mastercam实例
MasterCAM铣削编程综合实例
综合实例10.1 MasterCAM编程步骤学习MasterCAM的最终目的是要在数控铣床或数控加工中心上,加工出实际的工件。
一般有工厂的固定产品,也有用户来料加工等方式,可按如下步骤进行。
1.绘制零件图纸如果是一般的机械工程图,要使用图纸上的尺寸绘出二维或三维线框模型图,然后在线框模型图上绘制曲面模型或实体。
如果加工件给的是实物,则要用测量实物的尺寸,或由三坐标测量机测量,找出相应尺寸,根据测量尺寸绘制出线框模型或曲面模型。
2.编制刀具路径根据加工工件的类型选取相应的加工功能项生成刀具路径。
如果是加工一个二维工件,就选用二维刀具轨迹生成模块;如果工件外形是一个圆弧齿轮,选用外形铣削;如果工件的内腔是一复杂曲线,就选用挖槽铣削;若内腔中还有岛屿,就要用挖槽和岛屿相结合的方法加工;如果工件是一个圆柱形凸轮,就要用三维多轴铣削;如果工件是钻孔、锪孔、攻丝、镗孔,就使用钻削加工,钻孔有一般钻孔、深钻孔等,需选用相应方式;如果工件表面是各种曲面,则要用三维曲面加工。
曲面加工有粗加工和精加工两大类多种加工方法,要根据不同的形状和要求去选用曲面加工方法,然后生成相应的刀具路径。
3.模拟刀具路径将编制的刀具路径在计算机上进行模拟显示,检验刀具路径的正确性,多余的刀具路径可通过过滤器删除,以除去多余的加工程序,减少加工时间。
系统提供加工时间,同时可帮助估算加工时间和费用。
4.检验刀具路径生成的刀具路径,可以在计算机中形象地铣削,可真正看出铣出的工件,在加工中看出刀具在什么地方发生干涉,发现问题及时修改。
5.编制后处理程序将NCI(刀位文件)转换成NC(加工程序),可编辑该加工程序,利用系统的通讯功能传送给数控系统,完成零件的加工。
10.3 电风扇绘制与加工10.3.1 线框及曲面造型1.绘制电风扇线框图形步骤1:进入MasterCAM系统,设置初始辅助菜单项在辅助菜单中选择并设置Z:0.000(Z向深度)Cplane:F(构图平面)Gview:F(视角平面)步骤2:绘制直线⑴选择Main Menu/Create/Line/Multi在提示区输入Specify endpoint 1:0,10 ↙Specify endpoint 2:6.25,10 ↙Specify endpoint 3:6.25,0 ↙Specify endpoint 4:6.25,0 ↙按ESC键,结束画线操作。
MASTERCAM四轴加工实例教程
1 4.1 加工任务概述加工任务概述加工任务概述加工任务概述利用图4-1 所示的“福”字图片,通过Mastercam 的四轴加工功能得到笔筒造型。
具体步骤如下:1)把图片中的“福”字转化成Mastercam 可读入的Autodesk 格式,或利用Mastercam9.1 自带的功能,直接可以把图片格式转换成线条。
2)经过编辑后,得到我们加工笔筒所需要的线条图形,再把图形缠绕在直径为95mm 的圆筒上3)通过Mastercam 的四轴加工功能得到笔筒造型。
图图图图4-1 未编辑前的福字为图片格式未编辑前的福字为图片格式未编辑前的福字为图片格式未编辑前的福字为图片格式经过图片转换,再加上修饰花边,加工后即为如图4-2 效果。
多轴数控设备实训丛书多轴数控设备实训丛书多轴数控设备实训丛书多轴数控设备实训丛书————四轴加工四轴加工四轴加工四轴加工 2 图图图图4-2 经过图片转换经过图片转换经过图片转换经过图片转换、、、、修饰后的加工效果修饰后的加工效果修饰后的加工效果修饰后的加工效果 4.2 工艺方案工艺方案工艺方案工艺方案笔筒的加工工艺方案如表4-1 所示。
1))))工艺设计工艺设计工艺设计工艺设计表表表表4-1 笔筒的加工工艺方案笔筒的加工工艺方案笔筒的加工工艺方案笔筒的加工工艺方案工序号工序号工序号工序号加工内容加工内容加工内容加工内容加工方式加工方式加工方式加工方式机床机床机床机床刀具刀具刀具刀具夹具夹具夹具夹具10 下料φ100×120 20 车:车外圆及长度至尺寸车卧式车床30 车:车内孔至尺寸车卧式车床40 铣:铣福字图案铣立式加工中心雕刻刀(或1mm 中心钻)专用心轴笔筒毛坯如图4-3 所示,材质为铝镁合金5050。
在实际加工中,毛坯已没有夹持余量,不可能再用三爪夹持笔筒外圆的方法加工,但可设计一阶梯芯轴,用三爪夹持心轴,找正后,把笔筒套入芯轴,并用顶尖顶牢,由于实际加工过程中,切削力很小,笔筒内孔与芯轴之间为精密配合,顶尖顶牢后,预紧力完全满足加工切削力的要求。
完整的masterCAM9.0教程

创建新文件与打开已有文件
创建新文件
选择“文件”菜单中的“新建”选项, 或使用快捷键Ctrl+N,即可创建一个 新的空白文件。
打开已有文件
选择“文件”菜单中的“打开”选项, 或使用快捷键Ctrl+O,在弹出的文件选 择对话框中选择需要打开的文件,点击 “打开”。
视图控制与图形对象选择
视图控制
使用视图控制工具栏中的按钮,如缩放、旋转、平移等,对图形进行视图调整。
Mastercam9.0的启动与退
启动Mastercam9.0
双击桌面上的Mastercam9.0图标,等待启动过程完成。
退出Mastercam9.0
点击菜单栏上的"文件",选择"退出",或者直接关闭软件窗口。
03 Mastercam9.0基本操作 界面
菜单栏
01
文件操作
新建、打开、保存、另存为等文件 操作命令。
圆
选择“绘图”菜单中的“ 圆”选项,在绘图区域点 击圆心和半径绘制圆。
图形对象的编辑与修改
移动
选择“编辑”菜单中的“移动”选项,或使用快捷键Ctrl+M,可 以将选定的图形对象进行移动。
复制
选择“编辑”菜单中的“复制”选项,或使用快捷键Ctrl+C,可以 将选定的图形对象进行复制。
删除
选择“编辑”菜单中的“删除”选项,或使用快捷键Delete键,可 以删除选定的图形对象。
实体编辑
实体模型创建完成后,可以进行各种 编辑操作,如实体修剪、实体倒角、 实体圆角等,以完善模型设计。
数控加工与编程
加工策略选择
Mastercam9.0提供了多种加工策略,如平面加工、曲面加工、钻孔加工等,可根据需 要进行选择。
基于MasterCAM—X的典型零件数控加工编程
基于MasterCAM—X的典型零件数控加工编程数控加工编程是数控加工技术的关键环节,是将零件图纸及工艺要求翻译成机器能够理解的程序指令,使数控机床能够按照程序要求自动进行加工。
MasterCAM-X是一种常见的数控编程软件,下面以一种典型的零件为例,介绍MasterCAM-X的数控加工编程过程。
1、导入零件图形首先,我们需要将设计好的零件图形导入到MasterCAM-X软件中进行加工编程。
在MasterCAM-X界面中,选择File->Open,打开零件图形文件,如下图所示。
2、准备工艺数据在进行加工编程前,我们需要准备好相关工艺数据,包括刀具的尺寸、材料、加工过程的切削参数、工件的加工方向等。
这些数据将直接影响到加工质量与效率,需要根据实际情况进行合理设置。
3、创建新工艺在MasterCAM-X界面中,选择Operations Manager,进入工艺管理界面,如下图所示。
在这里,我们可以根据实际需要,创建新的加工工艺模板。
4、建立刀具库刀具是数控加工中重要的工具,可以直接影响到加工质量和效率。
