变压器生产流程图
变压器生产工艺流程图
拟制 审核
复核
批准 第 1页
共 1页
用户部品号 ENSTG--2KC1T6O02P1-
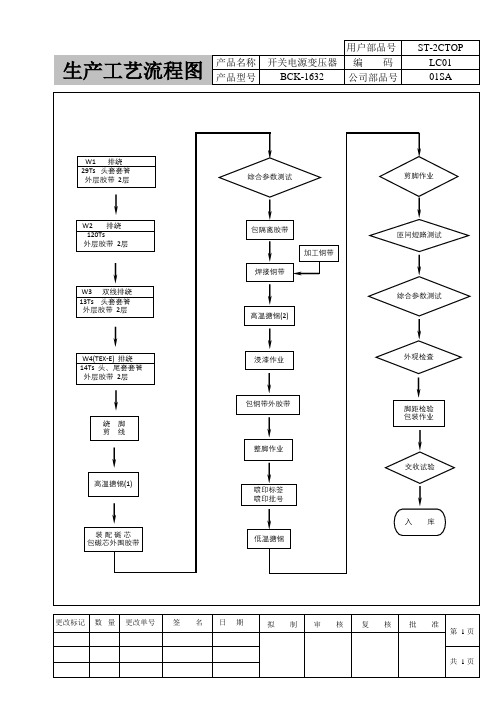
生产工艺流程图 产品名称 开关电源变压器 编 码 ZBCL1C6031200-
产品型号 BCK-1632 公司部品号
01SA
W1 排绕 29Ts 头套套管 外层胶带 2层
W2 排绕 120Ts 外层胶带 2层
W3 双线排绕 13Ts 头套套管 外层胶带 2层
W4(TEX-E) 排绕 14Ts 头、尾套套管 外层胶带 2层
绕脚 剪线
高温搪锡(1)
装配磁芯 包磁芯外围胶带
综合参数测试
包隔离胶带
焊接铜带
加工铜带
高温搪锡(2)
浸漆作业
包铜带外胶带
整脚作业
喷印标签 喷印批号
低温搪锡
剪脚作业 匝间短路测试
综合参数测试
外观检查 脚距检验 包装作业 交收试验 入库
更改标记 数 量 更改单号 签 名 日 期
变压器基本知识介绍
2.1 一层密绕:布线只占一层,紧密的线与线间没有空隙,整 齐不可交叉堆积(如图6.1)
高频变压器制作方法
2.2 均等绕:在绕线范围内以相等的间隔进行绕线;间隔误差在20% 以内算合格(如图6.2)
2.3 多层密绕:在一个绕组一层无法绕完,必须绕至第二层或二层以 上
低频类变压器制作方法介绍
三、 配线
低频有针脚式和引脚式两种,其配线方法也不 相同(详情参见作业指导书)
低频类变压器制作方法介绍
四、 焊 锡
1. 操作步骤 1.1 将Pin 脚沾适量助焊剂。 1.2 焊锡:将脚插入锡槽,深度如下图所示。 1.3 焊锡后不得有漏焊、虚焊现象且焊锡光亮 2. 注意事项 2.1 焊锡时部间约为2-3秒,如果线包接有保险丝,不可焊得太久 2.2 焊温(作业指导书要求) 2.3 锡温需每隔两个小时测试并记录
变压器材料介绍
三、胶带(Tape)
2.高压测试:在测试条件AC4.0KV,50Hz 1mA 1min 下,将3圈胶 带均匀缠绕在导电圆棒上,使胶带与圆棒紧密接触,高压表 笔一支接圆棒,另一支接触胶带表面,胶带不击穿。
变压器材料介绍
四、漆包线(WIRE)
1.漆包线是一条铜线(或导体)经由处理将凡立水被覆在铜线 表面,由于凡立水有绝缘功能,此时铜线经由缠绕变成线圈, 即可用于电磁感应的各种应用 2.我们常用的漆包线:直焊性聚氨酯漆包线(QA)、聚酯漆包 线(QZ)、聚胺基甲酸脂漆(UEW)、聚脂瓷漆包线(PEW)等 3.漆包线耐热等级分为:A级(105°C)、E级(120°C)、B 级(130°C)、F级(155°C)、H级(180°C) 4.漆包线常识:2UEW 耐温120°C,可以直接焊锡;而PEW 耐 温155°C,180°C,焊锡时须脱漆皮
变压器QC流程图

作业程序
执行单位 (浸锡程序) (生产作业指导书) (生产作业指导书)
品管部
制造单位
品管部
异常处理 人
品质工程师
5PCS/1H 5PCS/1H 5PCS/1H
锡炉/刮板 胶带机/ 剪刀
工位不合格统 计表
IPQC检查日报表
PE工程师 生产主管
12 13 14
初级外包
1.垫MYLAR的位置. 1.线的规格,排线层次. 线的颜色 1。胶带规格 2。胶带层数 3。胶带起头和结尾
生产主管 PE工程师
18
DCR测量/ 线包外观
1.阻值 2.室温 3.焊点.骨架.胶带.针脚
2.因电阻直接以温度有关,所以测电阻的 工位必须要挂温度计. 3.参照变压器检查基准之要求检查. 1.铁片不交叉,重叠,生锈,规格不用错. 不得损伤骨架及胶带.要戴手套,加片合 格后要扫清漆。 2.在插片前骨架两侧面要各放一块 MYLAR. 1.测试时要将铁芯加紧.所测的值要在工 艺要求内,才可做下一道工序。 1。油的比重要正确。(8562C绝缘油) 2.油的浓度为40+/-2S.
