换挡叉机械加工工艺过程卡片
{推荐}变速器换挡叉”零件的的机械加工工艺及工艺装配

变速器换挡叉”零件的的机械加工工艺及工艺装配郑州航空工业管理学院机械制造技术课程设计2012 级机械设计制造及其自动化s 专业1206961 班级题目设计“变速器换挡叉”零件的的机械加工工艺及工艺装配姓名学号指导教师刘元朋职称副教授二О一三年六月十五日《机械制造技术》课程设计成绩评定机械制造技术课程设计任务书4(一)、设计目的4(二)、设计内容及要求4一、零件的分析51.1零件的作用51.2零件的工艺分析5二、工艺规程设计62.1毛坯的选择62.1.1确定毛坯的制造形式62.1.2确定毛坯的技术要求62.2选择定位基准:62.3制定工艺路线:72.3.1零件的加工方法及工艺路线方案72.3.2机械加工余量、工序尺寸及公差的确定:8三、变速器换挡叉加工工序卡片17机械制造技术课程设计任务书(一)、设计目的课程设计是培养学生综合运用所学的基础理论和专业基础知识,独立解决问题的一个重要实践环节,因此,通过设计应达到以下目的:(1)学习正确的调查研究方法,收集国内外有关资料,熟悉有关标准、规格、手册和资料的应用。
掌握正确的编制工艺规程和夹具设计的思想、方法及手段,学会正确使用有关手册及其技术资料。
(2)能运用所学基本理论知识,独立的分析和拟订一个零件的合理工艺路线和确定工件在加工中的定位、夹紧等方案,编制工艺规程。
根据工装设计任务书正确解决工件在加工时的定位和夹紧问题,选择合理的夹具结构方案,进行必要的计算,设计出符合优质、高效、低成本的夹具。
(3)进一步培养学生分析研究结构工艺性问题,提高结构设计的能力和编写技术文件等的基本技能。
(4)进一步了解有关机床、刀具和量具等工装知识。
(二)、设计内容及要求(1)课程设计题目题目:设计“变速器换挡叉”零件的的机械加工工艺及工艺装配(2)生产纲领生产纲领:5000件/年(中批量)(3)设计内容及要求:1.零件图(A3)1张2.毛胚图(A4)1张3.机械加工工艺过程卡片(A4)4.机械加工工序卡片(A4,1套)一、零件的分析1.1零件的作用题目所给的零件是变速器换档叉。
倒档变速叉工艺过程卡

二
立式钻床Z525
麻花钻,游标卡尺
40
热
淬火E表面和R34端面
机
二
50
铣
铣叉口
机
二
立式铣床X52
面铣刀,游标卡尺
60
铣
精铣R34端面
机
二
立式铣床X52
面铣刀,游标卡尺
70
车
车R23内圆
机
二
车床CA6140
内圆车刀,游标卡尺
80
铣
铣宽15mm的槽
机
二
立式铣床X51
面铣刀,游标卡尺
90
钻
钻M10螺纹底孔,攻丝M10
机
二
立式钻床Z525
麻花钻,游标卡尺
100
钳
去毛刺
110
检验
检验入库
机械加工工艺过程卡片
产品型号
零件图号
产品名称
倒档变速叉
零件名称
倒档变速叉
共1页
第1页
材料
HT200
毛坯种类
铸造
毛坯外形尺寸
每毛坯可制
件数
1
每台
件数
1
备注
序பைடு நூலகம்
号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
10
铸造
铸造
机
一
20
铣
粗铣Φ24右端面
机
二
立式铣床X52
面铣刀,游标卡尺
30
钻
钻,扩,铰Φ16孔
机械加工工艺设计过程卡片

机械加工工艺过程卡片机械加工工艺过程卡片产品型号低速轴零件图号产品名称零件名称共 1 页第 1 页材料牌号毛坯种类轧制件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注工艺号工名序称工序内容车间工段设备工艺装备工时/s准终单件1 车,钻装夹,钻中心孔,粗车外圆,平端面CA6136 三爪卡盘,90°车刀,中心钻2 切槽切退刀槽,倒角CA6136 三爪卡盘,45°车刀,切断刀4 切槽切退刀槽,倒角CA6136 三爪卡盘,45°车刀,切断刀热处理热处理5 车精车外圆CA6136 三爪卡盘,游标卡尺,90°车刀6 调头调头装夹,精车外圆7铣铣键槽12×5×20型平键万能铣床平口钳,铣刀铣铣键槽14×5.5×25型平键万能铣床平口钳,铣刀淬火淬火8 磨削粗,精磨外圆描图去毛刺由钳工修整,去毛刺钳工台锉刀描校中检检查尺寸,表面粗糙度塞规百分尺卡尺清洗清洗清洗机底图号终检检查尺寸,表面粗糙度塞规百分尺卡尺装订号设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)评分表序号考核评价项目考核内容学生自检小组互检教师终检配分成绩1过程性考核专业能力相关知识点的学习40零件定位基准的选择原则能够正确选择零件加工时的定位基准2 方法能力信息收集、自主学习、分析解决问题、归纳总结及创新能力10 3 社会能力团队协作、沟通协调、语言表达能力及安全文明、质量保障意识104常规考核个人能力理论知识综合考核情况305 其他出勤、课堂纪律、回答问题、作业完成情况10加工余量表机械加工工序1卡片机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号车,钻毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数车床CA3136夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 平端面3mm三爪卡盘,90°车刀,中心钻700 0.67 0.5 3 62 转中心孔400 0.9 1 5 53 粗车φ65--51.8×176mm 400 0.9 2.2 13.2 64 粗车φ51.8--46.5×148mm 400 0.9 2.65 5.3 25 粗车φ46.5--40.5×58mm 400 0.9 26 3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数车床CA6132夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 切2×1的退刀槽三爪卡盘,45°车刀,切断刀120 1 0.25 0.75 12 倒角2c 400 0.67 0.4 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 低速轴共1 页 第 1 页车间 工序号工序名称 材 料 牌 号调头,钻,车 45钢 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数每 台 件 数轧制件 φ65×251 1 1 设备名称设备型号 设备编号同时加工件数车床 CA6136夹具编号夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 调头装夹 三爪卡盘,90°车刀,中心钻2 平端面3mm 7000.67 0.5 2 43 钻中心孔400 0.9 1 5 5 4 粗车φ65--61.8×69mm 400 0.9 1.6 3.2 2 5 粗车φ61.8--46.5×29mm 4000.9 2.655.32设 计(日期)审 核(日期) 标准化(日期) 会 签(日期)机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数车床CA6136夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 切2×1的退刀槽三爪卡盘,45°车刀,切断刀120 1 0.25 0.75 12 倒角2c 400 0.67 0.4 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号车毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数车床CA6136夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车φ46.5--45.5×29mm三爪卡盘,游标卡尺,90°车刀710 1.883 0.2 1 52 半精车φ61.8--60×40mm 710 1.883 0.2 1.8 