在MasterCAM-X中,我们可以使用刀具库,快速方便地选择需要的刀具。
选择Tool Manager,进入刀具管理界面,如下图所示。
在刀具管理界面中,可以设置切削刀具的相关参数,包括刀具直径、长度、刀尖半径、速度、进给量等。
接着,在工艺管理界面中新增工艺步骤,将刀具库中的刀具与工艺进行绑定,实现自动化的刀具选择。
5、生成切削路径将刀具库中的刀具与零件图形进行绑定后,我们需要生成合理的切削路径。
在MasterCAM-X界面中,我们可以使用散集命令、多边形命令等方式,快速生成切削路径。
需要注意的是,在切削路径生成的过程中,需要充分考虑切削参数、加工方向、刀具的尺寸等因素,以实现高效、准确的加工质量。
6、生成NC代码生成NC代码是数控加工编程的最后一步,也是最重要的一步。
在MasterCAM-X界面中,选择操作模块Operations Manager,点击Generate Code,即可生成NC代码。
Mastercam数控编程实例介绍
构图平面之后,所绘制的图形就出现在该平面上。可以通过工具栏中的按钮
来改变构
图面也可以通过状态栏
(T/Cplane)改变。
3. 设置工作深度
构图平面实际上只是确定绘图平面,在同一方向上,可以根据设计需要设置多个构图平
面,而构图平面的位置由工作深度 Z 来确定。例如,设置了构图平面是“T 俯视图”,这时绘
图 1-116 二维模型图
图 1-117 刀具路径操作窗口 20
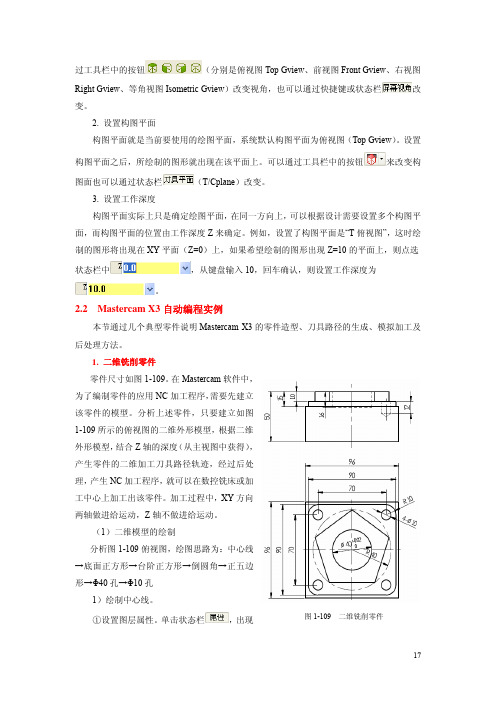
(3)加工工艺分析 不管是手工编程还是计算机辅助编程,加工工艺都是必须关注的。Mastercam 软件的 CAM 工能主要是自动产生刀具路径,加工工艺还需要编程人员事先制定。图 1-101 所示的 零件图,毛坯是经过预先铣削加工过的规则合金铝材,尺寸为 96mm×96mm×50mm。 1)装夹方法 此零件毛坯规则,采用平口钳装夹。 2)设定毛坯尺寸 单击图 1-117 中“材料设置”,出现如图 1-118 所示对话框。设置参数如图所示,其余为 默认设置,单击确定按钮,设定好毛坯尺寸。单击工具栏中 按钮,将视角设为等角视图, 结果如图 1-119 所示,双点划线部分为毛坯外形。 3)刀具设定 点击图 1-117 或 1-118 中的“刀具设置”,进入刀具设置界面,选中“刀具路径设置”中的“按 顺序指定刀具号码”。
零件尺寸如图 1-109。在 Mastercam 软件中,
为了编制零件的应用 NC 加工程序,需要先建立
该零件的模型。分析上述零件,只要建立如图
1-109 所示的俯视图的二维外形模型,根据二维
外形模型,结合 Z 轴的深度(从主视图中获得),
产生零件的二维加工刀具路径轨迹,经过后处
理,产生 NC 加工程序,就可以在数控铣床或加
工中心上加工出该零件。加工过程中,XY 方向
mastercam 加工中心编程实例
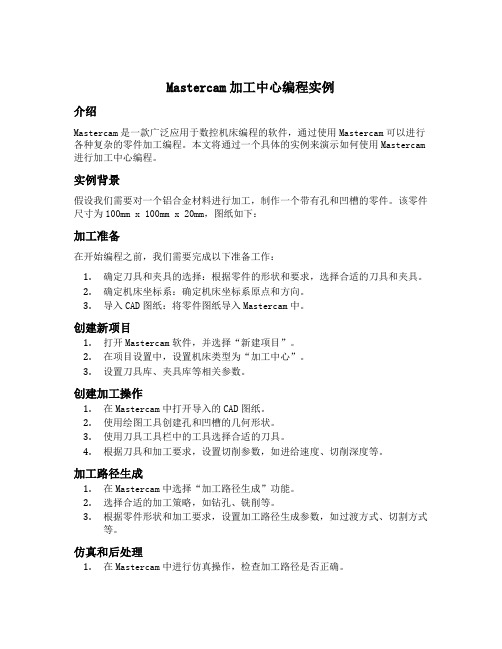
Mastercam加工中心编程实例介绍Mastercam是一款广泛应用于数控机床编程的软件,通过使用Mastercam可以进行各种复杂的零件加工编程。
本文将通过一个具体的实例来演示如何使用Mastercam 进行加工中心编程。
实例背景假设我们需要对一个铝合金材料进行加工,制作一个带有孔和凹槽的零件。
该零件尺寸为100mm x 100mm x 20mm,图纸如下:加工准备在开始编程之前,我们需要完成以下准备工作:1.确定刀具和夹具的选择:根据零件的形状和要求,选择合适的刀具和夹具。
2.确定机床坐标系:确定机床坐标系原点和方向。
3.导入CAD图纸:将零件图纸导入Mastercam中。
创建新项目1.打开Mastercam软件,并选择“新建项目”。
2.在项目设置中,设置机床类型为“加工中心”。
3.设置刀具库、夹具库等相关参数。
创建加工操作1.在Mastercam中打开导入的CAD图纸。
2.使用绘图工具创建孔和凹槽的几何形状。
3.使用刀具工具栏中的工具选择合适的刀具。
4.根据刀具和加工要求,设置切削参数,如进给速度、切削深度等。
加工路径生成1.在Mastercam中选择“加工路径生成”功能。
2.选择合适的加工策略,如钻孔、铣削等。
3.根据零件形状和加工要求,设置加工路径生成参数,如过渡方式、切割方式等。
仿真和后处理1.在Mastercam中进行仿真操作,检查加工路径是否正确。
2.如果需要输出数控机床程序文件,则选择“后处理”功能,并设置相应的后处理参数。
3.保存并导出数控机床程序文件。
加工操作1.将导出的数控机床程序文件拷贝到数控机床控制系统中。
2.在数控机床控制系统中加载并运行该程序文件。
3.监视加工过程,确保零件按照预期进行加工。
结束语通过本实例,我们演示了如何使用Mastercam进行加工中心编程。
从准备材料到最终完成零件的加工过程都需要仔细规划和操作。
希望本文能为您提供一些参考和帮助,使您能够更好地使用Mastercam进行加工中心编程。
MasterCAM草图-例题1
6.在工具条里面调整直线长度为:80,按 Enter键
7.画完一条线后在工具条里点选“应用”按 钮
操作步骤:1.绘制中心线
8.用同样的方法,绘制长度为50的竖直 中心线:按键盘的空格键,在弹出的 快速坐标文本框里输入坐标(0,25)按 Enter键;
9.得到第一个端点后将鼠标放到竖直位置 点击,得到一条临时竖直线
6.再以左边斜线和圆弧的交点为圆心,绘 制出上下两个同心圆:大圆的半径值为 10,小圆的直径为14
操作步骤:2.绘制图形
7.接下来绘制上下两个同心圆的连接圆弧: 点选倒圆角工具
9.分别点选上下两个圆即可做出一个圆 角了。按 结束倒圆角命令。
8.在工具条里面设置倒圆角半径为10,并 选择“不修剪”按钮
16.选择需要倒圆角的两条线
14.然后做出半径为2的两个倒圆角,点选 “倒圆角”工具
操作步骤:2.绘制图形
14.接下来修剪多余的线条,点选“修剪”工 具 15.在工具条里选中“分割物体”按钮
17.修剪完成后效果如图
16.然后用鼠标左键单击需要修剪的线条
操作步骤:2.绘制图形
18.接着绘制图形右边的部分,点选“两 点画线”工具 20.在工具条里输入长度值:38,按Enter
24.分别点选倒圆角的两条线
操பைடு நூலகம்步骤:1.绘制中心线
15.绘制定位圆弧线:打开圆的下拉 工具栏,点选“P极坐标”工具 17.然后分别点选圆弧的起点和终点
16.点选原点作为圆弧的圆心,然后把 鼠标向外移动,拉出一个虚线圆
18.在工具条里更改圆弧的半径值为: 35,按Enter键
19.接着点选工具条里的“确定”按钮, 结束圆弧的绘制。
例题1
操作步骤:1.绘制中心线
Mastercam在模具中的应用实例-
图7.74
第76页,共209页。
图7.75
第77页,共209页。
图7.76
第78页,共209页。
图7.77
第79页,共209页。
• 步骤2 创建旋转实体
第80页,共209页。
图7.78
第81页,共209页。
• 6.实体倒圆角
第82页,共209页。
图7.79
第83页,共209页。
1 粗加工上表面,采用插削粗加工
2
粗加工模具型腔,采用插削式粗加 工
3 粗加工球面,采用环绕等距精加工
4 精加工上表面
5 半精加工型腔(回转曲面除外)
6 精加工型腔
7 精加工型腔侧面