制造单位
品管部
进料检查报告 进料问题点 纠正预防措施
异常处理 人
品质工程师 采购主管
对物料进行外观、尺寸、性能检查。 2.物料尺寸 2.在检查性能时,可进行组装确认。 3.物料电性、机械性能 3.注意核对来料料号、物料名称、
4.外观检查
数量等。
2 3
仓库储存 备料发料
物料存仓摆放 核对物料名称、数量、编码正确。
生产作业指导书 变压器检查标准
全检
5PCS/1H 5PCS/1H
万用表/温 度计 /
IPQC检查日报表 IPQC检查日报表
油浸式变压器作业工艺流程图
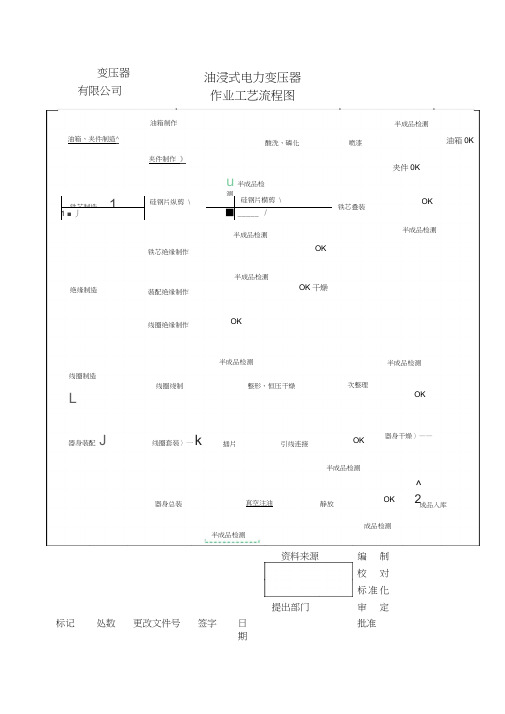
有限公司
油浸式电力变压器
作业工艺流程图
夹件制作》
半成品K
铁芯绝缘制作
半成品检测
OK干燥
绝缘制造
装配绝缘制作
OK
线圈绝缘制作
半成品检测
半成品检测
线圈绕制
次整理
OK
OK
引线连接
插片
半成品检测
^2
OK
静放
器身总装
成品入库
成品检测
半成品检测
夹件0K
酸洗、磷化
油箱0K
整形、恒压干燥
半成品检测
油箱、夹件制造^
器身干燥)——
器身装配J
u半成品检测
■
真空注油
线圈套装〉一k
线圈制造L
油箱制作
铁芯制造1
硅钢片纵剪\
硅钢片横剪\」
1■丿
■
/
资料来源
提出部门
标记
处数
更改文件号
签字
日期
编制 校对 标准化 审定 批准
变压器大修工序流程图

变压器大修工序流程图
全部作记号、记录
缺陷工具材料准备
拆防震板、轱辘卡子、坡度垫板放平
拆地线、梯子二次线、温度表 拆高低压、中性点接头、封母筒子
拆冷却器联管 拆除所有阻碍变压器拉运的障碍物 修理高低压接头螺丝 温度计校验、二次线检查 拉运准备 穿好滑子、修好轱辘、铁轨抹油 冷却器检修、风机、潜油泵大修
做好记号、变压器拉回时恢复
拉运变压器至检修现场 高压预防试
验
拆高低压中性点套管、油枕、防暴筒加装好堵板
变压器放油
至大罐
吊罩(芯)准备搭棚子、直流加温设备准备 一般滤油、真空滤水、除酸滤油
高低压套管检修试验、油枕、瓦斯截门检修 吊罩(芯)检查
内部、换垫、装
钟罩、分接开关
接真空泵、取油
样化验、抽真空、
真空注油
受潮时,变压器干燥 组装高低压、中
性点套管、油枕、
防暴筒、瓦斯继
电器
注满油枕装呼吸
器油压试验放气
倒滑子、将变压
器拉回至原位、
垫好坡度垫铁
高压试验
装冷却器联管、回油、放气、冷
却器试运
装高低压、中性点接头 装二次线、温
度表、调试 变压器各部件调
试
清扫、修漏、喷
漆准备、喷漆
24米高空瓷瓶清扫检查
喷字、编号、相
色、油位检查
自检、整理现场
记录、班级验收
整理现场、机具
回收
车间、总厂验收、
试运行、总结。
变压器生产流程--工字型电感制作流程图

变压器生产流程--工字型电感制作流程图
工字型电感制作流程图.
