范第二部分覆盖了ISO 17292:2004。
ISO 17292:2004条款号保留下来,任何修改用“增加”、“修改”或“删除”表示。
其他未在该规范中修改和增补的ISO 17292:2004条款以书面条款为准。
第二部分:ISO 17292:2004的修改和增补1,范围增加:DN15dao DN40(NPS 1/2到NPS1-1/2)全通径,DN15到DN50(NPS 1/2到NPS 2)缩径。
900#,1500#和2500#(PN 150,250和420)。
4.3.3修改为:金属阀座须fully rated。
4.3.4增加:温度120℃以内,600#,900#,1500#和2500#的阀门阀座要根据ASME B16.34或ASME B16.5中注明的压力级。
5.2.1.25.2.1.35.2.2.2 增加:以下所列的阀门,其结构长度要根据ASME B16.10如下:-全通径阀门,900#,表5,第5栏-全通径阀门,1500#,表5,第5栏-全通径阀门,2500#,表6,第4栏-缩径阀门,900#,表5,第5栏-缩径阀门,1500#,表5,第5栏-缩径阀门,2500#,表6,第4栏5.2.2.4 增加:所有法兰连接的螺母轴承面与法兰加工面平行角度在1°以内。
5.2.2.5 增加:以下公差符合:-阀门≤DN50(NPS 2),最大侧法兰偏差(法兰中心线偏离)不能超过1.5mm(0.06 in)-阀门>DN50(NPS 2),最大侧法兰偏差(法兰中心线偏离)不能超过2.0mm(0.08 in)-对于带角法兰的偏差(法兰面平行),法兰面之间最大的测量差别不能超过2.5mm/m (0.03 in/ft).5.2.9.5 增加:-浮动球球阀球杆一体式设计不允许。
SPE 77 133双瓣止回阀
技术规范双瓣止回阀(API 594的修改/补充)MESC SPE 77/1332008.8目录第1部分介绍1.1 范围1.2 颁布、意向用途、调整事项1.3 定义1.4 前版本上的变更1.5 MESC SPE 的意见第二部分API 594:2004的修改/补充第三部分参考第1部分介绍1.1 范围MESC SPE 规定了碳钢、低合金和高合金钢、奥氏体不锈钢、双相不锈钢、镍合金和铜合金材料的对夹凸耳和双法兰无挡圈双瓣止回阀的要求。
此MESC SPE 补充应用与相关的MESC 采购描述、定单或数据单上。
此MESC SPE 描述了API 594的更改及补充,涵盖MESC SPE 的第二部分。
延续API 594的条款代号,任何更改标识为“增加”、“更改”或“删除”。
API 594中未按MESC SPE 更改或补充的的条款应按所述采用。
1.2 颁布、意向用途和调整事项除非由Shell GSI另外授权,此MESC规范的分发只限于Shell公司,如有必要时,也可由其指定的承包商和厂商/供应商分发。
MESC SPE 适用于石油炼化、化工厂、天然气厂、勘探和生产设施及有相应用的供应/输送装置。
如果国家/本地条款的一些要求比MESC SPE 更严格,合同商应仔细审查决定哪些要求更严格,哪些要求结合介于安全、环保、经济、合法方面是可以接受的。
不管怎样,合同商应告知MESC SPE 要求的偏离部分,有必要考虑为了满足国家/或本地的规定。
委托方可与相关的机构协商,获得同意,以便尽可能紧密地遵照此MESC规范。
1.3 定义合同商是实施工程的所有或部分设计、工程、采购、构造、调试或管理或者设备的操作或保养的一方。
委托方将承担承包商所有或部分责任。
厂商/供应商是生产或提供设备和服务,完成承包商指定责任的一方。
委托方是启动工程,并对其设计和构造最终付款的一方。
通常委托方会规定技术要求。