9设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号调头,车毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数车床CA6136夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 调头装夹三爪卡盘,游标卡尺,90°车刀2 半精车φ40.5--39×58mm 710 1.883 0.3 1.5 53 半精车φ46.5--45.5×90mm 710 1.883 0.2 1 54 半精车φ51.8--50×28mm 710 1.883 0.2 1.8 9设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序7卡片机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号铣毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数铣床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣键槽12×5×20型平键平口钳,铣刀低速0.7 1 5 52 铣键槽14×5.5×25型平键低速0.7 1.1 5..55设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序8卡片机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共 1 页第 1 页车间工序号工序名称材料牌号磨削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件Φ65×251 1 1设备名称设备型号设备编号同时加工件数M1432B夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备工件转速砂轮速度进给量磨削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗磨φ45.5--45.2×90mm专用夹具10 30 0.020.3 152 精磨φ45.2--45×90mm 0.2 103 粗磨φ45.5--45.2×29mm 0.3 154 精磨φ45.2--45×29mm 0.2 10设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工艺过程卡片产品型号零件图号产品名称减速器零件名称下箱体共 1 页第 1 页材料牌号毛坯种类轧制件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注工艺号工名序称工序内容车间工段设备工艺装备工时/s准终单件1 装夹,铣夹持箱体底座的毛坯铸件,加工底面万能铣床平口钳粗,精铣下箱体底面万能铣床平口钳,铣刀2 装夹,铣将下箱体底面作为基准,加工下箱体的顶面万能铣床平口钳粗,精铣下箱体顶面万能铣床平口钳,铣刀3 装夹,铣将下箱体底面,顶面作为夹持面加工下箱体宽度方向的两侧面万能铣床平口钳粗,精铣下箱体侧面万能铣床平口钳,铣刀4 装夹,铣以刚加工的这个平面为夹持底面装夹,铣削其对面万能铣床平口钳粗,精铣下箱体侧面万能铣床平口钳,铣刀5 钻,磨钻出连接孔和销孔钻床平口钳,钻头粗磨下箱体底面磨床描图描校去毛刺由钳工修整,去毛刺钳工台锉刀中检检查尺寸,表面粗糙度塞规百分尺卡尺底图号清洗清洗清洗机终检检查尺寸,表面粗糙度塞规百分尺卡尺装订号设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 下箱体共1 页 第 1 页车间 工序号工序名称 材 料 牌 号装夹,铣 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件 1 1 设备名称设备型号设备编号同时加工件数铣床夹具编号 夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 夹持箱体底座的毛坯铸件,加工底面 平口钳,铣刀2 粗铣下箱体底面至188.5mm 低速档 1.3 6.5 53 精铣下箱体底面至187.5mm 高速档 0.2 1 5设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 下箱体共1 页 第 1 页车间 工序号工序名称 材 料 牌 号装夹,铣 毛 坯 种 类毛坯外形尺寸 每毛坯可制件数每 台 件 数铸件1 1 设备名称设备型号设备编号同时加工件数铣床夹具编号 夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 将下箱体底面作为基准,加工下箱体的顶面 平口钳,铣刀2 粗铣下箱体顶面至181mm 低速档 1.3 6.5 53 精铣下箱体顶面至180.5mm 高速档 0.1 0.5 5设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品型号零件图号产品名称减速器零件名称下箱体共 1 页第 1 页车间工序号工序名称材料牌号装夹,铣毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数铣床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 将下箱体底面,顶面作为夹持面加工下箱体宽度方向的两侧面平口钳,铣刀2 粗铣下箱体侧面至208.5mm 低速档 1.3 6.5 53 精铣下箱体侧面至207.5mm 高速档0.2 1 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 下箱体共1 页 第 1 页车间 工序号工序名称 材 料 牌 号装夹,铣 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件 1 1 设备名称设备型号设备编号同时加工件数铣床夹具编号 夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 以刚加工的这个平面为夹持底面装夹,铣削其对面 平口钳,铣刀2 粗铣下箱体侧面至201mm 低速档 1.3 6.5 53 精铣下箱体侧面至200mm 高速档 0.2 1 5设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 下箱体共1 页 第 1 页车间 工序号工序名称 材 料 牌 号钻,磨 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件 1 1 设备名称设备型号设备编号同时加工件数钻床夹具编号 夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 钻出连接孔和销孔 专用夹具,钻头2 粗磨下箱体顶面至180.2mm 低速档 0.15 0.3 23 精磨下箱体顶面至180mm 高速档 0.1 0.2 2设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工艺过程卡片产品型号零件图号产品名称减速器零件名称上箱体共 1 页第 1 页材料牌号毛坯种类轧制件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注工艺号工名序称工序内容车间工段设备工艺装备工时/s准终单件1 装夹,铣夹持上箱体底座的毛坯铸件,加工底面万能铣床平口钳粗,精铣上箱体底面万能铣床平口钳,铣刀2 装夹,铣将上箱体底面,顶面作为夹持面加工上箱体宽度方向的两侧面万能铣床平口钳粗,精铣上箱体侧面万能铣床平口钳,铣刀3 装夹,铣以刚加工的这个平面为夹持底面装夹,铣削其对面万能铣床平口钳粗,精铣上箱体侧面万能铣床平口钳,铣刀4 钻,磨钻出连接孔和销孔万能铣床平口钳,钻头粗磨上箱体底面磨床5 盒盖,镗孔上,下箱体盒盖镗床平口钳,钻头镗孔镗刀6 镗槽镗内槽镗床镗刀描图描校去毛刺由钳工修整,去毛刺钳工台锉刀中检检查尺寸,表面粗糙度塞规百分尺卡尺底图号清洗清洗清洗机终检检查尺寸,表面粗糙度塞规百分尺卡尺装订号设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 