领料
↓
上线材料确认
↓
QC工程图及作业指导书确认
↓
绕线(确定是以电感还是圈数为准)
↓
预先抽测(电感.直流电阻)
↓
缠线及压脚(线粗的要先校脚)
↓
浸锡(注意浸锡深度)
↓
上套管(注意位置)
↓
烘烤套管
↓
剪脚(注意尺寸)
↓
喷码印字(注意方向)
↓
外观检查处理
↓
校脚
↓
测试(电感.直流电阻)
↓
验脚包装
↓
送检QA检验
↓
外观尺寸检验(治工具确认)↓
电性检验(仪器设备调试)↓
上锡实验
↓
印字恒久性实验
↓
入库.装箱
↓
出货资料准备(出货检验报告.材质证明.ICP测报告.耐压保证书.ROHS保证书)等.
1.线细的产品必须注意浸锡温度不能过高,否则易断线!
2.线粗的产品尽量在先校好脚后再浸锡处理,以免脚被拉变形浸锡后无法校直.。
网络变压器生产流程

九:半成品浸锡/清洗 /烘干
●使用工具:无铅自动锡炉、清洗盆、清洗夹、牙刷、胶篮; ●使用物料:绕好脚的半成品、无浸锡夹具上,在绕线的端脚上沾脚长的1/2的助焊 剂,将摆放好的夹具放在机器的活动架上,然后踩动脚踏开关开始浸锡;
变压器制造流程
十:半成品浸锡检查
●使用工具:放大镜 ●使用物料:浸好过的半成品
操作步骤 1、按半成品工艺标准进行检查 2、焊点不可超出胶壳支柱
诺威培训教材
.
12
标题:Transformer 制造过程(制程)
变压器制造流程
十一:半成品综合测试
●使用工具:测试架、综合测试仪、高压测试仪 ●使用物料:待测试的半成品
13
标题:Transformer 制造过程(制程)
变压器制造流程
十二: 灌胶
●使用工具: 胶瓶、吸管、玻璃板、烤箱 ●使用物料:灌胶材料、待灌胶的产品、稀释剂
操作步骤 1、配胶 2、灌胶 3、烘烤
注意事项 1、配胶比例应按照所有胶料的性质不同而有所不同 2、灌胶量应根据不同产品和所用胶料的不同而决定灌胶量的多少 3、严格按照作业指导书的要求设置烤箱温度和烘烤次数
23 22 21 20
19 18
CABLE SIDE
17 16 15 14
13
33
标题:网络变压器电路设计要求
典型1000M变压器电路及参数
1000BASE-T ELECTRICAL CHARACTERISTICS @ 25oC
INDUCTANCE:
350uH MIN WITH 8mADC BIAS
的温度称为居理点,也叫居理温度。 Volume Resistivity(Ρ) 体电阻率:即1立方米两边的电阻。 Loss Factor(1/uq) 损耗因数:是指磁芯在交变磁场的作用下,功率损耗的大
变压器产品制造工艺介绍

变压器产品制造工艺介绍
一 生产现场环境要求
【装配】引线、器身及大型产品装配作业区为全封闭环境,降尘量≤20 mg/m2·d,相对湿度≤60%;其余作业区降尘量≤50 mg/m2·d。
【线圈】线圈绕制、线圈焊接、压装、整理作业区 为全封闭环境。 降尘量≤20 mg/m2·d,相对湿度≤60%。
【绝缘】绝缘车间所有区域均为全封闭环境,降尘量≤20 mg/m2·d,相 对湿度≤60%。
发运
拆附件
变压器产品制造工艺介绍
三 主要设备功能介绍 (关于变压器装配加工的设备)
装配车间
变压器产品制造工艺介绍
三 主要设备功能介绍(关于变压器装配的设备)一 1 铁心叠装台(铁心制造)
主要用于铁心的叠装和翻身。该设备带有龙门,以便于在铁心叠装完毕后 进行压紧。其工作台面的长度、宽度应大于铁心的长与高,同时副台宽度不 低于铁心的厚度。 2 器身压紧装置(器身压紧) 此工艺设备主要用于器身的压紧,以保证线圈能承受产品在运行过程中产生 时横向力及纵向力,从而保证产品的运行安全。采用何种器身压紧装置,必 须根据产品的结构特点进行确定。例如,我司所生产饿换流变压器产品采用 的软管压紧结构,其所采用的压紧装置为HOUSE管压紧装置,并且需配置一定 数量的软管。根据器身的结构特点及线圈所需的压紧力的要求,最终确定该 压紧装置的型号及软管的型号。