8 粗加工回转曲面 9 精加工回转曲面
刀具号
刀具规格
主轴转速 进给速度
r/min
mm/min
T01 φ20插削式铣刀
1500
孔中心点,选用Φ5mm中心钻。
第18页,共209页。
• (2)预钻Φ11.8mm通孔:
•
选用Φ11.8mm的钻头,依次定义8
个Φ12mm圆孔的圆心为钻孔中心点。
第19页,共209页。
图7.20
第20页,共209页。
• (3)对8个预钻孔铰削至尺寸Φ12H7:
•
选取8个圆孔的圆心作为钻孔中心点。
距精加工方式来实现球面的粗加工。
第96页,共209页。
• 精加工上表面,使用R5球头铣刀,
参照上步设置环绕等距参数。
第97页,共209页。
• 半精加工模具型腔包括球面, 使用R5球头铣刀,采用环绕等距精 加工方式。
第98页,共209页。
• 精加工模具型腔包括球面,使用 R2球头铣刀,采用环绕等距精加工方式。
mastercam后处理入门与应用实例精析 -回复
mastercam后处理入门与应用实例精析-回复读者早上好!今天我将为大家介绍一款被广泛应用于数控加工领域的后处理软件——Mastercam,并带大家深入了解其入门与实际应用实例。
希望这篇文章能够帮助大家更好地理解Mastercam,并在实践中有效利用该软件。
首先,我们先来了解一下Mastercam是什么。
Mastercam是一款由CNC Software Inc. 开发的计算机辅助制造(CAM) 软件,旨在充分利用数控机床的潜力,提高生产效率和准确度。
它将数学算法应用于CAD模型,将三维图形转化为具体的加工工艺,并生成适合于数控机床操作的机床控制程序。
Mastercam的后处理功能使用户能够轻松生成特定数控机床的控制程序,以指导机床执行精确的切削操作。
这就是我们今天要重点讨论的内容:Mastercam的后处理入门与应用实例。
首先,让我们来了解一下Mastercam后处理的基础知识。
后处理是将CAM系统生成的刀具路径等工艺信息转换成机床上具体指令的过程。
Mastercam提供了丰富的后处理选项,用户只需选择适用自己机床的后处理器,并进行相应的配置,即可生成适用于该机床的控制程序。
在Mastercam中,后处理器负责生成特定控制器所需的G代码或M 代码,它们在数控机床上执行具体的切削动作。
根据不同机床的构造和控制系统的不同,后处理器的配置也会有所差异。
Mastercam提供了大量的预配置后处理器,覆盖了各种数控机床的需求,用户只需根据自己机床型号,选择相应的后处理器即可。
其次,让我们通过一个实际的应用实例来详细了解Mastercam后处理的具体步骤。
假设我们需要使用Mastercam来为一台三轴数控铣床生成相应的切削程序。
第一步是在Mastercam中创建CAD模型。
通过Mastercam的CAD 工具,我们可以轻松创建从简单盒子到复杂零件的三维模型。
我们可以绘制和编辑图形,应用必要的几何和尺寸约束,以确保模型的准确性。
mastercam车削_实例

(执行),弹出刀具选择选项框,选择上次90°外缘车刀,采用系统默认值,车削效果如图07所示:1.2. 设置边界(相当于就是设定毛坯大小)选择Toolpaths (刀具轨迹)f job setup (工作环境设置) 、boundaries (边界),可以使用系统默认值, 选择 血绅氐” 一(图中红框处),设置参数(如 02, 03图):车削加工实例3、车端面(按照加工顺序,加工端面就是 第一步)选择"Toolpaths ” f“ Face ”(表面加工) ,首先要选择刀具如图 05 ,勾选选项,设置好后,效果请瞧图06 (进退刀点选择) 3.车外缘(端面加工后就是外圆加工)选择"Toolpaths ” f“ Rough ”(粗加工) f“ Cha in ”(串联) f“ Partial ”(部分串联),选择零件外缘(注意方向得选择)然后“ Done”绘制草图草图如下 (一定要注意位置)设置好后,效果见图 04精车外缘(粗加工后就是精加工)选择"Toolpaths ” f“ Finish ”(精加工) 宀"Chain ” f“ Partial ”,选择轮廓同上, “Done”执行,弹出刀具选择对话框(精加工刀具要另行选择) ,设置如图:::1-',精车效图&精车外缘5.攻螺纹选择 “Toolpaths ”Next menU'(下一页) 宀 “Thread ”,弹出刀具选择对话框,“ Tool parameters '与"Thread cut parameters ”使用系统默认值, “ thread shape parameters ”选项设置如图 9所示:攻螺纹效果如图所示:(如图10) 6.所有外形加工结束,进行切断选择 “ Toolpaths ” T “ Next 选择切刀,设置切刀宽度为 2,选择 spindle speed 为200,其余参数采用系 统默认,具体如图11:图12、攻螺纹结果最终结果执行结束以上步骤以后得4. 果如图08所示:menU' T " Cutff ” ,输入值(32,-100 ),最后结果三:后处理程序00000(PROGRAM NAME 结果)(DATE=DD-MM-YY - 14-11-09 TIME=HH:MM - 10:03) N100G21N102G0G17G40G49G80G90(OD ROUGHRIGHT - 80 DEG TOOL- 1 DIA 、OFF 、 -1 LEN 、- 0 DIA 、- 0、) N104T1M6N106G0G90X15 5Y0、A0、S550M3 N108G43H0Z 5M8 N110X17 N112Z0N114G1X- 8F 、5 N116G0Z2 N118X22 5 N120Z45 N122Z2 7 N124X13 318 N126G1Z-99 8 N128X15N130X16 414Z-98、386 N132G0Z2 7 N134X11、636 N136G1Z-70 805 N138X12 194Z-75、686 N140G3X12 2Z-75、8R1、 N142G1Z-99 8 N144X13 518N146X14 932Z-98、386 N148G0Z2 7 N150X9 954 N152G1Z-56 087到以下效果N156X13 25Z-71、141N158G0Z2 7N160X8 271 N162G1Z-41、368 N164X10 154Z-57、837 N166X11 568Z-56、422 N168G0Z2 7 N170X6 589 N172G1Z-19 879N174G3X6 907Z-20、093R1、 N176G1X7 907Z-21、093 N178G3X8 2Z-21、8R1、 N180G1Z-40 743 N182X8 471Z-43、118 N184X9 886Z-41、704 N186G0Z2 7 N188X4 907 N190G1Z- 093 N192X5 907Z-1、093 N194G3X6 2Z-1、8R1、 N196G1Z-19 8N198G3X6 789Z-19、992R1、 N200G1X8 203Z-18、578 N202S1440M3 N204G0Z2 N206X0 N208G1Z0 N210X4 2N212G3X4 766Z-、234R 、8 N214G1X5 766Z-1、234 N216G3X6 Z-1、8R 、8 N218G1Z-20N154X11、836Z-72、555四:学习心得1. 通过该练习,我对在mastercam 上进行车削加工有了一定基本得了解 并能独立操作,2. 对加工方式与刀具进行选择让我对加工本身也有了更加深刻与实际得 体验。