上箱体共1 页 第 1 页车间 工序号工序名称 材 料 牌 号装夹,铣 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件 1 1 设备名称设备型号设备编号同时加工件数铣床夹具编号 夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 夹持上箱体底座的毛坯铸件,加工底面 平口钳,铣刀2 粗铣上箱体底面至188.5mm 低速档 1.3 6.5 53 精铣上箱体底面至187.5mm 高速档 0.2 1 5设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品型号零件图号产品名称减速器零件名称上箱体共 1 页第 1 页车间工序号工序名称材料牌号装夹,铣毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数铣床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 将上箱体底面,顶面作为夹持面加工上箱体宽度方向的两侧面平口钳,铣刀2 粗铣上箱体侧面至208.5mm 低速档 1.3 6.5 53 精铣上箱体侧面至207.5mm 高速档0.2 1 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 上箱体共1 页 第 1 页车间 工序号工序名称 材 料 牌 号装夹,铣 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件 1 1 设备名称设备型号设备编号同时加工件数铣床夹具编号 夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 以刚加工的这个平面为夹持底面装夹,铣削其对面 平口钳,铣刀2 粗铣上箱体侧面至201mm 低速档 1.3 6.5 53 精铣上箱体侧面至200mm 高速档 0.2 1 5设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 上箱体共1 页 第 1 页车间 工序号工序名称 材 料 牌 号钻,磨 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件 1 1 设备名称设备型号设备编号同时加工件数钻床夹具编号 夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 钻出连接孔和销孔 专用夹具,钻头2 粗磨上箱体底面至187.2mm 低速档 0.15 0.3 23 精磨上箱体底面至187mm 高速档 0.1 0.2 2设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 下箱体共1 页 第 1 页车间 工序号工序名称 材 料 牌 号盒盖,镗孔 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件 1 1 设备名称设备型号设备编号同时加工件数镗床夹具编号 夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终 单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时 r/minm/minmm/r mm 机动 辅助 1 上,下箱体盒盖 专用夹具,镗刀2 粗镗φ27.5至φ34 低速档 1.3 6.5 53 精镗φ34至φ35 高速档 0.2 1 54 粗镗φ37.5至φ44 低速档 1.3 6.5 5 5 精镗φ44至φ45 高速档 0.2 1 5设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品型号零件图号产品名称减速器零件名称上箱体共 1 页第 1 页车间工序号工序名称材料牌号镗内槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数镗床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗镗φ35至φ42宽3mm专用夹具,镗刀低速档 1 7 72 精镗φ42至φ43宽3mm 高速档0.2 1 53 粗镗φ45至φ52宽3mm 低速档 1 7 74 精镗φ52至φ53宽3mm 高速档0.2 1 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
变速器换挡叉工艺工序卡
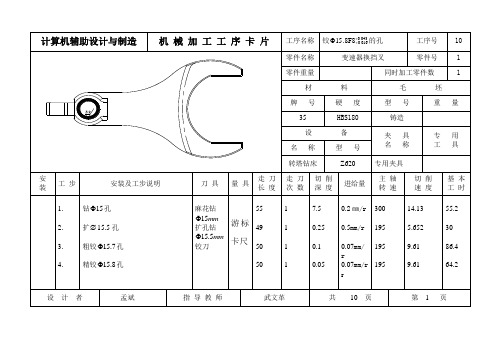
计算机辅助设计与制造机械加工工序卡片工序名称铰043.0016.08F8.15++Φ的孔工序号10零件名称变速器换挡叉零件号 1零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号转塔钻床Z620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1.2.3.4.钻15Φ孔扩∅15.5孔粗铰15.7Φ孔精铰15.8Φ孔麻花钻15mmΦ扩孔钻15.5mmΦ铰刀游标卡尺5549505011117.50.250.10.050.2㎜/r0.5mm/r0.07mm/r0.07mm/rr30019519519514.135.6529.619.6155.23086.464.2 设计者孟斌指导教师武文革共10 页第 1 页计算机辅助设计与制造机械加工工序卡片工序名称粗铣叉口19 5.9⨯两内侧面工序号10零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时粗铣叉口19 5.9⨯两内侧面硬质合金立铣刀游标卡尺卡板50 1 2mm 0.15mm 450r/min 56.52m/min 10 设计者孟斌指导教师武文革共10 页第 2 页计算机辅助设计与制造机械加工工序卡片工序名称粗铣16x56两侧面工序号30零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时粗铣16x56两侧面高速钢镶齿三面刃铣刀40mmΦ15β=︒游标卡尺卡板70 1 2mm 0.08mm/r 165r/min 20.7m/min 20设计者孟斌指导教师武文革共10 页第 3 页计算机辅助设计与制造机械加工工序卡片工序名称粗铣叉口前后两侧面工序号40零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时粗铣叉口前后两侧面高速钢镶齿三面刃铣刀225mmΦ15β=︒游标卡尺卡板55 1 2mm 0.08mm/r165r/min 26.7m/min60设计者孟斌指导教师武文革共10 页第 4 页计算机辅助设计与制造机械加工工序卡片工序名称切槽粗铣16.5x14.5面铣11x9.65铣16.5x42.9面工序号50零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1.2.3.4. 