委托方也可能包括授权代理和代表委托方的代理商或顾问。
MESC SPE 77-300 12版 60-64页翻译
C.4.10除逸散性排放以外的试验的验收标准表C.5和C.6提供了在不同温度下可接受的阀座泄漏量。
表C.5 在环境温度(高于-20°C)和提高温度下进行泄漏测试的验收标准表C.6低温或超低温阀座泄漏测试的验收标准(-29°C至-196°C)注意:1.制造商应计算泄漏接受水平,并在相关概要表的相应部分说明。
2.金属阀座或金属石墨层压阀座蝶阀在优选流动方向上的最大允许阀座泄漏率应符合ISO 5208速率B.这些蝶阀在非优选流动方向上的最大允许阀座泄漏率应符合ISO 5208速率C.3.如果阀门符合ISO 5208中的阀座泄漏率A或B或符合IEC 60534-4的V级或VI级阀门,则认为阀门为TSO。
4.当与填塞器,阀座密封件和阀杆相关的部件在设计和尺寸上相同时,可以使用减小的孔(或文丘里管型)测试阀来限定较小的标称尺寸的全孔(或规则图案)阀。
在这种情况下,允许的平均泄漏率是适用于全孔(或规则型)阀的那些。
5.金属阀止回阀的最大允许阀座泄漏应符合适用的产品标准或ISO 5208 E级,以较低者为准。
表C.5中列出的费率涵盖了这一要求。
止回阀的目的是在过程变化或系统故障的情况下防止不希望的反向流动。
止回阀不是隔离阀,因此不需要非常紧密的阀座泄漏率。
C.4.11逃逸排放测试的验收标准所有温度下的逃逸排放测试的验收标准应符合表C.7和C.8的规定。
表C.7阀杆密封逸散排放泄漏的验收标准表 c.8 阀体/阀盖密封逸散排放泄漏的验收标准表C.7给出了每个阀杆周长或直径的允许泄漏率,而表C.9给出了不同阀杆尺寸的允许泄漏率。
表C.9不同阀杆尺寸的逸散排放泄漏率C.4.12最短测试持续时间最短试验时间应符合表C.10和C.11的规定。
表C.10 阀体/外壳逃逸排放测试的最短测试持续时间Valve sizes 阀门尺寸pressure class 压力等级Minimum test duration (minutes) 最小测试持续时间(分钟)The measurement is complete when a stable reading is reached 达到稳定读数时,测量完成表C.11闭孔密封性试验的最短试验时间Minimum duration for each step 每个步骤的最短持续时间C.4.15最大允许工作扭矩值基于360 N的力,表C.12中显示了不同轮辋尺寸的最大允许扭矩值。
阀门密封等级及选用
阀门密封等级及选用阀门是石油化工装置管道系统中的重要组成部件,其种类多、数量大,是装置中主要泄漏源之一,因此对阀门的泄漏要求至关重要。
阀门密封性能是指阀门各密封部位阻止介质泄漏的能力。
阀门的主要密封部位有:启闭件与阀座间的吻合面、填料与阀杆和填料函的配合、阀体与阀盖的连接处。
第一处的泄漏叫内漏,它直接影响阀门截断介质的能力和设备的正常运行。
后两处的泄漏叫外漏,即介质从阀内泄漏到阀外,它直接影响安全生产,造成工作介质损失和企业经济损失、环境污染,严重时会造成生产事故。
特别对于高温高压、易燃易爆、有毒或腐蚀性的介质,阀门的外漏根本是不允许的,因其所造成的后果比内漏更为严重,因此阀门必须具有可靠的密封性能,满足其使用工况对泄漏量的要求。
1我国阀门密封等级分类标准目前我国比较常用的阀门密封等级分类标准主要有以下两种。
1.1中国国家标准对阀门密封等级的分类国家标准GB/T13927--2008《工业阀门压力试验》。
1.2中国机械行业标准对阀门密封等级的分类机械行业标准JB/T 9092--1999《阀门的检验与试验》。
