2016.9.16法兰检验程序-李宇
法兰拆装检查管理程序(修复的)

螺栓拆除规定1 向业主单位申请办理打开设备作业许可证。
2 检查松锈剂(润滑剂)自燃点,当螺栓表面温度低于松锈剂自燃点时,给高温螺栓、低温螺栓和锈迹明显的螺栓喷涂松锈剂(润滑剂)。
3 拆除螺栓步骤如下(>M14的螺母按下列三步拧松,≤M14的螺母,可省去第二步。
拧松螺母步骤:第一步,对称拧松;第二步,间隔拧松;第三步,顺序拧松。
):如图一:图一:1、对称拧松 2、间隔拧松 3、顺序拧松3.1 进行螺栓拆除不要站在法兰正面方向 3.2对称均匀松开螺母,但不移走。
3.3待螺母全部松开后,慢慢撬开法兰,检查无异常后才能移走螺母和螺栓。
4 若松开螺母过程中,发现设备或管道内有介质流出,应立即拧紧螺母,并经业务团队作业票协调员现场再次确认,具备施工条件才能继续作业。
4.1 有安装拧紧力矩要求的螺栓,拆除拧松力矩按照安装拧紧力矩的1.5~2倍。
4.2 拆除≥M42螺栓,优先考虑液压板手或螺栓拉伸器等专用工具进行作业。
采用液压板手或螺栓拉伸器拆除螺栓。
4.3 咬死螺栓破坏性拆除规定4.4 ≤M20咬死螺栓的破坏性拆除,选择拆除工具或方法的次序:锯工、螺母劈开器、动火;>M20咬死螺栓的破坏性拆除,选择拆除工具或方法的次序:螺母劈开器、动火。
4.4.1 采用动火破坏性拆除咬死螺栓,施工安全条件由业务团队作业票协调员负责确认。
4.4.2 如果确实需要对螺栓进行动火切割:切割过程中,法兰应始终保持关闭,即螺栓切割之后,应立即用新的螺栓和螺母进行更换紧固,直至所有需割除的螺栓更换成新螺栓和螺母后,再按照螺栓拆除步骤进行拆除。
动火切割应尽量减少作业区域周围的人员数量,不要站在法兰正面方向。
(进行风顺序拧松间隔拧松对称拧松险识别,如果风险等级小于3级的可省掉:螺栓切割之后,应立即用新的螺栓和螺母进行更换紧固步骤)4.4.3 对于特殊材料的咬死螺栓(如:Inconel728)和≥M36咬死螺栓(如:25Cr2MoV/35CrMoA/30CrMoA/35#)的破坏性拆除,须经施工承包商申请,由施工管理人员现场确认并审核,施工经理审批。
高压法兰检查方法
中化泉州石化炼油二部加氢装置高压法兰、金属垫安装检查方法1、硬度要求1.1检查法兰、垫片出厂质量文件,核查材质,并确认材质硬度。
1.2金属垫材料的硬度值应该比法兰材料的硬度值低30-40HB(布氏硬度),金属垫材料应该符合下表要求:1.3金属垫的硬度应均匀分布,测定时在整个圆周上测定。
2、法兰、金属垫密封面检查2.1法兰、金属垫密封面的表面粗糙度小于Ra1.6。
2.2法兰、金属垫密封面不得有划痕、磕痕、裂纹、疵点和污物,特别注意径向贯通的划痕和损伤。
2.3金属垫不允许拼焊。
2.4材质为10或08的金属垫,检验以后表面应确认涂上防锈油,法兰密封面应确认涂抹二硫化钼加以保护。
3、接触线检查3.1清理法兰密封面及密封线,用白布将法兰密封槽和金属垫擦拭干净,并应该对所有高压法兰进行编号。
3.2将金属垫放入密封槽内,并保持垫圈上表面与法兰表面平行;转动金属垫,进行初步的接触线检查(如果发现有明显的偏差或者不连续,应该立即进行机械处理或者更换)。
3.3将研磨砂放入法兰环槽密封面内,用金属垫进行研磨处理。
3.4对法兰环槽密封面研磨约5分钟后,再进行法兰环槽密封面与金属环垫的接触线检查。
具体的操作方法为:在金属垫的接触面上涂抹红丹粉,放入法兰环槽内转动45度后,检查接触线不得有间断现象。
若有间断现象,再进行研磨处理,然后再进行检查。
如此反复进行,直至接触线检查时不再有间断。
3.5对检查合格的金属垫接触面进行编号,并与其配套的法兰编号相同。
3.6装配合格的金属垫应该及时安装,不能及时安装的,要对法兰环槽密封面和金属垫做好保护。
4、螺栓紧固与预紧4.1检查螺栓的数量和质量证明文件,表面应该无绣片和其他污物。
4.2当设备、管线的设计温度>400℃时,螺栓的螺纹部分应该涂抹高温防咬合剂。
4.3法兰螺栓的紧固(1)采用可控力矩的液压力矩扳手(或拉伸器)进行螺栓紧固,每个螺栓的预紧力(大于最小预紧力;小于最大预紧力)预紧力参照下表:(无润滑、一般加工表面的8.8级螺栓,或者厂家提供的参照值)(2)紧固的基本原则:十字对称、均匀、多次。
法兰质量检验记录

表面质量、外形尺寸
抽查
数量
实测值
表面质量
应无肉眼可见的裂纹.夹层.折叠.夹渣等有害缺陷。
1
符合要求
外形尺寸
外径
1
531
内径
1
502
厚度
1
14
孔数
1
20
/
执行标准
NB/T47008-2008 HG/T20592-2009
结论
根据固定式压力容器安全技术监察规程2.1材料通用要求,对该材料进行检验,符合NB/T47008-2010标准要求。
5
295
螺栓数量
5
12
执行标准
NB/T47008-2010 ,JB/T81-94
结论
根据锅炉安全技术监察规程2.8材料验收标准,对进厂法兰就行检验,符合NB/T47008-2010和JB/T81-94标准要求。