Mastercam X数控编程实例
10.2 Mastercam X数控编程实例
2. 实体切削验证 (1)在“操作管理”中确认“1-曲面粗加工挖槽-[WCS:俯视图]- [刀具 平面:俯视图]”被选中,然后单击“验证己选择的操作” 按钮,如图 10-22所示,系统弹出图10-23所示的“验证”对话框,零件模型也随之 变化为毛坯形状。
图10-14 选择刀具对话框
2. 选择刀具
10.2 Mastercam X数控编程实例
图10-15 曲面粗加工挖槽及定义 刀具-机床群组-1对话框
10.2 Mastercam X数控编程实例
3. 设置刀具参数 (1)定义刀具。 在图1015的“曲面粗加工挖槽”对 话框中,选中“刀具路径参 数”选项卡,列表框中显示 出上步选取的刀具。双击该 刀具,系统弹出图10-16所示 的“定义刀具-机床群组-1” 对话框。 (2)设置刀具号。在“定 义刀具-机床群组-1”对话 框中,把“刀具号码”文本 框中原有的数值123改为1。
10.2 Mastercam X数控编程实例
图10-5 机器群组属性
图10-6 边界盒选项
图10-7 机器群组属性
10.2 Mastercam X数控编程实例
1. 选择刀具路径 选择下拉菜单【T 刀具路径】→【R 曲面粗加工】→【K 粗加工挖 槽加工】命令,如图10-8所示,系统弹出图10-9所示的"输入新NC名 称"对话框,采用系统默认的NC名称或输入新命名的NC名称,单击 “√”按钮,弹出图10-10,提示选择加工面。
图10-16定义刀具-机床群组-1对话框
10.2 Mastercam X数控编程实例
(3) 设置刀具的加工参数。单击 “定义刀具一机床群组-1”对话 框的“参数”选项卡,设置如图 10-17所示的参数。 (4) 设置冷却方式。在“参数”选 项卡中单击“Coolant”按钮,系 统弹出“Coolant. . . ”对话框, 在“Flood”(切削液)下拉列表中 选择“on”, 单击“√”按钮, 关闭“Coolant. . . ”对话框。 4. 完成刀具设置
MasterCAM数控加工体验实例
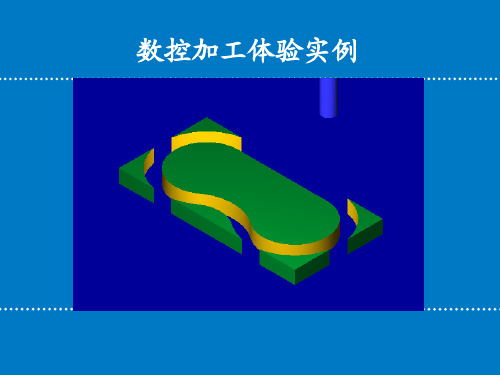
数控加工体验实例
操作步骤:1.绘制零件图
1.新建一个Mastercam文件
效果图如下:
2.绘制一个圆,选择“圆心点”工具
操作步骤:1.绘制零件图
3. 设置圆心ቤተ መጻሕፍቲ ባይዱ标为X0,Y0,Z0,按Enter 5.用同样的方法绘制第二个圆,圆心坐标 为X100,Y0,Z0,半径36。 6.两个圆绘制完毕后按“确认”按钮,效 果如图
1.设置机床:在菜单中选择“机床类型— 铣床—默认” 3.在弹出的“串连选项”对话框中选取 一种选择方法
2.设置刀具:在菜单中选择“刀具路径— 外形铣削”
操作步骤:2.设置机床及刀具
4.选择需要加工的图形
5.完成后在选项框中点选“确定”按钮
操作步骤:2.设置机床及刀具
6.紧接着弹出“外形”选项对话框,打开 刀库,从中选择号码为224的刀具 7.修改刀具的相应参数
1.点选“模拟加工”按 钮
2.在弹出的“实体验证”对 话框中选择“刀头”及模拟 速度,按“开始”按钮即可 开始模拟
操作步骤:3. 加工及编程
3.自动编程:在操作管理器中单击 “后处理”按钮
4.在弹出的“另存为”对话框中选取保 存位置,更改文件名,然后进行保存。
操作步骤:3. 加工及编程
5.软件自动生成零件的加工程序
4.设置圆的半径值为36,按Enter键, 点选“应用”图标
操作步骤:1.绘制零件图
7.绘制切弧:打开圆的工具下拉菜单, 点选“E点边界圆” 9.分别点选两个相切的圆
10.在出现的所有切弧中点选正确的那条 保留下来 8.在工作条中选中“相切”图标, 并设置切弧的半径为50,按Enter
MasterCAM草图-例题1
6.在工具条里面调整直线长度为:80,按 Enter键
7.画完一条线后在工具条里点选“应用”按 钮
操作步骤:1.绘制中心线
8.用同样的方法,绘制长度为50的竖直 中心线:按键盘的空格键,在弹出的 快速坐标文本框里输入坐标(0,25)按 Enter键;
9.得到第一个端点后将鼠标放到竖直位置 点击,得到一条临时竖直线
操作步骤:1.绘制中心线
15.绘制定位圆弧线:打开圆的下拉 工具栏,点选“P极坐标”工具 17.然后分别点选圆弧的起点和终点
16.点选原点作为圆弧的圆心,然后把 鼠标向外移动,拉出一个虚线圆
18.在工具条里更改圆弧的半径值为: 35,按Enter键
19.接着点选工具条里的“确定”按钮, 结束圆弧的绘制。
10.然后在工具条里面调整直线长度为: 50,按Enter键。
操作步骤:1.绘制中心线
11.接下来绘制左边的两条斜线:用鼠标 捕捉原点,向左边做出一条临时斜线 13.用同样的方法绘制另一条斜线,角度 值为210
12. 在工具条里面更改角度完成所有的直线后,按工具条里的 “确认”键
24.分别点选倒圆角的两条线
21.用同样的方法做出上面的水平线, 之后将两条线的端点连接起来 19.点选圆的下端点作为直线的起点,做 出一条水平线
操作步骤:2.绘制图形
22.做出两个倒圆角,点选圆角工具
25.用同样方法做出第二个圆角。
23.在工具条里面设置倒圆角半径为 8,并选择“修剪”按钮
26.再以圆角的中心为圆心,绘制出上 下两个同心圆,直径分别为10和6,即 完成了整幅图的绘制。
6.再以左边斜线和圆弧的交点为圆心,绘 制出上下两个同心圆:大圆的半径值为 10,小圆的直径为14
MasterCAM的车削编程实例
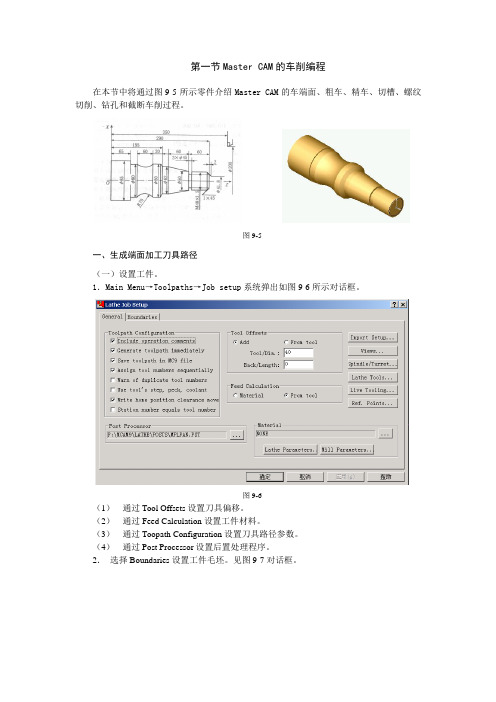
第一节Master CAM的车削编程在本节中将通过图9-5所示零件介绍Master CAM的车端面、粗车、精车、切槽、螺纹切削、钻孔和截断车削过程。
图9-5一、生成端面加工刀具路径(一)设置工件。
1.Main Menu→Toolpaths→Job setup系统弹出如图9-6所示对话框。
图9-6(1)通过Tool Offsets设置刀具偏移。
(2)通过Feed Calculation设置工件材料。
(3)通过Toopath Configuration设置刀具路径参数。
(4)通过Post Processor设置后置处理程序。
2.选择Boundaries设置工件毛坯。
见图9-7对话框。
图9-7(1)通过Stock项目设置工件毛坯大小。
选择Parameters→Take from 2 point设置毛坯的左下角点为(-100,-310),右上角点为(100,10),生成虚线如图9-8所示的毛坯。
(2)通过Tailstock尾座顶尖的参数。
(3)通过Chuck设置卡盘的参数。
(4)通过Steady rest设置辅助支撑的参数。
图9-8(5)选择Ok,工件设置完成。
(二)生成车端面刀具路径1.Main Menu→Toolpaths→Face系统弹出如图9-9所示的对话框。