2国际上阀门密封等级分类标准目前围际上比较常用的阀门密封等级分类标准主要有以下五种。
2.1前苏联对阀门密封等级的分类为了按阀门的密封程度和规定的用途选择产品,按密封程度对阀门进行了分类,该分类的基本原则见表3和表4。
2.2国际标准化组织对阀门密封等级的分类国际标准化组织标准ISO5208--2008《工业阀门金属阀门的压力试验》。
2.3美国石油协会(APl)对阀门密封等级的分类美国石油协会标准API598--2004《阀门的检查和试验》。
2.4美国阀门和管件工业制造商标准化协会(MSS)对阀门密封等级的分类美国阀门和管件工业制造商标准化协会标准《钢制阀门的压力试验》MSS SP61---2003允许的阀门泄漏量要求如下:(1)在阀门密封副中有一个密封面使用塑料或橡胶的情况下,在密封试验的持续时间内应无可见泄漏。
行业标准《液化天然气用球阀》-全国阀门标准化技术委员会

《液化天然气用轴流式止回阀》编制说明(征求意见稿)一、工作简况1、任务来源本项目是根据工业和信息化部行业标准制修订计划(工信厅科[2014] 号),计划项目编号为2014-0673T-JB ,项目名称“液化天然气用轴流式止回阀”进行制定的,主要起草单位:中核苏阀科技实业股份有限公司。
计划应完成时间2016年。
2、主要工作过程起草(草案、调研)阶段: 2014年12月标委会组织成立了本项目标准起草小组,制订了工作进度计划。
标准起草小组组长周玉,组员:等。
首先开展标准调研,通过走访、座谈、考察、查阅资料、会议研讨等多种方式进行了标准的调研,深入了解液化天然气用轴流式止回阀的应用现状及发展趋势,收集了相关标准或技术规范。
于2015年8月完成标准草案,在起草组内部交流、修改,由组长审查后报标委会秘书处。
液化天然气用阀门是系列标准,含:(1)液化天然气用阀门技术条件;(2)液化天然气用阀门性能试验;(3)液化天然气用截止阀和止回阀;(4)液化天然气用球阀;(5)液化天然气用蝶阀;(6)液化天然气用闸阀(7)液化天然气用轴流式止回阀 7项标准。
3、主要参加单位和工作组成员及其所做的工作本标准由中核苏阀科技实业股份有限公司、负责起草,参加起草单位有:,本标准是经所有参与单位的共同努力完成的。
主要成员:。
所做的工作: 周玉任起草组组长,主持全面协调工作,并负责执笔起草了标准文本,对标准进行复核、验证等工作。
二、标准编制原则和主要内容1.标准编制原则本标准按照GB/T 1.1-2009、GB/T1.2-2009给定的原则编制。
编制原则为面向市场、服务产业,在充分协调的基础上,技术先进,有利于行业进步。
本标准制定主要参考了BS 6364-1984(R1998)《低温阀门》、GB/T 24925-2010 《低温阀门技术条件》、GB/T 21387 《轴流式止回阀》和MESC SPE 77/200《低温阀门规范》等标准。
低温介质下的阀门规范SPE 77 200

技术规范低温介质下的阀门规范MESC SPE 77/2002007.6目录PART I介绍1.1概述1.2出版、目的以及调整事项1.3定义1.4与以前版本的变化1.5对本规范的评论PART II 低温介质下的阀门1 介绍2 加长阀盖2.1 设计2.2 材料3 产品检测3.1 检测前提条件3.2 阀门选样3.2.1 样品组3.2.2 抽样规模3.2.3 选样3.2.4 样品组接受标准3.2.5 举例3.3. 测试仪器3.4 人员资格3.5 测试介质3.6 冷却液类型3.7 测试温度3.8 热电偶3.9 检测准备3.10 测试程序3.10.1 总则3.10.2 开/关阀门的阀座泄漏和操作测试3.10.3 止回阀的阀座泄漏和操作测试3.10.4 低密封泄漏测试3.11 检测后注意事项3.12 测试报告4. 标记A. 附录A:选样举例(非标准化)---省略,详见表2 B.附录B:质谱仪(标准化)PART III 参考标准----省略PARTI 介绍1.1 概述本标准适用于最低温度在-196℃(-321℉)~-30℃(-22℉)的阀门。