备注
检验员:日期:2014.9.5
外购件法兰进厂检验记录
编号:Q/TLG02.05-08
序号:
备注
检验员:日期:2014.10.1
外购件法兰进厂检验记录
编号:Q/TLG02.05-08
序号:
名称
法兰
牌号
20#
炉编号
120472
锻件批号
141222
锻造用钢坯
规格
PL150-1.6RF
产地
山西兴旺达
数量
2件
质量证明
书的审查
材料执行标准
质量证明书内容是否齐全
质量证明书内容是否与实物相符
NB/T47008-2010
备注
检验员:日期:
外购件法兰进厂检验记录
编号:Q/TLG02.05-08
法兰安装工程检验批质量验收记录

法兰安装工程检验批质量验收记录验收部法兰安工程名高平市公安局站二次管网工分项工程名泫东市场管施工单省第筑工程公专业工项目经竹施工执行规程名称及编现行标分包单分包项目经施工班组施工单位检查评定监理(建设)单位验质量验收规程的规记法兰连接应符合下列规定安装前法兰密封面应平整光洁、无毛刺和径向沟槽。
法兰螺完整、无损伤且不大﹪法兰端面应保持平行,偏差不大于法兰外径。
不得采用加偏垫、多层垫或加强力拧紧法兰一侧螺栓2m方法,消除法兰接口端面的缝并保证螺法兰应保持同轴螺栓中心偏差不超过孔径5能自由穿1垫片的材质和涂料应符合设计要求,大口径垫片需要拼接时符合要应采用斜口拼或迷宫形式的对接,不得直缝对接。
垫片尺寸与法兰密封面相严禁采用先加好垫片并拧紧法兰螺栓,再焊接法兰焊口的方进行法兰焊螺栓宜涂以二硫化钼油脂或石墨机油加以保法兰连接应使用同一规格的螺栓,安装方向应一致,紧固螺2-紧固后丝扣外露长度应时应对称均匀的进行松紧适度倍螺距,需要用垫圈调整时,每个螺栓只能用一个垫一般项目合格率1主控项目合格率1施工单位检查评定结果项目质量检查员:10 年2012 日月29专业监理工程师监理(建设单位验收结论(建设单位负责人)年月日法兰安装工程检验批质量验收记录高平市公安小区站二次管5法阀门安验收部工程名分项工程名工施工单专业工项目经林州建筑工路俊施工执行规程名称及编现行标分包单分包项目经施工班组施工单位检查评定监理(建设)单位验质量验收规程的规记法兰连接应符合下列规定安装前法兰密封面应平整光洁、无毛刺和径向沟槽。
法兰螺完整、无损伤。
且不大于5﹪,9)法兰端面应保持平行,偏差不大于法兰外径的1。
不得采用加偏垫、多层垫或加强力拧紧法兰一侧螺栓的2mm方法,消除法兰接口端面的缝隙,并保证螺10一)法兰应保持同轴,螺栓中心偏差不超过孔径的5%栓能自由穿入般1 11)垫控片的材质和涂料应符合设计要求,大口径垫片需要拼接时,符合验收规程的要求应采用斜口拼或迷宫形式的对接,不得直缝对接。
设备法兰检验
设备法兰、人孔法兰、端平盖、人孔盖、公称直径大于等于250MM的管法兰的检查项目设备法兰、人孔法兰、端平盖、人孔盖、公称直径大于等于250MM的管法兰是压力容器的主要受压元件、检验应按照设计文件和相关法规、标准进行。
1材料检查确认材料的正确性。
2表面质量检查目测和无损检测方法两种(图样有要求时,超声检测应在半成品状态)。
无论是锻件还是板制法兰经表面检查应无裂纹、夹层、折叠、夹渣等有害缺陷。
3几何尺寸检查(具体内容如下)(1)厚度检查厚度检查包括法兰盘、颈锥段、直段的厚度、检查可用金属直尺、卡钳、游标卡尺、超声波测厚仪。
法兰盘、颈锥段、直段的实测最小厚度不得小于设计厚度。
法兰盘测厚点布置在圆、螺柱通孔中间中心圆上、沿圆周均布至少5点。
颈锥段测厚点布置在靠近大端和小端,沿圆周均布到少各5点。
(2)内外圆直径、与相关的尺寸检查内外圆直径与密封面相关的尺寸检查采用金属直尺、钢卷尺、卡尺、卡钳等。
如果与密封面相关的尺寸须热处理后加工,则热处理后检查与密封面相关的尺寸,设备法兰密封面检查采用目测方法,密封面不应有影响密封效果的缺陷,如贯通的纵向或螺旋状刻痕等。
(3)螺柱通孔中心圆直径及相邻两孔弦长、任意两孔弦长检查。
螺柱通孔中心圆直径及相邻两孔弦长、任意两孔弦长检查可用金属直尺、卡钳、游标卡尺。
(4)螺柱通孔中心线垂直度检查螺柱通孔中心线与端面的垂直度检查采用直角尺和平台。
4粗糙度检查以上零件密封面等粗糙度检查采用粗糙度对比样块。
5硬度检查以上零件密封面(有要求时)的硬度检查采用硬度计。
6标记检查检验人员按照企业质量管理体系文件的规定,检查以上零件的材料标记。
7 复验按《容规》和NB/T 47008-2010标准。
(第Ⅲ类压力容器用Ⅳ级锻件目前质量并不稳定,需要复验。
)质检部2012.4.23。
出口压力容器法兰检验规程Rulesfortheinsp

出口压力容器法兰检验规程Rules for the inspection of flanges of pressure vessels for exportSN/T 0257.1—93 1 主题内容与适用范围本标准规定了出口压力容器法兰的抽样方案、检验方法和检验结果的判定。
本标准适用于公称压力大于0.1MPa,工作温度在-20~450℃的钢制压力容器法兰的出口检验。