真空滤油机主要用于变压器油的前期处理和后期处理(热油循环)。变 压器油的前期处理是保证注入的变压器油应符合相关工艺参数要求,例如: 变压器油的介损、耐压、含水量、颗粒度等。后期处理(热油循环处理)为 保证产品内部的清洁度、降低绝缘件的表面受潮程度、加快绝缘件的浸油速 度。
变压器产品制造工艺介绍
三 主要设备功能介绍(关于变压器装配的设备)四 7 油冲洗装置(热运行冲洗)
变压器的生产工艺及流程

前言伴随国民经济的飞速发展,我国能源的使用量也在逐年升高。
对于能源的勘探和开采有了更高的要求。
变压器为保证开采进度的顺利开展起着重要的作用,因此提高变压器的整体质量和性能就势在必行。
通过在华鑫变压器公司的实习工作,使我对变压器有了更深入的了解和掌握。
对其各个作业级工艺流程进行分析研究,结合目前的生产工艺结合先进的科学技术,对其生产工艺技术进行不断改进,解决生产环节中由于设备更新不及时、工艺不够规范等等带来的影响发展的因素。
生产过程中,每道工序流程都是十分重要的部分,它不仅关系到生产的进度,而且还直接关系到变压器的整体质量和其性能。
所以说对于每一个作业的流程在不断的技术革新中,改进生产工艺流程,提高变压器质量,体现变压器自身价值所在。
每一道工序、每一道工艺技术都要重视。
目录摘要²²²²²²²²²²²²²²²²²²²²²²²²²²²²²²² 1 Abstract²²²²²²²²²²²²²²²²²²²²²²²²²²²²²² 2 1.绪论²²²²²²²²²²²²²²²²²²²²²²²²²²²²²² 3 1.1课题背景²²²²²²²²²²²²²²²²²²²²²²²²²² 3 1.2概况²²²²²²²²²²²²²²²²²²²²²²²²²²²² 3 2.R型变压器的工艺流程²²²²²²²²²²²²²²²²²²²²²² 43. R性卷铁芯变压器性能特点²²²²²²²²²²²²²²²²²²²² 44. R型卷铁芯结构特点及操作工艺²²²²²²²²²²²²²²²²²² 55. R型变压器现场生产工艺操作及注意事项²²²²²²²²²²²²²² 6 5.1铁芯的制造²²²²²²²²²²²²²²²²²²²²²²²²² 65. 1.1硅钢片的纵剪下料的操作过程步骤及注意事项²²²²²²² 6 5. 1.2曲线开料的操作过程步骤及注意事项²²²²²²²²²²² 75. 1. 3 铁芯卷绕的操作过程步骤及注意事项²²²²²²²²²² 9 5. 1. 4铁芯的退火工艺的操作过程步骤及注意事项²²²²²²²²105.2绕组的绕制²²²²²²²²²²²²²²²²²²²²²²²²²125. 2.1低压线圈的绕制具体操作及要求²²²²²²²²²²²²²135. 2.2高压线圈的绕制具体操作及要求²²²²²²²²²²²² 14 5. 3器身的组装²²²²²²²²²²²²²²²²²²²²²²²²²14 5. 3. 1出头的包扎要求及具体操作工艺²²²²²²²²²²²²²15 5. 3.2引线、出头的焊接要求及具体操作工艺²²²²²²²²²²16 5.4浸漆固化处理²²²²²²²²²²²²²²²²²²²²²²²²16 5. 4. 1浸漆工艺及操作过程²²²²²²²²²²²²²²²²²²175. 4. 2固化处理的具体工艺操作过程²²²²²²²²²²²²²²18 5.5进壳完好处理²²²²²²²²²²²²²²²²²²²²²²²²18 5.5. 1器身装入变压器壳的具体操作过程及注意事项²²²²²²²18 5.5. 2接线腔的安装操作及要求²²²²²²²²²²²²²²²²18 6.变压器的设计原理²²²²²²²²²²²²²²²²²²²²²²²²19 7.其它种类变压器制作介绍²²²²²²²²²²²²²²²²²²²²²207.1简述叠铁芯变压器的制作过程²²²²²²²²²²²²²²²²²20 7.2几种绕组的绕制方式的介绍²²²²²²²²²²²²²²²²²²21 8. R型变压器部分材料的分析²²²²²²²²²²²²²²²²²²²²228.1 NOMEX纸的性能特点²²²²²²²²²²²²²²²²²²²²²22 8.2变压器绝缘材料及特点概况²²²²²²²²²²²²²²²²²²23 9. 变压器的发展²²²²²²²²²²²²²²²²²²²²²²²²²²23 10.结论²²²²²²²²²²²²²²²²²²²²²²²²²²²²²2411. 参考文献²²²²²²²²²²²²²²²²²²²²²²²²²²²2512. 致谢²²²²²²²²²²²²²²²²²²²²²²²²²²²²²26变压器的生产工艺及流程摘要本文主要对变压器的生产过程进行了阐述。