最低温度在-30℃(-22℉)以下但不要求加长阀盖的阀门(如非可操作阀门)不适用此规范,此类阀门应按照基本标准以及SPE 77/312进行测试。
1.2出版、目的以及调整事项(省略)1.3 基本定义承包商是指执行所有或部分工程、采购、建筑和委托代理的一方。
原始制造商(OEM)是指设计、制造阀门以执行SHELL-GSI/承包商所规定义务的一方。
供应商是指提供阀门/服务以执行SHELL-GSI/承包商所规定义务的一方。
总负责人是SHELL GLOBAL SOLUTIONS INTERNA TIONAL(SHELL-GSI)1.4与以前版本的变化1.5 对本规范的评论PART II低温介质下的阀门1.介绍此部分要求适用于有“加长阀盖”并指定使用本规范的阀门,是阀门基本标准以及所涉及的其他规范的补充。
SHELL MESC SPE 77312和ISO 15848-2标准对比

第59卷第2期2021年4月Apr.202%・24・化肥设计Chemical Fertilizer DesignSHELL MESC SPE 77/312 和ISO 15848-2标准对比焦娟(北京石油化工工程有限公司西安分公司,陕西西安710000#摘 要 介绍了 SHELL MESC SPE 77/312和ISO 15848-2两个标准的不同版本对试验压力、允许泄漏量、保压时间和检测方法4个方面的要求,并进行了相应的整理和差异总结,从而能为指导相关设计、工艺及检验人员工作提 供帮助#关键词SHELL MESC SPE 77/312;ISO 15848-2;试验压力;允许泄漏量;保压时间;检测方法doi%0.3969/j.issn.004—890%.202%.02.007中图分类号TQO55.81 文献标识码B 文章编号1004 — 8901(2021)02 — 0024 — 03Comparison of Shell MESC SPE 77/312 and ISO 15848-2JIAOJuan(Xi an Branch of Beijing petrochemical Engineering Co. $ Ltd. $ Xi an Shaanxi 710000, China )Abstract : The different versions of Shell MESC SPE 77/312 and ISO 15848-2 together with their different requirements on test pressure ,allowa-bleleakageamoun1$pressureholding1imeandde1ecionme1hodarein1roducedandsummarizedin1hispaper $whichcanbeofsomehelpinguid-ingtheworkofdesign $processandinspectionpersonnel.Keywords : Shell MESC SPE 77/312 ;ISO 15848-2; test pressure ; allowable leakage amount ; pressure holding time ; detection methoddoi :10. 