2.在Tool parameters参数对话框中选择刀具,并设置其他参数。
3.选择对话框中的Face parameters标签,并设置参数。
见图9-10所示。
Face parameters 选项中各参数的含义如下:(1)Entry amountEntry amount输入框用于输入刀具开始进刀时距工件表面的距离(2)Roughstepover当选中Roughstepover输入框前面的复选框时,按该输入框设置的进刀量生成端面车削粗车刀具路径。
(3)Finish stepover当选中Fini9hstepover输入框前面的复选框时,按该输入框设置的进刀量生成端面车削精车刀具路径。
Mastercam在加工中心的应用及实例分析
Mastercam在加工中心的应用及实例分析Mastercam是美国CNC Software公司推出的基于PC机平台的CAD/CAM 一体化软件系统,由于其卓越的设计及加工功能,被广泛应用于机械、家电、汽车、航空和造船等领域。
它能完成零件的几何造型,刀具路径生成、加工模拟仿真、数控加工程序生成和数据传输,最终完成零件的数控机床加工。
实现了产品的几何设计到加工制造的CAD/CAM 一体化,使企业通过提高产品的设计质量、缩短生产周期而取得明显的经济及社会效益。
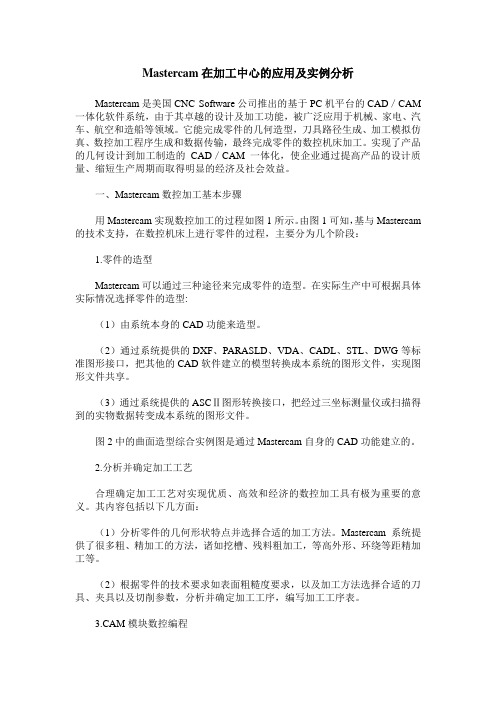
一、Mastercam数控加工基本步骤用Mastercam实现数控加工的过程如图1所示。
由图1可知,基与Mastercam 的技术支持,在数控机床上进行零件的过程,主要分为几个阶段:1.零件的造型Mastercam可以通过三种途径来完成零件的造型。
在实际生产中可根据具体实际情况选择零件的造型:(1)由系统本身的CAD功能来造型。
(2)通过系统提供的DXF、PARASLD、VDA、CADL、STL、DWG等标准图形接口,把其他的CAD软件建立的模型转换成本系统的图形文件,实现图形文件共享。
(3)通过系统提供的ASCⅡ图形转换接口,把经过三坐标测量仪或扫描得到的实物数据转变成本系统的图形文件。
图2中的曲面造型综合实例图是通过Mastercam自身的CAD功能建立的。
2.分析并确定加工工艺合理确定加工工艺对实现优质、高效和经济的数控加工具有极为重要的意义。
其内容包括以下几方面:(1)分析零件的几何形状特点并选择合适的加工方法。
Mastercam系统提供了很多粗、精加工的方法,诸如挖槽、残料粗加工,等高外形、环绕等距精加工等。
(2)根据零件的技术要求如表面粗糙度要求,以及加工方法选择合适的刀具、夹具以及切削参数,分析并确定加工工序,编写加工工序表。
3.CAM模块数控编程系统提供了八种曲面粗加工和十种曲面精加工方式。
实际生产中要根据具体情况和加工经验,合理选择加工方式,然后确定刀具和切削用量。
mastercam数控编程实例
mastercam数控编程实例Mastercam数控编程实例近年来,随着制造业的快速发展,数控编程成为了一个非常重要的技能。
Mastercam作为一款优秀的数控编程软件,广泛应用于各个领域。
本文将以Mastercam数控编程实例为主线,介绍其在实际应用中的优势和应用方法。
我们来看一个实际的数控编程案例。
假设我们需要制作一个圆形的零件,直径为100毫米,厚度为20毫米。
在这个实例中,Mastercam的数控编程功能发挥了关键作用。
首先,它提供了丰富的刀具库和切削参数,帮助我们选择最适合的刀具和切削方式。
其次,Mastercam提供了直观的图形界面和简单易用的绘图工具,使得绘制复杂形状零件变得轻松快捷。
最重要的是,Mastercam可以根据我们提供的图形自动生成对应的G代码,大大减少了编写程序的时间和工作量。
除了上述实例,Mastercam还可以应用于许多其他领域。
例如,在汽车制造业中,Mastercam可以帮助我们设计和加工各种复杂的汽车零件,如发动机缸体、底盘组件等。
在航空航天工业中,Mastercam可以帮助我们制作各种航空零件,如飞机机翼、发动机外壳等。
在电子制造业中,Mastercam可以帮助我们制作各种电子产品的外壳和零部件。
总之,Mastercam的应用领域非常广泛,几乎涵盖了制造业的各个方面。
在实际应用中,掌握Mastercam的数控编程技能非常重要。
对于制造业从业人员来说,掌握Mastercam可以大大提高工作效率和质量。
同时,Mastercam也为制造业的发展提供了强有力的支持。
总结起来,Mastercam数控编程是一项非常重要的技能,广泛应用于制造业的各个领域。
通过Mastercam软件,我们可以快速、准确地设计和加工各种复杂的零件。
掌握Mastercam数控编程技能,对于提高工作效率和质量,推动制造业的发展具有重要意义。
因此,我们应该积极学习和应用Mastercam数控编程技术,为制造业的发展贡献自己的力量。
mastercam二维加工综合实例2
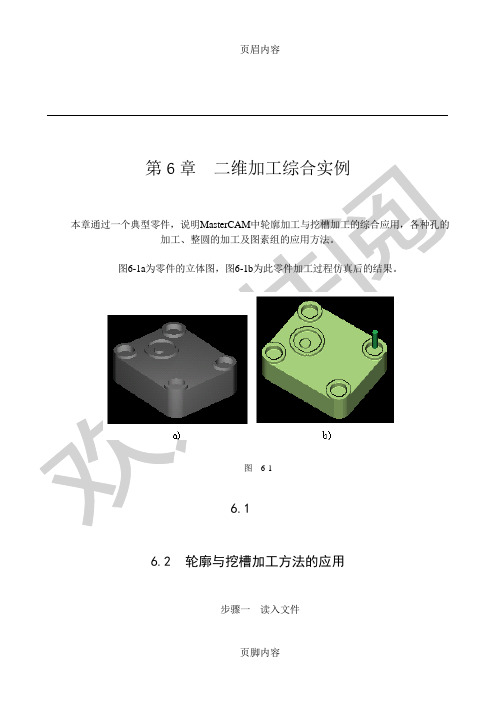
6.2轮廓与挖槽加工方法的应用步骤一读入文件文件名为:Ch6_1_1.MC9该文件中存储的零件图形如图6-2所示。
按照2.2节的轮廓加工步骤进行操作,其中需要设置的主要内容如下:1. 串接的图形如图6-5所示,箭头的方向为串接的方向,箭头的尾端为串接的起始点;图6-6图 6-95. 深度切削方向“分层深度切削”对话框设置如图6-8所示;图 6-113.“挖槽加工参数”对话框设置如图6-11所示;4.“表面(Facing)”对话框设置如图6-12所示;5.深度切削方向“分层切削”对话框设置如图6-13所示;6.“粗/精加工参数”对话框设置如图6-14所示;图6-175.“粗/精加工参数”对话框设置如图6-18所示;6.零件上表面具有岛屿的挖槽粗加工仿真结果如图6-19所示。
步骤六零件上表面具有岛屿的挖槽(Remachining)重加工按照3.5节的挖槽重加工步骤进行操作,其中需要设置的主要内容如下:1. 串接的图形如图6-16所示;图6-18(2)轮廓加工深度(Depth…):-10图6-22 图6-23 图6-24 5.零件上表面4个圆凸台的轮廓加工仿真结果如图6-24所示。
步骤八带有一个圆岛屿的挖槽(Standard)加工当加工只有一个岛屿时,一般采用摩孚螺旋(Morph Spiral)刀具路径,但是串接两个轮廓外形时,注意刀具路径起始点的一致性,如本例中,串接起始点如图6-25所示,被串接的两个圆的起始点都在圆的下部同一位置,串接的方向也相同。
为了使串接起始点一致,经常使用打断的编辑方法。
图6-265.“粗/精加工参数”对话框设置如图6-27所示;图6-287.带有一个圆岛屿的挖槽加工仿真结果如图6-29所示。
步骤二组的建立方法1. 用鼠标单击辅助菜单区的“组(Groups)”按钮,进入组设置对话框,如图6-30所示;2. 用鼠标单击图6-30中的“新建(New…)”按钮,通过键盘输入新建的组名:Drilled Hole Dia. 5,并拾取如图6-2中的中间圆凸台上的12个直径为5mm的圆,单击主菜单区中的“Done”,结束图素选择,则得到图6-31,新建的组名Drilled Hole Dia. 5位于对话框中;图6-32 图6-334. 用鼠标单击图6-31中的“OK”按钮,结束组的创建操作。
MasterCAM X7 车床编程范例