网络变压器电路设计要求

麻花线不能有扭结现象 不能损伤漆包线的漆皮
诺威培训教材
密级:内部公开
2
标题:Transformer 制造过程(制程)
变压器制造流程 二:穿磁环线圈(1)
●使用工具:绕线板、白胶带、胶盘、钩针; ●使用物料:按作业指导书要求选用规定的磁环和备好的麻花线
如由图所示
诺威培训教材
密级:内部公开
3
见右图所示
诺威培训教材
标题:Transformer 制造过程(制程) 变压器制造流程
变压器制造流程图 如右图所示
诺威培训教材
密级:内部公开
1
标题:Transformer 制造过程(制程)
变压器制造流程 一:备料(打麻花线)
● 按工程图纸的要求选用适当规格的漆包线。
● 开启自动麻花线机,按作业指导书要求设定好绕制参数。如附图
2、将浸好锡的产品放入超声波清洗箱清洗5到10分钟,然后用牙刷将脚仔沾污清理干 净,胶壳四周尤其要刷干净;
3、冲洗好的产品摆放在铁盘入110℃±10℃的烘箱烘40-60分钟取出;
注意事项
1、锡炉温度控制在410℃±10℃ 2、无假焊、连锡、锡点大、虚焊等现象
诺威培训教材
密级:内部公开
10
标题:Transformer 制造过程(制程)
见右图所示
诺威培训教材
密级:内部公开
15
标题:Transformer 制造过程(制程)
变压器制造流程
十五:外观检查
●使用工具:放大镜 ●使用物料:待检查的成品 操作步骤 将待检查的成品放在放大镜下进行检查 注意事项 1、检查尺寸是否符合要求 2、检查印字是否合格 3、检查锡点是否合格 4、其他项目外观检查
高频变压器生产工艺

6.变压器要求绕制端控带的,应使用工艺图纸规定的材质、宽度、厚度端控带,端控带绕制
应紧靠骨架线槽的两边,层与层之间应重叠在一起不能分散错位。
7.按工艺要求的圈数绕制端控带,不可多圈少圈。要求用端控带压线的,应将端控带收尾在
绕组起始侧,并使端控带末尾翘起以方便下一道绕线。
<三>.配线
5
1.将绕完线、骨架完好的线包各个绕组引出线缠绕在针脚上,并将多余的线头剪掉的工序
更改记录 更改签名
工艺说明
拟制 审核
名
称
高频变压器
批准
第4 页
共 10 页
文件编号
版本
FWT-0101
1.0
7
<四>.一次焊锡
文档来源为:从网络收集整理.word 版本可编辑.欢迎下载支持.
1.将锡炉温度调到 450---500 度,刮去锡面氧化物,将配完线的线包针脚沾上助焊剂向下放
入锡炉焊锡中 2--4S 垂直取出。
(7).为了避免漆包线的浪费,起末头出线长度应掌握在 18 3 mm。
ห้องสมุดไป่ตู้
(8).绕组中要求加屏蔽带的,屏蔽带应放在线槽的中间,并注意两头的绝缘,起头和结尾
不能接触短路。
<二>.包绝缘胶带或端控带
1. 使用工艺图纸规定的颜色、材质、宽度胶带。使用前检查胶带有无破损穿孔。
2. 按工艺要求的圈数绕制胶带,要求胶带绕制无卷边、圈数正确。
2.焊锡时间不可过长以防将线包烫坏,助焊剂不可粘上线包影响外表清洁。
3.焊过锡的线包骨架应无变形、破损;引脚焊锡光亮,无虚焊、假焊、连焊现象,线包及骨
架不可粘有焊锡。不可将线包胶带烫坏,如有胶带破损现象应立即返回给绕线班修补。
变压器制作流程图
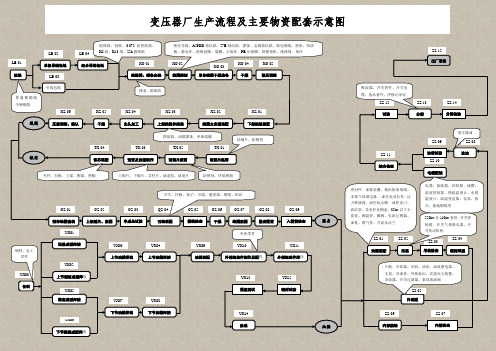