出口压力容器法兰应按照本标准进行检验,如合同、信用证中对某些检验项目另有规定,则满足合同、信用证中规定的要求。
2 引用标准GB 150 钢制压力容器GB 3274 碳素结构钢和低合金结构钢热轧厚钢板和钢带GB 6654 压力容器用碳素钢和低合金钢厚钢板GB 713 锅炉用碳素钢和低合金钢钢板GB 3323 钢熔化焊对接接头射线照像和质量分级GB 1801~1802 公差与配合GB l804 公差与配合未注公差尺寸的极限偏差GB ll345 钢制焊缝手工超声波探伤方法及探伤结果的分级JB 755 压力容器锻件技术条件JB 3965 钢制压力容器磁粉探伤JB 4700 压力容器法兰分类与技术条件JB 4701 甲型平焊法兰JB 4702 乙型平焊法兰JB 4703 长颈对焊法兰3 术语3.1 检验批:用于实施出口检验由生产单位提供的不多于表1规定数量的由相同牌号的材料、采用同一焊接工艺、同一热处理工艺连续生产的同规格的法兰。
表l单件法兰重量,kg 每个检验批的最多法兰数量,件≤15 ≤150>15~≤150 ≤100>150~≤300 ≤50>300 ≤253.2 样本法兰:从检验批中随机抽取的用于进行破坏性检验和非破坏性检验的法兰。
4 抽样4.1 抽样条件4.1.1 法兰的检验以检验批为基准,在供货状态下进行。
4.1.2 生产单位应提供检验批的质量证明书。
该质量证明书内容包括:a. 法兰设计技术条件,其中包括:公称压力、工作温度、适用介质、主要尺寸及重量;b 材质证明书(按炉批号提供材质证明原始证件或复印件);c. 热处理报告;d. 无损探伤检验报告;e. 尺寸及加工精度检验报告;f. 合格证;g. 合同或信用证中规定应提供的检验报告。
法兰超声波检测程序
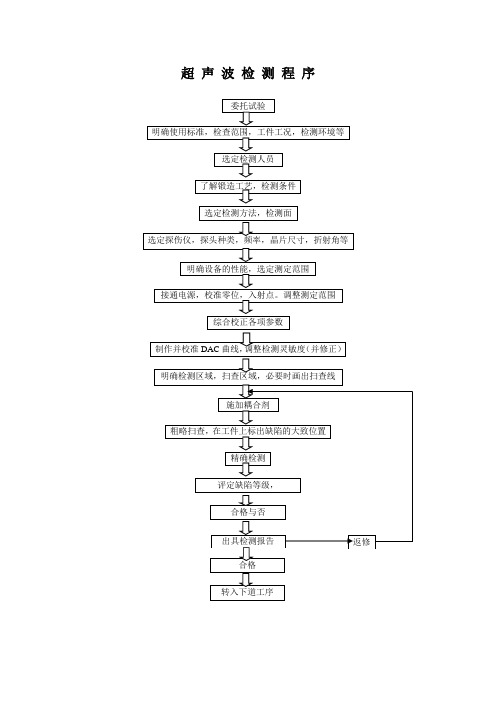
委托试验
明确使用标准,检查范围,工件工况,检测环境等
选定检测人员
了解锻造工艺,检测条件
选定检测方法,检测面
选定探伤仪,探头种类,频率,晶片尺寸,折射角等
明确设备的性能,选定测定范围
接通电源,校准零位,入射点。调整测定范围
综合校正各项参数
制作并校准DAC曲线,调整检测灵敏度(并修正)
明确检测区域,扫查区域,必要时画出扫查线
施加耦合剂
粗略扫查,ቤተ መጻሕፍቲ ባይዱ工件上标出缺陷的大致位置
精确检测
评定缺陷等级,
合格与否
返修
出具检测报告
合格
转入下道工序
法兰加工工艺流程

法兰加工工艺流程嘿,咱今儿个就来聊聊法兰加工工艺流程这档子事儿。
你说这法兰啊,就像是机械世界里的小关节,把各种管子啊、设备啊连接得稳稳当当。
那它是怎么被制造出来的呢?这可就有讲究啦!首先得准备好材料,就好比做饭得有食材一样。
这材料得精挑细选,可不能有啥瑕疵,不然做出来的法兰可不靠谱。
然后呢,就开始切割啦,把材料切成合适的大小形状,这就跟裁缝裁布似的,得恰到好处。
接着就是锻造啦,把切好的材料一顿捶打,让它变得更结实更有型。
你想想看,这就像是给材料做健身,把它锻炼得壮壮的。
经过锻造的法兰啊,就有了初步的模样。
然后就到了车削加工这一步,这就好比给法兰精心打扮一番,把它的表面车得光滑溜溜的,让它好看又好用。
再往后就是钻孔啦,得在法兰上钻出合适的孔,这孔的位置和大小可都得精确,不然可就没法和其他部件完美配合啦。
这就好像给法兰打耳洞似的,位置得准呀!接下来还有热处理呢,这可是让法兰变得更厉害的关键一步。
就像人要经历一些磨练才能更强大一样,经过热处理的法兰会更耐用、更可靠。
最后就是检验啦,得好好检查检查这法兰合不合格,有没有啥毛病。
这可不能马虎,就跟咱出门前得照照镜子看看自己穿戴整齐没一个道理。
你说这法兰加工工艺流程是不是挺有意思的?每一步都不能马虎,都得用心去做。
这就像盖房子,一砖一瓦都得垒好,才能盖出坚固漂亮的大房子。
咱这法兰也是,每个环节都做好了,才能做出高质量的法兰,才能在各种机械装置里发挥大作用啊!你想想,如果法兰加工不好,那会咋样?肯定会出问题呀,说不定就会漏水、漏气啥的,那可就麻烦大啦!所以说啊,这工艺流程可不能小瞧。
总之呢,法兰加工工艺流程虽然看似复杂,但只要咱一步步认真去做,就一定能做出好的法兰来。
这就跟咱过日子一样,得踏踏实实地过,才能过得好,过得有滋有味呀!。
法兰安装工程检验批质量验收记录

法兰安装工程检验批质量验收记录
法兰安装工程检验批质量验收记录
法兰安装工程检验批质量验收记录
法兰安装工程检验批质量验收记录
法兰安装工程检验批质量验收记录
法兰安装工程检验批质量验收记录
法兰安装工程检验批质量验收记录
法兰安装工程检验批质量验收记录
法兰安装工程检验批质量验收记录
法兰安装工程检验批质量验收记录
法兰安装工程检验批质量验收记录
法兰安装工程检验批质量验收记录
法兰安装工程检验批质量验收记录
法兰安装工程检验批质量验收记录
法兰安装工程检验批质量验收记录。
2016.9.23弯头检验程序-李宇