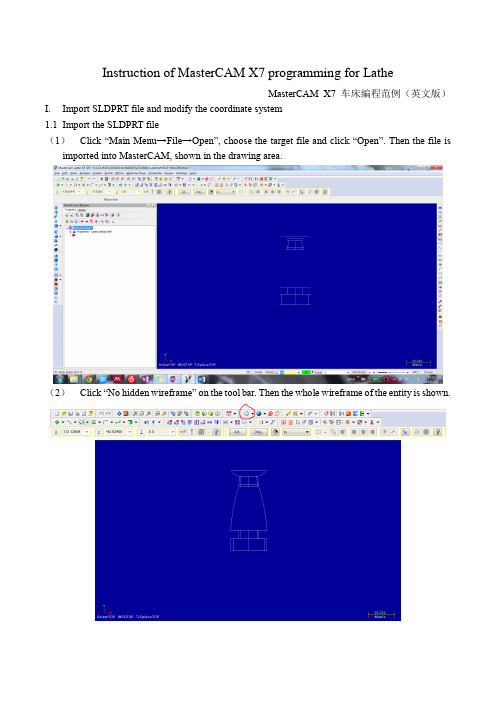
Instruction of MasterCAM X7 programming for LatheMasterCAM X7 车床编程范例(英文版)I.Import SLDPRT file and modify the coordinate system1.1Import the SLDPRT file(1)Click “Main Menu→File→Open”, choose the target file and cli ck “Open”. Then the file is imported into MasterCAM, shown in the drawing area.(2)Click “No hidden wireframe” on the tool bar. Then the whole wireframe of the entity is shown.(3)Press “F9” and “Alt+F9”. The coordinate system is then visible.(4)One can modify the viewing angle by pressing and dragging mouse wheel or by choosing viewing plane in “Gview” option at the bottom.1.2Modify the coordinate system(1)Click “Planes→Lathe diameter→+D +Z (WCS)”.(2)Click “Gview→Top(WCS)” and “WCS→Top WCS”.1.3Rotate and translate the entity as required(1)Select the whole entity, click “Xform Move to Origin” and then select the outside circle of the top of the candle holder. Then the center of the top circle of the holder is set to be the origin.(2)Set back to a Top Gview. Select the entity. Use the “Xform Rotate” tool to fix the center line of the entity on the x axis of the World Coordinate System which is indicated in the drawing area.In our case, the rotate angle is -90 degree.Then a standard view of the entity and coordinate system should be gotten.II.Turn the wireframe into profile2.1Set up another geometry level(1)Click “Level” in the bottom of the software.(2)Type “2” in the yellow input bar under “Number” in the “Main Level” section. Then click the green OK button. A new level 2 is created.2.2Turn wireframe to profile on level 2Click “Main Menu→Create→Turn Profile”, select the entity and press “ENTER” on the key board. Click the green OK button on the new window. The profile of the entity is created. A better vision can be achieved by hiding level1.2.3Hide level 1Click the “level” button in the bottom of the software. Click the two areas shown in the below with the indicated sequence. Then the “Visible” sign of level 1 is unchecked. Level 1 is hidden.III.Plan the toolpaths3.1Set up a machine group.Click “Main Menu→Lathe→Default”. A machine group is then set up in the Operation Manager.3.2Set the parameters of stock and chunk jaws(1)Click “Tool settings” in the Operations Manager to open the “Machine Group Properties”setting window. Then set the parameters as shown in the figures.(2)Click “Properties” button of Stock and Chunk Jaws. Set the parameter as shown below.3.3Plan the toolpath for facing(1)Click “Main Mune→Toolpaths→Face”. Click the green OK button. A setting window is shown. Set the parameters in the window as shown. Turn on the flood cooling in “Coolant” option.Left click the tool “R0.8 OD ROUGH RIGHT –80 DEG.”, right click it, choose “Edit tool”. Select “triangle” in the Shape section. Click green OK button.(2) Click “Face parameters” tab, set the parameters shown below. Then click “Lead in/Out”. Setthe parameters as shown. Click green OK button. The facing toolpath is then finished.3.4Plan the roughing toolpaths(1)Add two short lines on the profile as shown to avoid roughing process going into the grooving part and to leave some place for cutting off at the bottom.