备料 上节油箱拼装 上节侧板成型焊接 上节油箱焊接 箱底成型焊接 下节油箱拼装下节侧板成型焊接下节油箱焊接油箱装配 涂装强度测试 密封试验 外部组装件焊接外部组装件制作及配焊 YX00 YX02YX05YX09 YX08YX06YX07 YX12YX11 YX10 YX14YX13 油箱油箱装配吊装密封焊接外装配内部接线注油电缆配线 综合检查分解出厂准备ZZ-08 ZZ-11 ZZ-10ZZ-04 ZZ-03 ZZ-01 ZZ-02 ZZ-05 ZZ-07 ZZ-06 ZZ-13 ZZ-09ZZ-12 ZZ-14 变压器厂生产流程及主要物资配套示意图吊装检查内部检查油密试验 试验分解检验钢材、金工零件 外协零件 LB-01 顶盖成型焊接 YX04 YX03 YX01 拉线 单根导线包纸 LB-02 引线包纸LB-03 组合导线包纸 LB-04绝缘筒、撑条安装 线圈绕制 单体线圈干燥准备 干燥 紧压调整 XQ-01 XQ-02 XQ-03XQ-04 XQ-05 下部绝缘装配 线圈主空道装配 上部绝缘件组装 出头加工 干燥 压紧调整、确认 XZ-06 XZ-05 XZ-04 XZ-03 XZ-02 XZ-01 整体线圈套装 上轭插片、紧固 引线装配 干燥 线圈紧固 器身配置 QZ-07 QZ-06 QZ-05 QZ-04 QZ-03 QZ-02 QZ-01 QZ-08 QZ-09 硅钢片纵剪 硅钢片横剪 预置及油道制作 铁芯装配 铁芯 线圈 器身入箱前检查 接线检查 半成品试验 普通裸铜线半硬铜线绝缘纸、割纸、0.075高密度纸、K8纸、K13纸、22h 微皱纸 撑条、绝缘筒 换位导线、A59DD 皱纹纸、57B 皱纹纸、撑条、金属皱纹纸、纸包铜线、垫块、挡油板、静电环、绝缘套圈、端圈、正角环、PB 压紧圈、铁轭垫块、绝缘筒、角环 硅钢片、防锈剂防锈剂、环氧树脂 上轭片、下轭片、芯柱片、油道扣、油道片 夹件、拉板、上梁、侧梁、垫脚 搭接筒、油隙撑条、单体线圈 开关、托板、端子、引线、避雷器、铜排、铝泊 片散、冷却器、风机、油泵、油流继电器、支架、导油管、外装标识、充氮灭火装置、净油器、开关过滤器、事故放油阀密封件、油枕胶囊、箱沿胶条球阀、本体气体继电器 、油位表及拉杆、压力释放阀、油位标志牌、油样活门、波纹管、导电杆及铜盖、35kv 以下小瓷套、测温管、蝶阀、电流互感器、油枕、联气管、升高及法兰电缆、接线箱、控制箱、线槽、温度控制器、绕组温度计、水银温度计、油温变送器、仪表、接头、接地铜线等变压器油吸湿器、开关附件、开关电缆、备品备件、冲撞记录仪TX-04 TX-03 TX-02 TX-01220kv 及110kv 套管、开关控制箱、开关气体继电器、开关传动机构ZZ-15。
通用作业指导书
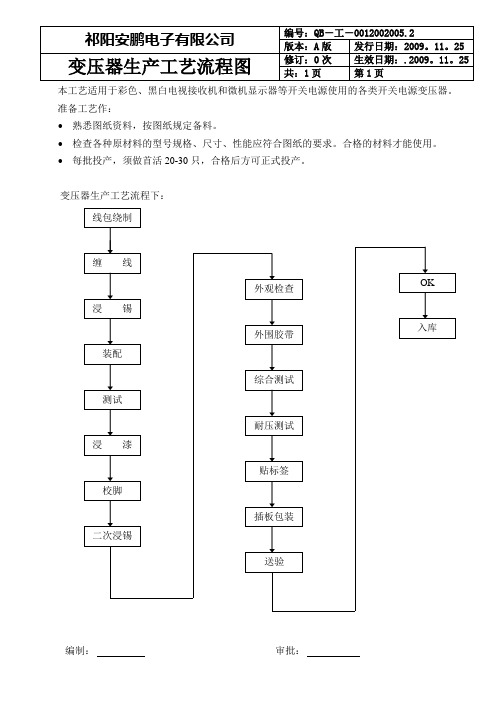
本工艺适用于彩色、黑白电视接收机和微机显示器等开关电源使用的各类开关电源变压器。
准备工艺作:
•熟悉图纸资料,按图纸规定备料。
•检查各种原材料的型号规格、尺寸、性能应符合图纸的要求。
合格的材料才能使用。
•每批投产,须做首活20-30只,合格后方可正式投产。
变压器生产工艺流程下:
绕线工位作业指导书
共:2页第2页
2.包胶带
<1>所用胶带规格应符合图纸要求;
<2>包胶带层数应符合图纸要求;
<3>胶带必须包紧、包正、包平。
绕组间绝缘胶带起末端应在线包的两个正面(即有引脚的两个面),避开线包的两侧
面(即磁芯安装槽),包完后胶带走末端必须重迭5-10mm。
胶带端头不可卷起。
线包最外层胶带起末端应在线包的侧面,收尾应超过中心线,但不能超过“磁芯边线”
(最好平齐“磁芯边线”)。
胶带收尾范围如图所示:
<4>绕组间绝缘层为聚酯薄膜时,应保持膜面清洁,起末端重迭5-10mm。
<5>当骨架绕线槽内绕组两端无隔带、无端空时则绕组间绝缘胶带在绕线槽两过应呈现上
翘的半圆弧状,以提高绕组间的绝缘性能。
如图1示
<6>使用剪刀等利器时,要防止划破、划伤胶带。
3.上隔带
隔带规格应符合图纸要求。
按图纸要求包隔带。
隔带须紧靠绕线槽两端档墙,包整齐。
4.设备工具