切槽粗铣16.5x14.5面铣11x9.65铣16.5x42.9面切槽刀高速钢镶齿三面刃铣刀40mmΦ15β=︒游标卡尺卡板55254055222222220.15mm/r0.08mm/r0.08mm/r0.05mm/r190r/min165r/min165r/min165r/min8.35m/min20.7m/min20.7m/min20.7m/min2471218设计者孟斌指导教师武文革共10 页第5 页计算机辅助设计与制造机械加工工序卡片工序名称精铣叉口两内侧面工序号60零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣叉口两内侧面高速钢镶齿三面刃铣刀40mmΦ8β=︒游标卡尺卡板50 1 0.2mm 0.08mm/r 115r/min 14.4m/min20设计者孟斌指导教师武文革共10 页第6页计算机辅助设计与制造机械加工工序卡片工序名称精铣16x56两侧面工序号70零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣16x56两侧面高速立铣刀游标卡尺卡板701mm 0.2mm 0.08mm/r/r115r/min 14.426设计者孟斌指导教师武文革共10 页第7 页计算机辅助设计与制造机械加工工序卡片工序名称精铣叉口前后两侧面工序号80零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣叉口前后两侧面高速钢镶齿三面刃铣刀225mmΦ8β=︒游标卡尺卡板55 1 0.2mmm 0.08mm/r 29.5r/min 20.8m/min 74设计者孟斌指导教师武文革共10 页第8页计算机辅助设计与制造机械加工工序卡片工序名称精铣16.5x42.9面工序号90零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣16.5x42.9面高速钢镶齿三面刃铣刀40mmΦ8β=︒游标卡尺卡板55 1 0.2 0.08mm/r 115r/min 14.4m/s 30设计者孟斌指导教师武文革共10 页第9 页计算机辅助设计与制造机械加工工序卡片工序名称攻螺纹M10x1-H7工序号100零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号钳工台专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时攻螺纹M10x1-H7 M10丝锥27 1 5 1.25mm/r 190r/s 5.97m/s 86设计者孟斌指导教师武文革共10 页第10 页。
机械加工工艺过程卡片

机械加工工艺过程卡片评分表加工余量表机械加工工序1卡片机械加工工序卡片产品型号零件图号产品名称减速器零件名称低速轴共1页第1页车间工序号工序名称材料牌号车,钻毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件①65X 251 1 1设备名称设备型号设备编号同时加工件数车床CA3136夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时/S准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/mi n m/min mm/r mm机动1辅助1 平端面3mm-—爪—舟on ° 4 丁f 土1丿['\仕700 0.67 0.5 3 62 转中心孔400 0.9 1 5 53 粗车0 65--51.8 X 176mm 400 0.9 2.2 13.2 64 粗车0 51.8--46.5 X 148mm -三爪卡盘,90 车丿J,中心钻400 0.9 2.65 5.3 25 粗车0 46.5--40.5 X 58mm 400 0.9 26 3审核(日期)标准化(日期)设计(日期)校对(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称减速器零件名称低速轴共1页1第1页车间工序号工序名称材料牌号调头,钻,车45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件0 65X 251 1 1设备名称设备型号设备编号同时加工件数车床CA6136夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时/S准终单件工步号主轴转速r/mi n切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动I辅助调头装夹平端面3mm 700 0.670.5钻中心孔三爪卡盘,90°车刀,中心钻400 0.9粗车0 65--61.8 X 69mm 400 0.91.63.2粗车0 61.8--46.5 X 29mm 400 0.92.655.3标记处数更改文件号设计(日期)签字日期标记处数更改文件号签字日期审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品名称减速器零件名称低速轴共1页1第1页车间工序号工序名称材料牌号切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件①65X 251 1 1设备名称设备型号设备编号同时加工件数车床CA6136夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时/S准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/mi n m/min mm/r mm 机动1辅助1 切2X 1的退刀槽120 1 0.25 0.75 12 倒角2c三爪卡盘,45°车刀,切断刀400 0.67 0.4 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称减速器 零件名称 低速轴共1页 第1页车间工序号工序名称材料牌号调头,车毛坯种类 毛坯外形尺寸 每毛坯可制件数 每台件数轧制件 ①65X 25111设备名称 设备型号设备编号同时加工件数车床 CA6136夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时/S准终单件工步号 工 步 内 容 工 艺 装 备主轴转速 切削速度 进给量 切削深度进给次数工步工时 r/mi nm/minmm/rmm机动1辅助1 调头装夹 三爪卡盘,游标卡尺,90°车刀2半精车 0 40.5--39 X 58mm 710 1.883 0.3 1.5 53半精车 0 46.5--45.5 X 90mm 710 1.883 0.2 1 54 半精车 0 51.8--50 X 28mm 7101.8830.21.89设计(日期) 校对(日期) 审核(日期)标准化(日期)会签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品名称减速器零件名称低速轴共1页1第1页车间工序号工序名称材料牌号铳毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件①65X 251 1 1设备名称设备型号设备编号同时加工件数铳床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时/S准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动1辅助1 铳键槽12 X 5X 20型平键低速0.7 1 5 52 铳键槽14 X 5.5 X 25型平键平口钳,铳刀低速0.71.15..5 5审核(日期)标准化(日期)设计(日期)校对(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称减速器零件名称低速轴共1页1第1页车间工序号工序名称材料牌号磨削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数轧制件①65X 251 1 1设备名称设备型号设备编号同时加工件数M1432B夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时/S准终单件工步号工步内容工艺装备工件转速砂轮速度进给量磨削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗磨0 45.5--45.2 X 90mm专用夹具10 30 0.020.3 152 精磨0 45.2--45 X 90mm0.2 103 粗磨0 45.5--45.2 X 29mm 0.3 154 精磨0 45.2--45 X 29mm 0.2 10设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序3卡片机械加工工序卡片产品型号零件图号产品名称减速器零件名称下箱体共 1 