(2)Click “Main Menu→Toolpaths→Rough”. A chain selecting window is shown. Select the lines along the roughing surface line by line to select the chain.(3)Set the parameters as shown in the figure. Turn on the flood cooling in “coolant” option. Click the green OK button after setting. Then the roughing toolpath is generated.3.5Plan the grooving toolpaths(1)Click “Main Menu→Toolpaths→Groove”. Select “Chain” in the following “Grooving Options” window. Then a chain selecting window is shown. Select the lines along the surface of the design till the deep groove which will be made later for safety concerns. Click the green OK button when finishing the selection.(2)Select an “OD CUTOFF RIGHT” tool and set the parameters in Toolpath parameters” tab of “Lathe Groove (Chain) Properties” windows as shown below. Then right click on the tool icon, click “Edit tool” and set the parameters as shown.(3)Click the “Groove rough parameters” tab on the “Lathe Groove (Chain) Properties” window and set the parameters there as shown. Check the choosing boxed of “Peck Groove” and “Depth Cuts…” and set the parameters inside as shown.(4)Click the “Groove finish parameters” tab on the “Lathe Groove (Chain) Properties” window and uncheck “Finish” on the left top corner.3.6Plan the finishing toolpaths(1)Click “Main Menu→Toolpaths→Finish” to set up a right-hand finishing toolpath. Choose thesame chain as that in 3.4 (2). Set the parameters as shown below. Turn on the flood cooling in “coolant” option. Click all the green OK button after setting. A right-hand finishing toolpath is set.(2)Click “Main Menu→Toolpaths→Finish” to set up a left-hand finishing toolpath. The chosen chain is only the part which cannot be finished by the right-hand finishing as shown below.(3)Set the parameters as shown below. T urn on the flood cooling in “coolant” option. Click all the green OK button after setting. A right-hand finishing toolpath is set.3.7Plan the Grooving path(1)Click “Main Menu→Toolpaths→Groove” to start a grooving toolpath setting. Choose “3 lines”option to set the path in our case. The path is then chose as shown below. Press “ENTER” on the keyboard. Then the parameter setting window shows up.(2)Choose the same grooving tool as in 3.5 and set the toolpath parameters as shown. Set the flood coolant. Then right click the tool, click “Edit Tool”. Set the parameters of “Inserts”, then the “Holders”. Click green OK button. Choose the “Groove rough parameters” and “Groove finish parameters” tap separately in the Lathe Groove parameters window and set the para meters there.In the “Groove rough parameters”tab, remember to select “Peck Groove” and “Depth cuts…” and set the parameters inside. Click all the green OK button. The grooving path is then set.3.8Plan the drilling pathClick “Main Menu→Toolpaths→Drill” to start a drilling toolpath setting. Set the parameters in “Toolpath parameters” tab as below. Set up the flood coolant. Select a tool similar to “END MILL 15. DIA”. Left click the tool. Click “Edit Tool”, set the tool parameter as shown below. Click the OK button. Then set parameters in “Simple drill –no peck” tab.3.9Plan the boring path(1)Draw a line connecting the origin to the center point of the internal circle of the holder. Then translate it with D=15.