弯头检验程序Elbow Inspection Procedure目录一、总述General (3)二、参考标准Reference Standards (3)三、检验步骤Inspection Procedure (3)1.材料检验流程Material inspection process (3)2.外观检验Visual inspection (5)3.材料标识Material identification (5)4.尺寸壁厚检查Inspection for dimension and wall thickness (7)5.质量保证书Certificate of quality (10)四、验收标准Acceptance Criteria (12)五、检验记录Inspection Records (12)六、其他Other (14)弯头检验程序Elbow Inspection Procedure一、总述General本程序适用于一般弯头的检验。
包含材料检验流程、材料外观检验、材料标识、材料尺寸壁厚、质量证明书、检验记录、验收标准等几部分。
This procedure is applicable for elbow inspection. Items include Material inspection process、Appearance inspection、Material identification、Dimensions and Thickness、Certificate of quality、Inspection record、Acceptance criteria etc.二、参考标准Reference Standards本程序主要参考以下标准及规范。
This procedure is mainly referred to the following standards and specifications.(1)ASME II –A 铁基材料Ferrous material(2)ASME B16.9 工厂制造的锻钢对焊管件Factory-Made Wrought Butt welding Fittings(3)LBT-QS-QCM-2016 质量控制手册Quality control manual(4)ASME B36.19不锈钢管Stainless steel pipe三、检验步骤Inspection Procedure1.材料检验流程Material inspection process采购员根据设计工程师提供的材料申请单和采购说明书编制采购订单进行采购。
法兰拆装检查管理程序(修复的)
螺栓拆除规定1 向业主单位申请办理打开设备作业许可证。
2 检查松锈剂(润滑剂)自燃点,当螺栓表面温度低于松锈剂自燃点时,给高温螺栓、低温螺栓和锈迹明显的螺栓喷涂松锈剂(润滑剂)。
3 拆除螺栓步骤如下(>M14的螺母按下列三步拧松,≤M14的螺母,可省去第二步。
拧松螺母步骤:第一步,对称拧松;第二步,间隔拧松;第三步,顺序拧松。
):如图一:图一:1、对称拧松 2、间隔拧松 3、顺序拧松3.1 进行螺栓拆除不要站在法兰正面方向 3.2对称均匀松开螺母,但不移走。
3.3待螺母全部松开后,慢慢撬开法兰,检查无异常后才能移走螺母和螺栓。
4 若松开螺母过程中,发现设备或管道内有介质流出,应立即拧紧螺母,并经业务团队作业票协调员现场再次确认,具备施工条件才能继续作业。
4.1 有安装拧紧力矩要求的螺栓,拆除拧松力矩按照安装拧紧力矩的1.5~2倍。
4.2 拆除≥M42螺栓,优先考虑液压板手或螺栓拉伸器等专用工具进行作业。
采用液压板手或螺栓拉伸器拆除螺栓。
4.3 咬死螺栓破坏性拆除规定4.4 ≤M20咬死螺栓的破坏性拆除,选择拆除工具或方法的次序:锯工、螺母劈开器、动火;>M20咬死螺栓的破坏性拆除,选择拆除工具或方法的次序:螺母劈开器、动火。
4.4.1 采用动火破坏性拆除咬死螺栓,施工安全条件由业务团队作业票协调员负责确认。
4.4.2 如果确实需要对螺栓进行动火切割:切割过程中,法兰应始终保持关闭,即螺栓切割之后,应立即用新的螺栓和螺母进行更换紧固,直至所有需割除的螺栓更换成新螺栓和螺母后,再按照螺栓拆除步骤进行拆除。
动火切割应尽量减少作业区域周围的人员数量,不要站在法兰正面方向。
(进行风顺序拧松间隔拧松对称拧松险识别,如果风险等级小于3级的可省掉:螺栓切割之后,应立即用新的螺栓和螺母进行更换紧固步骤)4.4.3 对于特殊材料的咬死螺栓(如:Inconel728)和≥M36咬死螺栓(如:25Cr2MoV/35CrMoA/30CrMoA/35#)的破坏性拆除,须经施工承包商申请,由施工管理人员现场确认并审核,施工经理审批。
法兰处理工安全技术操作规程
法兰处理工安全技术操作规程一、总则法兰是工业生产中常见的一种连接方式,它对工业设备的运作稳定性、安全性都有着十分重要的作用,但它也是容易出现事故的部件之一。
为了保证法兰的正常使用和安全性,制定本安全技术操作规程。
二、作业程序1、作业前准备(1)作业前认真阅读法兰连接的图纸和使用说明书。