页1第1页车间工序号工序名称材料牌号装夹,铳毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数铳床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时/S准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/mi n m/min mm/r mm 机动1辅助1 将下箱体底面,顶面作为夹持面加工下箱体宽度方向的两侧面2 粗铳下箱体侧面至208.5mm 低速档 1.3 6.5 53 精铳下箱体侧面至207.5mm平口钳,铳刀高速档0.2 1 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期精选文库机械加工工艺过程卡片机械加工工艺过程卡片产品型号零件图号产品名称减速器零件名称上箱体共1页1第1 页材料牌号毛坯种类轧制件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注工艺号工名序称工序内容车间工段设备工艺装备工时/S准终单件1 装夹,铳夹持上箱体底座的毛坯铸件,加工底面万能铳床平口钳粗,精铣上箱体底面万能铳床平口钳,铳刀2 装夹,铳将上箱体底面,顶面作为夹持面加工上箱体宽度方向的两侧面万能铳床平口钳粗,精铣上箱体侧面万能铳床平口钳,铳刀3 装夹,铳以刚加工的这个平面为夹持底面装夹,铳削其对面万能铳床平口钳粗,精铳上箱体侧面万能铳床平口钳,铳刀4 钻,磨钻出连接孔和销孔万能铳床平口钳,钻头粗磨上箱体底面磨床5 盒盖,镗孔上,下箱体盒盖镗床平口钳,钻头镗孔镗刀6 镗槽镗内槽镗床镗刀描图描校去毛刺由钳工修整,去毛刺钳工台锉刀中检检查尺寸,表面粗糙度塞规百分尺卡尺底图号清洗清洗清洗机终检检查尺寸,表面粗糙度塞规百分尺卡尺装订号审核(日期)标准化(日期)设计(日期)校对(日期)会签(日期)标记处数更改文件号签字日期处数更改文件号签字日期机械加工工序1卡片机械加工工序2卡片机械加工工序卡片产品型号零件图号产品名称减速器零件名称上箱体共 1 页1第1页车间工序号工序名称材料牌号装夹,铳毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数铳床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时/S准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/mi n m/min mm/r mm 机动1辅助1 将上箱体底面,顶面作为夹持面加工上箱体宽度方向的两侧面2 粗铳上箱体侧面至208.5mm 低速档 1.3 6.5 53 精铳上箱体侧面至207.5mm平口钳,铳刀高速档0.2 1 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称减速器零件名称下箱体共1页第1页车间工序号工序名称材料牌号盒盖,镗孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数镗床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时/S准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/mi n m/min mm/r mm 机动1辅助1 上,下箱体盒盖2 粗镗0 27.5至0 34 低速档 1.3 6.5 53 精镗0 34至0 35 高速档0.2 1 54 粗镗0 37.5至0 44 专用夹具,镗刀低速档 1.3 6.5 55 精镗0 44至0 45 高速档0.2 1 5审核(日期)标准化(日期)设计(日期)校对(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称减速器零件名称上箱体共1页第1页车间工序号工序名称材料牌号镗内槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数镗床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时/S准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/mi n m/min mm/r mm机动1辅助1 粗镗0 35至0 42宽3mm 低速档 1 7 72 精镗0 42至0 43宽3mm 高速档0.2 1 53 粗镗0 45至0 52宽3mm 低速档 1 7 74 精镗0 52至0 53宽3mm 专用夹具,镗刀高速档0.2 1 5审核(日期)标准化(日期)设计(日期)校对(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
变速叉工艺卡片

铣床
X51
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
主轴转速 r/min
切削速度 进给量 背吃刀量 m/min mm/r mm
进给次数
工步工时 机动 辅助
24 24 0.5
设 计(日 期) 审 核(日期) 标准化(日期) 会 签(日期) 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
机械加工工序卡片
产品型号 产品名称
工步号
工 步内
容
1 钻φ3mm 孔
2 去内孔毛刺
工艺装备
Φ3mm 钻头 铰刀
零件图号
零件名称 变速叉
共
页 第 11 页
车间
钻床车间
毛坯种类 铸件
工序号
70
毛坯外形尺寸
工序名称
钻∮3 孔
每毛坯可制件 数
1
材料牌号
ZG45
每台件数
1
设备名称
设备型号
设备编号 同时加工件数
切削液 乳化液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
主轴转速 r/min
切削速度 m/min
进给量 背吃刀量 mm/r mm
进给次数
工步工时 机动 辅助
160
40
0.08
2
2
标 记
处数 更改文件号
签
字 日 期 标记 处数 更改文件号
签
字
设 计(日 期) 日期
审 核(日期)
标准化(日期) 会 签(日期)
毛坯种类
工序号
35
(完整版)机械加工工艺过程卡片及工序卡片模板

工序号
工序名称
Ⅰ
粗车端面和外圆
Ⅱ
粗镗内孔
机械加工工艺过程卡片
产品型号 产品名称
HT200
毛坯种 类
铸造
毛坯外形尺寸
填料箱盖
零件图号 零件名称 每毛坯件数
填料箱盖
每 台件数
工
序
内
容
车间
粗车Φ 155 的端面 粗车Φ 155 的外圆 粗车Φ 100 的外圆 粗车Φ 75 的外圆
粗镗Φ 60 的内孔
同时加工件数 切削液
工序工时 (分 )
准终
单件
工步号 工
Ⅰ
步
内
切槽
容
工艺 装备
成形刀具
主轴转速
r/min
90
切削速度
m/min
44.93
进给量
mm/r
0.65
切削深度
mm
5.25
进给 次数
工步工时
基本
辅助
0.124
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅴ
镗孔
毛坯外形尺寸 每毛坯可制件数
页第 6 页 材 料 牌号
每 台 件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分 )
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ
机械加工工艺过程及工序卡片之欧阳体创编

机械加工工艺过程卡片
欧阳体创编2021.02.03 欧阳美创编2021.02.03
欧阳体创编2021.02.03 欧阳美创编2021.02.03
机械加工工艺过程卡片
欧阳体创编2021.02.03 欧阳美创编2021.02.03
机械加工工序卡片
欧阳体创编2021.02.03 欧阳美创编2021.02.03
欧阳体创编2021.02.03 欧阳美创编2021.02.03
机械加工工序卡片
欧阳体创编2021.02.03 欧阳美创编2021.02.03
欧阳体创编2021.02.03 欧阳美创编2021.02.03
欧阳体创编2021.02.03 欧阳美创编2021.02.03
欧阳体创编2021.02.03 欧阳美创编2021.02.03
机械加工工序卡片
欧阳体创编2021.02.03 欧阳美创编2021.02.03