剪刀、绕线机、胶带机
变压器测试分析仪TF-6886,H-3200B。
变压器流程
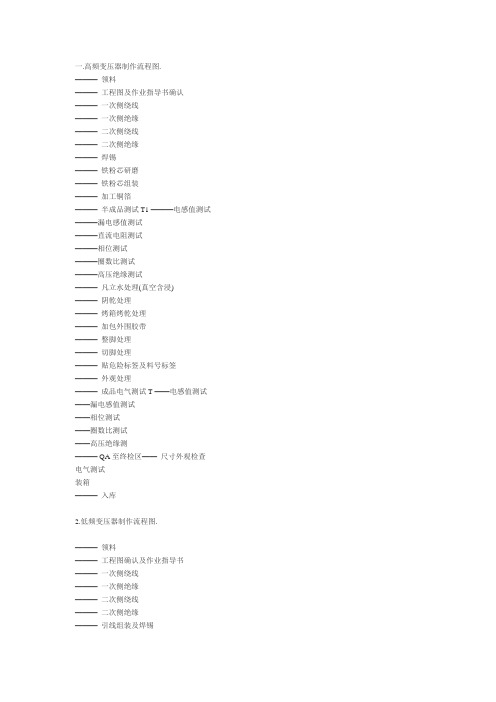
一.高频变压器制作流程图.———领料———工程图及作业指导书确认———一次侧绕线———一次侧绝缘———二次侧绕线———二次侧绝缘———焊锡———铁粉芯研磨———铁粉芯组装———加工铜箔———半成品测试T1 ———电感值测试———漏电感值测试———直流电阻测试———相位测试———圈数比测试———高压绝缘测试———凡立水处理(真空含浸)———阴乾处理———烤箱烤乾处理———加包外围胶带———整脚处理———切脚处理———贴危险标签及料号标签———外观处理———成品电气测试T ——电感值测试——漏电感值测试——相位测试——圈数比测试——高压绝缘测——— QA至终检区——尺寸外观检查电气测试装箱———入库2.低频变压器制作流程图.———领料———工程图确认及作业指导书———一次侧绕线———一次侧绝缘———二次侧绕线———二次侧绝缘———引线组装及焊锡———半成品断线测试T1———线架组装及矽钢片组装———矽钢片补片敲平———铁带组装———半成品测试T2 电压测试电流测试高压绝缘测试———凡立水处理(真空含浸) ———阴乾处理———烤箱烤乾处理———加包外围胶带———整脚处理———切脚处理———贴危险标签及料号标签———外观处理———成品电气测试T3 电压测试电流测试高压绝缘测试——— QA至终检区--—尺寸外观检查电气测试装箱———入库3. 圆盘制作流程图.———领料———工程图确认及作业指导书———铁芯加工———固定铁芯———绕线———固定———上线盘———刷凡立水———阴乾———剪线———剥漆———上套管,端子———焊锡———外观———贴标签———包装———入库4.ADAPTOR制作流程图.———领料———工作指令及作业指导书确认———插件———焊锡———切脚———补焊———焊DC CORD———剪DC 线头———清理PCB板———折PCB板——— PCB板测试T1———焊次级至PCB———焊初级至AC PIN ———半成品电气测试T2 ———组装CASE———超音波封壳———成品电气测试T3———贴铭板———尺寸外观检查———装箱——— FQC检验———入库5. T CORE 线圈制作流程图.———领料———工程图确认及作业指导书———裁线———钩线———上底座———压脚.整脚———焊锡———半成品测试T1———含浸处理———阴乾处理———烘烤处理———冷却处理———剪脚———外观———成品测试T2———包装——— FQC检验———入库6. R CORE 线圈制作流程图.———领料———工程图确认及作业指导书———卷线———焊锡———上铁芯(点A.B胶)———烤胶———上套管(或含浸处理)———烘烤套管(或烤乾凡立水)———切脚———外观———测试T1———包装——— FQC检验———入库7. DR CORE 线圈制作流程图.———领料———工程图确认及作业指导书———绕线———理线压脚———焊锡———上套管———烘烤套管———切脚———外观———测试T1———包装——— FQC检验———入库Ⅴ.工程图工程图内容包括:线路图、剖面图、使用之CORE、BOBBIN、绕制说明、电气测试、外观图等说明一. 线路图:1. 符号说明:A. 表示起绕点B. 表示出线引到线轴的端子上.C. 表示不接PIN的出线.F1为英文FLYING-LEAD的字头,意思为飞出来的引线,我们可称之为飞线.D. 表示变压器的铁芯,其左边为初级,右边为次级,E. 表示铜箔.F. 表示外铜箔G. 表示套管Ⅵ.变压器制作工法(A:高频类)一.绕线1.材料确认1.1 BOBBIN规格之确认.1.2不用的PIN须剪去时,应在未绕线前先剪掉,以防绕完线后再剪除时会刮伤WIRE或剪错脚,而且可以避免绕线时缠错脚位.1.3 确认BOBBIN完整:不得有破损和裂缝.1.4将BOBBIN正确插入治具,一般特殊标记为1脚(斜角为PIN 1),如果图面无注明,则1脚朝机器. 1.5须包醋酸布的先依工程图要求包好,紧靠BOBBIN两侧,再在指定的PIN上先缠线(或先钩线)后开始绕线,原则上绕线应在指定的范围内绕线2.