(2)仔细核查法兰的型号、规格、用途和性能等参数。
(3)进行现场环境检查,确保安全操作的前提条件。
(4)准备工具、材料和机器设备等必要的作业设备。
2、作业操作(1)检查法兰的表面是否干净平整,是否有裂缝、凹凸、脱漆等缺陷。
(2)检查法兰连接的紧固螺栓是否齐全、是否紧固牢固。
(3)确认好法兰的连接方式,选择合适的连接工具和连接方式,进行连接作业。
(4)安装或调整好法兰的密封垫片,并根据需要上润滑油。
(5)进行法兰连接调试工作,检查连接是否牢固、密封性是否良好。
(6)在连接成功后,进行试运行,并进行防护措施,以确保设备及人员的安全。
3、作业结束(1)作业结束后,清理现场,保持设备及作业环境的清洁。
(2)将所使用的工具、器材和设备等归入专门的存储位置。
(3)制定好法兰的保养计划,定期进行维护保养。
(4)及时处理断开或损坏的法兰。
三、安全注意事项1、在作业前,要确保设备停止运转,并确认接近设备的警戒线的设置。
2、对于不同类型的法兰,应选择合适的连接工具。
3、在操作过程中,遵守操作规程,确保工作和人员安全。
4、在操作过程中,尽量避免振动和冲击,以免损坏机器设备和法兰连接部件。
5、使用、调整和维护工具时,应保证其工作性能良好,并防止交叉污染和酸碱腐蚀。
6、在接近法兰连接部件时,要戴好手套、眼镜等适当的防护用品,以避免损伤手部或产生灰尘等危害。
7、应定期对法兰连接作业部分,进行检查和维护,保证其正常运转、维护良好。
定期排除和修理部件上的缺陷,以确保各部件运作在最佳状态。
法兰检验规程

法兰检验规程一、常规法兰检验规程1、目的为了加强锻制法兰的质量管理,将质量控制关口前移至出厂之前,特制定本要求,作为锻制法兰除执行合同技术附件及合同规定的设计、制造、检验与试验标准以外还应符合的要求,并作为出厂检验的依据。
如技术附件、合同规定的设计、制造与试验标准、本要求之间有冲突,则按要求较高者执行。
2、适用范围本要求适用于适用于各种规格的锻制法兰.3、原材料的采购及复检3。
1、所有用于制造锻制法兰的原材料采购渠道必须为需方确定的供应商。
3。
2、原材料购进后必须进行复检,合格后方可投入生产。
复检项目不少于下述内容:3。
2。
1、原材料必须有质量合格证明书,质量合格证明书上必须按相应制造标准要求填写齐全,不得漏项。
3。
2.2、质量合格证明书必须与原材料实物一一对应。
3.2.3、每批原材料(同规格、同材质、同炉号、同时到货)应抽不少于1 根进行化学成份分析和机械性能检验.材质为合金钢或低温钢时,除抽不少于1 根进行化学成份分析和机械性能检验外,余下部分逐根进行光谱分析。
检验结果符合相应标准要求.4、过程控制。
4。
1、标记的移植.工件在各工序之间的转移(从下料开始)必须严格执行标记移植制度:即工件转入下一道工序前,本工序操作者必须将加工前的标记完整无误地移植到加工后的工件表面,标记内容至少包括材质、原材料炉号。
对标记内容不清的工件下一道工序不应接受。
4.2、锻制法兰毛坯热处理操作后必须出具热处理报告,并随锻制法兰到货提供给买方.各种材质的锻制法兰的热处理工艺必须不低于相应制造标准的要求,热处理后的法兰不许再进行冷加工。
5、检验与试验。
锻制法兰出厂发货前应按相关规范、标准、技术条件等完成所有检验与试验,检验与试验内容至少应包括但不限于下列条款.5.1、法兰的成品几何尺寸、外观逐件检测。
5。
2、硬度检验:所有锻制法兰逐件进行硬度检验,硬度应符合JB4726~JB4728—2000 的标准要求.5。
3、对碳素钢、合金钢和不锈钢Ⅱ、Ⅲ、Ⅳ级锻件法兰的其它性能的检测,按JB4726~JB4728-2000 标准中的规定进行检测。
法兰处理工安全操作规程

法兰处理工安全操作规程1. 安全意识在进行法兰处理工作前,必须端正安全意识。
了解现场安全风险,并时刻注意自身安全。
在工作中,严格遵循操作规范,不盲目冒险,严格遵守操作程序和操作规程,充分考虑职业健康安全和环境保护因素。
2. 安全装备在进行法兰处理工作时,必须使用相应的安全装备。
如佩戴手套和防护眼镜等。
同时,要检查安全装备是否符合要求,确定其可靠性和有效性,并确保安全装备在完好的状态下使用。
3. 工作区域安全进行法兰处理工作时必须确保工作区域的安全。
在工作现场的周围必须设置明显的警示标志,并进行必要的安全措施,以便让周围的人员知道这里正在进行工作。
此外,必须清理现场,确保没有障碍物,并确保地面干燥,以减少意外事故的发生。
4. 前期准备在进行法兰处理工作前,必须进行适当的前期准备工作。
包括:检查法兰相关的零件、工具和设备等是否齐备,并测试和检查它们的可靠性。
另外,也要确认工作的范围和类型,以及是否需要使用特殊的工具或材料来完成。
5. 操作程序在进行法兰处理工作时,必须按照操作程序来进行工作,严格遵循操作规范。
特别是在操作措施方面,必须按照精细、正确的操作步骤逐步完成。
在操作过程中,要注意自己的身体姿势,保持正确的身姿,以避免产生过度的压力和应力,并确保正确的操作频率和力度。