欧阳体创编2021.02.03 欧阳美创编2021.02.03
机械加工工序卡片
欧阳体创编2021.02.03 欧阳美创编2021.02.03
欧阳体创编2021.02.03 欧阳美创编2021.02.03
机械加工工序卡片
欧阳体创编2021.02.03 欧阳美创编2021.02.03
欧阳体创编2021.02.03 欧阳美创编2021.02.03
机械加工工序卡片
欧阳体创编2021.02.03 欧阳美创编2021.02.03
欧阳体创编2021.02.03 欧阳美创编2021.02.03
欧阳体创编2021.02.03 欧阳美创编2021.02.03。
机械加工工艺卡片模板

1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
C620-1
夹具编号
夹具名称
切削液
3
钻模
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
钻 孔为 ,
立钻
200
14.4
更改号
签字
日期
标记
处数
更改号
签字
日期
机械加工工序卡片
产品型号
零件图号
共8页
产品名称
零件名称
偏心轮
第4页
车间
工序号
工序名称
材料牌号
20
车
20cr
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
热轧圆钢
Φ
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
C620-1
夹具编号
夹具名称
切削液
1
三爪卡盘
工位器具编号
0.36
2
扩 孔为 ,偏心距为9
立钻
320
15.7
0.2
3
倒两面空口角
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
变速器换挡叉工艺工序卡

变速器换挡叉工艺工序卡计算机辅助设计与制造机械加工工序卡片工序名称:铰孔零件名称:变速器换挡叉零件重量:未知工序号:F8零件号:1同时加工零件数:1毛坯型号:铸造夹具名称:专用夹具材料牌号:35硬度:HBS180重量:未知专用工具:麻花钻、扩孔钻、铰刀设备名称:转塔钻床安装工步:1.安装麻花钻进行钻孔操作。
2.安装扩孔钻进行扩孔操作。
3.安装粗铰刀进行粗铰操作。
4.安装精铰刀进行精铰操作。
刀具走刀长度分别为55、49、50、50.主轴转速分别为300、195、195、195.切削速度分别为14.13、5.652、9.61、9.61. 基本工时分别为55.2、30、86.4、64.2.设备名称:卧式铣床工序名称:粗铣叉口19x5.9两侧面零件名称:变速器换挡叉零件重量:未知工序号:未知零件号:10同时加工零件数:1毛坯型号:铸造夹具名称:专用夹具材料牌号:35硬度:HBS180重量:未知专用工具:立铣刀、卡板设备名称:卧式铣床安装工步:1.安装立铣刀进行粗铣操作。
2.安装卡板进行夹持。
刀具走刀长度为50.主轴转速为450r/min。
切削速度为56.52m/min。
基本工时为10.设备名称:卧式铣床工序名称:粗铣16x56两侧面零件名称:变速器换挡叉零件重量:未知工序号:未知零件号:30同时加工零件数:1毛坯型号:铸造夹具名称:专用夹具材料牌号:35硬度:HBS180重量:未知专用工具:镶齿三面刃铣刀设备名称:卧式铣床安装工步:1.安装镶齿三面刃铣刀进行粗铣操作。
刀具走刀长度为70.主轴转速为165r/min。
切削速度为20.7m/min。
基本工时为20.粗铣16x56两侧面,设计者XXX在指导教师XXX的帮助下,共计10页,第3页的计算机辅助设计与制造机械加工工序卡片中,工序名称为粗铣叉口前后两侧面,零件名称为变速器换挡叉,零件重量为40,工序号为1,同时加工零件数为毛坯型号,夹具名称为专用夹具,主轴转速为165r/min,切削速度为26.7m/min,材料牌号为35,硬度为HBS180,重量为专用,基本工具为60,设备名称为卧式铣床,安装及工步说明为安装刀具量具,走刀长度次数为551,切削深度为2mm,型号为X620,进给量为0.08mm/r。
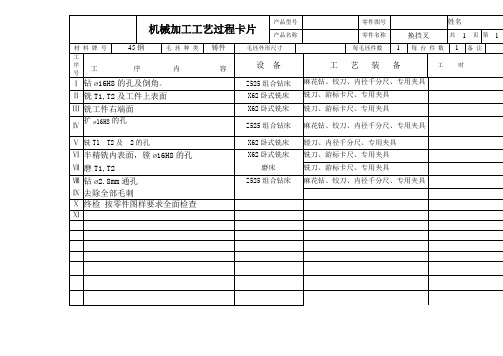
换挡叉机械加工工艺过程卡片
主轴转速r/min
切削速
度m/s
工步工时min
1
钻孔至15.8mm-15.92mm,倒角。
莫氏锥柄麻花钻、游标卡尺
1
5.8
0.1
1360
0.41
0.096
2
钻孔至16mm-16.03mm,倒角
锥柄机用铰刀、内径千分尺
1
0.2
0.3
272
0.085
0.3
设计者:
指导老师
共1页
第1页
Ⅲ
铣工件右端面
X62卧式铣床
铣刀、游标卡尺、专用夹具
Ⅳ
扩ø16H8的孔
Z525组合钻床
麻花钻、铰刀、内径千分尺、专用夹具
Ⅴ
铣T1 T2及 2的孔
X62卧式铣床
镗刀、内径千分尺、专用夹具
Ⅵ
半精铣内表面,镗ø16H8的孔
X62卧式铣床
铣刀、游标卡尺、专用夹具
Ⅶ
磨T1,T2
磨床
铣刀、游标卡尺、专用夹具
Ⅷ
钻ø2.8mm通孔
Z525组合钻床
麻花钻、铰刀、内径千分尺、专用夹具
Ⅸ
去除全部毛刺
Ⅹ
终检 按零件图样要求全面检查
Ⅺ
机械加工工序卡片
工 序 名 称
钻铰
工序 号
Ⅰ
零件名称
换挡叉
材 料
毛 坯
牌号
硬度
形 式
重 量
45钢
铸 件
设 备
夹 具
工序工时(min)
名称
型号
专用 夹 具
准终
单件
组合钻床
工步
工步内容
工艺装备
走刀次数
换挡叉机械加工工艺规程
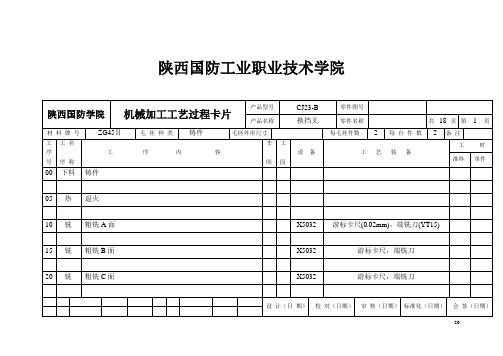
CJ23-B
零件图号
产品名称
换挡叉
零件名称
共
18
页
第
12
页
车间
工序号
工序名称
材料牌号
镗孔
ZG45Ⅱ
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
2
2
设备名称
设备型号
设备编号
同时加工件数
镗床
T68
2
夹具编号
夹具名称
切削液
镗床夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
专用夹具,丝锥,专用量具
0.55
2
攻丝达图
392
12
0.36
10
1
0.78
0.2
3
4
5
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改件号
签字
日期
陕西国防学院
机械加工工序卡片
共
18
页
第
4
页
材料牌号
ZG45Ⅱ
毛坯种类
铸件
毛坯外形尺寸
每毛坯件数
2
每台件数
2
备注
工
序
号
工名
序称
工序内容
(完整版)机械加工工艺过程卡片及工序卡片模板

机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号Ⅰ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ155的端面YG8,90°9044.930.65 1.30.723Ⅱ粗车Φ155的外圆YG8,90°9044.930.81 1.10.233Ⅲ粗车Φ100的外圆YG8,90°9044.930.810.750.233Ⅳ粗车Φ75的外圆YG8,90°9044.930.65 1.50.257设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 4 页车间工序号工序名称材料牌号Ⅲ切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ切槽成形刀具9044.930.65 5.250.124设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 5 页车间工序号工序名称材料牌号Ⅳ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ65的端面YG8,90°15039.210.5220.23Ⅱ粗车Φ65的外圆YG8,90°15039.210.650.750.205Ⅲ粗车Φ80的端面YG8,90°15039.210.5220.173Ⅳ粗车Φ80的外圆YG8,90°15039.210.65 