(2)Then break the line of the inner circle’s radius into two parts using the new drawn line with the “Break Two pieces” button.(3)Click “Main Menu→Toolpaths→Rough” to start a roughing toolpath setting. Select the toolpath as shown below. Then a parameter setting window shows up.(4)Select a tool similar to “ROUGH MIN 16. DIA. –80 DEG.”. Set the parameters in “Toolpath parameter” as shown below. Turn on the flood cooling. Then left click the tool, select “Edit tool”and change the “Corner Radius” to 08 in the “Inserts” tab. Then click OK button, back to the “Lathe Rough Properties” window.(5)Set parameters in “Rough Parameters” tab, including those in “Lead In/Out” and “Plunge Parameters” as shown below. Click all the OK button. A boring roughing path is then created.(6)Click “Main Menu→Toolpaths→Finish” to start a finishing toolpath setting. Select path as shown below. Select the same tool in the parameter setting window. Set the parameters in “Toolpath parameter” as shown below and turn on the flood cooling. Click OK button to get back to “Lathe Finish Properties” window.(7)Set parameters in “Finish Parameters” tab, including those in “Lead In/Out” and “Plunge Parameters” as shown below. Then the finishing path is set.IV.Generate operationsAfter finishing all the toolpaths design, one can use functional buttons in Operation Manager to generate, backplot, verify and post operations.Click “Select all operations”. One choose all the operations. Click “Generate all selected operations”. One can generate all the operations and check if there is any error. The final view of the programming should be like:V.Generate operationsBackplot is often used after generating the toolpaths to check whether the fabricating process details are exactly same as the expectation including chains, pecking, cutting depth, etc.VI.V erify operationsClick “Verify selected operations”. One can verify the operations by simulating the whole process. The simulator can show the whole process in detail with controllable speed and precision, such as:VII.Post operationsBy posting operations, MasterCAM can change the visible programming into G code which can be understood and ran by the CNC machine. The posted code is like:Make sure that your program number is relatively unique.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
----------------------------装--------------------------订----------------------线----------------------------专业:机械设计制造 课程名称: Mastercam 基础设计 及其自动化 课程编号: 1111620 考试方式: 开卷(上机) 拟卷人(签字): 何峰 拟卷日期: 2014-11-01 得分统计表: 学分: 2.5 试卷编号 (A) 考试时间: 120 审核人(签字): 分钟
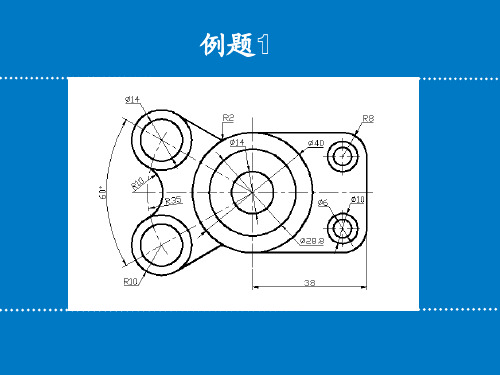
规划设计二维加工刀具轨迹。已知毛坯尺寸 160x120x40mm。结果以“学号
姓名
图二Байду номын сангаас
班级
图三
图一
第 1 页
共 1
页
二、根据图二所示线架构完成图三所示三维实体造型,并规划设计三维粗、精 加工刀具路径轨迹。已知毛坯Ф 110X21mm 结果以“学号-2”存盘。 (本题 50 分) 得分
题 号 得 分
一
二
三
四
五
六
七
八
九
十
总 分
学号
得分 -1”存盘。 (本题 50 分)
一 、绘制如图一所示几何图形 (只需画俯视图,不需标注尺寸) ,并