6. 安全检查在完成法兰处理工作后,还需要进行安全检查。
主要是对完成后的产品进行检查,并检查操作现场是否跟操作前颇有不同。
如果发现有隐藏的安全隐患,要立刻采取必要的措施,以保障自身和他人的安全。
7. 环境保护在进行法兰处理工作时,必须对环境保护做到认识,做到保护。
主要是要注意把工作区域的产生的废弃物清理干净,防止对环境造成不必要的污染。
另外,还要注意对化学物质的使用以及垃圾的处理,确保不会对自然环境造成损害。
8. 总结以上便是法兰处理工安全操作规程,我们在进行法兰处理工作前必须端正安全意识,确保安全装备的使用,保持工作现场的安全和清洁,进行适当的前期准备工作,按照操作程序来完成工作。
法兰安全操作保养规程

法兰安全操作保养规程
引言
法兰是一种常用的连接装置,多用于化工、石油化工、电力、卫生
和航天等设备中。
在使用过程中,必须严格遵守安全操作规程,以保
证工作人员的安全,避免设备事故的发生。
本文将介绍法兰的安全操
作和保养规程,以保证使用效果和安全性。
安全操作规程
选用规范
在选用法兰时,必须根据使用环境和要求,选择合适的法兰。
要注
意不同类型的法兰用途不同,使用范围不同。
安装规程
1.法兰管道连接前必须清洗干净,管道及法兰连接面上必须
无油污和异物。
2.法兰连接顺序:法兰连接最后一个螺栓,将过渡垫圈对准
连接法兰两端孔,按手背方向交替逐步增强螺栓力矩,直到螺栓
力矩达到设计要求,注意手感和力度,切勿使用大力气过度拧紧。
3.保持固定:法兰安装后,螺栓要均匀地拧紧,将连接件平
面压紧。
注意螺栓拧紧后,法兰连接处无明显变形和裂痕。
常见故障
1.法兰连接螺栓过紧或过松;
2.法兰盖面和盖板安装时未对准法兰孔位;
3.过渡垫圈安装不当。
保养规程
1.检查法兰螺栓,一定要保持螺栓的一致性和紧固度;
2.定期检查过渡垫圈,确保过渡垫圈表面平滑,没有折纹;
3.法兰连接部位油封严密,无泄漏。
结语
以上就是本文所介绍的法兰安全操作规程和保养规程,使用时一定要遵照规程操作。
在使用过程中,如遇到问题请及时询问专业技师。
法兰管件验收规范
法兰管件验收规范
1,范围
本规范规定了法兰、铸钢、炭钢、合金钢和奥氏体不锈钢制对焊、承插和螺纹管件(包括弯头、异径接头、三通、四通。
管帽等)检验方法和检验结果的判定。
2,引用标准
MSS SP-55;JB/T7927-1999;ASME B 16.5;ASME B16.47;ASME B16.9;ASME B16.11;ASME B16.28;
3,检验
3.1,材料检验
产品应有材料生产厂材质证明书,使用国产材料替代合同中要求的国外材料时,其材料的化学成分及力学性能指标应满足国外相应材料标准的规定。
3.2,热处理及无损检测
工厂需提供检测记录。
3.3,尺寸检测
尺寸检验按有关标准规定进行,合同中有特殊要求的按合同要求进行。
3.4,表面质量
3.4.1,管件表面不得有裂纹、过烧以及其他有损强度的外观缺陷(如疤痕等)。
内外表面应光滑不得有锈蚀的麻点、氧化皮及机械损伤。
3.4.2,炭钢以及合金钢管件表面的防锈漆,应光滑平整,没有脱落现象。
3.5,标记检验
成品管件必须在显著位置有喷漆或打印耐标志,标志内容及方法应符合和合同或者MSS SP-25规定。
3.6,包装检验
空格箱包装的,空格箱内的产品应牢固固定,空格间尺寸必须小于最小件的外形尺寸,以确保长途运输时不会因产品相互碰撞而受到损伤;对于木箱包装的,木箱内产品应牢固固定,以确保长途运输时不会因管件相互碰撞而受到损伤。
设备材料进厂验收标准:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
法兰检验程序Flange Inspection Procedure一、总述General本程序适用于一般法兰的检验,包含材料检验流程、外观检验、材料标识、法兰尺寸、质量证明书、检验记录、验收标准等几部分。
This procedure is applicable to the general flange inspection including Material inspection process、Visual inspection、Material identification、Flange dimensions、Certificate of quality、Inspection record、Acceptance criteria etc.二、参考标准Reference Standards本程序主要参考以下标准及规范。
This procedure is mainly referred to the following standards and specifications.(1)ASME II – A 铁基材料Ferrous material(2)HG/T20615 钢制法兰(Class系列)Steel flange (Class Series)(3)LBT-QS-QCM-2016 质量控制手册Quality control manual三、检验步骤Inspection Procedure1.材料检验流程Material inspection process采购员根据设计工程师提供的材料申请单和采购说明书编制采购订单进行采购。