1.50.153设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第 6 页车间工序号工序名称材料牌号Ⅴ镗孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗镗Φ47的内孔YG8,45°600103.240.35 1.50.095Ⅱ粗镗Φ47的内孔表面YG8,45°600103.240.5220.192Ⅲ粗镗Φ32的内孔YG8,45°600103.240.35 1.50.214设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称填料箱盖零件名称填料箱盖共8 页第7 页车间工序号工序名称材料牌号Ⅵ钻Φ13.5的孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ钻Φ13.5的孔麻花钻272110.360.50.225设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第8 页车间工序号工序名称材料牌号Ⅶ加工M10的螺纹孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ加工M10的螺纹孔麻花钻,丝锥27290.48 1.60.287设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。
机械加工工序卡片+机械加工实用工艺过程卡片

机械加工工艺过程卡片14 钳倒角0.5x45°15 去叉脚毛16 去14H13槽毛刺17 检验1819设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(1)页车间工序号工序名称材料牌号1 钳KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数C6136[专] 1机械加工工序卡片产品名称倒档拨叉零件名称倒档拨叉共(14)页第(2)页车间工序号工序名称材料牌号金工 2 车KTH350-10 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数车床C6136 1夹具编号夹具名称切削液拨叉孔夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Ø13.5(0.12)孔,刮研Ø24保持尺寸36.5 钻刮复合钻Ø13.5xØ30750 27 0.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(3)页车间工序号工序名称材料牌号金工 3 车KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数自制拉床 1夹具编号夹具名称切削液拉夹具乳化液工序工时(分)工位器具编号工位器具名称准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 拉Ø14H9(0.043)孔圆孔拉刀Ø14H9L;30∽50 750 27 0.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(4)页车间工序号工序名称材料牌号金工 4 车KTH350-10标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(5)页车间工序号工序名称材料牌号金工 5 车KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数车床C616 1夹具编号夹具名称切削液拨叉第二次平端面夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 平端面,保证尺寸40.5 车刀750 56.5 0.4 12 倒角1x45°设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(6)页车间工序号工序名称材料牌号金工 6 整形KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(7)页车间工序号工序名称材料牌号金工7 粗细脚面KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数铣床X62w 1夹具编号夹具名称切削液12.37.108/x1 粗细脚面夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助三面刃铣刀Ø120x12、游标卡1 粗细脚面,保证尺寸6.7±0.12,4.65±0.12150 56.5 3.2尺2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(8)页车间工序号工序名称材料牌号金工8 铣开挡KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(9)页车间工序号工序名称材料牌号金工9 铣槽KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数铣床X6232 1夹具编号夹具名称切削液铣槽14D7夹具拨叉第二次平端面夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣14H13(0.270)槽,保证尺寸16.5±0,6,12 三面刃铣刀Ø125x14H13190 74.5 2.42设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(10)页车间工序号工序名称材料牌号金工10 铣面KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数铣床X62w 1机械加工工序卡片理工学院 机械加工工序卡片产品型号 零件图号 A4 B100214 15 产品名称倒档拨叉零件名称倒档拨叉共(14)页 第(11)页车间 工序号 工序名称 材 料 牌 号 金工 11 钻孔 KTH350-10 毛 坯 种 类毛坯外形尺寸 每毛坯可制件数每 台 件 数铸件 110×70×50 1 设备名称 设备型号 设备编号同时加工件数钻床 Z51401 夹具编号夹具名称切削液 12.37.108/Z1拨叉第二次平端面夹具乳化液 工位器具编号 工位器具名称工序工时 (分)准终单件工步号工 步 容工 艺 装 备主轴转速切削速度 进给量 切削深度进给次数工步工时r/minm/min mm/r mm 机动 辅助 1 钻0.108.7+Φ孔,保证尺寸16.5±0.06 钻头Ø8.7 1000 27.33 0.32 尺寸0132-设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(12)页车间工序号工序名称材料牌号金工12 去毛刺KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液拨叉第二次平端面夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 去毛刺手动铰刀Ø14H92设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(13)页车间工序号工序名称材料牌号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片理工学院机械加工工序卡片产品型号零件图号A4 B100214 15产品名称倒档拨叉零件名称倒档拨叉共(14)页第(14)页车间工序号工序名称材料牌号14 钳KTH350-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件110×70×50 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助。
换挡叉零件的机械加工工艺过程及工艺装备设计

换挡叉零件的机械加工工艺过程及工艺装备设计制造商不断推出各种各样先进的汽车零部件制造技术,拨叉裂解技术确实是20世纪90年代显现的一种先进的拨叉加工新技术,和传统加工技术相比,该技术具有大幅度提高产品质量、提高生产率、降低生产成本等突出优点而备受业界关注。