3969/j. issn. 1004-8901 2021 02. 007目前,随着我国对环境保护要求的日益提高,对于如何减少阀门有害介质向外界环境的逸散排 放,已引起石油化工等领域的高度重视,同时对阀 门的逸散性能提出更高的要求%对于逸散性试验阀门,大部分用户一般会选择壳牌用SHELLMESC SPE 77/312 或者 ISO15848-2 作为检验阀 门性能的标准%但各个用户在合同书中所指定的SHELL MESC SPE 77/312 和 ISO15848-2 标准的 版本不尽相同,甚至会出现同一项目下不同阀种采用不同版本标准的情况%本文介绍了 SHELLMESC SPE 77/312四个不同版本(包括11 0版/ 13. 0〜13. E 版/14. 0〜14. A 版/14. B 版)和 ISO15848 — 2两种版本(2006版/2015版)对试验压 力、允许泄漏量、保压时间和检测方法4个方面的 要求,并进行整理和差异总结,从而为指导相关设计、工艺及检验人员工作提供帮助%1试验压力对比SHELL MESC SPE 77/312 和 ISO15848-2 两 个标准不同版本对于试验压力的对比整理如下(见 表1)从对比分析看,版本升版对于SHELLMESC SPE 77/312试验压力的影响是较大的,两标准之间也存在明显差距,区别之处在于:①SHELLMESC SPE 77/312 — 14. 0相比上一版本,降压试验改变了降压方式;②SHELL MESC SPE 77/312 —14. B 相比上一版本,取消了降压试验;③SHELLMESC SPE 77/312试验压力大小与阀体材料有关;ISO15848-2试验压力为固定值,除非客户有特殊要求%110和13E 版本B 级阀门降压试验见表2,14.0版本试验压力与系数6 对照见表3。
超低温球阀的密封失效分析及其结构设计2003
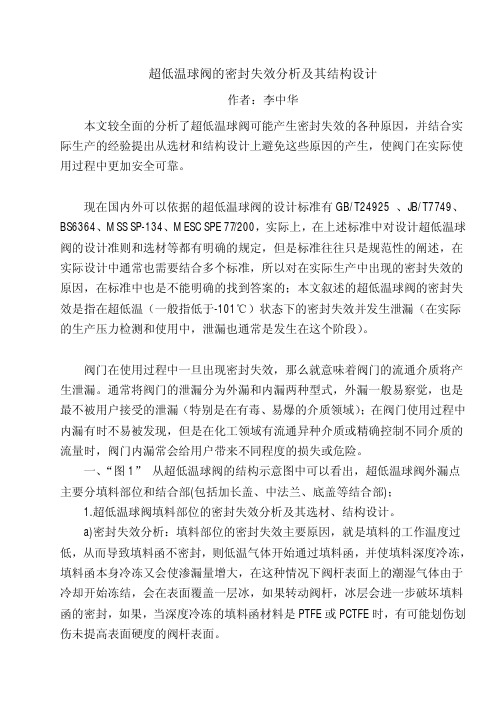
证 U 型圈与阀体接触密封面上的密封比压足够;U 型圈与阀体接触密封面和 U 型圈与支撑圈接触密封面的光洁度应当保证不低于 Ra0.2,U 型圈装入阀体内需 要通过的面(但不需要密封的面)需要圆滑光且洁度不低于 Ra0.8,导向角平坦 且保证 t 值不小于 1.5mm,在装入时应借助工装,缓慢压入,这样才不会损伤 U 型圈;
超低温球阀的密封失效分析及其结构设计
作者:李中华
本文较全面的分析了超低温球阀可能产生密封失效的各种原因,并结合实 际生产的经验提出从选材和结构设计上避免这些原因的产生,使阀门在实际使 用过程中更加安全可靠。
现在国内外可以依据的超低温球阀的设计标准有 GB/T24925 、JB/T7749、 BS6364、MSS SP-134、MESC SPE 77/200,实际上,在上述标准中对设计超低温球 阀的设计准则和选材等都有明确的规定,但是标准往往只是规范性的阐述,在 实际设计中通常也需要结合多个标准,所以对在实际生产中出现的密封失效的 原因,在标准中也是不能明确的找到答案的;本文叙述的超低温球阀的密封失 效是指在超低温(一般指低于-101℃)状态下的密封失效并发生泄漏(在实际 的生产压力检测和使用中,泄漏也通常是发生在这个阶段)。
型圈的 PTFE 的收缩,使的弹簧被压缩,并压死在支撑环上,从而导致 U 型圈与阀体接触密封面上的密封比压不足,并且在低温条件下介质的压 力不足以推动(张开)冷冻的 U 型圈上的 PTFE,导致密封失效; 2) U 型圈与阀体和 U 型圈与支撑环接触面的光洁度不够高,导致密封失效; 3) U 型圈装入导向设计不合理,导致 U 型圈在装入过程中划伤甚至损坏, 从而导致密封失效。