材料到货后,采购员应填写“到货通知单”(如附录表1所示),然后将到货清单和质量证明书(厂家提供)交于仓库管理员和材料检验员办理交接手续。
接到到货通知单后,仓库管理员通知材料检验员及时验收材料。
The purchaser shall prepare Purchase Order, according to Material Requisition, relevant Purchase Specification provided by the Design Engineer.Upon receiving material, Purchaser shall fill out “Notice of Arrival”(As shown in Table 1 of appendix) and hand over the “Notice of Arrival”, Quality Certificates (Manufacturers provide)and other relevant documents to Warehouse Controller and Material Examiner to conduct handing overprocedures. The Warehouse Controller shall inform the Material Examiner to perform receiving examination.2.外观检验Visual inspection(1)铸造表面应该光滑,不得有锻造伤痕、裂纹等缺陷。
(1)Casting surface should be smooth, no forging scars, cracks and other defects.(2)铸造表面的粘砂、氧化皮等应清除干净,不允许有影响铸件使用性能的缺陷(如裂纹、缩孔、夹渣等)。
(2) The sand, oxide, etc. of the casting surface should be clean removal,the defects affect the performance of the casting is not allowed (suchas cracks, shrinkage, slag, etc.)(3)机加工表面不得有毛刺、有害的划痕和其他降低法兰强度和连接可靠性的缺陷。
(3) The machined surface should remove burrs, scratches and otherdefects which would reduce the strength of flange and connectionreliability.(4)环连接面法兰的密封面应逐个检查,槽的两个侧面不得有机械加工引起的裂纹、划痕和撞伤等表面缺陷。
(4) S ealing surface ring joint face of flange shall be checked one by one,the two side grooves shall not have cracks, scratches and bruisescaused by machining and other surface defects.3.材料标识Material identification法兰标识按照HG/T20615第13.0.1章节规定标记进行检查。
(如附录图1所示)。
Flange identification is examined in accordance with the chapter13.0.1 of HG/T20615. (As shown in Figure 1 of appendix).4.法兰尺寸Flange dimensions(1)按照规范检查法兰尺寸。
(例:如图所示的带颈对焊法兰)(1)Check flange dimensions according to specifications.(Example: Asshown in Figure welding neck flange)图例:3” 150 Class A182 316L WNRF HG/T20615带颈对焊法兰Figure:3” 150 Class A182 316L WNRF HG/T20615 Welding Neck Flange (2)通过标准HG/T20615查得该法兰尺寸要求。
如附录图2所示。
(2)The flange dimensions requirements are checked by standard HG/T20615.As shown in Figure 2 of appendix.(3)通过标准HG/T20615查得该法兰尺寸公差。