我们国家正在不断地改变拨叉的传统加工方法,加快提高拨叉的加工水平,不断缩小同先进汽车生产国家的差距,例如一汽,二汽,上汽,奇瑞等生产厂与世界先进拨叉生产水平的差距越来越小,不断加强了我国汽车整体的生产水平。
机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。
就我个人而言,我期望能通过这次课程设计对自己以后将从事的工作进行一次适应性训练,从中锤炼自己分析问题、解决问题的能力,为今后参加祖国的“四化”建设打下一个良好的基础。
AbstractThe manufactory continuously releases the forerunn er's car of various each kind zero parts manufacturing technique, stir the fork crack solution technique is the stir of a kind of forerunner fork which appears in 90's for 20 centuries to process a new technique, compared with the traditional processing te chnology, that technique have significant exaltation product quality, raise rate of production and lower production cost etc.We are just national at constantly the change stir fork of tradition process a method, speed an exaltation to stir process of fork level, continuously contract a together advanced car to produce a national margin, for example one vapor, two vapors, up the vapor, strange Rui etc. produce factory and world forerunner stir fork production the margin of the level more and more small, continuously strengthened our country the car whole production level.The machine manufacturing craft learns a course design to make us to carry on after finishing learns all foundation lessons, lesson and greatly part of professional lessons of the technique foundation of university. This is that we are before carry on graduation design to once go deep into of each course learn of synthetic always review, is also an ories to contact actual training, therefore, it occupies an important position in we the university of four years the life.I am personal but speech, I hope to pass this course design to oneself will carry on the work for be engaged in an adaptability training in the future, toughen oneself to analyze a problem, problem-solving ability from it, lay the next and good foundation for the "four turn" construction that aftertime attends a motherland.目录1 拨叉 (4)1.1拨叉的概述 (4)1.2拨叉的工艺分析 (4)1.3拨叉的工艺规程设计 (5)1.3.2定位基准 (5)1.3.3制定工艺路线 (6)2确定切削用量及差不多工时 (7)3专用夹具设计 (9)3.1设计主旨 (9)3.2夹具设计 (9)3.2.1定位基准的选择 (9)3.2.2切削力和夹紧力的运算 (9)3.2.3定位误差分析 (10)3.2.4夹具设计及操作的简要说明 (11)4方案总结 (12)5体会与展望 (13)6参考文献 (14)1拨叉1.1 拨叉的概述1.1.1 拨叉的功用拨叉头以孔套在边素叉轴上,并用销钉经孔与变速叉轴联结,拨叉脚则夹在双联变换齿轮的槽中。
机械加工工艺卡片模板
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
C620-1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
夹正已车外圆,靠平已车端面。
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
C620-1
夹具编号
夹具名称
切削液
3
钻模
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
钻 孔为 ,
立钻
200
14.4
车床
三爪
15
车
夹正 外圆,粗精车端面至总长40。粗精车外圆 ,倒外圆角 。
车床
三爪
20
车
调头夹已车外圆,靠平已车端面。粗精车另一端面至总长38.5,车 肩面,割 槽,控制尺寸25,倒肩面角 。
车床
三爪
25
钻
定 外圆,钻 孔为 深15控制与 外圆对称。
立式钻床
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品型号
零件图号
姓名
产品名称
零件名称
换挡叉
共
1
页
第
1
页
材料牌号
45钢
毛坯种类
铸件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工
序
号
工序内容
设备
工艺装备
工时
Ⅰ
钻ø16H8的孔及倒角。
Z525组合钻床
麻花钻、铰刀、内径千分尺、专用夹具
Ⅱ
铣T1,T2及工件上表面
X62卧式铣床
铣刀、游标卡尺、专用夹具
Z525组合钻床
麻花钻、铰刀、内径千分尺、专用夹具
Ⅸ
去除全部毛刺
Ⅹ
终检 按零件图样要求全面检查
Ⅺ
机械加工工序卡片
工 序 名 称
钻铰
工序 号
Ⅰ
零件名称
换挡叉材 料毛 坯牌号硬度形 式
重 量
45钢
铸 件
设 备
夹 具
工序工时(min)
名称
型号
专用 夹 具
准终
单件
组合钻床
工步
工步内容
工艺装备
走刀次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速
度m/s
工步工时min
1
钻孔至15.8mm-15.92mm,倒角。
莫氏锥柄麻花钻、游标卡尺
1
5.8
0.1
1360
0.41
0.096
2
钻孔至16mm-16.03mm,倒角
锥柄机用铰刀、内径千分尺
1
0.2
0.3
272
0.085
0.3
设计者:
指导老师
共1页
第1页
Ⅲ
铣工件右端面
X62卧式铣床
铣刀、游标卡尺、专用夹具
Ⅳ
扩ø16H8的孔
Z525组合钻床
麻花钻、铰刀、内径千分尺、专用夹具
Ⅴ
铣T1 T2及 2的孔
X62卧式铣床
镗刀、内径千分尺、专用夹具
Ⅵ
半精铣内表面,镗ø16H8的孔
X62卧式铣床
铣刀、游标卡尺、专用夹具
Ⅶ
磨T1,T2
磨床
铣刀、游标卡尺、专用夹具
Ⅷ
钻ø2.8mm通孔