绕线方式根据变压器要求不同,绕线的方式大致可分为以下几种2.1一层密绕:布线只占一层,紧密的线与线间没有空隙.整齐的绕线. (如图6.1)2.2 均等绕:在绕线范围内以相等的间隔进行绕线;间隔误差在20%以内可以允收.(如图6.2)2.3 多层密绕:在一个绕组一层无法绕完,必须绕至第二层或二层以上,此绕法分为三种情况:a.任意绕:在一定程度上整齐排列,达到最上层时,布线已零乱,呈凹凸不平状况,这是绕线中最粗略的绕线方法.b.整列密绕:几乎所有的布线都整齐排列,但有若乾的布线零乱(约占全体30%,圈数少的约占5%REF).c.完全整列密绕:绕线至最上层也不零乱,绕线很整齐的排列著,这是绕线中最难的绕线方法.2.4 定位绕线:布线指定在固定的位置,一般分五种情况(如图6.3)2.5 并绕:两根以上的WIRE同时平行的绕同一组线,各自平行的绕,不可交叉.此绕法大致可分为四种情况:(如图6.4)3.注意事项:3.1当起绕(START)和结束(FINISH)出入线在BOBBIN同一侧时,结束端回线前须贴一块横越胶布(CROSSOVER TAPE)作隔离。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
管 控 重 點
◇銅箔焊點管控 ◇引線焊接 PIN 位確認.
郡懋電子(东莞)有限公司
【 變壓器類 】產品工藝流程圖
項目 文件編號 FS-382-0026 文件名稱 變壓器生產工藝流程 审 核: 董艳军
發行日期:2011-10-20 版本:1.0
制 定:
张忠平
P3 OF P3
流 程 圖
外 檢 測 試 擺 盤 FQC 檢驗 包 裝 入 庫
圖 片 說 明
◇標示是否正確. ◇圈數測試. ◇L.LK.DCR 測試 ◇HI-POT 測試. ◇位測試. ◇包裝材料確認 ◇包裝數量確認 ◇包裝方式管控 ◇外觀檢驗 ◇電性抽測 ◇包裝方式確認 ◇包裝外箱材料確認 ◇包裝標示數量確認 ◇包裝安全管控 ◇庫存安全管控 ◇包裝.儲存.防護
管 控 重 點
◇產品是否破損缺損 ◇產品是否粘異物 ◇其它有關要求
圖 片 說 明
◇銅箔.引線規格確認 ◇圈數測試. ◇L.LK.DCR 測試 ◇HI-POT 測試. ◇相位測試. ◇含浸比重管控 ◇含浸時間管控. ◇含浸深度管控. ◇烘烤時間管控 ◇烘烤溫度管控. ◇PIN 距管控 ◇PIN.排距管控 ◇剪 PIN 位管控 ◇標示.贴料號確認 ◇標籤.標示週期管控 ◇標籤.標示部位管控
管 控 重 點
◇品名規格確認. ◇包裝.數量確認. ◇檢驗狀態確認.
郡懋電子(东莞)有限公司
【 變壓器類 】產品工藝流程圖
項目 文件編號 FS-382-0026 文件名稱 變壓器生產工藝流程 审 核: 董艳军
發行日期:2011-10-20 版本:1.0
制定:
张忠平
P2 OF P3
流 程 圖
焊銅箔.引線 半成品測試 含 浸 烘 烤 整腳 PIN 產品標示
郡懋電子(东莞)有限公司
【 變壓器類 】產品工藝流程圖
項目 文件編號 FS-382-0026 文件名稱 變壓器生產工藝流程 审 核: 董艳军
發行日期:2011-10-20 版本:1.0
制定:
张忠平
P1 OF P3
流 程 圖
領 料 繞 線 包膠帶 理 線 焊 錫 CORE 組裝
圖 片 說 明
◇材料標示核對. ◇銅線規格核對. ◇繞線 PIN.位確認. ◇纜線進出槽位確認. ◇繞線圈數確認 ◇麥拉膠帶規格確認 ◇麥拉膠帶圈數核對. ◇膠帶寬度安全距離保證. ◇麥拉膠帶不可刺破. ◇理線圈數滿一圈以上. ◇理線腳位確認. ◇理線不可超过凸点. ◇焊锡深度管控 ◇焊锡温度确认. ◇焊锡时间管控 ◇RoHS 管控 ◇组装 CORE 材質確認. ◇GAP CORE 方向管控. .