如附录图3所示。
(3)The flange dimensional tolerance are checked by standard HG/T20615.As shown in Figure 3 of appendix.(4)尺寸测量方法见附录:法兰尺寸的测量方法。
(4) Dimension measurement methods see Appendix:Method formeasuring flange dimensions.5.质量证明书Certificate of quality从采购员处接收到厂家提供的质量证明书后,材料检验员应按照规范要求对其化学成分、力学性能、热处理要求等进行核对,确保质保书的正确性。
如表例所示:When received the quality certificate from the purchaser, Material Examiner should check the chemical composition, mechanical properties, heat treatment etc. according the specification requirements to ensure correctness of quality certificate.As shown in the table:表例:带颈对焊法兰A182 316L的材料要求Table: Material requirements of welding neck flange A182 316L6.其他Others材料验收完成后,将不合格产品分出,并通知库房管理员将合格产品入库待用。
合格材料由仓库管理员分配一个唯一的编码标记,使每块材料都能追溯到原始材料标记,材料检验员将此标记登记在验收记录和材料质量证明书上。
不合格材料应贴上“不一致品扣留标签”(如附录图4所示),经检验工程师确认后,通知采购员按要求办理退货或索赔等工作。
After the completion of acceptance materials, pick substandard products out, and notify the Warehouse Controller store the qualified products for use.The qualified material should assign a unique code tag by the warehouse manager,so that each material can be traced back to the original material mark, Material Examiner should register this tag in the Acceptance records and Material quality certificate. Substandard material should be labeled "inconsistent".(As shown in Figure 4 of appendix),after confirm by the inspection engineer, the purchaser shall finish return or claims work etc.according to the requirements.四、验收标准Acceptance Criteria1.检验流程LBT-QS-QCM-2016 第4章材料控制2.外观检验HG/T20615 12.0.1 法兰外观检验要求3.材料标识HG/T20615 13.0.1 标记及标记示例4.法兰尺寸HG/T20615 8.2 2-1 法兰尺寸表5.质量证明书ASME II – A篇铁基材料6.其他LBT-QS-QCM-2016 第4章材料控制1.Inspection process LBT-QS-QCM-2016 Chapter 4 Material Control2. Visual inspection HG/T20615 12.0.1 Flange inspection requirements3. Material identification HG/T20615 13.0.1 Marking and marking examples4. Flange dimensions HG/T20615 8.2 2-1 The table of Flange dimensions5. Certificate of quality ASME II – A Ferrous material6. Others LBT-QS-QCM-2016 Chapter 4 Material Control五、检验记录Inspection Records将检查数据记录在“材料验收记录表”(如附录表2所示)里,包括炉批号使其能够追溯到材料实验报告。